Martienssen W., Warlimont H. (Eds.). Handbook of Condensed Matter and Materials Data
Подождите немного. Документ загружается.

182 Part 3 Classes of Materials
cold working. This is not associated with any bene-
ficial increases in strength but leads to deterioration
in the corrosion resistance by intergranular corrosion
(Fig. 3.1-16). It is necessary to avoid the formation
of continuous networks of β particles at the grain
boundaries. Individual β particles can be obtained by
a globulization treatment (200–250
◦
C), followed by
slow cooling.
Another means to increase strength is the addition
of Mn. Al
−
Mn
−
Mg alloys show an additional increase
in tensile strength, which is significantly higher than
for binary Al–Mn alloys (Fig. 3.1-26). The alloys show
good toughness and can be used at low temperatures.
If the Mn content exceeds 0.6 wt%, the recrystalliza-
tion temperature can be increased to such an extent
that recrystallization does not occur during extrusion.
With extruded sections, there is an increase in tensile
strength and proof stress in the longitudinal direction
termed “press effect.”
3.1.2.7 Structure and Basic Mechanical
Properties of Wrought
Age-Hardenable Aluminium Alloys
Wrought Al–Cu–Mg and Al–Cu–Si–Mn (2xxx)
Alloys
The 2xxx series alloys usually contain 3.5to5.5wt%Cu
and additions of Mg, Si and Mn and residual Fe. They
show a significant increase in tensile strength by aging
(310 to 440 MPa). Natural (room temperature) or artifi-
cial aging (at elevated temperature) may be preferable,
depending on the alloy composition (Fig. 3.1-26). Addi-
tions of up to 1.5 wt% Mg increase both tensile strength
and proof stress. At these Mg contents, the Al-rich solid
solution is in equilibrium with the ternary Al
2
CuMg
phase which, together with the θ phase (Al
2
Cu), is
responsible for hardening. Mn additions increase the
strength (Fig. 3.1-27) and can also cause a press effect.
For achieving good ductility, the Mn content is limited
to ≈ 1wt%.
Wrought Al–Mg–Si (6xxx)
Al
−
Mg
−
Si alloys are the most widely used wrought
age-hardenable alloys. Hardening is attributable to the
formation of the Mg
2
Si phase. The compositional range
of interest is 0.30 to 1.5wt% Mg, 0.20 to 1.6 wt% Si,
up to 1.0wt%Mn,andupto0.35 wt% Cr. This is
equivalent to about 0.40 to 1.6vol%Mg
2
Si and vary-
ing amounts of free Si and/or Mg. Some alloys are close
to the pseudo-binary section Al
−
Mg
2
Si, in others there
is a significant excess of Si. This affects the maximum
500
400
300
200
100
0
01234567
50
40
30
20
10
0
Tensile strength R
m
0.2% p roof stress R
p0.2
(MPa)
Elongation
to fracture A (%)
1
2
3
4
4
3
2
4
3
2
A
R
R
1
1
m
p0.2
Copper content (%)
500
400
300
200
100
0
0
10
20
30
120
p0.2
Tensile strength R
m
0.2% proof stress R
p0.2
(MPa)
Manganese content (mass %)
Elongation
to fracture A (%)
R
R
A
m
2"
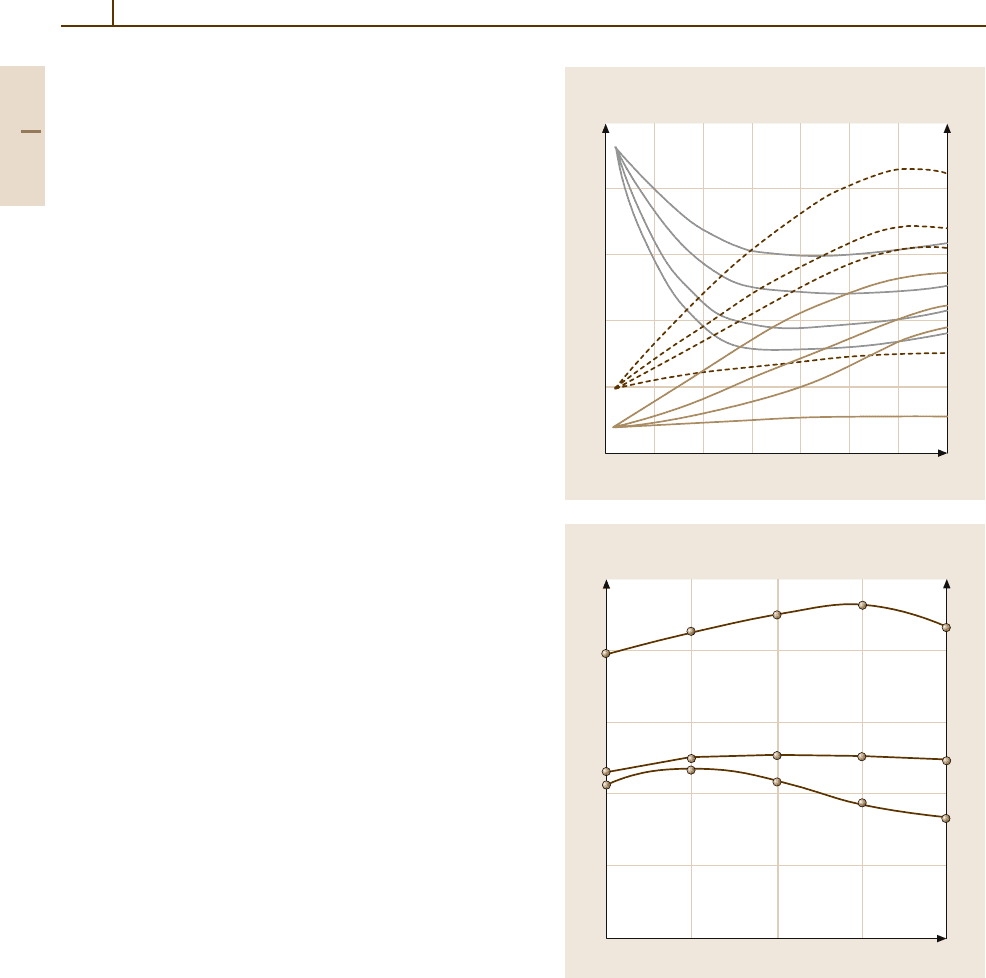
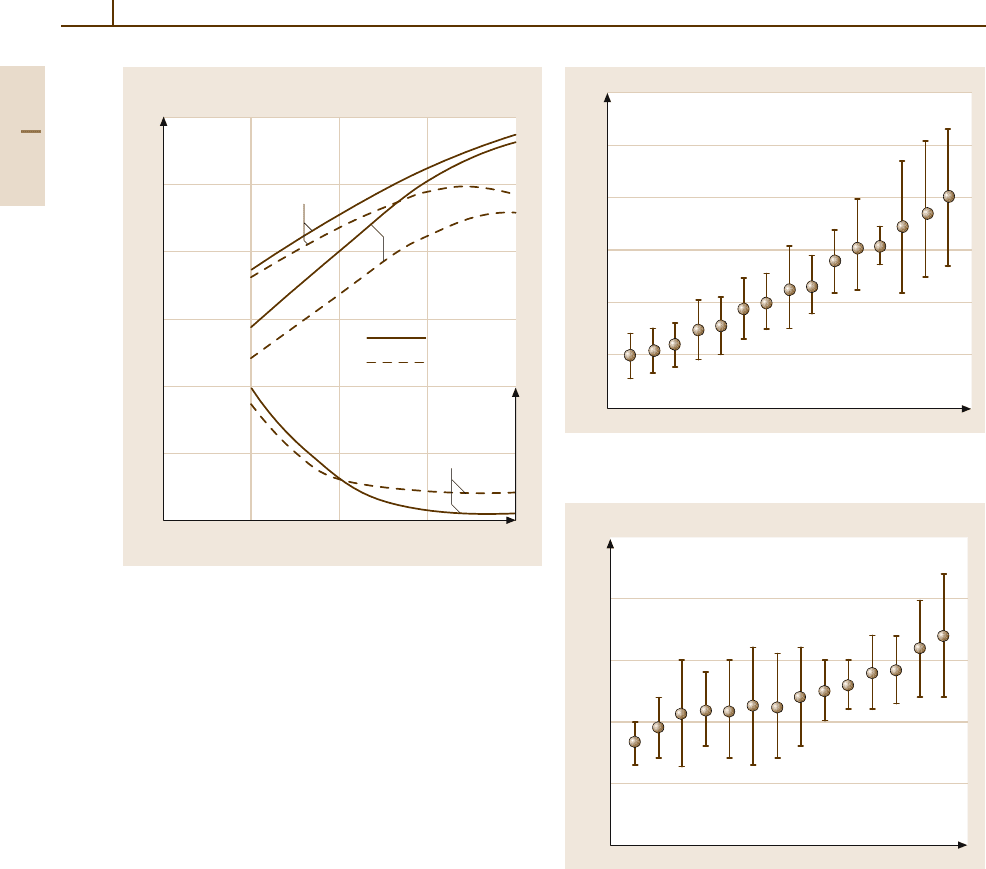
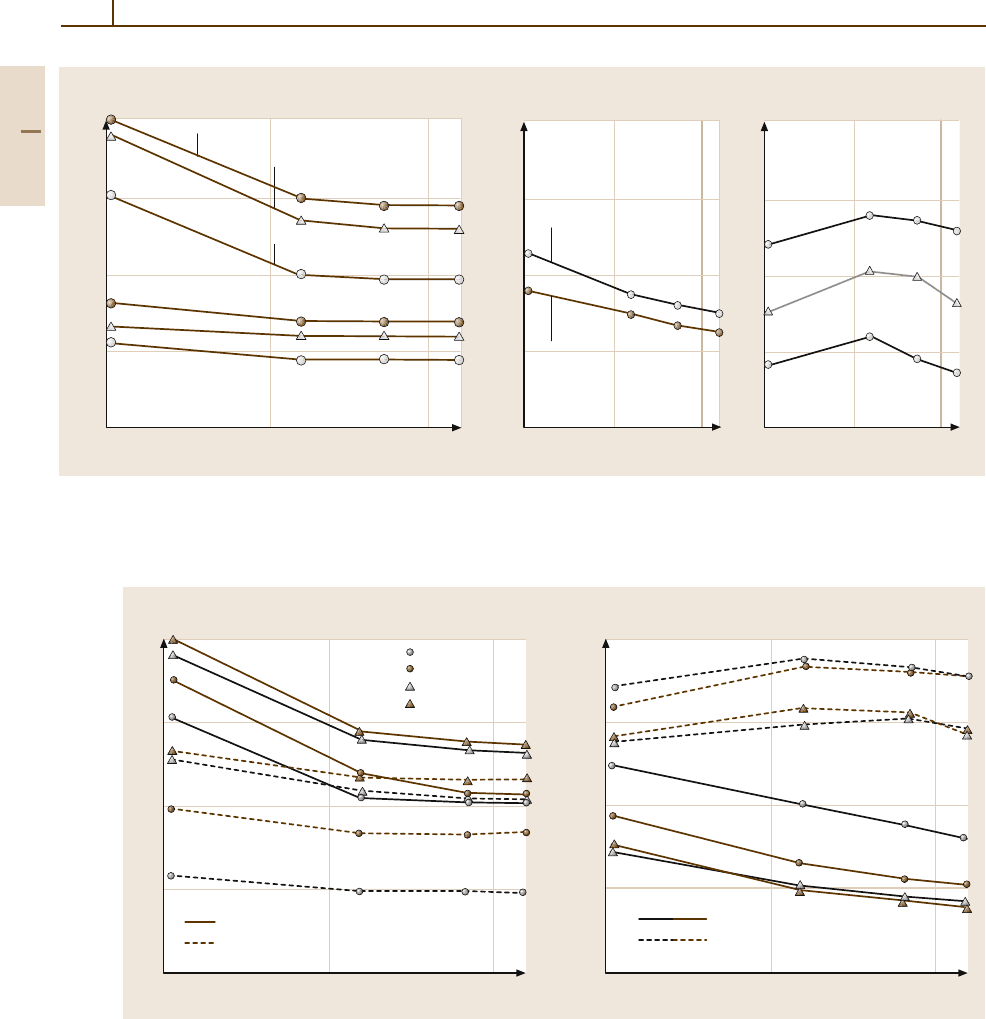
Fig. 3.1-26a,b Behavior of wrought Al
−
Cu-alloys (a) Ef-
fect of copper on the strength of binary Al
−
Cu alloys; base
material 99.95 wt% Al, 1.6 mm thick sheet [1.23]. (1) Soft
annealed; (2) Solution annealed and quenched; (3) Natu-
rally aged; (4) Artificially aged.
(b) Effect of Mn on the
strengthofanAl
−
Cu
−
Mg alloy with approx. 4 wt% Cu
and 0.5 wt% Mg; naturally aged [1.23]
Part 3 1.2
Metals 1.2 Aluminium and Aluminium Alloys 183
320
240
160
80
0
0
0.2 0.4
0.6 0.8
1.0
1.2
1.4
Tensile strength R
m
(MPa)
Manganese content (mass %)
c
b
a
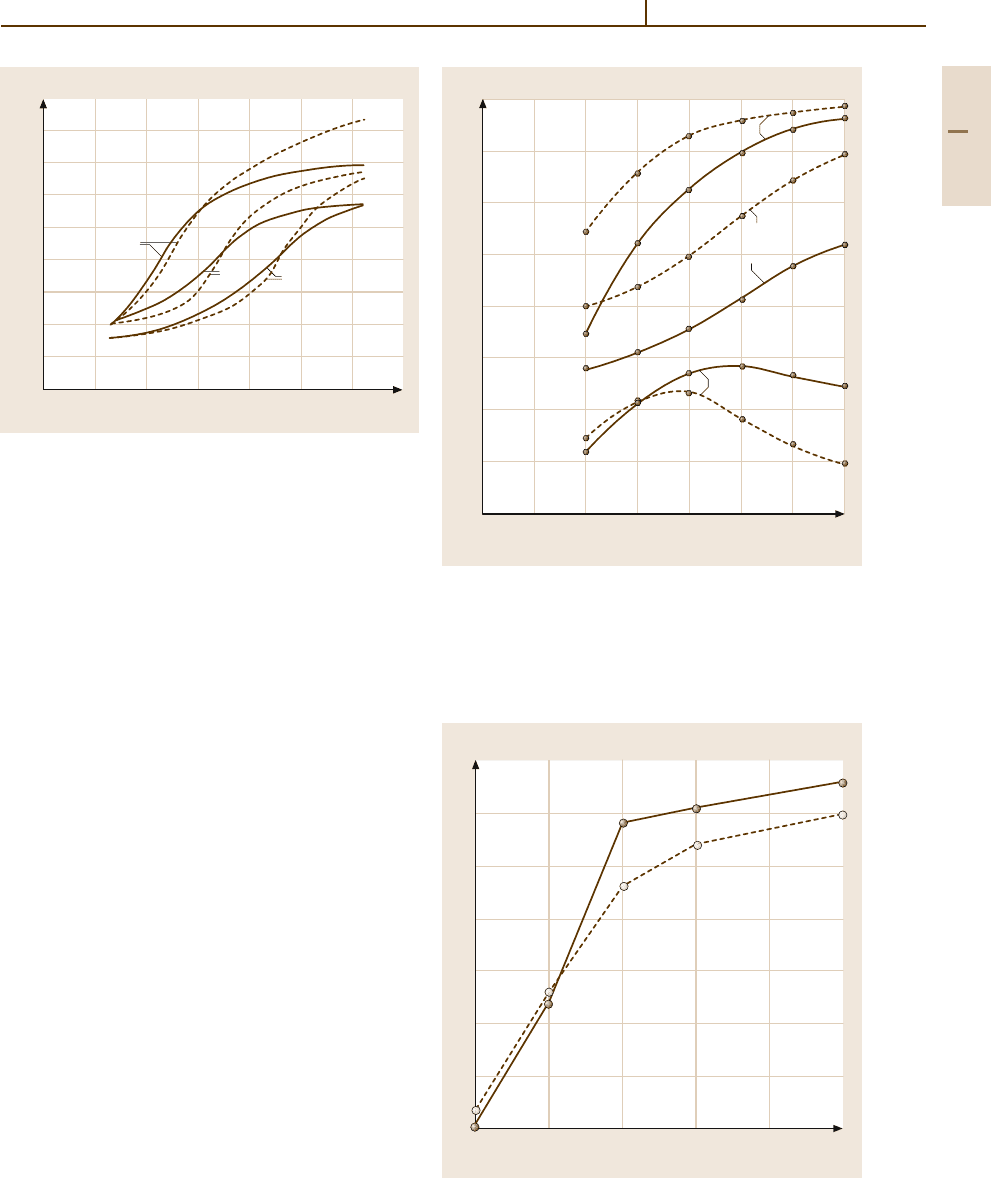
Fig. 3.1-27 Effect of Mg
2
Si on tensile strength [1.9]
(1) stoichiometric composition, (2) 0.3 wt% excess Mg,
(3) 0.3 wt% excess Si. The solid line refers to alloys that
were quenched + immediate ageing at 160
◦
C, the dot-
ted line represents data for alloys that were quenched +
intermediate ageing for 24 h at 20
◦
C + ageing at 160
◦
C
attainable strength values because of the resulting varia-
tions in the amount of Mg
2
Si, as shown in Fig. 3.1-28 for
the quenched and artificially aged condition. Additions
of 0.2to1.0 wt% Mn lead to an increase in the notch
impact toughness of Al
−
Mg
−
Si alloys (Fig. 3.1-29),
and affect the recrystallization behavior. Additions of
Cr cause similar effects.
Wrought Al–Zn–Mg- and Al–Zn–Mg–Cu Alloys
(7xxx)
Additions of Zn to Al lead to an insignificant increase in
strength. Combined additions of Zn and Mg cause age
hardening and thus an increase in strength (Fig. 3.1-28).
The sum of the Zn and Mg contents is limited to about
6–7% because of the risk of stress corrosion cracking
at higher levels in Cu-free Al
−
Zn
−
Mg alloys; this re-
sults in medium strength. Zr, Mn, and Cr are added to
reduce the tendency to recrystallize. If suitably heat-
treated, such alloys have adequate corrosion resistance.
It is important that cooling after solution treatment is
not too rapid and that the proper precipitation treatment,
usually step ageing, should be used. The alloys are of in-
terest for welded structures because of their low quench
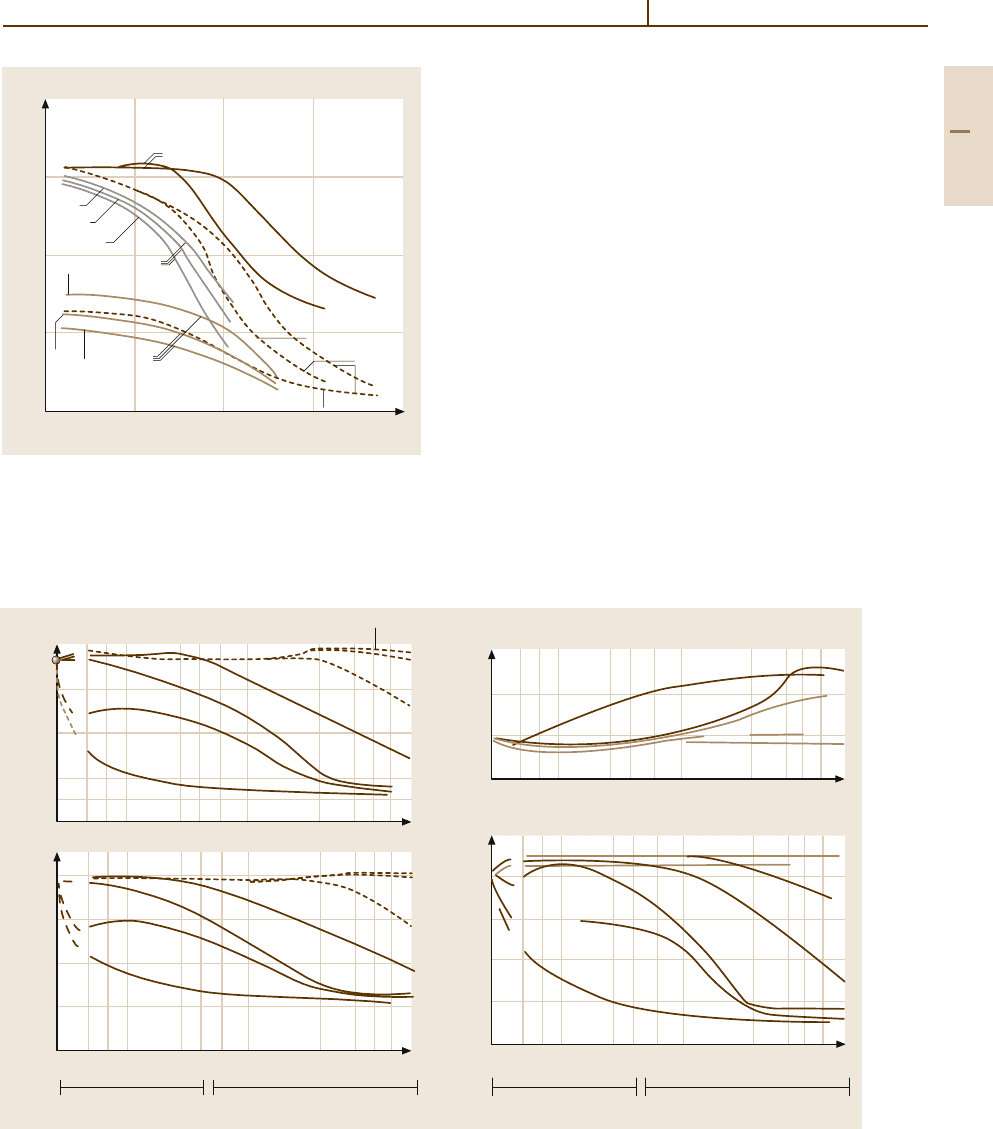
Fig. 3.1-29 Effect of Mn and Fe on the notch impact
toughness of AlMgSi1 alloy 1 wt% Si and 0.75 wt% Mg;
artificially aged, flat bars, 60× 10mm
2
[1.24]
01234567
400
300
200
100
0
Zinc content (mass %)
Tensile strength R (MPa)
m
b
a
a
c
Fig. 3.1-28 Effect of Zn and Mg on the strength and aging
effect of Al–Zn–Mg alloys [1.24] (1) Solution treatment
at 450
◦
C and quenching. (2) Solution treatment at 450
◦
C
and quenching plus natural aging for 3 months. (3) Ageing
effect i. e., the increase in strength attributable to natural
ageing; difference between (1) and (2)
24
22
20
18
16
14
12
10
0
0.2
0.4
0.6
0.8
1.0
Notch impact toughness (J/cm
2
)
Manganese content (mass %)
0.1 % Fe
0.3 % Fe
Part 3 1.2
184 Part 3 Classes of Materials
Elongation to fracture A (%)
Zinc content (mass %)
012345678
40
30
20
10
0
Tensile strength R
(MPa)
m
0
3 % Mg
1 % Mg
R
R
A
m
p0.2
5
600
500
400
300
200
100
Fig. 3.1-30 Effect of zinc on the tensile properties of Al–
Zn–Mg–Cu alloys; solution treated at 460
◦
C, quenched,
aged for 12 h at 135
◦
C, 1.5 wt% Cu [1.23]
sensitivity. The low-strength heat-affected zone formed
during welding is restored to full hardness without the
need for renewed solution treatment. Al
−
Zn
−
Mg alloys
usually contain 0.1to0.2 wt% Zr and some Ti in order
to improve their weldability and resistance to stress cor-
rosion cracking. Cu additions are avoided, despite their
favourable effect on stress corrosion cracking, because
they increase susceptibility to weld cracking.
Al–Zn–Mg–Cu Alloys
The addition of 0.5to2.0 wt% Cu strength-
ens Al
−
Zn
−
Mg alloys. Cu also reduces the tendency
for stress corrosion cracking so that the upper limit for
(Zn+Mg) can be increased to 9 wt%, provided additions
of Cr are also made. The Zn/Mg ratio should preferably
lie between 2 and 3. Al
−
Zn
−
Mg
−
Cu alloys can be
aged both naturally and artificially. They attain the high-
est strength levels of all aluminium alloys. The actual
hardening mechanism is attributable to Mg and Zn. Cu
increases the rate of aging and acts as a nucleus for the
hardening phases. Figure 3.1-30 shows some properties
as a function of the Zn content at constant Cu content
and two different Mg contents.
3.1.2.8 Structure and Basic Mechanical
Properties of Aluminium Casting
Alloys
Al–Si Casting Alloys
Due to the Al
−
Si eutectic (Fig. 3.1-12), these al-
loys, containing 5 to ≤ 20 wt% Si, have good casting
Elongation to fracture A (%)
Silicon content (mass %)
Tensile strength R
(MPa)
m
0
24
68
14
10 12
16
200
150
100
50
0
5
10
15
20
25
30
0
R
m
1
2
2
1
A
5
Fig. 3.1-31 Effect of Si on the strength and ductility of
Al
−
Si casting alloys; modified and unmodified sand cast-
ings. [1.9] (1) modified; (2) unmodified
properties. The tensile strength increases with the Si
content (Fig. 3.1-31). Apart from Si other elements
may be added, e.g., for the modification of the eu-
tectic. Cu is present in residual amounts and impairs
chemical resistance if levels exceed 0.05 wt%. Addi-
tions of about 1 wt% Cu yield an increase in solid
solution hardening and thus reduce the tendency for
smearing during machining. Residual Fe reduces stick-
ing tendency, but leads to the formation of β-AlFeSi
needles which reduce strength and ductility. Therefore
the Fe content must be limited. An addition of Mn
has a favorable effect on the sticking tendency. Mn
leads to the formation of a quaternary phase; but it
poses no problem because of its globular shape. “Pis-
ton alloys” have hypereutectic compositions of up to
25 wt% Si. During solidification, primary Si crystals are
formed which increase wear strength and reduce thermal
expansion.
Al–Si–Mg Casting Alloys
These alloys contain about 5 wt%, 7 wt%, or 10 wt% Si
and between 0.3and0.5 wt% Mg. The optimum amount
of Mg decreases with increasing Si content. Mg causes
high strength and a moderate ductility depending on the
Part 3 1.2
Metals 1.2 Aluminium and Aluminium Alloys 185
Magnesium content (mass %)
280
240
200
160
120
110
100
90
80
70
60
5
4
3
2
1
0
0 0.2
0.4
0.6
Tensile strength R
m
0.2% proof stress R
p0.2
(MPa)
Elongation to fracture A (%)
Brinell hardness HB
320
HB
R
m
R
p0.2
A
3
Fig. 3.1-32 Effect of Mg on the mechanical properties of
G-AlSi10Mg casting alloy (with 9.5wt%Si, 0.45 wt% Fe
and 0.3 wt% Mn), sand cast and artificially aged [1.25–27]
Magnesium content (mass %)
Tensile strength R
m
0.2% proof stress R
p0.2
(MPa)
Elongation to fracture A (%)
Brinell hardness HB
120
100
80
60
15
10
5
0
2468101214160
35
30
25
20
15
10
5
Magnesium content (mass %)
Tensile strength R
m
0.2% proof stress R
p0.2
(MPa)
Elongation to fracture A (%)
Brinell hardness HB
120
100
80
60
15
10
5
0
2468101214160
35
30
25
20
15
10
5
00
HB
R
m
R
p0.2
A
5
HB
R
m
R
p0.2
A
5
Fig. 3.1-33a,b Effect of Mg on the mechanical properties of Al–Mg casting alloys, sand cast, untreated and ho-
mogenised [1.9].
(a) As-cast condition. (b) Homogenized
temper (Fig. 3.1-32). The alloys can be age hardened
both naturally and artificially. Fe leads to a reduction
in sticking tendency, but also to a drastic reduction in
ductility.
Al–Mg Casting Alloys
These alloys contain 3–12 wt% Mg. Strength increases
with increasing Mg content (Fig. 3.1-33). Above about
7 wt% Mg, the alloy has to beheat-treated to homogenise
the structure and thus obtain good tensile properties.
With Mg contents of up to 5 wt%, Si additions of up to
1 wt% are possible, and these lead mainly to improve-
ments in the casting properties. The addition of Si causes
hardening due to the formation of Mg
2
Si.
Al–Zn–Mg Casting Alloys
They contain 4 to 7 wt% Zn and 0.3to0.7 wt% Mg.
They can be naturally or artificially age hardened in the
as-cast condition, without the need for prior solution
treatment. Mg has a significant effect on the mechan-
ical properties in the aged condition (Fig. 3.1-34). If the
Mg content is limited, Al
−
Zn
−
Mg casting alloys can
exhibit particularly good elongation to fracture.
Part 3 1.2
186 Part 3 Classes of Materials
Magnesium content (mass %)
Tensile strength R
m
0.2% proof stress R
p0.2
(MPa) Elongation to fracture A (%)
320
240
160
80
0 0.5 1.0 1.5 2.0
0
4
8
4% Zn
5% Zn
R
p0.2
R
m
A
5
Fig. 3.1-34 Effect of Mg on the strength of cast Al–Zn–Mg
alloys; sand casting, artificially aged [1.9]
3.1.2.9 Technical Properties
of Aluminium Alloys
The applications of aluminium and its alloys are de-
pending on the properties. In most cases, mechanical
properties are an important criterion for assessing the
suitability of an Al alloy for a specific application.
Other properties, such as electrical conductivity or cor-
rosion resistance, may also be included in the assessment
process.
Mechanical Properties
Hardness. The Brinell hardness number HB ranges
from 15 for unalloyed Al in the soft temper to about
140 for an artificially aged Al
−
Zn
−
Mg
−
1.5wt%Cu
alloy.
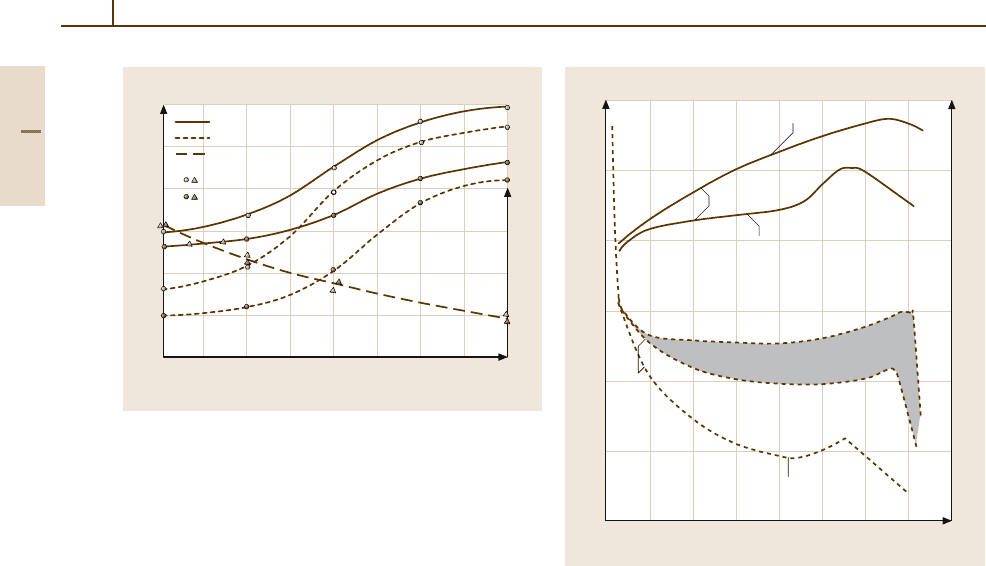
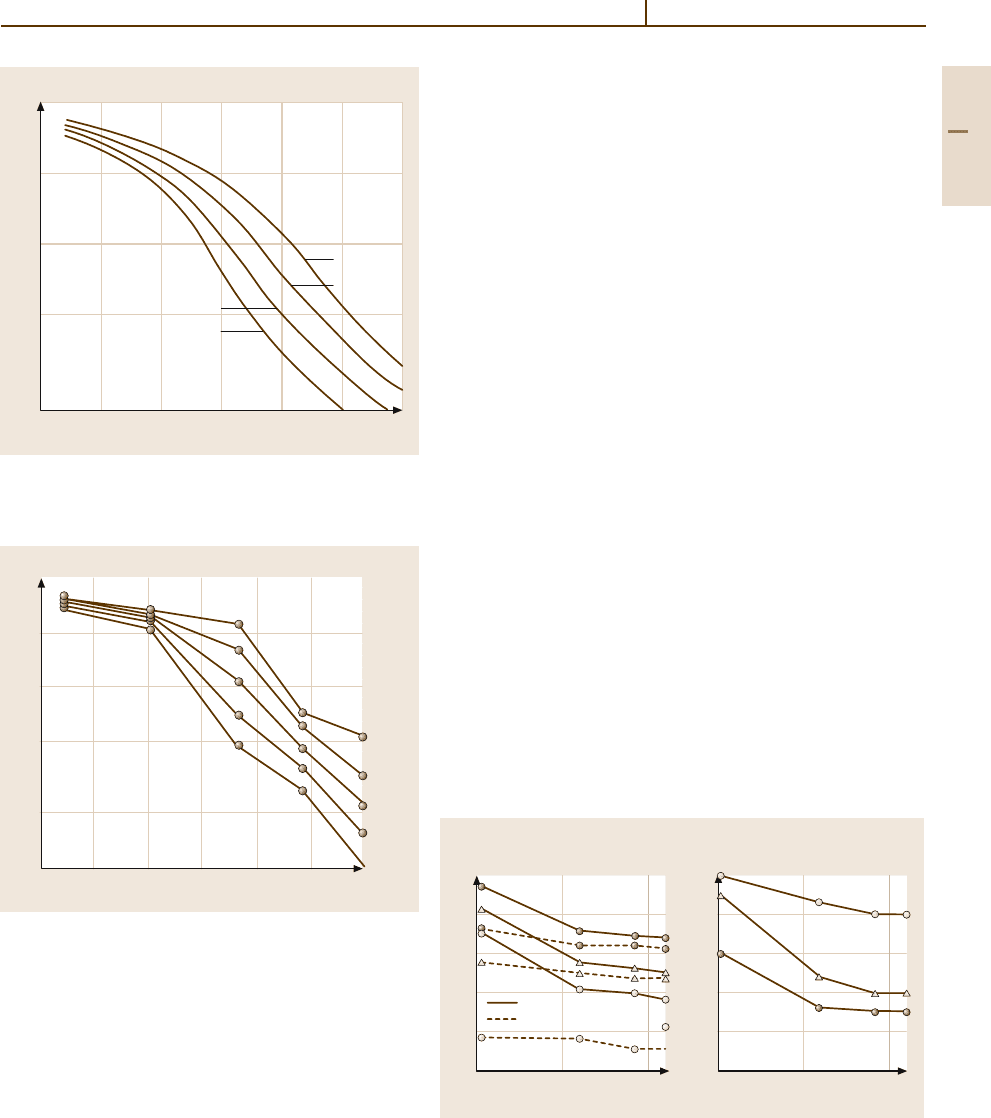
Tensile Strength. Figures 3.1-35 and 3.1-36 indicate
the typical levels of strength attainable with wrought
and cast aluminium alloys, respectively. There will be
a range of tensile strengths in specific alloying sys-
tems because of possible additional increases in strength
due to hardening by cold work or precipitation. The
different alloying elements cause differing degrees of
strengthening.
600
500
400
300
200
100
0
Tensile strength R
m
(MPa)
Alloy
AlMgSi1
AlMg3
AlMgSi0.5
AlMg2Mn0.3
AlZn4.5Mg1
AlMg4.5Mn
AlCuMg2
AlZnMgCu0.5
AlZnMgCu1.5
AlCuMg1
Al99.8
Al99.5
Al99
AlMn
AlMg1
Fig. 3.1-35 Ranges of tensile strength for some important
wrought aluminium alloys [1.9]
500
400
300
200
100
0
Tensile strength R
m
(MPa)
Alloy
G-AlMg3
G-AlMg5
G-AlMg3Si
G-AlSi12
G-AlSi6Cu4
G-AlSi5Mg
G-AlSiCu3
G-AlSi10Mg
G-AlMg9
G-AlMg10
G-AlSi9Mg
G-AlSi7Mg
G-AlCu4Ti
G-AlCu4TiMg
Fig. 3.1-36 Ranges of tensile strength for some important
aluminium casting alloys [1.9]
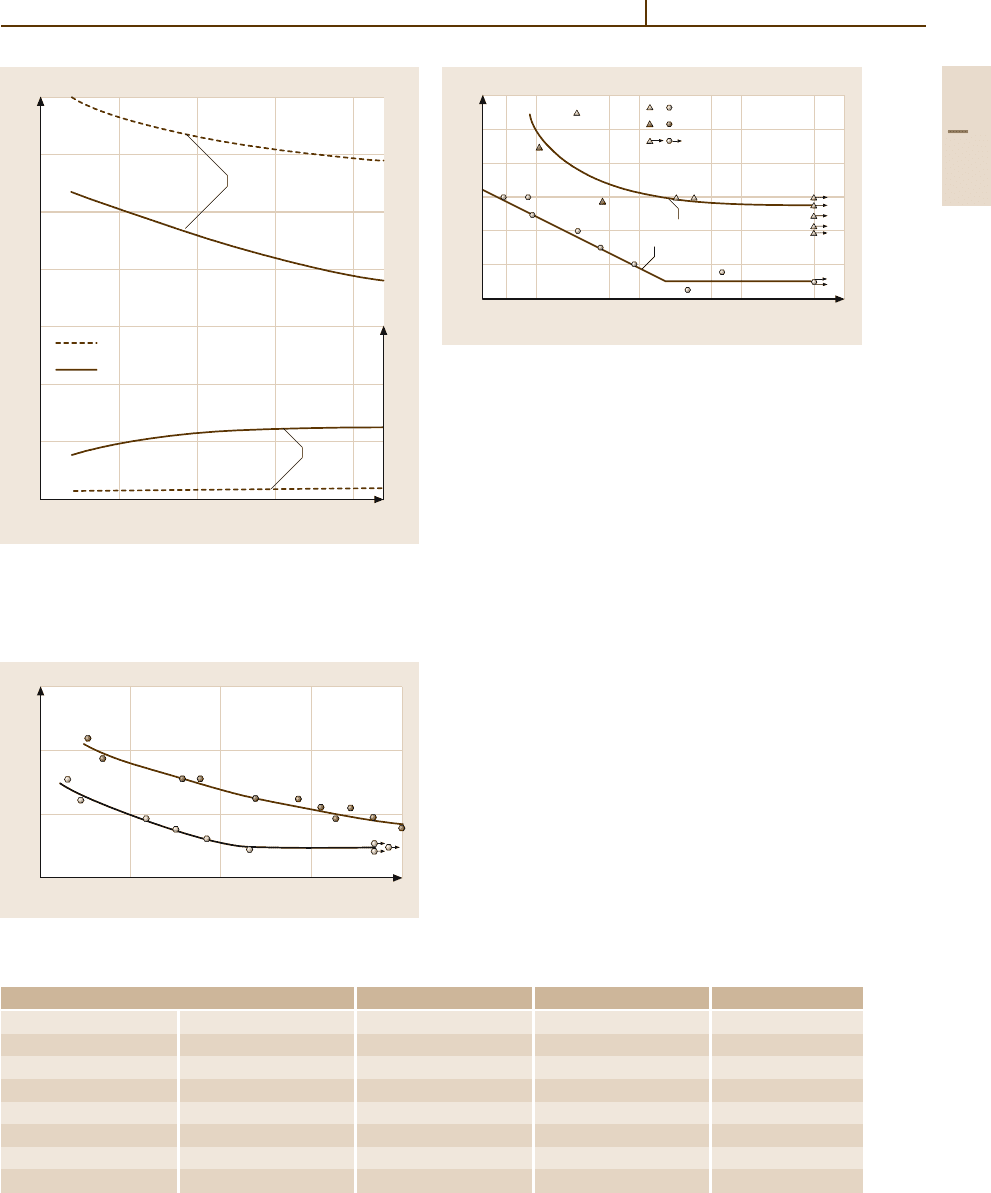
Strength at Elevated Temperatures.
An example of the
temperature and time dependence of the different mech-
anical properties is given in Fig. 3.1-37. With regard to
the resistance to softening the materials can be classified
as follows, depending on their temper:
•
Wrought alloys in the soft temper and as-cast non-
age-hardenable casting alloys are all practically
thermally stable.
•
For cold worked wrought alloys, partially annealed
to obtain an intermediate temper, the increase in
Part 3 1.2
Metals 1.2 Aluminium and Aluminium Alloys 187
100
0
400
300
200
0
400300200100
3
Test or annealing temperature (°C)
Strength (MPa)
1
10 h
10
10
2
10
h
4 h
4 h
3
N = 10
4
5
10
10
6
10
3
h
h
h
3
2
6
7
8
Fig. 3.1-37 Properties of 6061-T6 at elevated temperatures;
1.0wt%Mg, 0.6wt%Si, 0.3 wt% Cu, 0.25 wt% Cr, artifi-
cially aged [1.9]. (1) tensile strength R
m
at 20
◦
C, (2) stress
rupture strength, (3) duration of exposure, (4) fatigue
strength, (5) tensile strength at test temperature, (6) solution
treated
400
400
300
300
200
200
100
100
0
0
0.25 0.5 1 6 12
1
230
100
360
180
720
1200
1000
800
600
400
200
30
20
10
0
0.25 0.5 1 6 12
1
230
100
360
180
720
a)
b)
0.2% proof stress R
p0.2
(MPa)
300°C
250°C
130°C
160°C
75°C
100°C
75°C
100°C
130°C
160°C
200°C
200°C
300°C
250°C
Tensile strength R
m
(MPa)
(h)
(d)
Exposure time
Elongation to fracture A (%)
Brinell hardness HB (MPa)
300°C
250°C
160°C
200°C
75, 100, 130°C
75°C
100°C
130°C
160°C
200°C
250°C
300°C
c)
d)
(h)
(d)
Exposure time
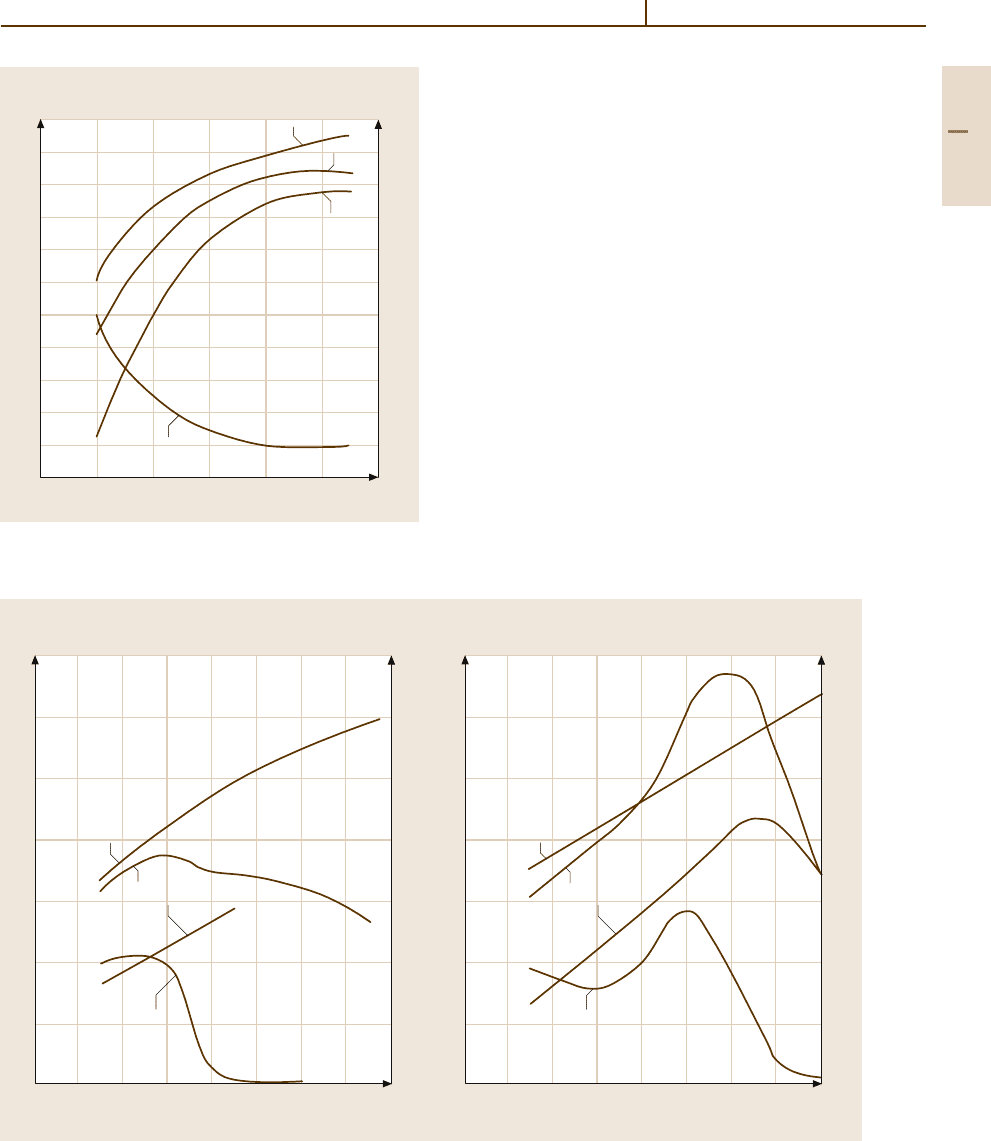
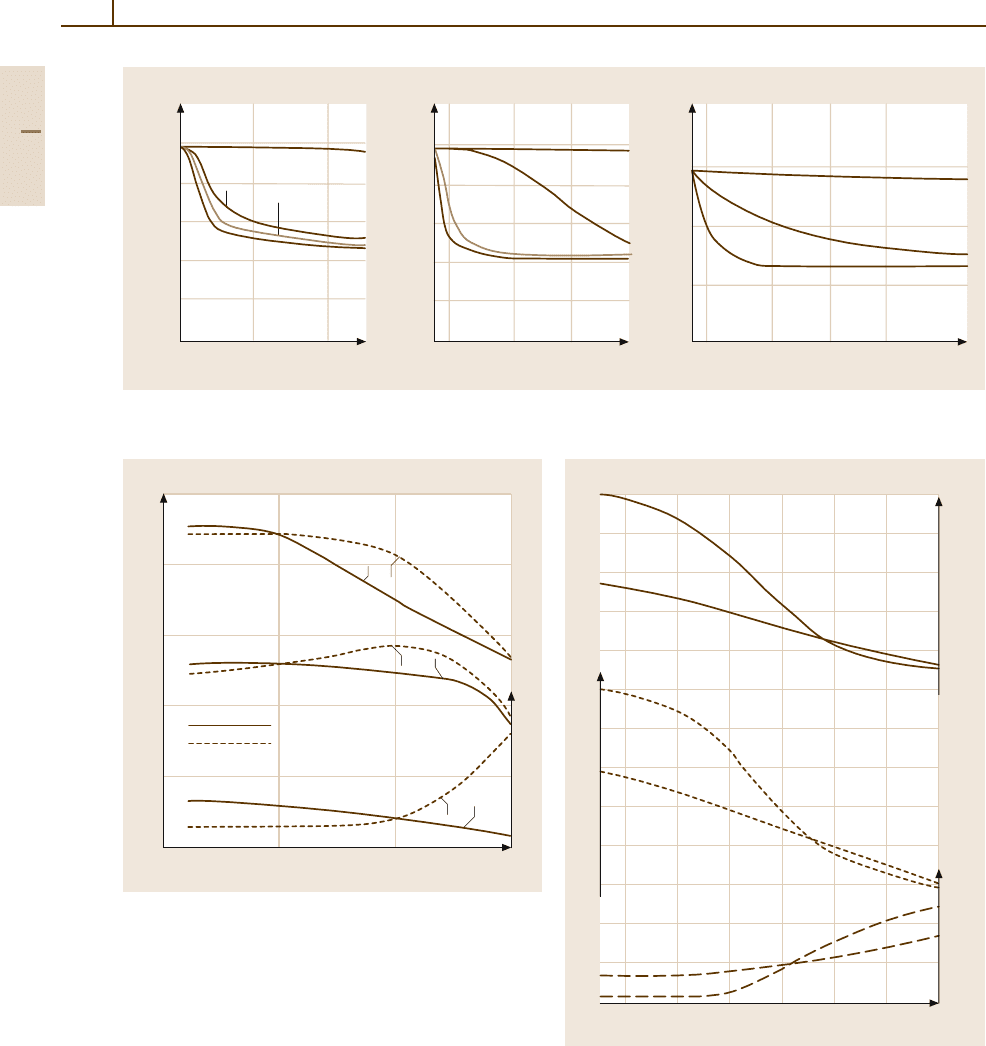
Fig. 3.1-38a–d Effect of temporary exposure to elevated temperature on the mechanical properties of artificially aged
AlSi1MgMn [6082] at 20
◦
C [1.9]. (a) tensile strength; (b) 0.2% proofstress R
P
0.2; (c) elongation to fracture A; (d) Brinell
hardness
strength due to forming is diminished with increas-
ing temperature and exposure time.
•
Artificially aged alloys do not undergo any per-
manent changes on annealing up to approaching
the ageing temperature. At higher temperatures,
aging continues from the point where it was inter-
rupted during the aging process (Figs. 3.1-38 and
3.1-39).
•
Naturally aged alloys usually exhibit increased hard-
ening when exposed to higher temperatures as
a result of artificial ageing. At higher temperatures,
the behavior is similar to that of artificially aged
alloys.
High Temperature Mechanical Properties in Short-
Term Tests.
In materials that are not thermally stable,
there will be an effect due to irreversible changes in
properties. Its magnitude depends on the temperature
and duration of exposure, Figs. 3.1-40 and 3.1-41.
Creep Behavior. Creep of Al alloys starts to play an
important role at temperatures above 100 to 150
◦
C
(Figs. 3.1-42 and 3.1-43). Material, amount of cold work
Part 3 1.2
188 Part 3 Classes of Materials
400
300
200
100
0
120
100
80
60
40
20
0
120
100
80
60
40
20
0
24
1
30
90 180
130
90 180
360
0
Tensile strength R
m
(MPa)Brinell hardness HBBrinell hardness HB
Time (h)
175°C
250°C
300°C
350°C
100°C
150°C
200°C
250°C
100°C
160°C
250°C
a) b) c)
Time (h) Time (h)
Fig. 3.1-39a–c Effect of temporary exposure to elevated temperature on the hardness and tensile strength at 20
◦
C of cast
G-AlSi10Mg [43000, AlSi10Mg(a)] alloy, artificially aged [1.28].
(a) 0–4h; (b) 1–180 d; (c) 1–360 d
0
10
20
100 200 3000
High-temperature tensile strength (MPa)
T(°C)
200
160
120
80
40
0
G-AlMg5
G-AlMg5Si
R
m
R
p0.2
A
10
Fig. 3.1-40 High-temperature tensile strength of G-AlMg5
[51300] and G-AlMg5Si [51400] casting alloys, sand
cast, after 30 min prior exposure to the test tempera-
ture [1.29]
and degree of age-hardening can affect creep behavior
in various ways. With non-age-hardenable alloys, the
effect of cold working is more pronounced at low tem-
peratures, below about 150
◦
C. At higher temperatures,
the behavior rapidly approaches that of the softened ma-
terial. Thus, more highly alloyed materials in the soft
temper may exhibit better creep properties than cold
worked alloys that are less highly alloyed. Artificially
High-temperature tensile strength (MPa)
T(°C)
30
25
20
15
10
5
30
20
10
0
120
100
80
60
40
20
50
100
150 200
250 300
350
HB
2
1
2
1
R
m
2
1
A
10
Fig. 3.1-41 High-temperature tensile strength of cast-
ing alloys [1.28]. (1) As-cast G-AlSi12 alloy [44300,
AlSi12(Fe)]. (2) G-AlSi10Mg alloy [43000, AlSi10Mg(a)]
after preheating for 8 days at the test temperature
Part 3 1.2
Metals 1.2 Aluminium and Aluminium Alloys 189
Creep rupture strength (MPa)
400
200
100
50
20
050
100
150 200
250 300
T(°C)
10
2
h
10
3
h
10
4
h
10
5
h
AlMgSiF32
Fig. 3.1-42 Creep rupture behavior of 6082, AlSi1MgMn,
T6 alloy, strain-hardened, min. tensile strength 320 MPa;
extruded rods, 25 mm diameter [1.30,31]
400
200
100
50
20
10
0
100
200
300
10 h
10 h
10 h
10 h
2
3
4
5
T(°C)
Creep rupture strength (MPa)
R
m
Fig. 3.1-43 Creep rupture behavior of AlSi10MgCa
[43000] casting alloy, artificially aged, 100 h prior exposure
to the test temperature [1.30,31]
aged alloys should only be exposed for prolonged peri-
ods to temperatures that are significantly lower than the
temperature of artificial ageing, otherwise over-ageing
will lead to a complete loss of strength.
Mechanical Properties at Low Temperatures. Based
on its fcc crystal structure, Al and its alloys show
neither a rapid increase in yield stress nor a rapid de-
crease in fracture toughness with decreasing temperature
(Figs. 3.1-44 – 3.1-46). Tests carried out on Al
−
Mn,
Al
−
Mg, Al
−
Mg
−
Si, Al
−
Cu
−
Mg, and Al
−
Zn
−
Mg
wrought alloys at −268
◦
C showed that the values
of elongation to fracture at extremely low tempera-
tures were even higher than at room temperature. In
most cases, tensile strength and 0.2% proof stress
increased weakly with decreasing temperature. Cast-
ing alloys behave similar to wrought alloys at low
temperatures. The behavior will depend on composi-
tion, temper (especially size, shape and distribution
of precipitates), and on the casting process used
(Fig. 3.1-47).
Fatigue. There is a marked effect of composition, heat
treatment, and method of processing on fatigue strength.
Solid solution hardening, cold work, and age hard-
ening all lead to an increase in fatigue strength. For
a given alloy composition, extruded sections usually
have ahigher fatigue strength thansheet or forgings. Fine
grains are generally beneficial whereas coarse grains and
coarse intermetallic phase particles can lead to a reduc-
tion in fatigue strength. Often there is an increase in
fatigue strength with decreasing sample thickness, es-
pecially with bending stresses. Moreover, the effect of
roughness or surface defects in thin specimens is usu-
ally less than that in thicker samples. With wrought
aluminium alloys, there is a marked difference be-
tween age-hardenable alloys and non-age-hardenable
alloys. It manifests itself in the shape of the S–N
curve (Fig. 3.1-47), which is almost horizontal after
about 10
6
cycles for non-age-hardenable alloys and after
about 10
8
cycles for age-hardenable alloys. Fig-
Tensile strength R
m
0.2% proof stress R
p0.2
(MPa)
250
200
150
100
50
0
50
40
30
20
10
0
–200 –100
0
20
–200 –100
0
20
T(°C)
Elongation A (%)
T(°C)
R
R
m
p0.2
Fig. 3.1-44a,b Mechanical properties of unalloyed aluminium AA
1100 (Al99) at low temperatures [1.9].
(a) Tensile strength R
m
;
(b) Elongation A
Part 3 1.2
190 Part 3 Classes of Materials
a)
400
300
200
100
0
–200 –100 0 20
80
60
40
20
0
80
60
40
20
0
–200 –100 0 20–200 –100 0 20
T(°C)
Tensile strength R
m
0.2% proof stress R
p0.2
(MPa)
AlMg4Mnw24
AlMg2.5w17
AlMg4.5Mnw28
T(°C)
Elongation A (%) Reduction of area Z (%)
T(°C)
AlMg4.5Mnw28
AlMg4Mnw24
AlMg2.5w17
AlMg2.5w17 +
AlMg4Mnw24
AlMg4.5Mnw28
b)
c)
Fig. 3.1-45a–c Mechanical properties at low temperatures for some Al
−
Mg and Al
−
Mg
−
Mn alloys in the soft temper [1.9].
(a) Tensile strength R
m
and 0.2 proof stress R
p0.2
; (b) Elongation A
2
; (c) reduction of area AlMg4Mn (≈ 5086, AlMg4), W24
∼O/H111; AlMg2.5 (≈ 5052, AlMg2.5), W17 ∼O/H111; AlMg4.5Mn (≈ 5083, AlMg4.5Mn), W28 ∼O/H111
R
m
R
p0.2
Tensile strength R
m
0.2% proof stress R
p0.2
(MPa)
400
300
200
100
0
–200
–100 0 20
–200
–100 0 20
Elongation A
reduction of area Z
(MPa)
80
60
40
20
0
5052-0
5052-H32
5052-H34
5052-H38
A
4
Z
a) b)
T(°C) T (°C)
Fig. 3.1-46a,b Effect of cold working on the tensile properties of AlMg2.5 (5052) at low temperatures [1.9]. (a) Tensile
strength and 0.2 proof stress;
(b) Elongation and reduction of area
ure 3.1-48 illustratesthat the choice of 10
8
cycles as
the ultimate number of stress cycles is regarded as ade-
quate. Figure 3.1-49 shows fatigue curves for a number
of casting alloys.
Technological Properties
Abrasion Resistance. The wear resistance of Al al-
loys is low, especially in the absence of lubricants.
There is no relation between hardness, strength and
Part 3 1.2
Metals 1.2 Aluminium and Aluminium Alloys 191
350
300
250
200
150
100
50
0
0
5
10
15
Elongation to fracture A (%)
Tensile strength R
m
(MPa)
–200 –100 0 20
R
m
A
10
1
2
T(°C)
Fig. 3.1-47 Mechanical properties of artificially aged
G-AlSi12 and G-AlSi10Mg casting alloys at low tem-
peratures [1.28]. The solid line represents G-AlSi10Mg,
artificially aged; the dotted line represents G-AlSi12, as-
cast
10 10 10 1010
56784
Number of stress cycles N
Bending fatigue strength σ
bw
(MPa)
400
300
200
100
AlZnMgCu1.5F53
AlMg5W25
Table 3.1-13 Typical values of strain-hardening exponent n and degree of anisotropy r for some aluminium-base materials
based on data from various sources [1.9]; n.a. – not available
Material, Alloy Temper n r
Al99.5 1050A O/H111 0.25 0.62
AlMn1 3103 O/H111 0.15 n.a.
AlMg3 5754 O/H111 0.20 0.64
AlMg3 5754 H14 0.16 0.75
AlMg3 5754 H18 0.12 1.10
AlMg2Mn0.8 5049 O/H111 0.20 0.66
AlMg2Mn0.8 5049 H112 0.20 0.92
AlMg4.5Mn 5063 O/H111 0.15 n.a.
Number of stress cycles N
Bending fatigue strength σ
bw
(MPa)
180
160
140
120
100
80
60
10
5
10
6
10
7
10
8
1
2
3
4
5
Fig. 3.1-49 Bending fatigue strength of two aluminium
pressure die-casting alloys; flat samples with cast skin [1.9].
(1) Fracture; (2) Fracture, with evidence of defect; (3) No
fracture; (4) GD-AlSi6Cu3; (not in EN); (5) GD-AlSi12 [≈
44300, AlSi12(Fe)]
abrasion resistance. Under suitable conditions of lubri-
cation, aluminium alloys can be safely used where they
will encounter friction, as shown by their widespread
use in the fabrication of pistons and sliding bearings.
Wear can be drastically reduced by the suitable surface
treatments.
Sheet Formability. Typical values for deep-drawing in-
dices for commonly used sheet materials are shown in
Fig. 3.1-50, whereas typical values of strain-hardening
exponent n and degree of anisotropy r are given in
Table 3.1-13. The r value is strongly dependent on the
manufacturing process in particular, as is the case with
all texture-dependent properties. In general, materials
with high n and r values are deep-drawable.
Fig. 3.1-48 Typical S-Ncurves for reverse bending tests on
an age-hardenable and a non-age-hardenable alloy [1.9],
AlZnMgCu1.5 F53 (≈ 7075, AlZn5.5MgCu, T651) and
AlMg5 (≈ 5019, AlMg5), W25
Part 3 1.2