Mark J. Kirwan Paper and Paperboard Packaging Technology
Подождите немного. Документ загружается.

FOLDING CARTONS
297
of the window. The film is cut automatically from a reel and applied over the
adhesive. The carton is then sent to a straight-line gluer for folding and gluing.
The windowing machine can also be used with attachments to apply flexible
packaging tubular material for bag-in-box cartons. Specially designed windowing
machines, which can also make creases in plastic film, are available to make
paperboard cartons with windows on three or four panels.
10.4.7.2 Waxing
In addition to making cartons from paperboard impregnated with wax during
paperboard manufacture, it is also possible to apply wax to one or both sides of a cut
and creased flat carton blank. Wax can be applied in patterns and can be kept off
glue flaps.
Waxing in this way is either ‘dry’ waxing, where the wax solidifies on the
surface giving a matte appearance, or ‘wet’ waxing, where the carton passes under
heaters which remelt the wax before the blank is carried on belts through refrigerated
water. The shock cooling produces a high-gloss finish on the surface of the wax.
With appropriate wax blends, cartons which are high gloss waxed can be heat
sealed. Waxed cartons are used for frozen foods, ready meals and ice cream.
Cartons with tapered sides in tub and conical shapes and with a round or square
cross section can be waxed after forming. The first liquid-packaging cartons were
made in this way.
10.5 Packaging operation
10.5.1 Speed and efficiency
Cartons are erected, filled and packed by product manufacturers, also known as
end-users or packer/fillers. There are, additionally, contract packers who provide
a packaging service, which includes cartonning, to manufacturers, particularly in
order to meet promotional and test marketing needs.
Carton packing may be either manual, partly manual and mechanically assisted,
or fully automatic. Speeds vary considerably from, for example, 10–1000 cartons
per minute (cpm), though not many would be running at speeds in excess of 500 cpm.
Mechanical cartonning with manual product-assisted loading is possible up to
40–60 cpm. Fully automatic cartonners start at speeds of around 60cpm and most
cartonning machinery manufacturers offer equipment which can run at higher speeds,
such as 120–240cpm. Higher speeds are possible in the range of 250–400 cpm,
thereafter the machinery is designed with specific products in mind, and in this
respect, cigarette cartonning is unique. Packets of 20 cigarettes (sticks) in the
special style of carton with a flip-top – also known as a hinged lid, and incorpor-
ating a three-sided inner frame – are running at 400–700 cpm. A new generation
of cigarette-cartoning machine running at 1000cpm was launched in 2002 (A-B
Journal, 2002).
298
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
Whatever be the speed and overall output needs of a particular operation, there
will be a choice of cartonning machinery to meet the needs of the business. Some
manufacturers may prefer three machines rated at 60 cpm to one machine rated
at 180cpm. Several factors will influence the choice, such as:
•
factory layout or features of the production process
•
need to pack several sizes of product concurrently
•
need to pack different products concurrently.
The sequence of operations on a packing line is:
•
feeding and erecting the cartons from a box or magazine
•
filling with the product
•
closing the carton
•
checkweighing and metal detection depending on the product
•
end-of-line operations preparing the product for distribution.
A survey (unpublished) of different types of packing line in several locations
by a multinational FMCG manufacturer revealed that problems associated with the
in-feed section of packing machines were the most prevalent cause of stoppages.
10.5.2 Side seam–glued cartons
Side seam glued cartons are placed in a magazine from which they are removed
one at a time by vacuumised suckers (pads). There are two basic methods by
which cartons are extracted from the magazine and erected. In the first, the suckers
pull on one panel and transfer the cartons into the moving pockets of a flighted
conveyor. The length of each pocket, which is controlled by the flights, reduces
automatically to the width of the carton and, in so doing, erects the carton by
pressing on the two opposite, folded creases. This method is referred to as ‘diagonal’
loading. The other method is to use suckers on adjacent panels and pull the carton
in opposing directions such that the carton assumes a rectangular cross section by
the time it is dropped into the pocket of the flighted conveyor. This is known as
‘rotational loading’. Another mechanical opening method inserts knives from both
sides which are twisted as the carton is eased into the flighted conveyor in a diagonal
loading mode.
The opening of side seam glued cartons has been studied in depth, and the
carton opening force measured using methods which replicate both diagonal and
rotational loading. For a full treatment, see Hine (1999, pp. 111–139). This reference
relates carton gluing, crease prebreaking, and the variation in carton opening force
with storage time.
An important conclusion of this work is that with diagonal loading, carton
opening force increases rapidly after gluing and packing by the carton maker during
the first 6 days of storage, levelling out after two or three months. However, with
rotational loading, there was no significant rise in carton opening–force torque
FOLDING CARTONS
299
with storage, suggesting that this is a superior method of carton erection. Another
conclusion is that for both methods of carton erection, the main resistance to opening
comes from the pre-folded creases, indicating the importance of this aspect of
folder gluer operation.
An additional aspect of folder/gluer operation is the effect of compression on
the folded creases. This can be assessed by measuring the height of a given
number of cartons at the end of the gluing operation. The higher the compression
pressure, the lower the height and the greater likelihood that the carton will be
difficult to open on the packing line. If, however, the compression is too low, the
side-seam adhesion may be impaired and, in addition, it would be difficult to load
the cartons into the magazine of the cartonning machine. In practice, for a given
carton, this height should be maintained within a range established by correlation
with the acceptable range of heights at the cartonning stage, i.e. after storage. This
height feature is also referred to as the ‘bounce’.
One of the main causes of carton-feeding problems at the packing stage is the
distortion of folded cartons which may occur in storage. In particular, the shape
distortion, which is described as a ‘banana’ or ‘armchair’ shape, is virtually impos-
sible to open. Another form of distortion produces an ‘S’ shape. Hence the recom-
mendation is that cartons are stored on edge and isolated from stacking pressure in
non-returnable corrugated fibreboard outer cases. The resulting rows of cartons
should not be too tight. Hanlon suggests that the combined thickness of the row –
calculated as three times the paperboard thickness, i.e. the thickness at the glue
flap, multiplied by the number of cartons and adding 15% of the result – should be
used as the internal length dimension of the case (Hanlon et al., 1998).
Consideration of carton opening force has led in some case to changes in the
way the gluing of cartons is organised. Cartons may be printed and cut and creased
in large batches, taking account of the cost-benefit of longer production runs. The
gluing, however, has been organised in much smaller batches to minimise the risk
of a high carton opening force and/or distortion in storage. In some cases, the gluing
has virtually been organised on demand in a location and facility remote from the
carton manufacturer and adjacent to the cartonning operation. Alternatively, some
cartonning machines have included a simply designed side-seam gluer actually
attached to the infeed.
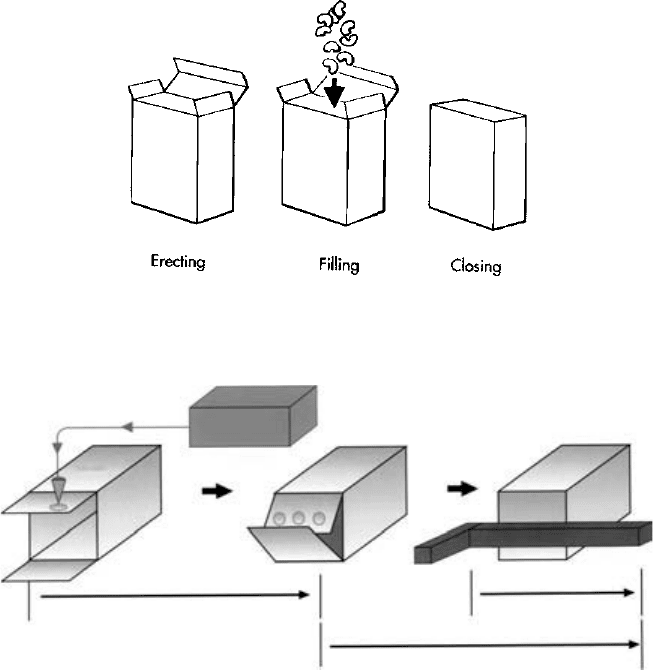
Side seam–glued cartons may be filled horizontally or vertically (see Figure 10.36),
depending on the product. A free-flowing product which is apportioned gravimet-
rically would have an integral weigh filler with many filling heads. This type of filler
can progressively fill the cartons vertically as the filling heads travel around a
semicircular (carousel) track. This type of filling can run at high speed, for example
hundreds of cartons per minute.
Some cartonning machines are fitted with a pre-feeder. The object is to extend
the time given to erecting the carton under controlled conditions. This can be done
by designing a circular pre-feeder and fitting it alongside the cartonning machine
infeed whereby erected cartons are transferred to the flights (pockets) of the cartonning
machine.
300
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
Carton machinery, where the product is free-flowing and filled vertically, can
incorporate carton tare weighing and product top-up features to achieve very high
accuracy in fill weight. This is beneficial when filling expensive products.
The closing of side seam–glued cartons is by hot-melt sealing, as shown in
Figure 10.37, tuck-in-flaps or locking tabs. Sealed closures would usually have
an easy-opening feature, the design of which would be dependent on whether
a reclosure feature is also required.
10.5.3 Erection of flat carton blanks
Flat carton blanks are erected by the packer/filler using one of the following
methods:
Figure 10.36 Vertical filling and sealing operation. (Reproduced, with permission, from Iggesund
Paperboard.)
Hot-Melt
Application
Nozzle
Hot-Melt
Storace Tank
Open Time
Setting Time
Compressing Time
CompressingClosing
Figure 10.37 Carton closing using hot-melt adhesive (courtesy of M-Real).
FOLDING CARTONS
301
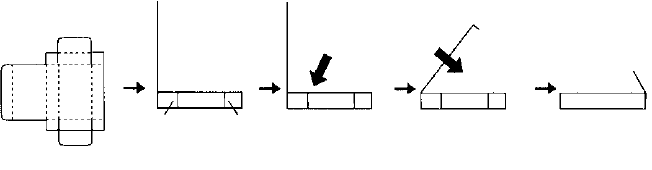
•
Using a reciprocating tool which is pressed against the base panel thereby
forcing the side panels through 90° into the vertical (usually, there are
exceptions) position. The side panels are then secured in this position, forming
a tray shape either by means of interlocking tabs or by hot-melt adhesive
(Fig. 10.38).
•
Applying an adhesive to a side seam and folding the carton blank around a
mandrel. This is usually preceded by wrapping paper, paper coated with a
barrier coating, such as PE or PVdC, an oriented polypropylene film (OPP)
with PVdC coating or a film laminate around the mandrel, sealing the side
seam and base.
•
Forming the hinged lid blank together with a reinforcing inner frame – a
design mainly confined to the packing of cigarettes.
•
Applying adhesive to the side seam as the first operation on the packing line
using a simplified side seam gluing unit.
The efficiency of operation, where the cartons are presented in the form of flat
blanks, mainly depends on the flatness of the paperboard blanks being maintained.
This is because a blank which has a curl or twist can easily misfeed and cause
a stoppage. For example, if the carton blank is pulled out of the magazine, print
face downwards, onto a short conveyor, the lugs which are supposed to push the
(back) edge of the board, instead, pass under the upturned edge. Curl may also
prevent a tuck-in-flap from being pushed in accurately.
The tray-type carton is top loaded, either by hand or mechanically by an automatic
‘pick and place’ action. The integral lid is closed and sealed on one or three sides
with hot-melt adhesive. Where the product is filled hot, water-based adhesives
based on PVA, starch or dextrine are required. The efficiency of water-based adhe-
sives depends on the absorbency of the surfaces being sealed and the compression
time to allow the adhesive to set, i.e. to become tacky enough so that unrestrained
joints do not open.
Plastic-coated trays are usually erected and lidded by heat sealing but plastic coated
end-loaded cartons are usually sealed, though not always, using hot melt adhesive.
Blank
Corner sealed or locked
Tray erect Top load product Close lid Seal or tuck lid
Hot melt adhesive
Figure 10.38 Erection of tray-style carton for top loading and closing. (Reproduced, with permission,
from Iggesund Paperboard.)
302
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
An important precaution in the use of hot-melt adhesives is that they must not
be exposed to air for long periods at the working temperature when the machine is
not in production. This will cause heat degradation and subsequent loss of adhesion.
A situation was investigated where the packer claimed that the surface of the
paperboard was defective because the hot-melt adhesive would not close the cartons
permanently. It was found that the heat supplied to the adhesive reservoir had not
been switched off when the machine had been left unattended overnight and at the
weekend. This, it was claimed, had been standard practice to ensure a quick start-up
when production was resumed. There was evidence of severe carbonisation in the
adhesive system. The hot-melt adhesive had been degraded. The solution was to
use time switches set to remelt the adhesive a short while before packing was
required to recommence. Today, pressurised on-demand nozzle applicators are
preferred to open-to-air glue pots.
10.5.4 Carton storage
Reference has been made to the fact that paperboard will absorb moisture when
exposed to high humidity and lose moisture in low humidity. Moisture content
changes are usually accompanied by changes in flatness (shape). Hence reasonable
precautions should be taken at all stages where the paperboard may be exposed to
changes in RH. The carton manufacturer should provide moisture protection for
storage and transit. The packer/filler (end-user) must ensure that cartons are not
unwrapped until they have attained temperature equilibrium with the area in which
the packaging is carried out.
Problems have been observed where unwrapped pallets of cartons awaiting
packing have been left near exits to the outside environment. Also cold cartons
have been found to affect the efficiency of hot-melt adhesion due to the fact that
the adhesive open time is reduced by being applied to a cold surface and the
tackiness is lost before the surfaces being sealed are brought together.
Packer/fillers should also replace moisture-resistant wrappings to pallets and
boxes of cartons left unused at the end of a production run and over a weekend.
This is especially important in dry (low RH) packing areas handling dry food
products, such as tea and baked products, for example biscuits and cereals. In this
dry environment, unprotected flat paperboard carton blanks are likely to develop
downcurl, i.e. curl away from the print and this will cause problems on cartonning
machines.
10.5.5 Runnability and packaging line efficiency
Good runnability is essential. The requirements of good runnability are many and
varied. Good runnability is difficult to define, but everyone knows when it is missing.
In a general way, it describes a packaging operation running with minimum dis-
ruption, at a specified level of efficiency, which can be measured and monitored.
FOLDING CARTONS
303
Packing line efficiency is dependent on:
•
the machine(s), or method of packaging in the case of a manually operated line
•
reliability and maintenance of the machinery
•
the product
•
the operators, level of training, etc.
•
quality of the cartons.
The packer/filler’s aim is to avoid, or minimise, the production of damaged packs,
wasted product, wasted packaging and to achieve the rated output of the packing
line. The efficiency of a packing line is given by,
In establishing ‘expected output’, it is important to base this on the real time
available for packing. This means that setting-up time and routine maintenance
must be eliminated from overall production time.
A packaging line may comprise several, linked, packaging machines, for
example form/fill/seal pouch or sachet machine, cartonning machine and case
packer. If the efficiency of each machine is 90% then the efficiency of the line as
a whole would be the product of these individual machine efficiencies, in this
example 72.9%. This must be taken account of when planning a packaging system.
A mistaken poor efficiency complaint arose when a packer reported high carton
wastage. The line was fed from a carton erector fitted with a counter which
counted every vertical cycle. The carton erector could erect cartons faster than the
rest of the packing line could pack and close the cartons – it itself a good feature.
When the line was full of partially loaded cartons, an automatic switch stopped the
carton feed into the carton erector. However, the carton erector continued to cycle
automatically even though no cartons were being erected. The counter ticked away
and at the end of the shift the counter figure was taken as the number of cartons
erected, clearly this was erroneous. The production of filled cartons was much
lower than the figure from the carton erector and the difference was interpreted as
high carton wastage! Eventually, the correct usage was established by reconcilia-
tion with the quantities of cartons in, and issued by, the warehouse, but not before
someone had initiated an investigation by the supplier of the cartons and the
paperboard!
Some examples of features which affect runnability are more nebulous than
others, and one which comes into this category is ‘timing’. This relates to the settings
on a cartonning machine within which an established carton specification can
be run with a satisfactory packing-line efficiency. Settings control mechanical
movement whereby the machine interacts with the carton and the paperboard.
Some settings can be advanced or retarded in response to, for example, the paper-
board stiffness or the resistance to folding or spring back of carton creases.
Line efficiency %=
Actual output
Expected output
------------------------------------------
100×
304
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
The importance of timing was highlighted by the following example which
occurred when an alternative carton specification was trialled on a well-established
packaging line. The alternative paperboard specification was significantly different
in that it was based on FBB from a machine fitted with Foudrinier wires whilst the
established carton was based on recycled board, WLC, made on a modified vat
machine, and the thickness of the two boards was the same which meant that the
FBB was 23% lower in grammage.
The cartons were medium to large in size. They were erected for horizontal
end-loading of the product which was already packed in a PE coextruded film bag.
The cartons were therefore moving in the same direction as the MD of the paper-
board. There was a large difference between the MD stiffness of the WLC and that
of the FBB, with the MD stiffness of the WLC being about 25% higher. This
mainly resulted from the difference in forming on the paperboard machine. The
MD/CD stiffness ratio for the WLC was 2.8 and for the FBB 2.1. When the
settings which suited the carton made from WLC were used for the FBB cartons,
the machine quickly jammed. This could have been the end of the trial and the
result recorded as a failure. However, with the co-operation of engineering personnel
new settings and timings were found for chains, flights and conveyors, which
enabled the FBB cartons to run satisfactorily.
Today all settings and adjustments can be logged and retained electronically so
that cartonning machines can be quickly reset after size changes. Machines are
also fitted with technical support visual displays for troubleshooting to minimise
the effect of any stoppages which may occur.
Coefficient of friction, measured in the dynamic mode as opposed to the static
mode, is frequently found to be involved in runnability investigations. A note of
caution should be made when deciding which surfaces to use in the test method.
As the guide rails and ploughs on the machine are likely to be made of steel or
aluminium, it is likely that the particular metal surface involved is used in checking
the coefficient of friction against the carton surface. This, however, has been
found to yield confusing results. It should be recognised that the metal surfaces on
the machine can become coated with material which transfers from the cartons,
and account of this should be taken.
Surface friction resulting from inks and varnish can be modified with the
help of the respective suppliers. The inclusion of silicones, or wax, to
improve rub resistance can lower coefficient of friction or angle of slide. It
can also reduce gloss levels and hence care is necessary when any changes
are contemplated.
Whilst high surface friction is sometimes the cause of poor runnability, it is
unlikely that the carton surface will be too slippy as this would give other problems,
such as making it difficult to handle a bundle of cartons.
Another property of paperboard where problems have arisen in the past is air
permeability (porosity). In a particular case study, the carton blanks were supposed
to be picked out of a pile, one at a time, by rubber vacuumised suckers which
FOLDING CARTONS
305
contacted the reverse unprinted side of the paperboard. A problem arose resulting in
misfeeds or partial pick-up which led to misalignment and jamming in the infeed
section of the cartonning machine.
The carton was made from mineral pigment-coated paperboard. This is virtually
impermeable to the rapid passage of air. In this case, the vacuumised suckers were
set quite close to the cut edge of the carton. As a result, air was being sucked in
through this edge into the middle plies of the paperboard, and from there to the
point where the suction was applied. The problem was solved by adjusting the
position of the suckers away from the edge of the carton blank.
Where uncoated and unlined, thin paperboard is used, less frequently today
compared to years ago, it has been known that the suckers can pull air through two
sheets causing a double feed and a machine jam.
The study of cartons and cartonning machine interactions is important and
co-operation between the manufacturers of cartons, paperboard, packers and
machinery companies should be encouraged. It must always be appreciated that
there is an explanation to every problem and the real explanation must be found if
the problem is to be understood and solved. This is often difficult when problems
interfere with production.
Sometimes a repetitive sequence is detected in the occurrence of a specific
fault. For example, the problem may be associated with one particular carton die
station, it may be associated with a damaged flight on a packaging-machine
conveyor or it may be due to a damaged carton-forming mandrel. Sometimes
the cause of a problem is related to some aspect of either the packing machine or
the carton, or to some obscure interaction between the two; but it cannot be
observed because the speed is too fast or the suspected position is difficult to access.
In these cases, high-speed video should be used to observe the features in slow
motion.
In his summary of carton–machine interactions, Hine (1999, p. 182) lists the
important paperboard and carton properties in relation to the efficiency of the
various machine functions and carton movements.
The properties and features listed are porosity, smoothness (roughness), friction,
adhesion, dimensions (accuracy thereof), cut quality, paperboard stiffness, fold
stiffness, carton opening force and flatness (Hine, 1999, p. 182: Table 8).
The machine and operation features which were related to these properties of
the paperboard and features of the carton are the efficiency of:
•
loading the carton feed magazine
•
extracting the cartons from the magazine
•
erecting the carton
•
conveying the carton through the machine
•
filling of the product
•
closing of the flaps
•
collating the cartons as they leave the machine.
306
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
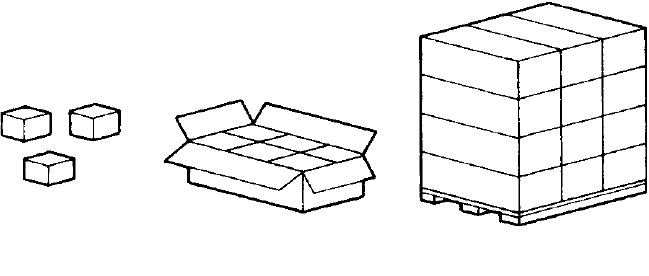
10.6 Distribution and storage
Cartons are usually collated or grouped together and packed in secondary packaging
for distribution and storage. Typical distribution packs, Figure 10.39, are as follows:
•
Unsupported blocks of cartons are stretch or shrink-wrapped – the cartons
may be packed in shallow-depth paperboard trays prior to stretch or shrink-
wrapping.
•
The blocks of cartons may be protected with a wraparound corrugated fibre-
board sleeve and then stretch or shrink-wrapped. There are other designs
which make use of corrugated fibreboard in this way. One of the objectives
is to ensure that some cartons are visible so that the pack has good visual
appeal when displayed in cash-and-carry type warehouses from which many
small traders obtain their bulk supplies.
•
Regular slotted containers (RSC) are made from corrugated fibreboard. The
cases may have tear tapes to facilitate opening and displaying the contents at
the point of sale. The case can be a wraparound blank erected in situ at the
end of the packaging line.
All these examples may be accompanied by the use of automatic equipment to
collate the cartons and erect/pack the trays or corrugated fibreboard packaging.
When the transit packing is completed, the packs are palletised, sometimes
automatically.
The specification of all packaging components must take account of any special
environments involved in the distribution, storage and merchandising at the point
of sale.
Typical examples of special environments are those for frozen food (−40 to −20°C),
and chilled food (0 to +3 °C). An aid to monitoring that these products are not
exposed to higher temperatures exists in the form of temperature monitors. At its
Primary
container
Shipping
(secondary container)
Unit load
(tertiary container)
Figure 10.39 Packaging for distribution and storage. (Reproduced, with permission, from The
Institute of Packaging.)