Mark J. Kirwan Paper and Paperboard Packaging Technology
Подождите немного. Документ загружается.

FOLDING CARTONS
287
10.4.3 Creasing and folding
Creases are made using creasing rules. These rules are thin strips of metal with
smooth rounded edges which indent the board surface and push it into an accurately
cut groove on the underside of the paperboard. The groove is formed in a thin hard
material called the ‘make-ready’ matrix or counter die. The critical, or important,
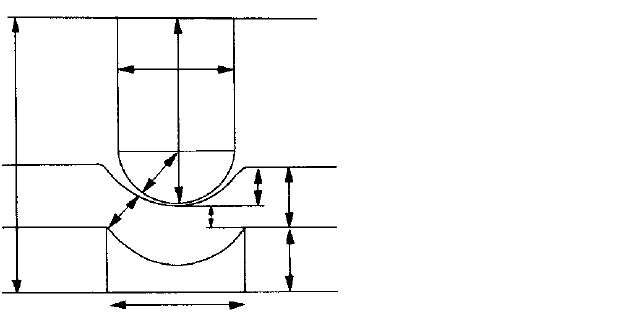
dimensions which are relevant to the creasing operation are shown in Figure 10.27.
The depth and width dimensions of the creasing grooves depend on the paper-
board product being used together with the width of the creasing rules and the
difference in height between the creasing rules and the knives used in the die.
Most paperboard manufacturers provide guidance on groove width and matrix
thickness for given heights of cutting knife and the associated heights/thicknesses
of creasing rule. The groove width is usually 1.5 times the thickness of the paper-
board plus the width of the creasing rule, and is slightly narrower for creases parallel
with the MD of the board.
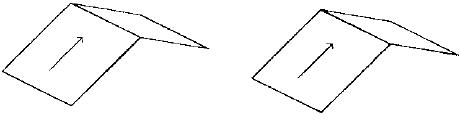
A note of caution should be made concerning the convention for describing a
crease in terms of MD and CD. Some publications define an MD crease as a crease
parallel with the machine direction of the paperboard, whereas this publication
and others, including Dennis Hine’s Cartons and Cartonning, define an MD
crease as one where the MD stiffness is involved when the crease is folded. In this
case, an MD crease would be a crease at a right angle or 90° to the machine direction
of the board. Some writers refer to this as an ‘across the grain’ crease. Therefore to
avoid confusion, it is always advisable to define the terminology used (Fig. 10.28).
H = height of the cutting rule
H
r
= height of the creasing rule
b
r
= width of the creasing rule
b
n
= width of the groove
t
n
= thickness of the make-ready
r = radius of curvature of the rule tip
h
i
= crease depth
h = penetration (DIN)
d = distance between rule tip and make-
ready edge
t = thickness of the paperboard
b
r
H
r
r
r
H
d
b
n
t
n
t
h
i
r = b
r
/2
h
Figure 10.27 Critical dimensions for the creasing operation. (Reproduced, with permission, from
Iggesund Paperboard.)
288
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
There are several types of matrix material available in a range of thicknesses in
common use. Platen counter dies can be made from hard phenolic plastic sheet,
vulcanised fibre sheet (Presspahn) or steel, depending on the length of run
required, i.e. number of impressions. An alternative approach is to use polyester
channel (pre-made) of fixed width and depth. Creasing grooves in rotary metal
cylinders have the longest life.
There are many possibilities which affect the commercial considerations for
any particular carton estimate/enquiry requiring the same paperboard and printing
specification. The choice of die, platen or rotary, the various make-ready options
and, in the case of rotary, the various die options discussed have different com-
mercial implications depending on order and run length. Add to this, the different
machine make-ready times for the various options, stripping waste and the number
of cartons possible with the various formats, which are set by the maximum platen
area, and the position looks very complicated.
In practice, any given carton maker will have a limited range of machine sizes.
This is relevant as the machine size will determine the number of cartons per
impression with the die area or format. Format in this sense is the arrangement of
the cartons on the area available. Sheet-fed machines have a maximum area which
they can print and cut and crease. Reel or web fed machines have a fixed maximum
width and the repeat length, or cut-off, limit for the dimensions in the MD, is
controlled by the circumference of the cylinders. In any factory, machine sizes are
matched for sheet area and production output as between printing and cutting and
creasing (scoring). In the case of rotary, it is likely that both processes will take
place on the same machine, in-line. Just to make it a little more complicated,
depending on the rotary machine concerned and how it is equipped, one can have
either a flat bed die or a rotary die. Hence the price for the same enquiry from carton
makers with different types and sizes of machinery can be significantly different.
The format area is not only controlled by the maximum and minimum sheet
size that will fit on the machine. The way the cartons can be laid out in the available
area also has to take account of the carton grain direction. An interesting case study
where this went wrong for a carton maker was as follows.
Two companies were supplying a carton design to an end-user. Company A printed
and cut and creased with a format of 9 cartons on a sheet; the price and the quality
Machine direction crease
Cross direction crease
MD
CD
Figure 10.28 Crease definitions – the crease line is at right angles to the indicated board grain
direction. (Reproduced, with permission, from Pira.)
FOLDING CARTONS
289
were satisfactory. Company B only had a larger format machine available and
produced 15 cartons per sheet in 3 rows of 5 cartons. Quality was satisfactory but
the cost of production was too high. Company B recosted at 16 per sheet, which
was theoretically possible with 4 rows of 4 cartons. But to keep the grain direction the
same on the cartons they had to change the grain direction on the sheet of paper-
board. Printers normally use a sheet with the grain direction parallel to the axis of
the cylinders of the printing press – this is known as a long grain sheet. In this case, not
only was the grain direction of the sheet changed but the front-to-back dimension was
now right on the limit for the printing press. This might have been all right except
for the fact that the carton had a very heavy, i.e. overall solid, ink coverage, which
at the back edge of the sheet was right on the edge of the sheet – so near in fact that
the vertical side of the pallet of printed board at the back was the same colour as
the print. This resulted in a severe tail-edge hook, or hump, in the accumulated
sheets on the pallet, along the back row of cartons. When these cartons were cut
and creased, they had a severe down curl (away from the print) which rendered
them useless for use on the packing machine. Hence the conclusion is that those
concerned must take care to recognise the limitations of what can be achieved – they
may not simply be dimensional.
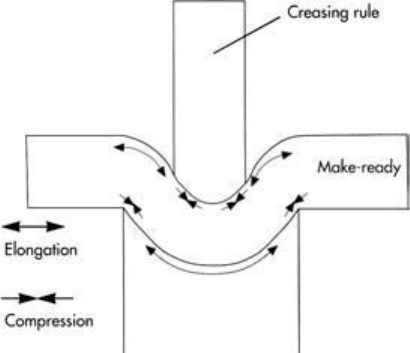
The effect of the creasing process on both the surfaces and the internal structure
of the paperboard is complex (Fig. 10.29). Across the crease there are:
•
tensile strains, which are greatest in the surface and reverse-side liner plies
•
compression in the direction perpendicular to the surface
•
shearing strains within the paperboard, parallel with the paperboard surfaces.
Figure 10.29 Strains (forces) induced on paperboard during creasing. (Reproduced, with permission,
from Iggesund Paperboard.)
290
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
Reference has been made to the fact that depth of the creasing groove in the
surface causes a certain amount of stretching in the surface. Moreover, the initial
depth of the groove formed in the surface reduces after the creasing rule is withdrawn
from the paperboard. These forces have been studied by a number of researchers
(Hine, 1999, pp. 232–241).
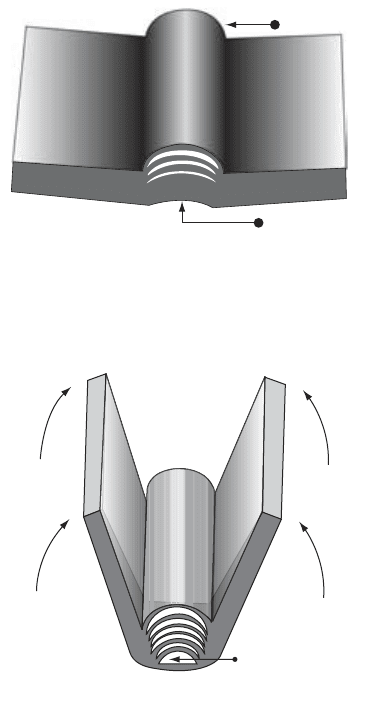
The internal shearing forces which occur during the formation of a crease cause
some internal delamination of the interply adhesion. This results in a bulge on the
reverse side of the board, as shown schematically in Figure 10.30.
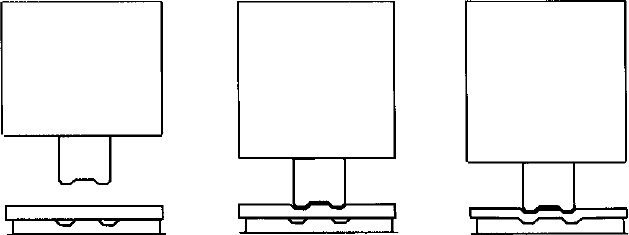
When the crease is folded, further internal delamination occurs as shown
schematically in Figure 10.31. A good crease should not show any liner
Partial internal
delamination of material as a
result of creasing
Initial delamination
Crease bead
Figure 10.30 Creasing causes internal delamination. (Reproduced, with permission, from Dieinfo.)
Delamination is completed
as the carton folds and the hinge is formed
Figure 10.31 Further internal delamination occurs on folding. (Reproduced, with permission, from
Dieinfo.)
FOLDING CARTONS
291
cracking on the printed side and an even symmetrical rib or bulge, with no
signs of crumpling, on the reverse side. These conditions should be maintained
when the crease is folded through 180°. After such folding, it will be noticed
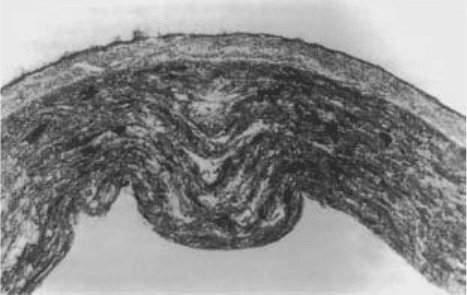
that the bulge on the reverse side has expanded and the thickness of the paper-
board in the middle of the crease is much thicker than the nominal thickness of
the paperboard. The delamination which occurs inside the bulge is confirmed
by photomicrographs of the folded crease (Hine, 1999, p. 226), as shown in
Figure 10.32.
A number of ways of examining the creasing groove have been described,
such as by microscope with calibrated graticule, use of lamp and lens assembly
to project a shadow profile of the groove and electromechanical devices used
in engineering surface examinations where they traverse the groove (Hine, 1999,
p. 226). In the author’s experience, the latter quickly demonstrates the differ-
ences in creases resulting from the misalignment of a rule with the make-ready
groove and early warning of the make-ready deteriorating as a result of wear.
The Indocomp ACT testing equipment also profiles the crease outline, using
a ‘high precision LVDT probe (Linear Variable Differential Transformer) probe’
(FCI, 1996).
Good creasing is necessary for the following reasons:
•
visual appearance of the carton
•
efficient performance on the packing line
•
maintaining the compression strength of the carton in storage, distribution
and use.
Poor creasing is apparent when the folded crease shows liner splitting. This is
particularly obvious if there is solid print colour covering the crease because the
internal layers of the paperboard are exposed. A possible cause of a crease bursting
Figure 10.32 Photomicrograph showing delamination. (Reproduced, with permission, from Pira.)
292
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
along its length can be that the paperboard has dried out as a result of excessive
heat being applied during radiation-assisted print drying. A burst over a very
short distance in a folded crease can occur if some foreign material jams in the
make-ready groove. Other visual defects could be apparent in the bulging of
panels and the shattering of the back ply adjacent to a narrow panel such as the
glue seam.
The creasability of paperboard can be assessed in the laboratory using a small
platen or an instrument such as the Pira Cartonboard Creaser using BS
4818:1993. This is a press which simulates creasing whilst the sample of paper-
board is clamped with adjacent creases formed at the same time as the test crease.
The instrument can make creases at a range of crease depths and widths. The
results are evaluated visually. For a paperboard to be considered to have good
creasability, it is important that it should give good creasing over a range of
crease settings.
The performance of creases on a packing line is very important. Creases
behave like hinges which enable adjacent panels to move through specific
angles, usually 90°, and remain there. The bending force is an important param-
eter. It is especially important for creases which have not been broken previ-
ously. Folding is carried out as the carton is moving in relation to fixed rails and
ploughs, and therefore undue pressure from crease spring back can at least cause
rub and, at worst, delays and jams. Flaps may be glued, and during the setting
time of the adhesive, the flap may attempt to spring back and hence must be
restrained for sufficient time. In these examples, if the force required to make
the fold or the subsequent spring-back is too high, the efficiency of the operation
will be poor.
The question therefore arises as to how creasing at the point of carton manufacture
can be measured and controlled. This is even more important as it has been shown
that a rise in the resistance to folding can be measured well before any visual
change in the appearance of the crease can be detected (Hine, 1999, p. 250). This
is because of the wear in the groove width which takes place, depending on the
make-ready material, over time.
Consideration of how and what to measure starts with identifying the parameters
which are involved in the bending of a crease. These parameters are the angle
through which the flap is turned, the force required, the distance between the
application of the force and the crease, and the time to complete the folding.
There is a further consideration. If the crease resistance is greater than the
paperboard stiffness, the panel will bow as the panel rotates around the crease.
On the other hand, a certain minimum spring-back force is necessary for the
correct operation of certain design features such as the retention of a tuck-in-flap
locking slit.
The implication of this is that the ratio of crease stiffness to paperboard stiffness
is an important parameter and that it should be maintained within upper and lower
limits. The limits suggested are 1.5–3.0 for MD creases and 3.0–7.0 for CD creases,
and these limits have been accepted for many years (Hine, 1999, pp. 111–139).
FOLDING CARTONS
293
(The MD crease convention used here is that MD creases are those where the
creases are at right angles to the MD of the paperboard.)
The parameters listed have to be considered when designing a method for test-
ing crease resistance at the point of manufacture. Several methods have been used
successfully, such as the Pira Crease Tester and the Marbach Crease Bend Tester.
The latter has the advantage of recording and displaying the bending force
(torque) dynamically from 0 to 90° and from 0 to 180°. There is a choice of folding
time, either 1.0 or 0.1 s, the latter simulating high-speed folding in gluing and
cartonning machines.
Faulty creasing results in a poor carton appearance and low packaging-
machine efficiency, both of which are easily observed. A further consequence is
that cartons affected by faulty creasing will not achieve their optimum compression
strength as panels and flaps will not be correctly positioned with respect to each
other, leading to bowing and twisting. Damaged creases will not provide the
required strength.
10.4.4 Embossing
Embossing is a process which imparts a relief or raised design in the paper-
board surface. It can be applied all over the surface, for example a sand or
linen pattern. Embossing can also be applied after printing in register with the
print, in which case it would be applied as a separate process or during cutting
and creasing. Embossing is a design option which enhances visual impact; it is
tactile and can impart a luxury feeling. The design could be text or any graph-
ical representation, for example coat of arms (crest), a flower, automobile,
fruit, food, bottle, etc. The relief can be raised (positive emboss) or impressed
(negative emboss). It is carried out with a shaped metal surface above the
paperboard and an inverted pattern underneath using heat as well as pressure
(Fig. 10.33).
Figure 10.33 Embossing operation. (Reproduced, with permission, from Iggesund Paperboard.)
294
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
Whilst all types of paperboard can be embossed, the suitability of any given
paperboard for a specific emboss should always be investigated (proofed). The
finer the detail and the deeper the emboss, the greater are the demands placed on
the paperboard in terms of the strength, toughness, rigidity and elasticity required to
achieve the required result. As with creasing, embossing creates forces in the surfaces
and the internal structure of the paperboard. The relevant paperboard properties
for embossing are tensile strength, percentage of stretch (elongation), toughness,
moisture content, stiffness, short-span compression strength and density.
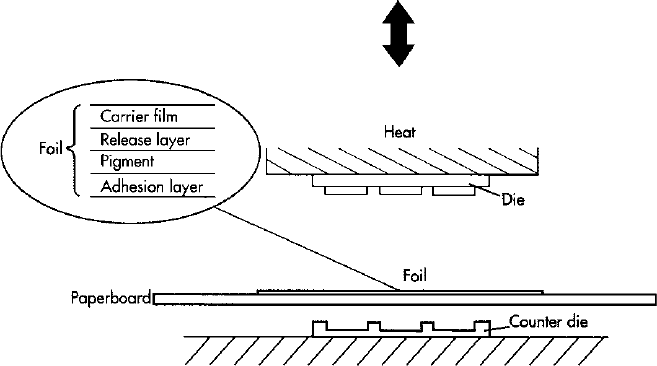
10.4.5 Hot-foil stamping
Hot-foil stamping is a form of surface printing or decoration. It is applied to paper-
board using a heated die, containing the design, from a special film. The colour may be
either a pigment or a plain (silver), or coloured, aluminium foil (Fig. 10.34). It is
applied either in register with the print or to an embossed design feature. It can be
applied using a special machine or incorporated with the embossing tool at cutting
and creasing.
10.4.6 Gluing
Gluing is the technique used to erect and close cartons using adhesives which are
also referred to as ‘glues’. Several different types of adhesive are used with folding
cartons depending on the surfaces being joined and the pressure–time parameters
of the gluing system. The principles are discussed in Section 1.5.3.15. In its broadest
Figure 10.34 Hot-foil stamping and embossing. (Reproduced, with permission, from Iggesund
Paperboard.)
FOLDING CARTONS
295
sense, gluing includes heat sealing plastic coated paperboard, where the molten
plastic in the sealing area acts as the adhesive.
In carton manufacturing, the gluing operation is used to seal carton side seams,
in corner gluing and in sealing the base flaps of a crash-lock bottom.
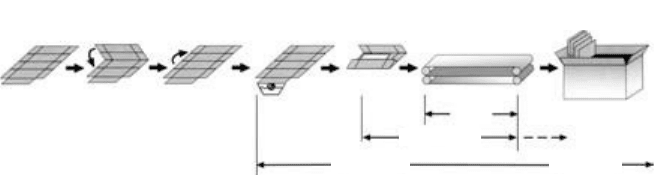
The most common type of folding carton is the straight line, side seam–glued,
tubular style with open ends. Flat carton blanks are placed in the feeder of a high-
speed folder gluer, print face down. This operation can be made more efficient
by the use of a pre-feeder which has high capacity storage, is easy to load and
presents the cartons in a smooth high-speed rate into the machine. Two distinct
operations are carried out. First, the glue-flap crease 1 and crease 3, i.e. the crease
opposite the glue flap crease in the finished carton, are pre-folded or ‘broken’ by
folding them over as far as possible, as near to 180° as possible and back to the
horizontal. Then the adhesive is applied to the glue flap (Fig. 10.35).
The choice of adhesive depends on the nature of the surfaces being sealed and
the parameters of open time, setting time and compression time inherent in the
system. The choice must also take into account any special environments and
product needs, for example frozen food storage, moist humid conditions, soap/
detergent resistance, etc.
For most types of paperboard, the adhesive of choice is a polyvinyl acetate
(PVA) emulsion applied by wheel to the glue flap. Creases 2 and 4 are then folded
over, and a bond created between the glue flap and the edge of the overlapping
panel. The carton is then compressed to allow the adhesive to set. On exiting the
compression section, the cartons are counted and packed, usually, in non-returnable
corrugated cases, where the drying process takes place. This operation can be
automated and run at up to 200000 cartons per hour.
Modified machines can form and apply tubes of flexible packaging materials to
carton blanks, prior to side-seam sealing for bag-in-box cartons.
The gluing of the crash lock bottom style is similar to the side seam–glued tube
style with the additional gluing of two diagonal flaps attached to the base of either
panels 1 and 3, or panels 2 and 4. As with ordinary tube-style glued cartons, they
are then folded flat. As mentioned above, this style can be erected manually by the
packer/filler so that the base panels lock into place, after which the carton is filled
and closed.
Prefolding
(prebreaking)
Adhesive
Application
Folding and
Closing
Compression Packaging
Final Bond
Drying Time
Primary Bond
Setting Time
Compression
Time
Figure 10.35 Straight-line folding and gluing operation. (Reproduced, with permission, from M-Real.)
296
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
Double thickness side walls which are derived by the folding of additional
panels can be glued on the straight-line gluer. This style is folded flat and erected
by the packer/filler to produce a rigid-tray construction. It is also possible to plough,
fold and glue additional panels in such a way that integral platforms to support,
display and locate products inside a normal end loading tube style carton can be
incorporated – such a carton may have been fitted with a window.
The 4- and 6-point glued trays are glued by applying the adhesive from over-
head glue pots to diagonally folded back flaps. The 6-point glued style, Figure
10.7, has an integral lid. Where diagonal flaps are folded back on themselves, and
folded flat, it is usual to make the creases with perforating rule at the cutting and
creasing stage.
Special adhesives are used where the joining surfaces are not suitable for PVA
emulsion sealing. Hot-melt adhesive can be applied on the gluer as a coating
which solidifies. This coating is reactivated by heat by the packer/filler in a way
which allows the hot melt coating to flow and create sift proof and pinhole-free
seals in the packed carton.
Polyethylene coated cartons can be sealed with hot air on a straight-line gluer.
Straight-line gluers can be fitted with detectors which check for the presence of
a glue line and the measurement of glue line film weight. They can be fitted with
code readers to ensure that multiprint orders on the same size cartons do not get
intermixed during conversion.
Other important quality issues concern the avoidance of any skewing of the glue
flap, vertical or horizontal displacement of the glue flap, glue splashes and glue
squeeze-out which can prevent automatic opening on the packing line. The
glue flap panel must be free from ink and varnish in the glued area and this also
implies tight control of print ‘bleed’ from adjoining panels.
The effect of the pre-folding, the pressure applied to the outside creases in the
compression section and storage aspects are all relevant to packing-line efficiency
as they relate to the carton opening force.
Glued cartons are counted and batched automatically prior to packing in
corrugated fibreboard cases, and palletised. Automatic case packers can be fitted
at the end of the gluing machine. Pallets may be stretch or shrink wrapped in PE
film for reasons of hygiene and moisture protection.
10.4.7 Specialist conversion operations
10.4.7.1 Windowing
Cartons can be windowed to enable the contents to be displayed. The windows are
made from plastic films, such as cellulose acetate, PVC, PET/PETE and PP. The
window is in either one panel or two, in which case it bends around one of the
corners when the carton is erected. The paperboard aperture is cut at the cutting and
creasing stage. The window patch is applied on a window-patching machine which
applies adhesive to the reverse side of the carton blank in line with the perimeter