Lopez de Lacalle L.N., Lamikiz A. Machine Tools for High Performance Machining
Подождите немного. Документ загружается.

5 Advanced Controls for New Machining Processes 213
The SERCOS interface (IEC 1491) is a digital interface for communication be-
tween systems which have to exchange information cyclically at short, fixed inter-
vals. It is appropriate for the synchronous operation of distributed control or test
equipment, e.g., connection between drives and numerical controls [31].
A SERCOS interface communication system consists of one master and several
slaves. These units are connected by an optical fibre ring. This ring starts and ends
at the master. The slaves regenerate and repeat their received data or send their
own telegrams. By this method, the telegrams sent by the master are received by
all slaves, while the master receives data telegrams from the slaves. The optical
fibre ensures reliable high speed data transmission with excellent noise immunity.
The SERCOS interface controller SERCON816 is an integrated circuit for
SERCOS interface communication systems. It contains all the hardware-related
functions of the SERCOS interface and considerably reduces the hardware costs
and the computing time requirements of the microprocessor. It is the direct link
between the electro-optical receiver and the transmitter and the microprocessor
that executes the control algorithms. The SERCON816 can be used for SERCOS
interface masters and slaves alike.
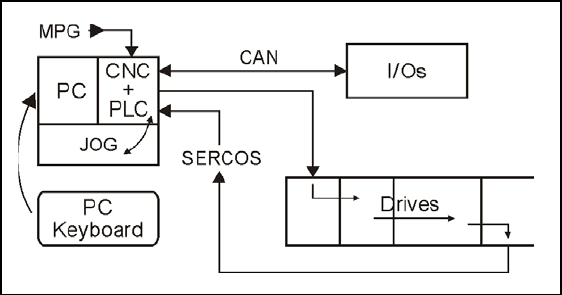
With the SERCOS bus, the motor controllers can be connected in an optical fi-
bre ring, usually at 16
MHz. The SERCOS communications ring offers the follow-
ing functions [4], 1) It carries the speed instruction from the CNC to the controller
in digital format, with greater precision and no possibility of external disturbance;
2) it carries the feedback signal from the controller to the CNC; 3) it provides
information on any errors and manages the basic “controller enable” signals; and
4) it allows parameters to be adjusted, monitored and diagnosed from the CNC
using simple, standardised processes. This minimises the amount of hardware
required in the controller and affords greater reliability. Its open, standard struc-
ture affords compatibility between controls and drives from different manufactur-
ers within the same machine. Work is currently underway to boost the velocity to
100
MHz via Ethernet.
Fig. 5.21 Hardware architecture scheme III
214 J. Ramón Alique and R. Haber
The ISO 11898 CAN interface is an international standard for digital commu-
nication between controllers and machine drives using CNC. The communications
protocol is CanOpen, standardised as EN 50325-4. The CAN communications bus
covers the same functions as SERCOS, the only difference being that the latter is
a ring connection while CAN uses a tree topology.
Position controllers can be located in the CNC or in the external regulators. The
tendency with current CNCs is to use them externally, with the position loop being
closed by the regulators. In this case, position references are sent to the regulator
every two to four milliseconds. The regulator is equipped with an interpolator
(which is cubic for the Fagor CNC 8070), which generates intermediate position
references every 250 microseconds. The regulator returns the real position of the
axis to the CNC purely for visualisation and diagnostic purposes, because the
position loop is closed by the regulator.
In software-based solution systems, the operating system plays an important
role. Real-time control applications like interpolating and servo control require
RTOS to have properties of real-time determinism and low latency. For non-real-
time tasks, Windows NT or Linux can be used, the latter being free-access soft-
ware with open source codes that offers full protocol support, stability and low
latency (with RT-Linux). Real-time tasks can be carried out using RT-Linux
or RTX, a technology for Windows™ NT that offers RTOS performance and
determinism.
5.8.5 Fully Digital Architectures: Towards the Intelligent
Machine Tool
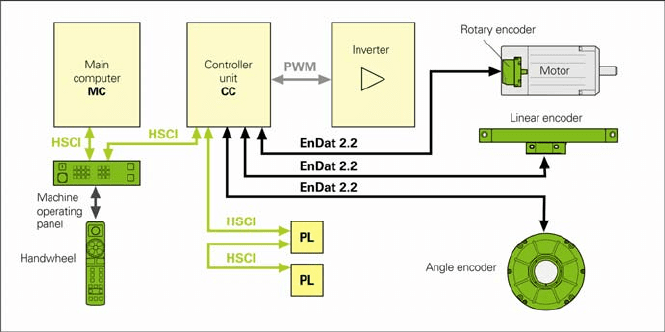
There is now a clear tendency for all system components to be interconnected to
one another using purely digital interfaces. In some cases this involves the use of
standard fieldbuses like SERCOS or CAN. In others it means using special inter-
faces developed by the manufacturers of the controllers themselves. For example,
Heidenhain
®
uses its own interface, which it calls HSCI (Heidenhain serial con-
troller interface), to connect the main computer (MC) with the machine operating
panel and the machine operating panel with the CC controller units [13]. Digital
interfaces are also used for connection to the PLC. The encoders are connected to
the CC controllers via a bidirectional interface, also developed by Heidenhain,
known as EnDat 2.2. Up to two CC controller units can be connected to control up
to 14 machine axes (see Fig. 5.22).
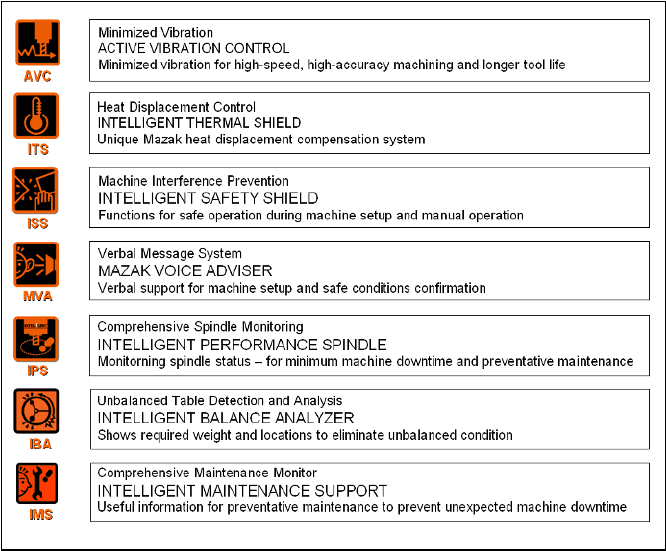
In addition to developments in fully digital architectures, advances are also being
made in the area of “intelligent machines”, meaning machines that incorporate
a number of “intelligent functions”. Mazak
®
’s Integrex i-150 incorporates five
intelligent functions, namely:
5 Advanced Controls for New Machining Processes 215
Fig. 5.22 Digital connections of the various control components (courtesy of Heidenhain
®
)
1. Active vibration control, which reduces the vibration caused by the movement
of the axes and thus gives high accuracy positioning. This makes for high sur-
face quality and better tool protection during machining.
2. An intelligent thermal shield. Changes in environmental temperature and heat
generated during the machining process alter the machine’s own precision. In
order to correct this, the operator is forced to conduct the relevant thermal
compensation. An intelligent thermal shield, however, offers automatic com-
pensation for temperature changes, leading to stable, high precision machining.
3. An intelligent safety shield, which prevents errors arising from interference
with the machine due to operator error. If any machine interference occurs, the
machine motion immediately stops.
4. A Mazak voice adviser, by which the CNC system advises verbally of potential
problems. For example, the function advises that lubricant has to be added or
that the tool life is over for smooth operation.
5. An intelligent performance spindle, which uses sensors housed in the spindle to
provide information on temperature, vibration and spindle displacement. This
can prevent spindle-related trouble in the machine.
Mazak
®
has also announced that its machines now have intelligent maintenance
support, which is extremely useful for machine maintenance (see Fig. 5.23).
216 J. Ramón Alique and R. Haber
References
[1] Al-Habaibeh A, Gindy N (2000) A new approach for systematic design of condition moni-
tor ing systems for milling processes. J of Mater Process Technol, 107:243–251
[2] Azpeitia JL et al. (2006) Desarrollo de nuevas estrategias de control basadas en
observadores de estado para la mejora de la precisión y la dinámica en MH (in Spanish,
New control strategies bases on state-observers for improving precision and machine
dynamics). XIV Congreso de Máquinas Herramienta y Tecnologías de Fabricación:
457–476
[3] Boissier R et al. (2001) Enhancing numerical controllers using MMS concepts and
a CORBA-based software bus. Int J Comput Integr Manuf, 14(6):560–569
[4] Fagor Automation Scoop (2007) CNC 8070 Programming Manual. Fagor
[5] Deleure C, Lannoo M (2004) Nanostructures. Theory and Modeling. NanoScience and
Technology series. Springer Verlag
[6] Felser M (2005) Real-time ethernet – Industry prospective. Proceedings of the IEEE,
93:1118–1129
[7] Feng CX, Wang XF (2003) Surface roughness predictive modeling:neural networks versus
regression. IIE Transactions, 35:11–27
[8] Goser K et al. (2004) Nanoelectronics and Nanosystems. Springer Verlag
Fig. 5.23 Seven intelligent functions, by Mazak
®
5 Advanced Controls for New Machining Processes 217
[9] Haber R, Alique A (2003) Intelligent process supervision for predicting tool wear in ma-
chining processes. Journal of Mechatronics, Special Issue on Computational Intelligence in
Mechatronics Systems, 13(8–9):825–849
[10] Haber R, Alique JR (2007) Fuzzy logic-based torque control system for milling process
optimization. IEEE Trans on Systems, Man and Cybernetics, 37 (5):941–950
[11] Haber R et al. (1998) Toward intelligent machining: hierarchical fuzzy control for the end
milling process. IEEE Trans Contr Sys Technol, 6 (2):188–199
[12] Haber R et al. (2007) A classic solution for the control of a high-performance drilling proc-
ess. Intern J of Mach Tool Manufact, 47:2290–2297
[13] HEIDENHAIN (2007) Uniformly Digital. Technical Information. 6+10 Edition. Klartext.
[14] Ji K, Kim WJ (2005) Real-Time Control of Networked Control Systems via Ethernet. Int J
Contr, Automat Syst, 3 (4):591–600
[15] Koren Y (1980) Cross coupled biaxial computer control for manufacturing systems. J of
Dynam Syst Measure Contr, Trans of the ASME 102:265–272
[16] Koren Y, Bollinger JG (1978) Design parameters for sampled data drives for CNC machine
tools. IEEE Trans on Ind Applications IA, 14(3):380–390
[17] Landers RG et al. (2004) A comparison of model-based machining force control ap-
proaches. Intern J of Mach Tool Manufact, 44:733–748
[18] Lee KC, Lee S (2002). Performance evaluation of switched Ethernet for real-time industrial
communications. Computer Standards & Interfaces, 24:411–423
[19] Lian FL et al. (2001) Performance Evaluation of Control Networks: Ethernet, ControleNet,
and DeviceNet. IEEE Control Systems Magazine, 21(1):66–83
[20] Liang SY et al. (2004) Machining process monitoring and control: The state of the art. J of
Manufact Sci Engineer, Trans of the ASME, 126:297–310
[21] Martin D et al. (2008) Design and implementation of a networked monitoring platform
based on CORBA middleware for industrial processes. Future Generation Computer Sys-
tems, in review
[22] Moreno A et al. (2006) SIMUMEK: Un sistema de simulación grafica 3D para operaciones
de mecanizado CNC (in Spanish, System for the graphic simulation of 3D machining opera-
tions). XIV Congreso de Máquinas Herramienta y Tecnologías de Fabricación, 391–403
[23] Neumann P (2004) Communication in Industrial Automation – What Is Going On?
Proceedings of INCOM’04 Salvador Brazil: 1332–1347
[24] Norman et al. (2006) A sophisticated platform for characterization, monitoring and control
of machining. Meas Sci Technol, 17:847–854
[25] Park J et al. (1995) An open architecture real time controller for machining processes. Proc
CRIP, May
[26] Poo AN, Bollinger JG (1974) Digital analog servosystem design for CNC. IEEE Ind Appli
Society, 9th Annual Meeting
[27] Poo AN et al. (1972) Dynamic errors in type 1 contouring systems. IEEE Trans on Ind
Applications IA-8(4):477–484
[28] Pristschow G et al. (2001) Open controller architecture – Past, present and future. Annals of
CIRP, 50(2):463–470
[29] Renton D, Elbestawi MA (2000) High speed servo control of multi-axis machine tools. Inter
J of Mach Tool Manufact, 40:539:559
[30] Sanz R (2003) A CORBA-based architecture for strategic process control. Annual Reviews
in Control 27:15–22
[31] SERCOS Interface Controller (2000) Reference Manual 10/2000
[32] Solis E et al. (2004) A new analytical–experimental method for the identification of stability
lobes in high speed milling. Inter J of Mach Tool Manufact, 44:1591–1597
[33] Song Q, Kasabov N (2006) TWNFI – a transductive neuro-fuzzy inference system with
weighted data normalization for personalized modelling. Neur Netw, 19:1591–1596
[34] Tanenbaum AS (2001) Computer Networks. 3rd ed. Prentice Hall, Upple Saddle River NJ
218 J. Ramón Alique and R. Haber
[35] Tikhon M et al. (2004) NURBS interpolator for constant material removal rate in open NC
machine tools. Inter J of Mach Tool Manufact, 44:237–241
[36] Tomizuka M (1987) Zero phase error tracking algorithm for digital control. J of Dynamic
Systems, Measurement and Control, Trans of the ASME, 109:65–68
[37] Torfs D et al. (1992) Extended bandwidth zero phase error tracking control of nonminimal
phase systems. J of Dynamic Systems, Measurement and Control, Trans of the ASME,
114:347–351
[38] Tsai YH et al. (1999) An in process surface recognition system based on neural networks in
end milling cutting operations. Inter J of Mach Tool Manufact, 39: 583–605
[39] Waser R (2003) Nanoelectronics and Information Technology. Ed. Wiley-VCH
[40] Wecks M, Ye G (1990) Sharp corner tracking using the IKF control strategy. Annals of the
CIRP, 39(1):437–441
[41] Yang TC (2006) Networked Control System: A Brief Survey, Control Theory and Applica-
tions. IEE Proceedings, 153(4):403–412
219 L. N. López de Lacalle, A. Lamikiz, Machine Tools for High Performance Machining,
© Springer 2009
Chapter 6
Machine Tool Performance and Precision
A. Lamikiz, L. N. Lopez de Lacalle and A. Celaya
Abstract This chapter introduces main machine tool design, construction and
testing aspects to achieve high precision on machined parts. Not only the machine
tool but also the machining process itself is a source of errors on parts. Therefore,
a holistic view involving machine and machining is required.
The design of high precision machines involves some basic principles and
methodologies which are presented in depth further on. A key factor is the identi-
fication of error sources, studying their physical causes and relevance to the final
uncertainty. Thus, assembly error, thermal growth, component deformations and
control inaccuracy are described.
Errors in components and subassemblies are propagated along the kinematic
chain of the machine, producing larger positional errors at the tool tip position and
tool axis orientation. The use of homogeneous matrices is introduced as a very
useful tool for estimating error propagation.
Tool deflection and machine deformation caused by cutting forces is another
important error source. Unfortunately deflection is impossible to avoid although
some models are now provided with machining toolpath selector implying mini-
mal cutting forces along error sensitive directions.
After construction and just before the machine tool is delivered to the customer,
the verification of precision and performance must be always performed. A de-
scription of the existing standards and procedures for this are described at the end
of this chapter.
_
_________________________________
A. Lamikiz, L. N. Lopez de Lacalle and A. Celaya
Department of Mechanical Engineering, University of the Basque Country
Faculty of Engineering of Bilbao, c/Alameda de Urquijo s/n, 48013 Bilbao, Spain
{aitzol.lamikiz, norberto.lzlacalle, ainhoa.celaya}@ehu.es
220 A. Lamikiz, L. N. Lopez de Lacalle and A. Celaya
6.1 Introduction and Definitions
On the highly competitive market, machine tool manufacturers must build high
precision machines, while at the same time keeping prices as low as possible.
Machine tool history is irrevocably united to machine tool precision and consequent-
ly to the precision of parts to be produced by them, as shown in Fig. 1.5 in Chap. 1.
The improvement in machine tool precision has greatly helped to increase the
added value of manufactured parts, decreasing the adjusting and finishing opera-
tions when these parts are assembled in complex systems. The final results are
both technical and economic, systems are more and more reliable when machining
tolerances are reduced and at the same time less manual adjusting operations are
required on the final assembly. The explosion motor is a good example. Today,
the reliability of this complex system is much higher than that of car engines of the
past century; their production is absolutely automated using CNC machining cen-
tres, boring and honing machines, automated transfer systems and robotic assisted
assembly. Although, undoubtedly, in twenty years current quality and reliability
will be considered low.
In many applications the need for high precision is simultaneously associated
with its usual contrary requirement, i.e., the need for high productivity rates. And
even low production costs and environmental impact must be considered at the
same time. A good solution where these factors are balanced may be the current
concept of “high performance machining”, where the eco-efficient machine tool is
the basic element. This chapter is mainly focused on the precision concept, how-
ever, it will at all times be considering other aspects.
6.1.1 An Introduction to Precision Machining
Machining cost for a part rises exponentially as the required precision level
increases; this is a widespread belief among many production engineers. However,
this concept of precision, where the cost of the individual part is only considered,
excluding any other considerations, is somewhat obsolete. Following this old idea,
the 20th century criterion for setting production system accuracy level was the
minimum required to avoid part rejection by customers, while at the same time
maintaining item price as low as possible. Extra investments to achieve more
precision were thus considered absolutely superfluous.
However, some authors [12] assess that precision machining can be much more
cost effective than conventional machining if other aspects come into play. Thus,
high precision machining eliminates the need for laborious finishing and adjusting
operations, decreasing the final assembly cost when components are inserted. An
illustrative example is a simple plastic injection element for a vehicle dashboard or
bumper. In most cases these parts are designed for both aerodynamic and aesthetic
functions, so high surface finish requirements (in many cases below 0.1
μm Ra)
6 Machine Tool Performance and Precision 221
are usually required. These parts have to be assembled in a more complex system,
which must meet some dimensional requirements without clearances or overlaps.
In addition, these parts are assembled on mass production manufacturing lines, so
roughness and dimensional tolerance must be kept throughout the entire series.
Different sources of error for this simple plastic injection part can be detected:
• Errors from the plastic injection process: These are related to part contractions
due to the solidification and cooling processes, part defects and scratches due to
the flow of the plastic inside the mould, etc.
• Errors of the plastic injection machine: These relate to misalignment in the
mould setup, thermal deviations and machine deformation due to the mould
closing force.
• Errors of the mould itself: All mould machining errors are directly reproduced
in injected parts. Mould machining must ensure a higher precision than an or-
der of magnitude of the required injected part. This accuracy can be in the
range of 0.05–0.01
mm in the entire mould. Mould errors are derived from
those of machine tools and those originated by the machining process; both
types will be explained in the following sections.
Taking into account the added-value of machined parts and relating it to the
cost of production (as shown in Fig. 6.1), one can observe the production of high-
precision parts may be much more profitable than conventional ones, not only in
terms of strictly economic profit but also market consolidation for the future. As
shown, when precision is near the current maximum, the balance is positive for
machine users. Of course, the cost to achieve the current maximum level of accu-
racy is very high, however this is only required in some special applications for
astronomy, lens production, metrology, physics and other instrumentation device
assemblies; in these applications cost is not the key factor.
Precision
Cost
State of Current
Technology
Added Value
Net added value
increment
Ultra-high
precision parts
High precision
parts
-
-
Fig. 6.1 Relation between precision, part added-value and cost
222 A. Lamikiz, L. N. Lopez de Lacalle and A. Celaya
A typical definition for high precision machining is the production of complex
components with tolerances below 10
(or even 5)
μm. Below these tolerances, the
phrase ultra precision machining is used. Obviously, the term “high precision” is
continuously changing. Today machine tools are all high precision machines if we
compare them with those of twenty years ago, whereas a lot of them would not be
precise if compared with those constructed ten years from now.
Since the 1990s, high precision machining has become an industry in itself, in-
cluding the manufacture of high-precision components for the optical, electronics
or aeronautical industries. The market was about $US 60 million in 2006 and the
estimated growth by 2009 is in the order of $US 100 million (growing 66% in
three years!). Bearing in mind the sectors involved, the major markets are Asia
(Japan, Taiwan, Korea and China), North America (USA and Canada) and Europe.
Moreover, many industries other than the above are demanding precision levels
which are difficult to obtain by traditional machines [11]. Therefore some of the
precision principles and methods are now spreading to sectors such as the automo-
tive or aeronautical industries.
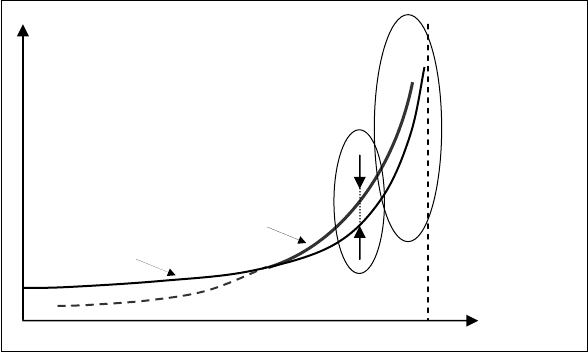
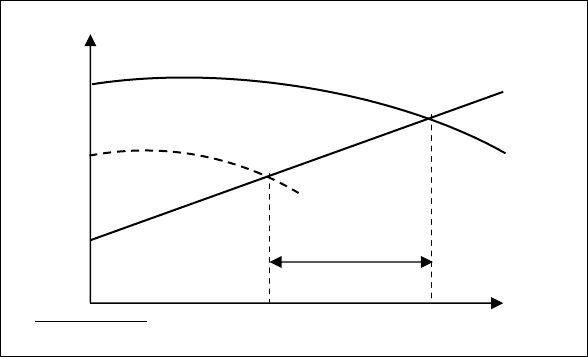
The greater investment for precise machine tools must be analysed considering
the life span of a machine tool [12]. If we consider the required precision for ma-
chined parts increases yearly and machine precision decreases due to clearances,
surface wear, etc., a high precision machine tool life span is longer than a conven-
tional one. In Fig. 6.2 initial machine precision is presented, plus the usual de-
crease thereof. Therefore, the required accuracy of precision machine tools last for
a longer period than that of conventional machine tools.
Precision is in fact a statistical variable. Real conditions introduce a high num-
ber of sources of error, many of them with random effects, which can affect the
precision value [5,
6,
14]. Therefore, there are three basic concepts, which are
introduced in the next subsection.
Years
Precision
Mach. A: High
Precision Machine
New Machine tool
Start of machine sage
Mach. B: Conventional
Machine tool
Required precision o
f
machined parts
Mach B, useful time limit Mach A, useful time limit
Life span
difference between
machine tools
u
Fig. 6.2 Relationship between precision and life span of the machine tool [12]