Lopez de Lacalle L.N., Lamikiz A. Machine Tools for High Performance Machining
Подождите немного. Документ загружается.

5 Advanced Controls for New Machining Processes 183
ally regarded as constant (MISO, multiple input – single output). However, re-
search is currently being done into other input variables that are “easier” to meas-
ure, including cutting torque and the instantaneous power consumed by the spindle
speed motor. A diagram for a self-tuning fuzzy controller for a milling process is
shown in Fig. 5.9 [10], where T
r
is the torque reference value and T
q
is the torque
measured from an open architecture CNC. As can be seen, a MIMO (multiple
input-multiple output) architecture has been adopted here, with two manipulated
variables, Δs and Δf (percentages of the values programmed in the CNC). The
whole control scheme, including a self-tuning mechanism and the fuzzy controller,
is shown in Fig. 5.9. The output-scaling factor (GC) multiplied by the crisp control
action (generated at each sampling instant) provides the final actions that will be
applied to the CNC:
f(k)
=
f(k
–
1)
+
GC Δf(k)
s(k)
=
s(k
–
1)
+
GC Δs(k) (5.18)
5.4.2 The Supervisory Control of the Machining Process:
Merit Variables
As mentioned above, the aim of supervisory control is to ensure the optimum
operational management of the process based on one or more merit variables and
the corresponding established objective function. At this level account must be
taken of all the factors that have not been specifically dealt with and compensated
for in the design of the two lower levels. At this level the merit variables pro-
grammed for each individual case must be used also. Machining strategies can
even be programmed that may change during the machining process for a particu-
lar part. An optimum operation such as this may depend on the tasks to be com-
pleted, such as, for example, rough, semirough or final finishing. In any case, this
higher level should supply the lower levels, in real time, with the cutting condi-
tions and process state variables, such as the cutting forces or torque values that
will in turn establish the references of the relevant controllers located at the proc-
ess level. The following can be used as merit variables: 1) maximising productiv-
ity; 2) minimising tool wear rates; 3) avoiding regenerative chatter; 4) minimising
cost; 5) ensuring surface quality (roughness and surface integrity); and 6) ensuring
dimensional quality. Depending on the machining strategy used, as represented by
a certain objective function, each of these variables must be weighted to a greater
or lesser degree using multi-objective optimisation techniques.
After account has been taken of maximising productivity at the process level,
the most significant functions include minimisation of tool wear rates, the avoid-
ance of regenerative chatter and the guarantee of surface quality. Remember,
nowadays people do not just buy machines, or even optimised processes. They
buy production, that is to say, parts; and ideas such as “right the first time” there-
fore become fundamentally important.
184 J. Ramón Alique and R. Haber
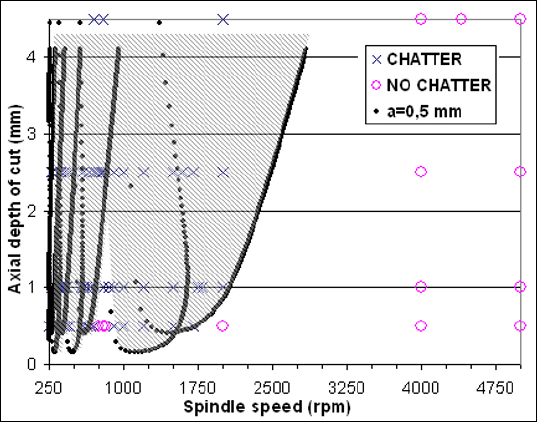
Fig. 5.10 Stability lobes diagram: depth of cut/spindle speed (white: stable zone, grey: chatter
zone). Example of thin-floor machining (1
mm thick) using an axial depth of cut 0.5
mm, per-
formed tests and diagrams at the University of the Basque Country
Merit variables should be controlled at this supervisory level, though the impor-
tance of estimating and predicting some variables must always be borne in mind.
Measuring and predicting these variables will be discussed in Sect. 5.5. This sec-
tion will deal only with some of the ideas concerning automatic control systems.
Current specialist literature uses two kinds of methods to address the issue of
chatter avoidance; this machining problem is described in Sect. 3.5.3. The first is
based on stability lobes diagram (off-line), and the second, on cutting speed modi-
fication (on-line).
Stability lobe diagrams propose two areas on the plane formed by depth of cut
vs spindle speed (Fig. 5.10). The upper area is unstable, while the lower area is
stable. A number of methods have been investigated for identifying the stability
lobe diagrams for a particular machine and a particular tool. In general, the inves-
tigated methods display a lack of precision. There is therefore a tendency to de-
velop analytical and experimental methods in which the transfer functions of exist-
ing systems with multiple degrees of freedom are identified by non-destructive
structural dynamic tests (a piezoelectric hammer). That way the natural frequency,
the stiffness of the mechanical system and the damping factor for each mode of
vibration can be found through experimentation [32].
The most commonly used method for suppressing chatter automatically is to
adjust the spindle speed set point. One heavily used technique is to vary the spin-
dle speed, usually in a sinusoidal manner. While such methodologies may be
promising, their main disadvantage is that there is no theory to support them. No-
body knows how to produce optimum adaptive modulation.
5 Advanced Controls for New Machining Processes 185
Another important function to implement at this supervisory level is monitoring
of the surface roughness process (including surface integrity), with the imposition
of cutting conditions that ensure the desired surface roughness in the final ma-
chined part. An automatic surface roughness control system could be implemented
by using a sensor unit that can predict surface roughness during the process. To do
so, it would be necessary to analyse the factors that affect surface roughness Ra
and modify those values during the process in order to obtain the desired Ra val-
ues. As indicated in Sect. 5.5.3, there is an extensive series of factors that affect
Ra. Of said factors, feed and cutting speed control would seem to be the most
viable industrial solution. Other variables, for example, depth of cut, require the
part program to be rewritten, so they rule out automatic Ra control. By controlling
the emergence of regenerative chatter, feed rate and cutting speed, an effective
automatic control process could be developed for the surface roughness of ma-
chined parts.
5.5 The Sensory System for Machining Processes
As already mentioned, if an “ideal machining unit” is ever achieved, a machining
sensor system will be a key element for identifying how the machine, process and
cutting tool are all behaving. Such sensors plus the post-processing units form
what is identified in Fig. 5.8 as the monitoring units for the machine, the process
and the tool.
The various monitoring strategies are classified as “pre-process”, “in-process”
or “post-process”, depending on the time scale at which monitoring is performed,
and they are divided into off-line and on-line methodologies. Some strategies are
classified on the basis of the ultimate purpose of the monitoring process; these
include tool wear monitoring (TWM), tool condition monitoring (TCM), the
monitoring and the control of machining, surface quality prediction, tool wear
detection (TWD), tool failure detection (TFD), real-time prediction, machine
health monitoring, chatter stability prediction, heat generation and temperature
prediction.
The following points can be made about off-line and on-line methodologies:
Off-line monitoring
• Pre-process. This type of monitoring is based more on an analytical study that
attempts to predict the different parameters that will influence the process. It
may be supported by an analysis of previously monitored results. Basically,
what is necessary for this kind of monitoring is the appropriate IT tools to run
process simulations. However, the initial set-up requires prior measurement (di-
rect measurement) of all the elements or parts whose dimensions are known to
vary. The direct measurement of these elements or parts is usually performed
using instruments such as electronic or optical microscopes, optical cameras,
roughness meters, hardness meters, micrometers, Vernier scales, etc.
186 J. Ramón Alique and R. Haber
• Post-process. Just as measurements must be taken before the process to establish
the initial conditions, the final condition of the elements being studied (mainly
the part and the cutting tool) must also be checked after machining is complete.
On-line monitoring
Machine status monitoring is seen as a maintenance task that is independent of the
actual machining process and prepares the machine for beginning or continuing
the machining process. In this case, the monitoring process will take account of
factors such as the condition of the bearings and gears, the emergence of vibration
in the moving parts (particularly under non-load conditions), the suitability of the
temperature of machine components and the consumption of the drives.
Table 5.1 Measuring instrument type classified by machining signals
Signal
type
Physical
quantity
(sensor type)
Location
Parameter to
process
Measurement
Power Motor shaft,
electric cabinet
Spindle power
Feed shaft power
Cracking and tool
wear
Cutting power/
driving power ratio
Torque
(static,
dynamic)
Table, tool Tool torque Tool wear
Tool fracture
No cutting chip
condition
Thread depth
Distance/
displacement
Force transmission
element
Indirect force meas-
urement
Crack identification
Pressure forces
Force
1–3 axis force
sensor
Area under forces
parallel to dis-
placement axis
Single- or multiple-
axis force
Process identifica-
tion
Acoustic
emission
(AE)
Linked to work
piece. Near signal
source
Proportional cutting-
force signals
High-frequency
energy signals of
cutting process and
tool fracture
Acoustic
emission
(AE) fluid
sensor
Near noisy area Proportional cutting-
force signals
High-frequency
strength waves of
work pieces in
movement or rotat-
ing components, or
materials with very
rough surfaces
Acoustic
emission
Rotating
acoustic
emission
(AE) sensor
Near signal source Proportional cutting-
force signals
High-frequency
energy signals of
cutting process and
tool fracture
5 Advanced Controls for New Machining Processes 187
Table 5.1 (continued)
Signal
type
Physical
quantity
(sensor type)
Location
Parameter to
process
Measurement
Accelero-
meters
Near signal
source: spindle or
work piece
Mechanical vibration
of machine structure in
machining process
Tool wear
Give increase
Collisions
Excess vibrations
in ball bearing
and spindles
Ultrasonic
sensor
Near signal source Ultrasonic-range
vibrations
Tool wear
Give increase
Collisions
Excess
vibrations in ball
bearing
and spindles
Vibration
Laser barrier Perpendicular to
measurement
surface
Tool fracture and wear Thermal
deformations
Work-piece
roughness
Chatter marks
Feed marks
Thermo-
couple
In contact with
work piece
Temperature effect on
wear and machining
process
Temperature
gradient
Tempera-
ture
Thermo-
graphic
camera
Near signal source Temperature effect on
wear and machining
process
Temperature gradi-
ent distribution in
cutting process
Although some in-depth research has already been done in this area, it is not
yet widely applied, and only very simple sensors are being used, generally based
on the application of constant-value upper and lower limits throughout the entire
machining process.
The aim of monitoring the machining process is to detect disturbances or oper-
ating modes that have a negative effect on the process and part quality. Process
monitoring can include all the phenomena that bear any correlation with the sur-
face quality of the part being machined (e.g., vibration), the factors that result in
machine process planning errors (e.g., precision in terms of dimensions) and un-
expected machining conditions (e.g., collisions).
The most appropriate measuring instruments to select depend on process and
computing-power constraints, as well as the variable that is to be monitored, and
these depend in turn on the parameters that are to be estimated. The literature
published in this field suggests the measuring instruments listed in Table 5.1,
depending on the goals and constraints.
188 J. Ramón Alique and R. Haber
5.5.1 Correct Monitoring Conditions
Attempts to develop the appropriate monitoring instrumentation reveal that both
the cutting process and the machine tool have limitations. The most significant are
as follows:
• Spindle speed.
− High-order frequencies caused by mechanical vibrations.
− Appearance of high-order harmonics.
• Bandwidth, sensitivity, impact limit and resonant sensor frequency.
− Bandwidth. A high bandwidth should be considered if the presence of high
main frequencies and high harmonics is suspected.
− Sensitivity. Critical when measuring signal values that are very small but
very significant.
− Impact limit. May not be so sensitive if the equipment does not involve ele-
ments that are subject to direct impact.
− Resonant frequency. This could be considerably affected, depending on the
equipment. Could become saturated unexpectedly early. The possibility of
harmonics appearing above the main frequency increases with the number
of moving parts that come into contact with one another at high relative
speeds.
• Sampling frequency: High main frequencies require high sampling frequencies,
for the acquisition of the largest amount of data possible for each tool cycle.
• Acquisition resolution: This determines the precision with which measurements
are taken. The greater the resolution, the greater the precision.
• Download speed: At high acquisition speeds, the card must be able to
download the data into the memory quickly. The internal memory must be
large enough to be able to store all the data from the sample.
• PC requirements: In real-time monitoring and control, any acquired data must
be processed as rapidly as possible. The PC processing capacity must be such
that it can store the information received on its hard disk before the memory
used for acquisition is entirely used up.
• Platform for communication with the PLC: This must allow the flow of data
between the PC and the PLC (Programmable logic controller) to happen in real
time. This means that the protocol must allow for high data transmission
speeds; communication with the PLC must be as direct as possible, and any in-
termediate delays must be avoided; and finally the operating system must be in
real time in order to guarantee the least possible loss of time in the sending and
receiving of data between remote applications and the monitored system. The
advantage of this type of operating system lies in the way it manages priorities.
In contrast to other systems like Windows™ and Linux, these systems assign
greater priority to the execution of the applications that require it.
5 Advanced Controls for New Machining Processes 189
5.5.2 Machining Characteristics and their Measurement
References [24,
25] have identified and classified the most important features that
must be monitored during machining. Each feature to be monitored can be identi-
fied with one or more measuring parameters. Table 5.2 shows these machining
features and their potential measurement factors, offering an idea of the flexibility
with which one or more features can be monitored.
The function performed by monitoring each feature is shown in Table 5.3 [25].
Each function shown in this table can be performed using off-line and on-line
strategies. Everything related with estimation forms part of the off-line (and, in
this case, pre-process) strategy, while everything related with maintenance forms
part of the on-line, in-process monitoring.
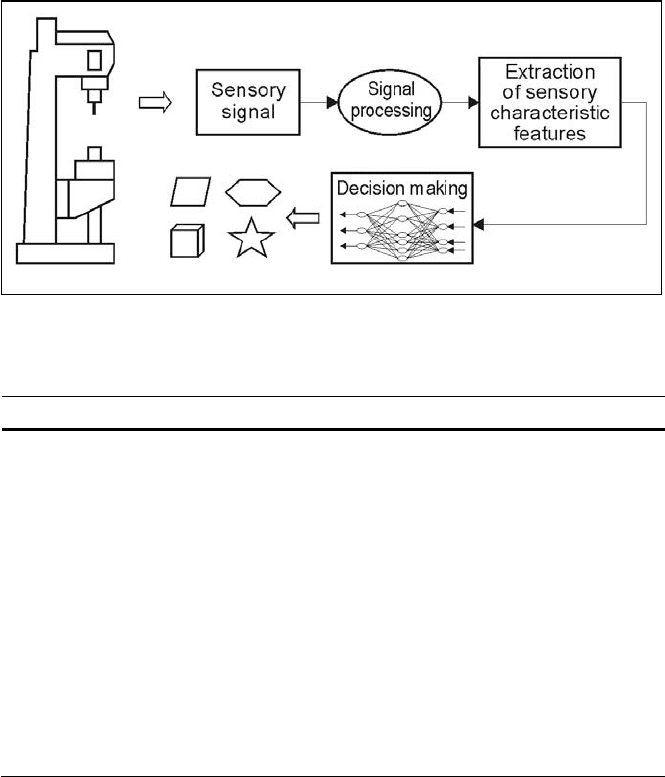
The general structure of a condition monitoring system (CMS) is shown in
Fig. 5.11 [1] and contains the following functional units: 1) sensory signals, 2)
signal processing, 3) extraction of sensory characteristic features, 4) decision mak-
ing and classification, and 5) corrective actions. The aim in practice consists of
selecting a multi-sensor system and ways of processing the resulting signals that
will allow for a decision-making and classification function with minimum levels
of error as regards possible process failures. As Table 5.3 shows, various meas-
urement parameters can be used to evaluate machining characteristics.
Table 5.2 Characterisation of machining and measurement factors
Measurement
parameters
Feature to monitor
Chatter
Cutting
forces
Chip
forming
Cutting
temperature
Tool
wear
Tool
failure
Surface
errors
Cutting depth × × × ×
Spindle speed × × ×
Acoustic emission × × × ×
Cutting force × × × × × ×
Feed vibrations × ×
Feed × × × ×
Tool wear ×
Infrared image ×
Chip contact length ×
Surface finish ×
Part dimension ×
Tool geometry ×
Tool vibrations × ×
Spindle power ×
Tool deflection ×
Cutting speed ×
Cutting temperature
×
190 J. Ramón Alique and R. Haber
Fig. 5.11 The general structure of a condition monitoring system
Table 5.3 Functions associated with the features monitored
Feature Function
Chatter Estimate chatter
Avoid chatter
Suppress chatter
Cutting forces Estimate cutting forces
Maintain specs
Chip formation Estimate formation
Maintain specs
Cutting temperature Estimate temperature
Maintain specs
Tool wear Estimate wear
Maintain specified wear rate
Compensate for wear
Tool failure
Estimate, avoid and detect failure
Surface errors Estimate surface finish and tolerances
Maintain specs
A detailed analysis of tool condition monitoring (TCM) and surface quality
prediction is given in Fig. 5.11, in view of the particular importance of these two
processes.
5.5.3 Two Case Studies
For many years now, a great deal of research has focused on the area of monitor-
ing tool conditions, given that tool failure is the cause of around 20% of machine
down time and tool wear has a clear impact on the quality of the parts produced,
5 Advanced Controls for New Machining Processes 191
their dimensional precision, their surface quality and their surface integrity [9].
Artificial vision techniques have been successful in the laboratory and have given
very precise results. Nevertheless, they have only worked in the laboratory and
always in a post-process context, i.e., when the tool is no longer in contact with
the part. The illumination has turned out to be a highly critical element. The ma-
jority of the developments made in the laboratory have been restricted to 2D
measurements. Few results have been produced in 3D, and these only for crater
wear.
The forces, both static and dynamic, that appear during machining are affected
by tool wear. The radial force component would seem to be the most sensitive to
wear. Sometimes the relationships between forces are utilised. The relationship
between feed force and cutting force would seem to be highly sensitive to wear on
the flank of the tool.
Likewise, during the cutting process, the part undergoes considerable plastic
deformation, which generates acoustic signals (acoustic emissions). These high-
frequency acoustic signals (50
KHz to 1
MHz) are highly sensitive to tool wear.
A strong correlation has been shown between the acoustic emission RMS value
and tool wear. The variance is one of the most sensitive parameters, with the high-
est range being shown at the end of a tool life. These laboratory results have not
yet been put into industrial practice either, due to the lack of sufficient knowledge
about the physical significance of acoustic emission signals and the great sensitiv-
ity of such signals to sensor location.
To date, the operation of almost all systems used to monitor tool condition has
been based on very simple strategies that involve detecting when tool condition
trespasses some specific pre-set limit. These strategies need to be recalibrated
constantly, given the wide variation in the conditions under which machining is
done. Adding greater “intelligence” to the monitoring process, along with the
capacity to adapt to the production process itself, while maintaining a simplicity of
operation for the end user is still the focus of research for many research teams.
From the most recent results reported, it can be concluded that the sensors most
commonly used to monitor tool condition are: 1) acoustic emission sensors,
2) vibration/acceleration sensors, 3) static and dynamic cutting force sensors, and
4) cutting torque sensors. The place where sensors are located on the machine is
an important factor to consider, since the system must, in all cases, be as non-
invasive as possible.
Once the signals received from the sensors have been properly processed, pat-
terns must be extracted, either in the time domain (time series models, e.g., AR,
ARMA) or in the frequency domain. Once patterns have been extracted, the deci-
sion-making process must take place. For this, two types of methods may be used:
statistical/stochastic methods or artificial intelligence (AI) methods. The most
heavily used statistical methods are statistical analysis, time series analysis and
discriminant analysis.
There is currently a wide variety of types of AI methods: 1) fuzzy logic, 2) arti-
ficial neural networks, 3) hybrid systems (e.g., neurofuzzy systems), and 4) prob-
abilistic networks (e.g., Bayesian networks). Neural networks are currently widely
192 J. Ramón Alique and R. Haber
used in research projects, in which both supervised networks (multi-layer percep-
tron, among others) and non-supervised networks are used. The latter are currently
very much in fashion, with networks such as ART (adaptive resonance theory),
KSOM (Kohonen maps) and RBF (radial basis function). All these neural struc-
tures are of the competitive-learning type.
Tool condition has a noticeable effect on surface roughness, surface integrity,
dimensional quality, machine vibration levels and machine performance in gen-
eral. It is therefore important to ensure that these systems not only account for the
fresh/worn dichotomy, but also cover intermediate wear parameters that allow for
the development of more effective, sophisticated tool change strategies.
Surface quality is measured in terms of what is called surface integrity, which
not only describes the topology of a surface but also takes account of its mechani-
cal and metallurgical properties that subsequently play a vital role in terms of
fatigue strength, resistance to corrosion and the part’s service life. Highly sophisti-
cated laboratory techniques are generally used, such as X-ray diffraction and met-
allographic inspection. These are always applied post-process and in all cases cost
both time and money.
Surface topology is represented by the so-called surface texture that measures
several quantities related with the deviations in a part as compared with the nomi-
nal surface. Deviations are classed from first to sixth order, in accordance with
international standards. First- and second-order deviations refer to form (i.e., flat-
ness, circularity, etc.) and to waviness, respectively. Surface roughness refers to
deviation from the nominal surface of the third up to sixth-orders. Ra is the most
widely used parameter to describe surface texture due to its direct influence on
friction, fatigue, electrical and thermal contact resistance, and appearance [20].
Nowadays roughness measurements are taken using modern roughness meters
(profilometers), though their application is restricted to the post-process applica-
tions, with the corresponding inherent problems such as inspection times, the need
for random testing (i.e., not every part produced is tested) and the production of
waste, since the fact that inspection occurs post-process means that waste produc-
tion cannot be avoided, with all that this entails in terms of both cost and the effect
on the environment. At the present time, the quality assurance process involves
two phases. The first uses Taguchi-type methods during the design stage to ensure
the quality of the product being designed. This is a pre-process action, making it
essential to incorporate a second intermediate stage to ensure quality during the
machining process.
Ensuring the surface quality of a part during the machining process is no easy
task. Vision systems have been used which involve measuring reflected light in-
tensity in order to estimate surface roughness. However, the practical results have
as yet not offered much hope, as the measurements obtained have not been very
precise or reliable. Neither sensors based on artificial vision nor sensors based on
acoustic emissions have actually worked on the factory floor. This has made it
essential to develop sensors based on predictive models.
Predictive models can basically be separated into two main categories: models
based on machining theory, which are analytical models that could be termed