Maass P., Peissker P. (ред.) Handbuch Feuerverzinken
Подождите немного. Документ загружается.


höheren Wachstumsgeschwindigkeiten des Zinküberzuges kommt und damit
dickere, zum Teil auch raue, graue Zinküberzüge entstehen können, verbunden mit
einem höheren Zinkverbrauch (abhängig von der Zusammensetzung des Stahls, der
Zinkschmelze sowie deren Temperatur) [3.4, 3.8, 3.11,c 3.19 bis 3.26].
Stahlteile mit inhomogener Oberfläche, die Schalen, Schuppen, Risse, Dopplun-
gen, Zunder- und Rostnarben usw. aufweisen, sollten bereits vor der Oberflächen-
vorbereitung aussortiert werden. Sie können in den üblichen chemischen
Verfahrenslösungen einer Feuerverzinkerei nicht entfernt werden und bleiben
daher nach der Beschichtung im Zinküberzug erkennbar bzw. können dadurch erst
sichtbaroderaberverstärkt sichtbar werden.
Brennschnitte verändern die Stahlzusammensetzung und Struktur des Stahls in
der Wärmeeinflusszone in der Weise, dass die nach DIN EN ISO 1461 geforderten
Schichtdicken mitunter nur schwer erreicht werden können. Zur Sicherstellung der
geforderten Schichtdicken im Bereich der Brennschnittflächen sollten diese vor dem
Verzinken bearbeitet werden.
3.2
Mechanische Oberflächenvorbereitungsverfahren
In Feuerverzinkereien werden mechanische Vorbereitungsverfahren vor allem zum
Entfernen von Schweißschlacke, starken Rost- und Zunderschichten, sowie Sand-
und Graphitrückständen angewendet. Durch entsprechende Parameterwahl beim
Strahlmittel und der Strahlanlage (vor allem Strahlmitteldurchmesser und dessen
Abwurfgeschwindigkeit) kann die Rauheit der Stahloberfläche (Rys) so beeinflusst
werden, dass diese nicht über 40 µm ansteigt [3.5, 3.11, 3.20].
3.2.1
Reinigungsstrahlen
Nach DIN 8200 sind Strahlverfahren Fertigungsverfahren, bei denen Strahlmittel
(als Werkzeuge) in Strahlgeräten unterschiedlicher Strahlsysteme beschleunigt und
zum Aufprall auf die zu bearbeitende Oberfläche eines Werkstückes, des so
genannten Strahlgutes, gebracht werden. Strahlverfahren werden durch Angabe des
verwendeten Strahlmittels, der Beschleunigungsart (Strahlsystem) und nach dem
Ziel des Strahlvorgangs (Strahlzweck) eingeteilt und benannt. Am gebräuchlichsten
ist die Einteilung nach dem Strahlzweck. Als wirtschaftliche Verfahren haben sich
das Strahlen in Schleuderrad- und Druckluftstrahlanlagen (DIN EN ISO 8504–2) mit
metallischen oder mineralischen Strahlmittel nach DIN EN ISO 11124–1bis-4bzw.
DIN EN ISO 11126–1, -3 bis -8 bewährt.
Für die Wirtschaftlichkeit sind vor allem die Wahl des Strahlmittels (Hartguss,
Stahlguss, Stahldrahtkorn, NE-Metalle) und des Strahlsystems ausschlaggebend
(Druckluftstrahlen, Schleuderradstrahlen), wobei letzteres das effektivste ist. Die
Reinigungsleistung kann nach der Formel k =
m
⁄2 v
2
berechnet werden. Die Formel
zeigt, dass die Geschwindigkeit v mit dem Quadrat und die Masse m nur einfach in
die kinetische Energie k eingeht und damit die Strahlleistung vor allem durch die
3 Technologie der Oberflächenvorbereitung
40
Abwurf- und Auftreffgeschwindigkeit und weniger durch den Durchmesser des
Strahlmittels beeinflusst wird. Mit Schleuderrädern kann eine wesentlich höhere
Abwurfgeschwindigkeit des Strahlmittels und damit eine höhere Reinigungs-
leistung erreicht werden als mit Druckluft.
Die Parameter Strahlsystem, Strahlmittelart, -korngröße, Abwurfgeschwindigkeit
des Strahlmittels sind von mehreren Faktoren abhängig, wie geforderte Leistung/
Stunde, Art und Geometrie der Stahlteile, geforderter Reinheitsgrad, Art und
Belagsdichte der Oberflächenverunreinigungen.IndenletztenJahrenwurdenvor
allem leistungsstärkere Schleuderräder und Strahldüsen entwickelt (Turboschleu-
derräder, veränderte Düsenformen mit Strahlmittelbeschleunigung), die zu einer
wesentlichen Steigerung des Durchsatzes und Erhöhung der Qualitätführten [3.27
bis 3.31].
In der Praxis sollten vor allem Stahlteile einem mechanischen Reinigungsver-
fahren unterzogen werden, bei denen die Beizzeit zum Erreichen des geforderten
Oberflächenreinheitsgrades „Be“ wesentlich über 1,5 Stunden liegt (Gefahr der
Wasserstoffversprödung) (Tab. 3.3). Bei einem anschließenden Beizen ist ein
Strahlen bis zum Oberflächenvorbereitungsgrad „Sa 2“ ausreichend (Tab. 3.3),
jedoch ohne artfremde Verunreinigungen, die durch das anschließende Reinigen
und Entfetten sowie Beizen nicht entfernt werden können und nicht den geforderten
Oberflächenreinheitsgrad „Be“ gewährleisten, z. B. Reste von Beschichtungen. Das
wirtschaftlichste Verfahren ist das Reinigen in Schleuderradstrahlanlagen mit im
Kreislauf geführten metallischen Strahlmitteln.
Die Härte des Strahlmittels muss annähernd der des Strahlgutes entsprechen.
Anderenfalls ist mit einem höheren Strahlmittelverschlei
ß
und längeren Strahlzei-
ten
zu rechnen. Die Korngrößemusssogewählt werden, dass die Rauheit Rys
=40µm nicht wesentlich überschritten wird und an den Stahlteilen keine
Verformungen auftreten. Letzteres kann auch versuchsweise durch Reduzierung
der Abwurfgeschwindigkeit ausgeschlossen werden. In Abhängigkeit von der
Anzahl, Profilierung, Bedeckungsdichte u. a. Einflussfaktoren können auch andere
Verfahren zur Anwendung kommen, die zum gleichen Ergebnis führen. Die
Wirtschaftlichkeit der einzelnen Verfahren ist vor allem abhängig vom Rostgrad
(Tab. 3.2), sowie von der Art (metallische, nichtmetallische Strahlmittel) und den
Eigenschaften (Verschleißfestigkeit) des Strahlmittels ab. In Tab. 3.5 sind bezüglich
3.2 Mechanische Oberflächenvorbereitungsverfahren
Tab. 3.5 Flächenleistung verschiedener Verfahren zum Entrosten und Entzundern von unlegiertem
Walzstahl[3.2]
Oberflächenvorbereitungsverfahren Leistung pro Arbeitskraft in m
2
/h
Handentrostung mit Drahtbürste 0,5–3
Entrosten und Entzundern mit mechanischen Werkzeugen 0,5–8
Druckluftstrahlen an stationären Stahlkonstruktionen 2–8
Schleuderstrahlen 15–100
Flammstrahlen 0,5–4
Beizen 6–500
41

der Leistungsfähigkeit der mechanischen Reinigungsverfahren besonders wichtige
Kennziffern zusammengestellt [3.2].
Vor dem Feuerverzinken sind die gestrahlten Teile zur Säuberung von Strahlstaub
und Aktivierung der Oberfläche in einer 4- bis 6-prozentigen Beize zu spülen,
anderenfalls würde das Flussmittel unnötig mit Eisen angereichert.
3.2.2
Gleitschleifen
Für das Reinigen, Entzundern, Entrosten, Entgraten und Beizen von kleinen und
mittelgroßen Werkstücken bietet das Gleitschleifen leistungsfähige Verfahren und
Anlagen, die auch verkettet und automatisiert werden können. Die Bearbeitung
erfolgt im Wasser, dem entsprechend dem Werkstoff und der Form des Bauteiles
sowie dem gewünschten Endzustand der Oberfläche chemische Zusätze (Com-
pounds) und keramisch oder kunstharzgebundene Schleifkörper (Chips) mit
unterschiedlicher Geometrie und Schleifwirkung zugesetzt werden. Durch Vibra-
tion wird die Relativbewegung zwischen Teil und Chip intensiviert. Dazu stehen je
nach Bauteillänge Rund- und Trogvibratoren zur Verfügung. Für bestimmte
Werkstücke können Fliehkraft-, Gleitschliff- bzw. Schleppschleifanlagen mit
erhöhter Leistung eingesetzt werden. Das Gleitschleifen ist gegenüber der
konventionellen Trommelbehandlung bezüglich der Bearbeitungszeit, des Hand-
ling, der Produktivitätunddesmöglichen breiteren Teilsortimentes überlegen.
Ein schwieriges Problem war bisher die Behandlung der mit Metallabrieb,
emulgierten Ölen, Tensiden, Schwebeteilen und anderen Wasserschadstoffen
belasteten Abwässer; dazu liegen nun sichere Verfahren vor, ebenso ist eine
Kreislaufführung des Wassers möglich [3.7, 3.32 bis 3.34].
3.3
Chemisches Reinigen und Entfetten
Das Ziel der Reinigung besteht in der Beseitigung von Anhaftungen und
Verschmutzungen der betreffenden Teile. Hierzu zählen u. a. natürliche und
synthetische Fette, Öle und Wachse, aber auch Späne, Löt- und Schweißrückstände,
Staub, Ruß, Salze, Sand, Algen, Pilze und Bakterien. Fürdievielfältigen
Reinigungsaufgaben können die unterschiedlichsten Techniken unter Verwendung
verschiedenster Reinigungsmittel zur Anwendung gelangen. Dabei sind die
chemisch-physikalischen Reinigungsmittel auf Basis Wasser und organischer
Lösungsmittel von großer Wichtigkeit und werden am häufigsten eingesetzt
(Tab. 3.6) [3.1].
Beim Entfetten werden die auf der Oberfläche der Teile haftenden Öle, Fette und
Wachse, die eine direkte Wechselwirkung von Beschichtungen mit der Oberfläche
der betreffenden Teile verhindern, verseift, emulgiert und dispergiert
Die Praxis der Feuerverzinkung zeigt, dass der Prozess „Reinigen und Entfetten“
keine zusätzlichen Kosten verursacht. Im Gegenteil, die Kosten werden durch
3 Technologie der Oberflächenvorbereitung
42
nachfolgend aufgeführte Effekte reduziert und die QualitätderZinküberzüge
erhöht. Das sind vor allem:
I
Gleichmäßigerer sowie schnellerer Angriff der Beize und
damit Verkürzung der Beizzeit sowie Reduzierung der Gefahr
der Wasserstoffversprödung.
I
Erhöhung der Qualität der Oberflächenvorbereitung und
Zinküberzüge durch Minimierung der Fettanreicherung auf
der Oberfläche der Verfahrenslösungen und Reduzierung der
Fehlverzinkungen.
I
Minimierung der Kosten für Luftfiltereinsätze und deren
Entsorgung durch eine mindestens doppelte Erhöhung der
Standzeit durch Minimierung der im Abgasluftstrom mitge-
führten verbrannten Fette und Öle, die anderenfalls auf der
Oberfläche des Filtermaterials kondensieren und diese
zusetzen.
I
Kein Überschreiten des Grenzwertes fürDioxin,dasbeim
Verbrennen von Öl und Fett bei den Temperaturen der
Zinkschmelze entsteht.
Eine Reinigungs- und Entfettungslösung muss folgende Kriterien erfüllen [3.3, 3.7]:
I
Weitestgehende Reduzierung der Oberflächen- und Grenz-
flächenspannung Komplexbindevermögen fürHärtebildner
und Metallionen,
I
hohes Schmutztragevermögen,
I
Wasserabspülbarkeit.
3.3 Chemisches Reinigen und Entfetten
Tab. 3.6 Wirkung von Reinigungs- und Entfettungsmitteln [3.1]
Verschmutzung Entfettungsmittel Funktionsweise
Fette, Öle, Wachse Kohlenwasserstoffe Vereinzelung und Verteilung
der Fett- und Ölmoleküle im
Lösungsmittel
Fettsäureester
natürliche Fette
alkalische Lösung
(oft Abkochentfettung)
Verseifung, es entsteht ein Al-
kohol und das Salz der Fett-
säure, beide sind wasserlöslich
Fettsäureester
synthetische Fette
Tenside: hochmolekulare
Alkohole, Glykole, Sulfonate
Bildung feinster Tropfen
(Emulsion), die durch Wasser
abspülbar sind
Graphit, Metallabrieb,
Schleif- und Poliermittel-
reste
Na-Salze der Polycarbonsäuren,
Alkylnaphthalinsulfansäuren
bewirken das Bilden einer Dis-
persion, welche je nach Dichte
an der Oberfläche schwimmt
oder als Bodenschlamm absinkt
43

In Feuerverzinkereien kommen überwiegend folgende chemische Oberflächenvor-
bereitungsverfahren zur Anwendung:
Verfahren 1 mit alkalischer Reinigung
I
Alkalische Reinigung und Entfettung (Behälter 1) entspr.
Abschnitt 3.3.1.
I
Spülen mit Wasserüberführung zum Behälter 1, damit werden
die Verdunstungs- und Verschleppungsverluste ersetzt
(Abschnitt 3.4.3).
I
Beizen in einer Salzsäurelösung (Abschnitt 3.5.2).
I
Kaskadenspülung (Abschnitt 3.4.2), zwei, besser 3 Spülbe-
hälter zwischen Beiz- und Flussmittelbehälter. Damit kann der
den Verzinkungsprozess nachteilig beeinflussende Gehalt an
Eisen im Flussmittel unter 10 g/1 bzw. 5 g/1 gehalten werden.
Der Aufwand zahlt sich in kurzer Zeit mehrfach aus durch:
I
Verlängerung der Standzeit des Flussmittels und Reduzie-
rung der Entsorgungskosten, glattere, heller und duktilere
Zinküberzüge;
I
Reduzierung der Fehlverzinkungen sowie des Hartzinkan-
falls und damit Einsparung des immer kostenintensiveren
Zinks.
I
Das Wasser aus dem ersten Spülbehälter wird zum Ersetzen
der Verdunstungs- und Verschleppungsverluste sowie für
Neuansätze der Beizen verwendet
I
Flussmittelbehandlung.
Verfahren 2 mit saurer Beizentfettung
I
Beizentfetten in einer Salzsäurelösung mit entfettungswirk-
samen Zusätzen (Behälter 1) entspr. Abschnitt 3.3.3.
I
Spülen mit Wasserüberführung zum Behälter 1 (Abschnitt
3.4.3), keinesfalls in die nachfolgenden Beizen, Gefahr der
Ölverunreinigung! Das auf der Oberfläche der Beizlösung
schwimmende Öl benetzt beim Ausheben der Teile deren
Oberfläche. Die Folgen sind Verunreinigung des Flussmittels,
höhere Entsorgungskosten, Fehlverzinkungen.
I
Beizen, Spülen und Flussmittelbehandlung wie in Verfahren 1
beschrieben.
Zur Oberflächenvorbereitung und Feuerverzinkung werden die Stahlteile an
Anschlagmittel angehängt(z.B.AndrahtenanTraversen,Kettengehänge für
schweren Stahlbau und Großteile) und mit Elektrozuglaufkatzen, Kränen, auto-
matisch gesteuerten Förderern u. dgl. in die Verfahrenslösungen –Entfetten, Spülen,
Beizen, Spülen, Fluxen – sowie Zinkschmelze ein- und ausgebracht. Zur
Optimierung der Oberflächenvorbereitung sind an eine Traverse bzw. Charge
möglichst nur Teile mit nahezu gleichen Expositionszeiten anzubringen, damit ein
Überbeizen vermieden wird. Dabei sind die Stahlteile so an die Anschlagmittel
anzubringen, dass diese so schnell wie möglich in die Verfahrenslösungen und
3 Technologie der Oberflächenvorbereitung
44

Zinkschmelze eintauchen sowie ausgehoben werden können und die zuletzt aus den
Medien austauchende Fläche so gering wie möglich ist. Zum Teil sind dazu
ausreichend große Freischnitte sowie Ein- und Auslaufbohrungen, zusätzlich
anzubringende Anschlagösen u. dgl. erforderlich. Diese müssen ausreichend groß
genug gewählt werden damit vorgenannte Forderungen erfüllt werden können. Bei
zu langen Eintauchzeiten kann das Flussmittel während des Eintauchens der Teile in
die Zinkschmelze auf der Oberfläche verbrennen (Fehlverzinkung), bei zu großer
austauchender Fläche entstehen an dieser mehr oder weniger großeZink-
anhäufungen, die zu einem hohen Zeitaufwand für das Verputzen führen.
Der verwendete Bindedraht sowie alle verwendeten Anschlagmittel müssen den
geltenden Vorschriften für „Anschlagmittel“ entsprechen. Der dafürzurAn-
wendung kommende Stahl muss eine hohe Resistenz gegenüber Wasserstoffver-
sprödung und Materialabtrag besitzen.
Das ständige Bücken der Arbeiter beim Anbringen der Bauteile an Traversen,
Kettengehängeu.dgl.kannz.B.durchhydraulischangetriebeneHubtischeoder/
und Traversenaufnahmen, die die Bauteile auf Arbeitshöhe heben, auf ein
Mindestmaß reduziert werden.
3.3.1
Alkalischer Reiniger
3.3.1.1 Zusammensetzung
Die Zusammensetzung des Industriereinigers bestimmt fürdieangesetzteLösung
den pH-Wert, die Arbeitstemperatur, die zulässige Intensiät einer Bewegung, den
entfernbaren Schmutz und weitere Gebrauchseigenschaften. Als robuste, universell
einsetzbare Entfettungsmittel zeichnen sich die preiswerten stark alkalischen
Reiniger mit einem pH-Wert 11 bis 14 aus. Das Entfettungsmittel besteht aus einem
abgestimmten, synergetisch wirkenden Gemisch anorganischer Salze (Builder) und
organischer Verbindungen [3.7, 3.10, 3.14, 3.35]. Als wesentliche Grundchemikalien
werden Natriumhydroxid, Natriumcarbonat (Soda), Silicate und Natriumphosphate
eingesetzt; sie dienen der Alkalisierung, der Verseifung natürlicher Fette und Öle,
zum Dispergieren von unlöslichem Schmutz und zur Wasserenthärtung. Die
organischen Substanzen haben Oberflächen- bzw. grenzflächenaktive Eigenschaf-
ten mit einem bestimmten Emulgier-Dismulgier-Verhalten (Tenside, Netzmittel
[3.36]) oder sie sind Komplexbildner. Charakteristisch für nichtionogene Tenside ist
ihr negativer Löslichkeitskoeffizient, der bei Temperaturerhöhung am sog.
Trübungspunkt zu seiner Ausscheidung aus der wässrigen Phase führt. In der
Nähe des Trübungspunktes besitzt der Nonionic seine höchste Wirksamkeit; u. a.
werden nach diesem Aspekt die Tenside für Hoch- und Niedrigtemperatur-Reiniger
ausgewählt. Verschiedene Tenside schäumen wässrige Lösungen stark auf, sodass
sie bei Anlagen mit einer intensiven Umwälzung nicht eingesetzt werden können
bzw. dem Industriereiniger muss zusätzlich eine schaumbremsende Substanz
zugegeben werden. Aufgrund der möglichen Umweltbelastung der anionischen und
nichtionogenen Tenside wird von den zum Einsatz gelangenden Stoffen eine
biologische Abbaubarkeit von durchschnittlich mindestens 90% verlangt [3.37]. In
die Entfettungslösung gelangen neben den funktionsbedingten Tensiden des
3.3 Chemisches Reinigen und Entfetten
45
Reinigungsmittels über den Eintrag emulgatorhaltiger Fette, Öle, Gleit- und
Schmierstoffe weitere Substanzen mit Grenzflächenaktivität, die im Zusammen-
wirken fördernd oder hemmend sind [3.17].
Industriereiniger stehen als Pulver bzw. in flüssiger Form gebrauchsfertig zur
Verfügung (Tab. 3.7).DieFlüssigkeiten bieten ein einfaches Handling beim
Ansetzen und Regenerieren; in der kalten Jahreszeit sind bei ihrer Lagerung
Bedingungen für eine Gefrier-/Tau-Stabilitätzugewährleisten [3.38]. Die Auswahl
eines Entfettungsverfahrens erfolgt primär nach Kosten-Leistungskriterien beim
Reinigen, jedoch muss gleichzeitig der Aspekt der Standzeitverlängerung und der
Abwasserbehandlung [3.39] einbezogen werden, da diese Bereiche die Gesamt-
kosten erheblich beeinflussen. Für eine rationelle Entfettung bleiben u. U.
Experimente nicht aus oder man bezieht den Lieferer des Industriereinigers in
die Optimierung ein. Die Arbeitslösungen werden mit einer Konzentration von
40–60 g/l bezogen auf den Feststoff hergestellt.
Eine Besonderheit in der Feuerverzinkung ist die Zinkanreicherung in dem stark
alkalischen Reiniger: bei einem pH-Wert über 11 wird dieses Metall von bereits
verzinkten Gestellen, Körben und etwaiger Nacharbeit gelöst, ebenso wird es aus
dem von Traversen abfallenden Spratzgut aufgenommen.
3 Technologie der Oberflächenvorbereitung
Tab. 3.7 Beispiele für die Zusammensetzung alkalischer Reiniger
Bestandteil Zusammensetzung in g
Beispiel 1 (1) Beispiel 2 (2) Beispiel 3 (3) [3.1]
Na
2
CO
2
10–20 10–15 20–30
Na
3
PO
4
20–30 20–25 10–20
NaOH 30–40 10–20 –
Na
4
P
2
O
7
––5–15
Na
2
SiO
3
10–20 ––
Komplexbildner ––2–4(EDTA)
Tenside Natriumlaurylsulfat – 0,2 (nichtionogen)
Arbeitsbedingungen
pH-Wert 13–14 12 10–11
Temperatur in °C(x) 80–90 80–90 70–85
Expositionszeit in min (x) 10–15 10–20 5–15
(1) besonders geeignet für schwere Verschmutzungen auf Stahl
(2) geeignet fürStahl
(3) geeignet für leichte Verschmutzungen auf Stahl sowie fürKupferundKupferlegierungen
(x) bei Bewegung der Stahlteile und/oder Verfahrenslösung kann, wenn erforderlich, mit einer
niedrigeren Temperatur gearbeitet werden
46
3.3.1.2 Wasser
Der Ansatz der Entfettungslösung erfolgt üblicherweise mit nicht aufbereitetem
Wasser (Tab. 3.8).
Die Wasserhärte wird in „Grad Deutscher Härte“ (°dH) angegeben, fürdie
folgende Äquivalenzen gelten:
l °dH = 10,00 mg/l CaO = 7,15 mg/l Ca
++
= 0,357 mval/l,
= 7,19 mg/l MgO = 4,34 mg/l Mg
++
= 0,357 mval/l.
Mit der Gesamthärte (GH) wirdderGehaltallerCalcium-undMagnesiumver-
bindungen angegeben [3.23]. Ihrem Verhalten nach unterscheidet man in
I
Carbonathärte (KH) = temporäre bzw. vorübergehende Härte,
die sich aus den Carbonaten und Hydrocarbonaten dieser
Elemente ergibt und
I
Nichtcarbonathärte (NKH) = permanente bzw. bleibende
Härte, die sich aus den Sulfaten, Chloriden und Nitraten dieser
Elemente errechnet.
Als Alternative zu dem höheren Verbrauch an Entfettungschemikalien werden
betrachtet:
I
Senkung der Arbeitstemperatur; dadurch wird jedoch das
Rückführen von Spülwasser und damit schließlich das
abwasserfreie Feuerverzinken behindert,
I
Verwendung von enthärtetem Wasser, falls gegeben von
Kondensaten oder von gereinigtem Regenwasser.
3.3.1.3 Arbeitsbedingungen
Temperatur
Hohe Temperaturen bewirken eine starke Erniedrigung der ViskositätderÖle und
Fette, bei Vertretern mit einer natürlichen Herkunft eine schnellere Verseifung und
insgesamt eine Intensivierung des Prozesses. Die rapide steigenden Verdunstungs-
verluste des Wassers (Abschnitt 3.4.3) sind u. a. ein Ausdruck für den gleichzeitig
einsetzenden hohen Energiebedarf zum Heizen, der zur Kritik an den Hoch-
temperaturreinigern (HT) führte und dem die Niedrigtemperaturreiniger (NT)
gegenübergestellt wurden. Die letzten enthalten ein Gemisch an anionaktiven und
nichtionogenen Tensiden mit einem niedrigen Trübungspunkt, bei ihnen ist mit
etwas längerer Expositionszeit zu rechnen [3.7, 3.16, 3.32–3.40]. Die Praxis hat
3.3 Chemisches Reinigen und Entfetten
Tab. 3.8 Wasserhärtebereiche
Härtegrad °dH Eigenschaften
0–4sehrweich
4–8weich
8–12 mittelhart
12–18 ziemlich hart
18–30 hart
>30 sehr hart
47
gezeigt, dass die NT-Reiniger (T = 50–70 °C) in Abhängigkeit von der Art der
Befettung durchaus den HT-Reinigern (T = 90–95 °C) gleichgesetzt werden können,
zum Teil sogar bei gleicher Expositionszeit.
Die Entscheidung über die zu wählende Temperatur ist ein Kompromiss zwischen
den geschilderten gegensätzlichen Argumenten, wobei die Art und Menge der
Verunreinigung auf den Bauteilen und die zur Verfügung stehende Anlagenkapa-
zität ausschlaggebend sind. Dieser Kompromiss ist insofern tragbar, da die Kosten
zur Beheizung der Entfettung unter 0,76% der gesamten Verzinkungskosten liegen
[3.40]; zum anderen ist anzustreben, die Abwärme des Verzinkungskessels an dieser
Stelle einzusetzen. Die festzulegende Temperatur muss über dem Schmelzpunkt
der jeweiligen Befettung liegen.
Bis zu einer Temperatur von 50 °C kann eine Abluftabsaugung am Entfettungs-
behälter entfallen.
Bewegung
Für die Effektivität des Reinigens ist die Relativbewegung Werkstück – Lösung von
bestimmender Bedeutung.
Ein reines Tauchen in eine ruhende Lösung war nur bei dem früher üblichen
Abkochentfetten vertretbar, da hier die aufsteigenden Dampfblasen füreine
Durchwirbelung sorgten.
Bei niedrigeren Temperaturen muss durch Umpumpen der bzw. durch Luftein-
blasen in die Entfettungslösung und/oder Bewegung der Stahlteile durch Traversen
ein Flüssigkeitsaustausch an der Metalloberfläche herbeigeführt werden. Mit der
Intensität der Bewegung ist das Schaumverhalten des einzusetzenden Reinigers
abzustimmen.
Zweckmäßig ist beim Umpumpen der Lösung eine Kopplung von Heizen, Fluten
und Oberflächenreinigung entsprechend der Abb. 3.4. Ein zeitweiliges An- bzw.
3 Technologie der Oberflächenvorbereitung
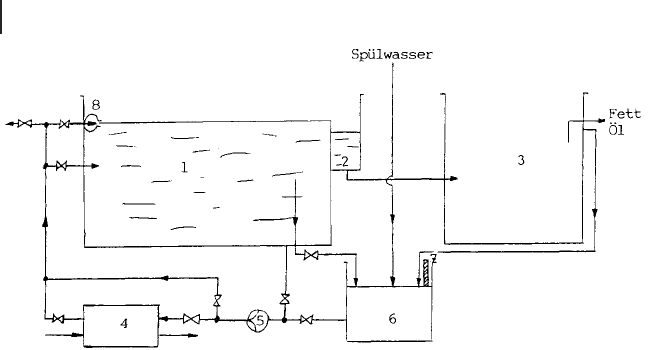
Abb. 3.4 Technologisches Fließschema füralkalischeReiniger
1 Arbeitsbehälter, 2 Überlaufabteil, 3 Ölabscheider, 4 Wärme-
tauscher, 5 Pumpe, 6 Pufferbehälter, 7 Flüssigkeits-Mess-
einrichtung, 8 Oberflächenreinigung
48

Ausheben der mit Werkstücken besetzten Traversen ist die technisch einfachste,
jedoch mit zusätzlichem manuellen Aufwand verbundene Lösung zur Beschleu-
nigung des Entfettens.
Exposisionszeit
Der Abschluss einer Entfettung wird durch die vollständige Benetzung der
Metalloberfläche mit Wasser angezeigt (Wasserbruchtest). Die dazu erforderliche
Zeit ist abhängig von folgenden Parametern, die im Interesse eines maximalen
Durchsatzes zu optimieren sind:
I
der Form sowie Art und Größenordnung der Befettung der
betreffenden Teile und den verwendeten Chemikalien,
I
der Konzentration, Temperatur und Fremdstoffgehalt der
Lösung,
I
der Bewegung der Stahlteile und/oder Verfahrenslösung.
Die qualitätssichernde Expositionszeit sollte mit der Taktzeit des technologischen
Ablaufs übereinstimmen. Trotz verlängerter Expositionszeit können Pigmente,
Graphitu.dgl.hartnäckig auf der Stahlteiloberflächehaftenbleiben.IndiesemFall
hilft oft nur ein Abspülen, Trocknen und partielles Behandeln oder Strahlen
(Abschnitt 3.2.1, 3.3.4).
3.3.1.4 Analytische Kontrolle, Standzeit, Recycling
Für die abwassererzeugende Feuerverzinkung besteht die Anforderung, die
Verfahrenslösungen mit einer möglichst langen Standzeit zu betreiben [3.32]. Bei
einer abwasserfreien Fertigung zwingen die hohen Kosten für die Entsorgung
verbrauchter Lösungen zu dem gleichen Standpunkt. Das zu installierende
Recycling ist mit folgenden Merkmalen zu beschreiben:
I
bezogen auf den Durchsatz wird die geringste Chemikalien-
menge zum Reinigen eingesetzt,
I
der Wasserbedarf erreicht ein Minimum,
I
mit einem robusten und leicht beherrschbaren Verfahren
erfolgt die Trennung in wässrigen Reiniger, Öl/Fett und
Ungelöstes in Form von Schlamm,
I
es fällt ein verwertbarer (verbrennbarer) Reststoff an,
I
durch die ständige analytische Kontrolle und kontinuierliche
Regenerierung der Wirkchemikalien wird eine nahezu kon-
stante Arbeitsweise beim Entfetten erreicht.
Analytische Kontrolle
FürdasFeuerverzinkengenügt zur Überwachung der Entfettungslösung die
Bestimmung der Gesamtalkalität durch Titration mit Salzsäure oder die Ermittlung
der Dichte bei 20 °C mit einem fein graduierten Aräometer. Zur Auswertung der
Ergebnisse werden die „Normwerte“ eines Neuansatzes zugrunde gelegt. Zur
Durchführung der Bestimmungen und zur Berechnung der zuzusetzenden
Chemikalien in g/l stellen die Lieferfirmen Vorschriften zur Verfügung,bzw.diese
kann man an Hand von Fachliteratur selbst erarbeiten [3.23]. Vor der Entnahme der
3.3 Chemisches Reinigen und Entfetten
49