Martin P.M. Handbook of Deposition Technologies for Films and Coatings, Third Edition: Science, Applications and Technology
Подождите немного. Документ загружается.


Jet Vapor Deposition 891
against an electrically heated W coil structure located just upstream of the nozzle exit. On
contact, the AuSn wire melts, wets, and vaporizes; individual Au and Sn atoms are swept
downstream with the jet and deposit on the substrate, concentrated within a circle ∼ 1cmin
diameter; radial diffusion of Au and Sn in the jet gives the AuSn deposit a Gaussian profile. At
constant AuSn wirefeed rate the flux of Au and Sn atoms is constant, and the AuSn deposition
rate is proportional to wirefeed rate, considerably simplifying thickness calibration. The Au to
Sn ratio of the wire is preserved in the growing film.
Inclusion of a second hot filament as a source of thermionic electron emission enables electron
avalanching and ignition of a low-voltage, high-current Argon plasma, which is then carried
by the jet to the substrate. In addition to high-rate deposition, this e-jet source can supply Ar
+
ions at high density, ∼ 10
15
ions/cm
3
, for substrate precleaning or ion bombardment of the
growing film [12–15]. The wirefeed to hot filament can be used for metals that do not alloy
with and degrade the hot tungsten coil structure. This includes all metals commonly used for
solder deposition, such as AuSn, InSn, and other alloys, etc., if they can be purchased as wire.
Very high rates are possible with this wirefeed jet source; even a relatively slow wirefeed can
give deposition rates approaching micrometers per minute over a 4 inch wafer. Most of JPC’s
commercial deposition of solders is carried out with the hot filament wirefeed and e-jet
combination, in both atomistic and cluster modes.
18.4.2 Hollow Cathode Sputter Jet Source
This jet source is based on sputtering at high pressures of ∼ 1 torr, and has been in use for
many years at JPC. A hollow cathode provides a target for argon glow discharge sputtering of
metal atoms, and also plays the role of a cylindrical nozzle. Argon is let in at one end, flows
through the hollow cathode, and forms the sonic jet which sweeps sputtered atoms to the
substrate. JVD sputter jet sources give much lower deposition rates than the wirefeed; they are
limited by power dissipation, and the hollow cathode must be encased in a water-cooled
copper block. However, they can generate a vapor of virtually any metal, and are appropriate
for thin films in the several thousand
˚
Angstrom range, as for example layers of Ti, Pt, and Au
required as adhesion, diffusion barrier, and protective layers prior to solder bumping. The
deposition rate can be calibrated against Ar
+
sputter current; when the gas flow conditions are
fixed, this calibration is stable and accurate.
Clusters can also be generated in the sputter jet. Although the atom generation rates are
much lower than the wirefeed, and therefore local gas phase metal atom concentrations are
lower, nevertheless we have found conditions suitable for cluster initiation, growth, and
deposition.
892 Chapter 18
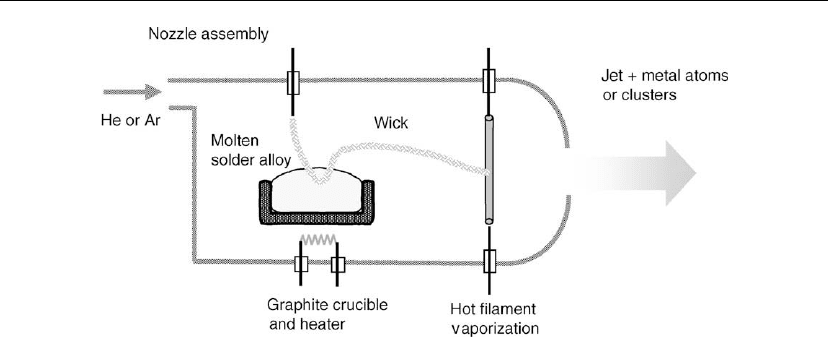
Figure 18.7: Wick jet source showing basic components: molten solder crucible, wire str and wick,
and hot filament for vaporization.
18.4.3 Wick Jet Capillary Feed Source
The wick jet, shown in Figure 18.7, has three components connected in series inside the nozzle:
a reservoir of molten solder, at a temperature somewhat above the melting point;
a wick fabricated from tungsten wires, at temperature greater than that of the reservoir;
a hot zone vaporizer consisting of a tungsten filament at very high temperature.
One end of the wick dips in the molten solder; the other is connected to the hot zone. The
junction of the wick and hot zone is positioned upstream of the nozzle orifice. The wick and
hot zone are Joule heated to their respective temperatures by a simple combination of
alternating and direct electric currents (AC and DC).
The wick jet works by capillarity. As metal atoms vaporize from the hot zone, surface tension
draws more liquid metal from the reservoir, through the wick, to the hot zone. In steady state
the rates of vaporization and replenishment are equal.
The wick jet is universal for all solder metals, because all solder metals are compatible with
hot tungsten. Wick transmission is sufficient to maintain an extremely high vaporization rate at
the hot zone, and therefore a high deposition rate downstream. A major economic advantage of
the wick jet is its use of bulk material as the supply for the reservoir; the material cost is thus
as low as possible, with impurity level the only variable. Surface oxides float to the top of the
reservoir, but are not drawn up the wick to be vaporized. Alloy compositions that do not lend
themselves to wire drawing are easily handled as a melt, so there is no constraint on solder
composition. Other advantages include the absence of moving parts, simple construction, and
flexible form. The wick is particularly adaptable for nanocluster generation, and we first
Jet Vapor Deposition 893
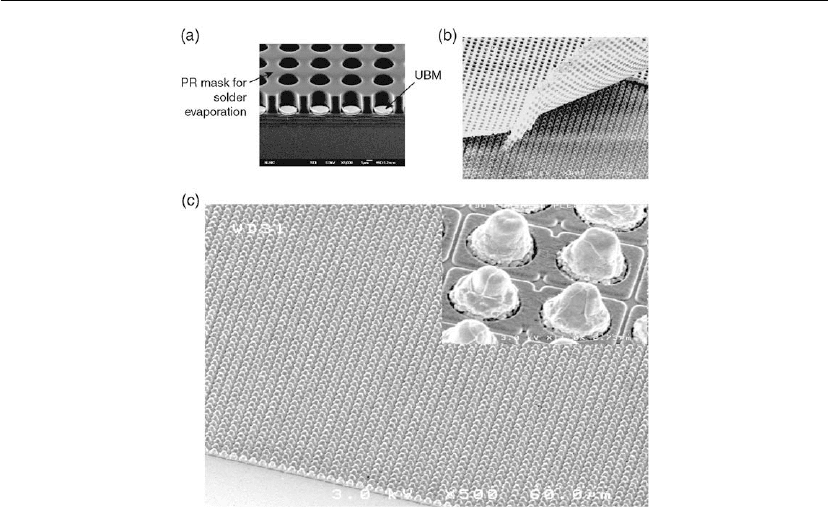
Figure 18.8: Indium solder bumps deposited by JVD, 3 mon5m pitch. (a) Photoresist mask;
(b) lift-off; (c) as-deposited bumps. (Photograph courtesy of Alcatel-Lucent Bell Labs.)
observed cluster deposition using a wick jet. The solder bumps in Figure 18.8 were produced
with an experimental wick jet design.
18.5 Generation and Deposition of Atoms and Clusters
With modest changes in pressure and flow, JVD jet sources give a choice of generating either
metal atoms or metal nanoclusters. Cluster deposition is advantageous for solder layers,
because atoms and heavier clusters will fill holes in photoresist masks in very different ways;
cluster deposition is highly directional.
In the normal JVD range, at pressures ∼ 1 torr and high jet speed, only single metal atoms
deposit, but not clusters. Cluster formation must be initiated by first stabilizing a dimer. This
requires a three-body collision of two metal atoms and one carrier gas atom, or else three metal
atoms. While contributions of heterogeneous processes in the nozzle cannot be ruled out [16],
three-body collisions are highly improbable in the jet: the metal atom and Ar or He
concentrations are normally too low, and the transit times from nozzle to substrate are too
short. The time for a metal atom to undergo a three-body collision, using a typical three-body
recombination rate constant [17],is
τ
3B
∼ 10
32
/(M)(Ar) ∼ 0.1/P
m
P
Ar
(18.2)

894 Chapter 18
where (M) and (Ar) are gas-phase concentrations (no./cm
3
) of metal atoms and Ar atoms, and
P
m
, P
Ar
are the pressures in torr of metal atoms and Ar atoms. For P
m
= 0.01 torr and
P
Ar
= 1 torr, τ
3B
∼ 10 s. Since this far exceeds the normal transit time from nozzle to substrate,
dimers cannot form.
Nevertheless, nanoclusters can be generated at high rate by moderate changes in several JVD
conditions. From eq. (18.2), changes in carrier gas pressure, jet speed, source to substrate
distance, identity of carrier gas (third body), and metal vaporization rate will all affect the
dimer three-body nucleation rate. The time for subsequent cluster growth will be influenced by
the distance from vaporization point to nozzle exit, and also exit to substrate distance.
Moreover, all of these parameters can be conveniently altered to switch a jet source from atom
generation to nanocluster generation. The transition is fairly sharp, but readily controllable.
For example, at constant carrier gas flow rate, partially closing the pump valve will lower the
jet speed, and increase the pressures of carrier gas and entrained metal atoms, which provides
a simple way to initiate clustering.
Once dimers are formed, subsequent growth to trimers, tetramers, and nanoclusters is
relatively fast. An energized trimer will be formed from a stabilized dimer by addition of a
metal atom. This trimer has an excess energy of ∼ 1 atom heat of vaporization, and a finite
lifetime with respect to loss of that atom via unimolecular decomposition; if there are enough
collisions with cold carrier gas atoms during that lifetime, enough excess energy will be
removed to stabilize the trimer. Similar reasoning applies to a tetramer. As the number of
atoms in the cluster increases, energy is more readily delocalized, and the unimolecular
lifetime becomes longer. In JVD sources the carrier gas remains relatively cool, so that at
accessible JVD pressures small clusters are quickly stabilized and growth is fast. The final
cluster size then depends on the available concentration of metal atoms in the jet, which can be
controlled by wirefeed rate or a sputter jet current. Cluster size can also be influenced by
varying the distance to the substrate and the jet speed. In JVD wirefeed and wick jet sources
the overall rate of cluster deposition is very high, at least equal to the rates of atom deposition,
so that cluster deposition is fast and economical.
In sum, JVD sources can be adjusted in several ways to control cluster nucleation and growth
rates. The freedom to choose between atom and cluster deposition has proven useful for solder
layer applications.
18.6 Application of JVD to Solder and Related Layers
Electronic components must often be bonded to metal pads on an integrated circuit by solder
[18]. One approach is to use a preform cut from solder foil to the correct dimensions and
placed manually between the component and the pad. But as circuit dimensions diminish,
placement of small preforms becomes difficult, and there is a limit to how thin a preform can

Jet Vapor Deposition 895
be cut and handled. Under these conditions, it is better to deposit a photoresist mask that
exposes only the solder pads, and then vapor deposit a solder layer over the entire patterned
wafer. After photoresist lift-off, the contact pads remain coated with solder, ready for
component placement.
Since the total contact pad area is only a small fraction of the wafer area, the lift-off approach
may seem wasteful of expensive solders such AuSn. Some solders can be deposited
electrochemically on just the contact pads, but it can be difficult to electrodeposit alloys with
precise composition, where even small errors will affect the solder melting point, a critical
property. JPC customers report incomplete satisfaction with electroplated AuSn, a frequent
reason for turning to JVD.
In the past decade JPC has refined the JVD solder deposition technology [19], and is now able
to supply all elemental and alloy solders, such as In, Sn, AuSn, InBi, InSn, SnAg, SnInAg, and
SnCuAg. Solder bumping places severe requirements on process economics and material
quality, and JVD addresses those requirements with several advantages:
high deposition rates for atoms and clusters;
accurate composition and thickness control;
in situ ion etching to assure adhesion;
alloy rather than component layer deposition;
minimal material waste;
adaptability to large and small substrates;
compatibility with conventional photoresist and lift-off technology;
single wafer or batch processing.
Prior to solder coating, wafers must be precleaned, particularly if they have patterned resist
layers, where organic residue can compromise solder adhesion on pads. In JVD, the substrate
can be cleaned with a high flux of low-energy argon ions generated by an e-jet source. Even
without bias, the plasma sheath at the wafer surface provides a ∼ 8–10 V potential for
bombarding ions, which is effective for removing a few monolayers of resist. An alternative is
to use a JVD microwave discharge jet to generate high levels of atomic oxygen that removes
organics by fast conversion to CO and CO
2
even at room temperature.
Almost all solders are currently deposited at JPC using the hot filament, wirefeed jet source,
though indium must be done with the wick jet. All solder metals and alloys are compatible
with the wirefeed source; none will alloy with or damage hot tungsten, so that the jet source
lifetime is very long. Alloy wire of correct solder composition, for example eutectic AuSn

896 Chapter 18
80/20, is vaporized into the jet as Au and Sn atoms; the right composition is reproduced in the
depositing AuSn film. Precise composition, and therefore melting point, is a key requirement
for a solder film, and customers take pains to verify it, by energy-dispersive X-ray spectroscopy
measurements, melting/freezing point measurements, and finally by the performance of the
solder in bonding. Solder layers can be from several to 20 m thick, and both the wirefeed and
wick jet sources can make such layers at high rate. For example, with 15 mm AuSn wire, fed at
2 inches per minute, a 6 inch diameter wafer will be uniformly coated in ∼ 45 minutes. The
wirefeed rate can be greatly increased, and the coating time reduced proportionately.
Solder bumps of micrometer dimension and area densities of millions/cm
2
can be made using
conventional photoresist lithography [20, 21], but reliable manufacturing of such arrays is still
a challenge. Moreover, as the circuit features become smaller, filling small holes in a
photoresist mask adds to the challenge. Most patterned wafers received at JPC present large
area pads several tens of micrometers wide. If the solder layer is to be several micrometers
thick, then the resist walls must be about twice as high. For large area bond pads the aspect
ratio (photoresist thickness/pad width) will be substantially less than 1. For these low aspect
ratio cases, the wirefeed atomistic deposition of individual Au and Sn atoms is a reliable
approach; on the pad the deposited solder has the correct thickness and a flat profile. However,
small-area pads, with lateral dimensions ∼ 10 m or less, will still require several micrometers
of solder. The photoresist will still be thick, and the windows in the photoresist will have a
higher aspect ratio. We found that as the aspect ratio approached 1, small holes were difficult
to fill, if we tried to fill them by depositing atoms.
The difficulty has the following origin. Although the jet is collimated and traveling
line-of-sight normal to the substrate, the metal atoms inside it are not; they collide frequently
with He or Ar atoms, their velocities are randomized, and they impact the film at angles that
can be far from perpendicular. Some of these impacting metal atoms will not ‘see’ the bottom
of a deep hole. For small windows with aspect ratio of order 1, resist walls cut off atoms
coming from angles far from the normal, and shadowing is severe. In addition, ‘breadloafing’
from deposition on the sidewalls will further constrict the resist window as deposition
continues. As a result, the solder bump is no longer flat, but dome shaped; moreover, it will be
significantly thinner than needed. One can compensate by depositing excess metal, but this
wastes material and time.
JVD provides an effective alternative: generate and deposit heavier nanoclusters. The
nanoclusters grow inside the nozzle, are accelerated by the jet, and travel toward the substrate.
A massive nanocluster will be hit many times by randomly directed carrier gas atoms, but its
transverse velocity components remain extremely small. The trajectory of the nanocluster then
remains parallel to the jet, and it impacts the growing film at a right angle. In consequence,
there is little shadowing by resist walls, and since sidewall deposition is also reduced, there is
reduced breadloafing [22]. The resist window is therefore filled by solder clusters from the
bottom up, giving a flat-topped solder bump of undiminished thickness. The sequence of

Jet Vapor Deposition 897
scanning electron micrographs in Figure 18.8 shows the photoresist mask, the lift-off process
under way, and an array of indium (In) bumps made from In nanoclusters deposited by JVD
[20]. The bump diameter is 3 m, while the pitch is 5 m. The flat top on the In bumps is
noticeable. These are quite small-diameter bumps, and there has been some breadloafing,
evident in the slightly conical shape. In other work, in which In was deposited in 4 × 4 and
6 × 6 m windows, breadloafing had much less of an effect, and the bump sides were less
sloped. It is worth emphasizing that this cluster filling process gave uniform deposition over 6
and 8 inch diameter wafers, and was carried out at economically high deposition rates, e.g.
5 m of In over a 6 inch wafer in < 15 minute.
18.7 Summary
JVD’s jet in low vacuum strategy is applicable to many kinds of thin film. In addition to simple
metal films, these include multilayers, alloys, multicomponent oxides and nitrides, organic and
host–guest films, cluster and cluster embedded films.
The jet in a low vacuum strategy is economical to implement. Even relatively small,
inexpensive mechanical pumps will maintain critical flow conditions, providing high-speed
collimated jets in a small-footprint, flexible apparatus. The carrier gas flows represent only a
small material cost. The batch process turnaround time in a JVD chamber is a matter of
minutes.
Mechanisms for relative motion between jet source and substrates, combined with the use of
several jets simultaneously or in sequence, allow design of processes for substrates of many
sizes and shapes, for production of many complex film materials. JVD metal sources are based
on techniques such as glow discharge sputtering or direct vaporization, which can deposit
nearly every metal in the Periodic Table, with no toxic metal precursors or harmful exhausts.
In JVD, rates of metal deposition are generally high because the jet entrains a large partial
pressure of metal atoms, travels at the speed of sound, remains collimated, and deposits atoms
with a high capture efficiency in a localized area. Even if metal atoms comprise less than 1%
of the jet, the deposition rate will approach micrometers per minute over a 4 inch wafer. Rates
of cluster deposition are equally high.
Solder layer deposition in particular is naturally suited to JVD, as a consequence of high
deposition rates, short pump down times, efficient material use, and plasma precleaning.
Much of JVD’s versatility arises from the use of independent jets and relative motion schemes
to give multilayer structures. These capabilities have now been focused on the vapor
deposition of solder metals and alloys, addressing a growing need in microelectronic
packaging technology. JVD can provide not only the solder layers, but also the required
adhesion, diffusion barrier, and protective cap layers. JVD employs several jet source designs
that can run at high deposition rate, while ensuring the required solder properties: precise

898 Chapter 18
composition, melting point, purity, and adhesion, independent of substrate size and shape.
Moreover, the ease of converting from atom to cluster deposition has important consequences
for jet deposition of solder layers, significantly extending downward the size range of solder
bumps that can be cleanly deposited. All of the common solder elements and alloys are
compatible with JVD jet sources, and can be vaporized and deposited with accurate
preservation of composition, in atomic or cluster form. Localized deposition and high capture
efficiency make JVD intrinsically economical for costly materials such as AuSn.
Appendix Survey of Miscellaneous JVD Films and Applications
Here we briefly review some past work that illustrates the range of capabilities of JVD.
Cu + Au Multilayer Electrodes
We used Cu and Au jet sources in sequence, to make thin film electrodes in production runs for
AT&T Bell Laboratories and a US Navy application. The substrates were 50 mm diameter
piezoceramic wafers less than 1 mm thick; these required a 1.5 m Cu electrode, flashed with
50 nm Au, on both sides of the wafer, with a 0.25 mm border free of metal and cleanly defined
at the perimeter. Wafers were mounted on the carousel in accurately machined receptacles
which supported the wafer, oriented it toward the jets, and defined the border.
Al, Al
2
O
3
Microlaminates
Jet sources of Al and O
2
were used to deposit thick microlaminates consisting of 50 nm layers
of Al alternating with 5 nm of Al oxide [23] at high rate. The microlaminates coating exhibited
a hardness equal to that of microlaminates made by sputtering [24], a far slower ultrahigh
vacuum process.
PZT: Ferroelectric FRAM Non-Volatile Memories
Four jet sources simultaneously supplied Pb, Ti, Zr, and O
2
to Pt-coated, heated Si wafers
mounted on a spinning carousel. The Pt barrier layer was also deposited by JVD. The resulting
1 m PZT film of PZT was deposited in less than 1 hour [25], and exhibited excellent values of
remanent polarization, coercive field, switching endurance, and dielectric constant, equaling or
exceeding those obtained with more conventional methods.
PZT: Pyroelectric Detectors
PZT was deposited on 18 substrates of 2 inch diameter mounted on a carousel, using three jet
sources of Zr, Ti, and PbO, in a 0.5 torr downstream O
2
pressure [26, 27], with substrates at

Jet Vapor Deposition 899
550
◦
C to promote perovskite growth. The remanent polarization, coercive field, pyroelectric
coefficient, and dissipation factor, compared favorably to bulk PZT.
Nickel Ferrite Ceramic Films
We deposited ceramic films of stoichiometric NiFe
2
O
4
using a single wirefeed plus e-jet
source; NiFe
2
alloy wire was vaporized thermally inside the nozzle. The source was run in
plasma mode, so that a 1 inch square alumina substrate in front of the jet was heated to
T ∼ 600
◦
C, in part by ion–electron surface recombination. NiFe
2
O
4
films of thickness
>25m were grown at rates ∼ 100 m/hour. Films were nearly crystalline, with good
magnetic and physical properties as characterized by magnetization, stress-induced anisotropy,
and hysteresis loops [28].
Electronic-Grade Silicon Nitride
Silicon nitride films of remarkable electronic quality were grown on a room-temperature
substrate using a microwave discharge jet source [29] that produces Si atoms, Si-bearing
molecular fragments, and N atoms from SiH
4
and N
2
. In a metal-nitride semiconductor (MNS)
capacitor the electrical behavior was superior to that of any previously reported [29–33],as
characterized by breakdown strength, radiation hardness, interface trap density, etch rate in
buffered oxide etch, index of refraction, breakdown strength, density of interface states,
reduced tunneling current, and low H content.
Fiber Coating
Despite the directionality of the JVD jet source, we showed that a thin fiber oriented
perpendicular to the jet could be coated uniformly. This is possible because the collision mean
free path in the jet at 1 torr is ∼ 100 m; fibers of smaller diameter will be struck uniformly
from all directions by metal atoms, as if in high vacuum. We have coated 12.5 m alumina
fibers with thousands of
˚
Angstroms of Cu and Al, with uniformity verified by scanning
electron microscopy.
Coating of Thermally Sensitive Membranes
The low substrate temperature capability of JVD is being exploited in the coating of Au and Pt
as fine line electrodes on a 9 m PVDF piezoelectric membrane through a foil mask. PVDF is
thermally sensitive, and can be depoled at T ∼ 350
◦
C, so the low-temperature capability of
JVD is critical.

900 Chapter 18
Ceramic Host–Organic Guest Films
Using multiple jets including a novel organic vapor jet [34], we trapped complex guest organic
molecules such as rhodamine B and methyl red in a range of host ceramic films: SiO
2
, SiN
x
,
Al
2
O
3
, and MgO, at high guest concentrations ∼ 1%. Using this approach we demonstrated
deposition, patterning and photobleaching of Methyl Red/ceramic to make thin film wave
guides. We made a thin film solid host dye laser by trapping rhodamine 6G, and also an
acid–base indicator using trapped methyl red [35]. Ceramic host–organic guest films can be
made by mechanical or sol gel methods [36], but these are multistep processes, limited to
soluble species, often including time-consuming thermal treatment. In JVD the host–guest
combination is generated in minutes, at room temperature, and by a vapor deposition
technique compatible with existing semiconductor microelectronic processing.
Polymer Deposition: Parylene
We constructed a parylene–N vapor jet source [37] in which the cracking reactions of the
Gorham process [38] were carried out inside a small nozzle structure, which then accelerates
the active fragments to the substrate. In addition, we mixed into the main flow a stream of
atomic hydrogen. The results were a greatly enhanced deposition rate, enhanced adhesion,
increased hardness, and a reduction in dielectric constant from 1. 65 to ∼ 1.47. X-ray
diffraction showed an amorphous film, with no hint of crystallinity. There is a dramatic effect
of H atoms on parylene–N deposition rate and properties.
Deposition on Liquid and Paper Surfaces
JVD’s low vacuum conditions enable deposition on liquids of sufficiently low vapor pressure,
and on surfaces not tolerated in a high vacuum system. Thus, we were able to deposit Au and
other metal atoms on liquid water, glycerol, and epoxy surfaces, thereby generating Au
colloids [1, 39]. We deposited 5 m of Cu on a strip of paper 2 inches wide and 3 feet long,
wrapped around a spinning carousel, using a wirefeed source. The adhesion was excellent, and
the Cu coating carried ∼ 10 A without any sign of paper carbonization or Cu delamination.
References
[1] B.L. Halpern, J. Colloid Interface Sci. 86 (1982) 337.
[2] J.J. Schmitt, B.L. Halpern, US Patent 4,788,082 (1988).
[3] J.J. Schmitt, B.L. Halpern, US Patent 5,725,672 (1998).
[4] B.L. Halpern, J.J. Schmitt, J. Vac. Sci. Technol. A 12(4) (1994) 111111623.
[5] B.L. Halpern, J.J. Schmitt, J.W. Golz, D.L. Johnson, D.T. McAvoy, J.Z. Zhang, Y. Di, in: Society of Vacuum
Coaters, Proceedings of 35th Annual Technical Conference, Baltimore, MD (March 22–27, 1992).
[6] B.L. Halpern, J.J. Schmitt, Y. Di, J.W. Golz, D.L. Johnson, D.T. McAvoy et al., Metal Finishing
(December 1992).