Mark J. Kirwan Paper and Paperboard Packaging Technology
Подождите немного. Документ загружается.

FOLDING CARTONS
277
systems in silk screen printing. This has the advantage of rapid ink drying. A recent
review lists the range of effects which are possible – raised images, including
braille text and warning symbols, highly opaque prints, high-lustre varnish finishes
and textured finishes. Examples of the latter include a colourless varnish containing
large particles to create a coarse feel and give an ‘ice look’ to a pack. The examples
demonstrate the ability to mimic pastry and a luxury, metallic embossed leather
look (Packaging, 2004). Silk screen is not going to challenge the high-volume
package printing market but it has the ability to print special effects. Printing
continues to innovate and surprise.
Overall pre-press, plate/cylinder and make-ready costs are relatively lower than
10+ years ago due to technical changes in scanning, digitalisation, processing,
proofing and on-machine improvements in make-ready. If one wants to check out
the printing industry for its application of new technology and higher productivity,
one has only to visit one of the leading exhibitions, such as DRUPA (Druck und
Papier) held in Düsseldorf.
Pre-press processing times including off-press proofing have greatly reduced
lead times to meet end-user’s needs for a quick response. Not only is there a need
for rapid response but run lengths have reduced with the result that a higher
proportion of medium size presses are used today in litho. There has also been an
increased interest in narrow web gravure/flexo with cutting
and creasing in-line.
Speeds continue to increase for all types of printing press.
Despite all the high technology and investment to be seen in the press room
today, the quality needs for paperboard to be flat, accurately and squarely cut, with
dust and debris-free surfaces remain just as important as ever. In this respect, it is
worth mentioning two areas where attention is still very important.
•
The moisture-resistant wrapping, which protected the paperboard in transit
and storage after manufacture, must not be removed until the mass of the
board has assumed temperature equilibrium with the atmosphere of the press
room. When cold board is unwrapped, moisture can condense on the edges
in the same way as an inside window mists up when it is cold outside. Moisture
which condenses on the surface of the paperboard is not visible but its effect
may be, and can result in, a curled or wavy sheet.
A problem experienced by the author occurred when paperboard having
been delivered and immediately printed for an urgent (JIT) order during
very cold weather had the liner completely ripped away by the litho inks.
The temperature in the middle of the pallet of printed paperboard was still
only 11 °C several hours after printing compared with a temperature in the
pressroom of 20 °C! The litho inks which are already tacky became even
tackier when they contacted the cold paperboard surface.
This paperboard subsequently, nearly 48h later, was printed satisfactorily.
Warming-up times for various temperature differences and weights of
paperboard are published by paperboard mills.
278
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
•
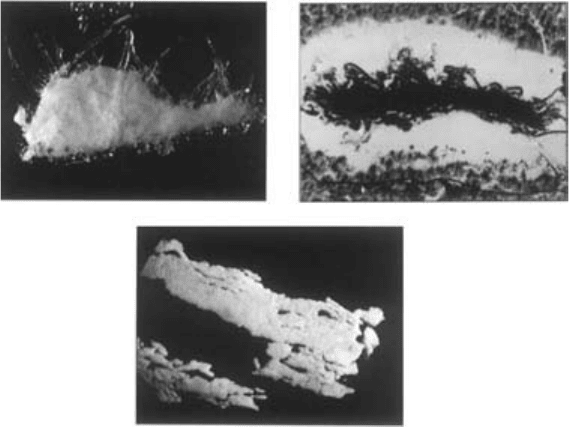
Spots, also known as hickies and bulls eyes, result in poor print appearance in
solid areas of colour when printed by offset litho. They are variously
referred to as ‘dust and debris’ problems. There tends to be a general belief
that these only arise from the paperboard and it is a fact that particles which
are distinctive in appearance from this source do occasionally occur, and
examples are as shown in Figure 10.17.
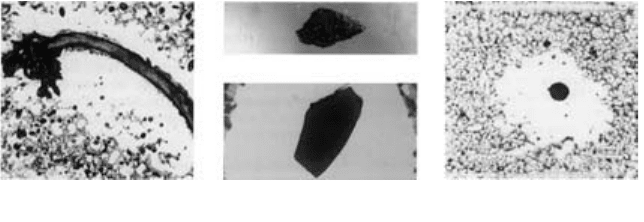
Particles may also originate from ink, the press and the pressroom environment.
Examples in these categories are shown in Figure 10.18.
In theory, none of these particles should be present. A particularly memorable
‘loose fibres from clothing’ problem occurred when a man loading sheets into the
in-feed of the press and wearing a thick red woollen sweater was surprised when the
particles causing lines in the print were found to be red and woollen. Today, the
press has a direct feed, so there is no need for such close contact and the operator
will be wearing protective clothing. When a problem of this sort arises, it is always
essential that the actual spots/particles be retrieved from the press and examined
and identified microscopically so that the correct corrective action can be taken.
A major change in attitude within the press room has occurred in recent
years which has resulted in the certification of carton manufacture by appropriate
authorities to food and pharmaceutical packaging standards.
Figure 10.17 Coating particles, slit and chop edge particles. (Reproduced, with permission, from
Iggesund Paperboard.)
FOLDING CARTONS
279
10.4.2 Cutting and creasing
The process of cutting and creasing converts the printed paperboard into flat
individual profiles, or blanks, of the intended cartons with, in the case of printed
cartons, all the cut edges, creasing grooves, panels, flaps, interlocking features,
localised embossing, etc. in register with the print.
Cutting must ensure that the edges of the printed paperboard blank are clean and
free from fibrous debris, such as loose fibres, fragments of fibres, clumps of fibres
or thin whispy slivers of paperboard. This is important as otherwise loose material
may be shed during gluing, if that is the next process, or on the packing line where
it can interfere with efficient machine operation and contaminate the product.
A crease (score) is a groove in paperboard which facilitates bending or fold-
ing along a clearly defined line. In a carton blank, creases (scores) define the
edges of the panels and flaps which are subsequently folded during gluing and
carton erection, filling and closure. The action of folding or bending the board
along the crease lines causes the carton to assume its three dimensional shape
and contribute to the compression strength of the carton in storage, distribution
and consumer use.
‘Creases’ are also referred to as ‘scores’ and this interpretation is used in this
text. This has been noted because in some parts of the world, a ‘score’ has a different
meaning, i.e. that a score is an actual cut, part way through the paperboard, which
has been made in the surface of the paperboard. A cut score also facilitates bend-
ing and folding but the surface is weakened and the visual effect may be unsightly
on printed board. An important use of the cut score is where it is used as part of an
easy opening tear strip. Perforations are used to facilitate bending, for example on
45° glue flap creases for folded, glued trays and crash-lock bottom closures.
A crease (score) should operate as a hinge. It is possible to measure the force
necessary to bend a creased panel through any given angle up to 180° and the
spring-back force on a panel as it tries to resist being held after folding. Both
Synthetic fibre Ink skin Anti-set-off spray after staining
with starch indicator
Ink pigment
Figure 10.18 Anti-set-off spray, undispersed pigment, dried ink skin and synthetic fibre.
(Reproduced, with permission, from Iggesund Paperboard.)
280
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
aspects are relevant to the performance of a carton during and after the packaging
operation.
Cutting and creasing are very different operations. They are clearly inter-related
with respect to the carton profile and they are carried out simultaneously by a tool
known as a die.
There are two types of cutting and creasing equipment, namely flat bed and
rotary. The main difference between them is that while cutting takes place, with
flatbed, the paperboard is stationary, and with rotary, it is moving. The rotary
method is usually operated in-line following printing from the reel. Flatbed cutting
and creasing can either be sheet-fed or take place, in-line, after printing on a reel-fed
machine.
Despite the fact that the criteria for cutting and creasing are very specific, there
are many different ways of achieving these criteria in practice. This has significant
commercial implications relating to order size (number of cartons).
10.4.2.1 Flatbed die
The die is made by setting cutting knives and creasing rules, in a stable wooden
forme, in pre-cut channels which have been accurately cut using a laser working to
a carton design in a CAD system. Before lasers were introduced, other methods
such as cutting with a jig saw or assembling with the help of accurately cut
wooden blocks were used. Cutting is carried out with knives which have sharp
edges, and these knives cut vertically through the paperboard. Creasing (scoring)
is carried out with creasing rules which have rounded ends. They form a groove by
indenting the paperboard surface by pushing it into a groove in a material known
as the ‘make-ready’. Knives are longer than creasing rules because they have to
cut right through the paperboard.
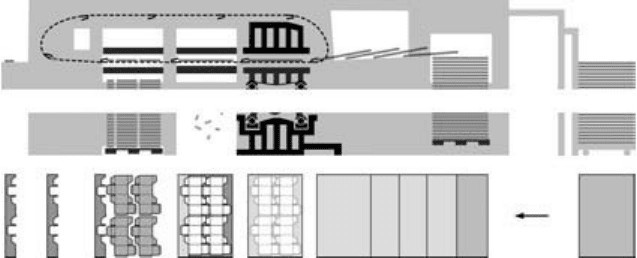
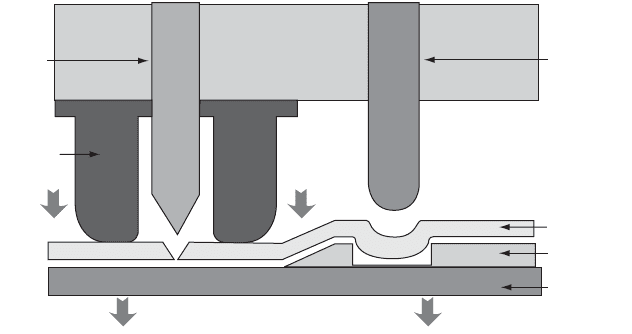
The flatbed die is mounted in the upper platen of a cutting and creasing
machine. Figure 10.19 shows a schematic layout. Sheets are gripped at the leading
Figure 10.19 Automatic platen machine showing stages of sheet feed, cutting and creasing, stripping
and carton blank separation. (Reproduced, with permission, from Bobst SA.)
FOLDING CARTONS
281
edge and the gripper bars are connected to chains which move them through the
machine. The motion is intermittent to allow the sheet to be processed at each stage.
The die also contains a compressible material, usually rubber of specified
hardness, mounted on the die in close proximity to each side of every knife.
The purpose of this material is to press the paperboard against the bed plate of
the lower platen and hold it securely during cutting. It continues to push against
the paperboard as the knife is retracted and ensures that pieces of paperboard do
not adhere to the dieboard. The type of die described here is secured between
parallel steel plates, one of which moves vertically and intermittently in a platen
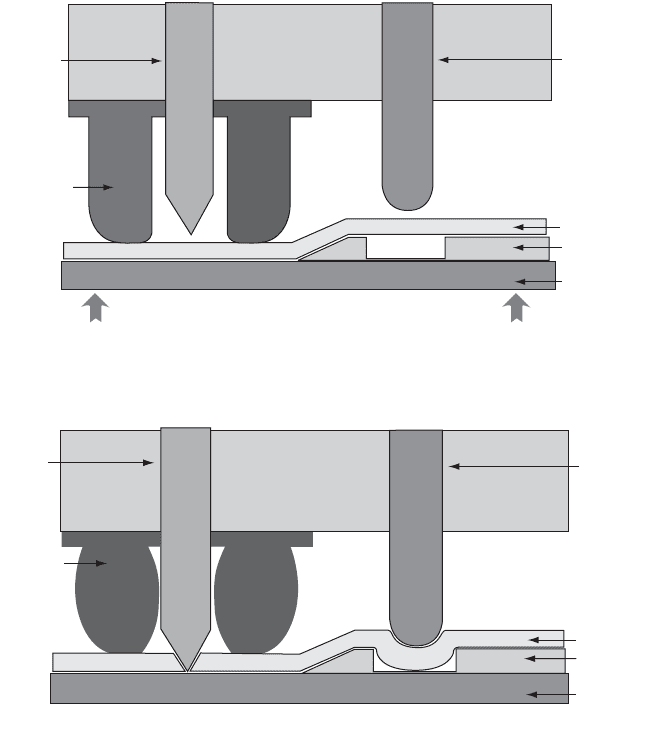
press. The sheet is inserted when the platen is open. In Figures 10.20 and 10.21,
Lower platen moves upward to complete the impression cycle
Creasing
rule
Cutting
rule
Ejection
material
Paperboard
Counter
plate
Machine
plate
The ejection material
first deforms the
paperboard onto the
counter plate and then
pinches it against the
machine plate
Figure 10.20 Stage 1 – Cutting and creasing – lower platen moves upwards. (Reproduced, with permission,
from Dieinfo.)
Lower platen is at the top of its
impressional cycle
Creasing
rule
Cutting
rule
Ejection
material
Paperboard
Counter
plate
Machine
plate
During the cutting cycle the
ejection material is fully
compressed and holds the
material securely without
distortion to the paperboard or
the tooling
Figure 10.21 Stage 2 – Cutting and creasing – sheet is cut and creased. (Reproduced, with permission,
from Dieinfo.)
282
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
sequence 1 and 2 respectively, the lower platen moves upwards to cut and
crease the paperboard. In Figure 10.22, sequence 3, the lower platen moves
downwards with the cut and creased sheet which is then pulled clear by grippers
thereby allowing another sheet to move onto the lower platen. The cycle then
repeats.
When the platen closes, the die cuts through the paperboard with the knives
making ‘kiss’ contact with a backing steel plate. The backing plate is important in
that it is possible to adjust the kiss contact of the knives by what is known as
‘patching up’ behind this plate. This is done with thin tissue, along the line of the
cutting, as required, in localised areas of the die.
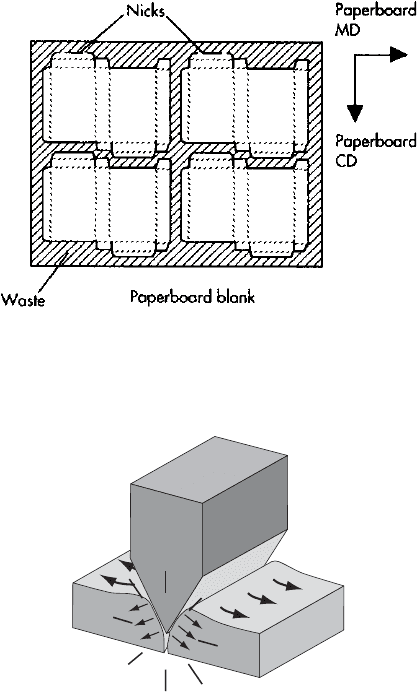
As the printed sheets, shown in Figure 10.23, may be passing through the
platen at speeds up to around 7000 sheets per hour and as the individual cartons
on each printed sheet are cut with every vertical cycle of the platen, it is important
that the carton profiles remain attached sufficiently strongly together and to the
gripper or front leading edge of the sheet, which is pulled through the machine,
until the point when they are removed from the sheet. This is achieved by leaving
the minimum number of very short uncut notches in the cutting profile. Keeping
the number of notches as low as possible is important in edges which remain
visible, and therefore possibly unsightly, when the carton is erected in its final
shape.
The overall process is known as ‘platen die cutting’ and the method of cutting
is ‘crush’ cutting, Figure 10.24, because the knife is forced through the paperboard.
This type of platen requires high pressure in order to make all the cuts and creases
Creasing
rule
Cutting
rule
Ejection
material
Paperboard
Counter
plate
Machine
plate
As the impressional
pressure is released the
ejection material
pushes all of the
product and waste
material clear of the
dieboard
Lower platen moves downward
retractin
g
the counter and machine plate
Figure 10.22 Stage 3 – Cutting and creasing – lower platen moves downwards. (Reproduced, with
permission, from Dieinfo.)
FOLDING CARTONS
283
simultaneously. It is important that the platen is evenly levelled. The sheet being cut
is usually smaller than the area of the platen and it is important that the die is
‘balanced’, the latter being achieved by inserting knives in those areas of the
platen area outside the area of the sheet being cut and creased. As noted, the pressure
required is high and it is important to maintain an even pressure across the platen
as a whole.
The top edge of the cutting knife, whilst sharp, will be slightly rounded, and
horizontal stresses will occur in the paperboard as the knife is forced through
Figure 10.23 Cut and creased sheet, 4-up carton blanks, nicks and waste trim. (Reproduced, with
permission, from Iggesund Paperboard.)
Figure 10.24 Crush cutting – in platen diecutting, paperboard is burst apart by using a steel wedge
(knife) to convert downward force into lateral separation force. (Reproduced, with permission, from
Dieinfo.)
284
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
the paperboard (Fig. 10.24). These stresses are greatest where there are creasing
grooves situated in the vicinity of a knife, as is the case with the relatively narrow
glue flap panel. Where the cut in such a situation is in the cross direction (CD) of
the board, as it usually is for a glue flap, there is a greater tendency for ‘shattering’,
or ragged tearing, along the line of the cut on the reverse side (back) liner, on the
underside of the paperboard. This is because the simultaneous forming of the
adjacent crease, also in the CD of the paperboard, stretches the board in the
machine direction (MD). Dennis Hine (1999, p. 233) has shown that the increase
in width which occurs under the creasing rule as the crease is formed is 57%,
i.e. the difference between the length (semicircle) of the rounded end of the
creasing rule compared with the width. This amount of stretch relaxes after the
creasing rule is withdrawn, but because the elongation properties of the paperboard
are lower in the MD, tension is applied to the adjacent narrow panel, which may
result in the reverse side liner rupturing just before the crush cut is completed.
There are techniques for avoiding this effect. These include ensuring that the
knives are sharp and the board is not allowed to dry out prior to cutting – as this
reduces the ‘stretch’ or elasticity of the paperboard. It is also important that atten-
tion is paid to the setting and choice of the ejection rubber alongside the knife
which holds the sheet in a fixed position during cutting and facilitates the removal
of the knife from the paperboard.
10.4.2.2 Rotary die
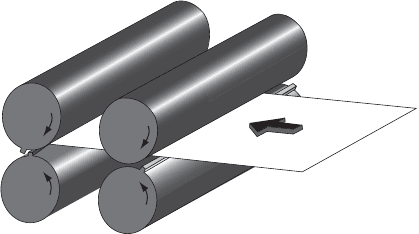
The traditional rotary die comprises two sets of steel cylinders – one set for creasing
and another for cutting, shown schematically in Figure 10.25. Metal is removed
from a solid metal cylinder to create knives and creasing rules. The cutting die
knives are set to have a ‘kiss’ contact with the backing roll. Grooves are cut
into the creasing roll backing cylinder in line with the creasing rules. A modern
method for making these dies is by electronic discharge machining (EDM)
(Bernal, 2004).
Figure 10.25 Rotary diecutting showing concept of separating the cutting and creasing operations
whereby each unit can be adjusted independently. (Reproduced, with permission, from Dieinfo.)
FOLDING CARTONS
285
The pressure for cutting is much less, compared with that needed on a platen
press because the carton profile is cut incrementally as the die rotates at the same
linear speed as the paperboard web. The method of cutting is, however, the same
as with the platen diecutting already described, i.e. ‘crush’ cutting.
This type of rotary die is expensive though they are cost-effective for large
orders of cartons in respect of the number of impressions they can make, for
example 1.25 million. At this point, the die is resharpened and a further 1.25 million
impressions are possible. The solid rotary die can be resharpened up to 4 times, i.e.
over 6 million impressions overall.
Bernal has introduced a simpler, less costly version of this type of solid die
which is journal-less. This means that less metal and less machining are required
with respect to the bearing journals (Bernal, 2004).
There have been several important innovations to adapt the rotary die for
shorter numbers of impressions. Wraparound plate rotary dies are thin steel sheets
which have been chemically etched. These plates can give up to 800000 impres-
sions after which they have to be replaced. These plates are fixed to mandrels on
the machine, either mechanically or magnetically.
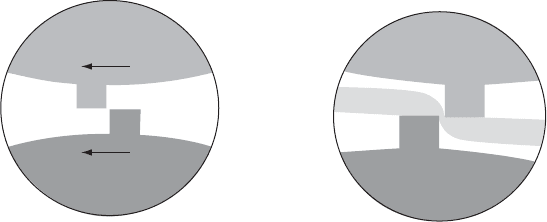
There is another type of cutting which is used, known as ‘pressure’ or shear
cutting, as shown in Figure 10.26. This can also be carried out using rotary dies.
To make a cut, the knife, as used in ‘crush’ cutting, is replaced by two flat metal strips,
known as ‘lands’. One is located on the upper cylinder, the other on the lower. They
are offset from each other, as shown in the diagram. The paperboard is squeezed
between the plates causing a clean and dust-free cut. The cutting action is similar
to the way scissors cut paper and paperboard. The method was developed by
Marathon Corporation in the USA. The original dies were in the form of plates
wrapped around cylinders. They were made using photographic and etching
techniques and went under the name ‘B11’. The original method was subject
to problems of inaccuracy and life expectancy. After the patents ran out, Bernal
redeveloped the concept using solid hardened cylinders and trademarked their
system as the ‘RP system’ where RP stands for ‘rotary pressure’. Today, this tooling
Figure 10.26 Pressure cutting lands – paperboard is ‘cut’ by raised ‘lands’ on the rotating cylinders
(courtesy of Dieinfo).
286
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
is accurate, produces consistent quality over very long production runs, and very
little fibre debris is produced (Bernal, 2004, pers. comm.).
The pressure, and hence the knife wear, on these dies is much less than with
crush cutting and the dies have a much longer life before they need resharpening.
Runs of 10 million impressions would be typical before resharpening and up to
four resharpenings thereafter would be possible (Pfaff, 1999).
Pressure-cut wraparound dies based on thin sheets of steel are cheaper and are
made by chemical etching. Such dies are cheaper than solid rotary dies and can
give over 6 million impressions after which they are replaced.
Michael Pfaff (2000) also emphasises the fact that the important cost figure,
which should be calculated for the various rotary die specifications, is the die cost
per 1000 cartons (cpm). This reference explains the methodology for calculating
die cpm. Both crush and pressure cutting rotary die sets can incorporate creasing
within one set of cylinders with a saving in die costs and machine set-up time
(Atlas Die, 2004a).
The most effective tear strip is achieved with cut scores. This is achieved by
cut-scoring the surface from above the sheet and, in a slightly offset line, cut-scoring
the reverse side using a shallow, chemically etched blade set onto the bed plate.
The reverse cut score cuts against a flat anvil placed in the die. If this cut-scoring
is carried out on either side of a narrow strip of paperboard, the strip can be easily
and cleanly removed from the carton (Atlas Die, 2004b).
Perforations can be cut into the board with a serrated knife. They are used in
place of creases on the short 45° folds which are used to form trays and crash-lock
bottoms. After gluing these creases, the adjoining panels are folded back on them-
selves, i.e. towards the print, so that the tray or carton is folded flat.
The carton profiles, or blanks, are removed from the sheet by ‘stripping’. This
is carried out automatically on rotary and platen presses. The stripping unit needs
to be carefully designed and set up to ensure that an upcurl (towards the print) is
not induced as the blank is forced downwards away from the plane of the sheet.
Where it is not carried out automatically on platen presses, stripping is, subse-
quently, carried out manually, using rubber-headed hammers. The automatic
approach requires a system by which the waste, which surrounds the carton profile
on the sheet, is efficiently separated and removed.
A key feature for ensuring a high cartonning machine efficiency is that the
carton dimensions conform with the agreed specification drawing. Modern die and
make-ready technology provides for this need. Many years ago, Pira introduced
a measuring table with a travelling microscope and it was used by the author in the
1960s. Indocomp Systems introduced a computer-based system (ACT II) in the
late 1980s, which automatically checks the profile of creases and the dimensions
of panels. On a gable top milk carton, for instance, it would precisely locate
the position of 74 creases (scores) and 32 edges (FCI, 1988, 1996). The system
can provide a variety of management reports and has introduced ACT III with
a Microsoft Windows-based system. This is faster and has several enhancements,
such as 3-D crease (score) and edge profiling (Indocomp, 2004).