Lopez de Lacalle L.N., Lamikiz A. Machine Tools for High Performance Machining
Подождите немного. Документ загружается.

5 Advanced Controls for New Machining Processes 173
ensure a constant material removal rate, keeping a constant cutting load, depend-
ing on the limitations of both tool and machine.
NURBS interpolators offer many advantages over traditional interpolators. The
first is the amount of memory required in the CNC. With a linear interpolator, the
amount of data to be stored in the CNC is very high (all the tool position data
figures), but with a NURBS interpolator all that needs to be stored is the knots,
weights and control points, using sentences such as:
NURBS (KNOT ΔXXX, …, XXX, ΔWEIGHT ΔXXX, …,XXX
ΔCONTROL POINT ΔXXX, YYY, ZZZ,……,XXX, YYY, ZZZ)
This subject shall be continued in Sect. 5.7. In linear interpolators, control er-
rors are associated with fluctuations in the feed rate. Truncation and roundoff
errors can be significant if both high levels of precision and high speeds are
sought. However, fluctuations in the feed rate of a parametric interpolator are
solely due to truncation errors, which are fairly small when using floating-point
calculations. Computation times are clearly much shorter in linear interpolation.
However, this used to be more important in the past, when computers enjoyed less
processing power.
A controller equipped with a linear interpolator instructs the servo system to
track a series of segments. At each joining point, there is a sudden change in the
direction of the tracking speed, forcing acceleration at an infinite rate. Given the
physical limitations of the motors, there are always significant tracking errors at
the joining points between segments. Naturally, acceleration at these joining
points does not reach infinite rates because of the limitations of the motors them-
selves. Nevertheless, they are generally very high, which leads to a high degree of
jerk. The jerk problem does not happen with parametric interpolators, as changes
in direction occur slowly throughout the arc of the curve. As a result, the accelera-
tion and jerk magnitudes are higher for the linear interpolators.
In spite of the unquestionable advantages, NURBS interpolators are not widely
used in the latest generation of CNCs. This is due to the fact that some of the prob-
lems described earlier have now been greatly reduced. Furthermore, a tool trajec-
tory represented using NURBS based on a plane intersection with a NURBS sur-
face is not exact and requires the use of a tolerance factor similar to that used in
chord deviation, which also leads to a lack of precision. In addition, the large
number of blocks that a CNC has to make in a point-to-point representation
(a linear interpolation) is no longer a serious problem for the latest generation of
CNCs, since block processing speeds have increased considerably (from 20
ms,
milliseconds, to less than 1
ms). The reduced memory size required for a NURBS
representation is also no longer a key issue, given the large amount of cheap
memory now available to CNCs, along with the possibility of using networked
connections with high transmission capacities. One important underlying problem
with a NURBS representation of curves and surfaces is that it is not easy to inter-
pret, making it practically impossible for the operator to edit a part program direct-
ly at the machine itself.
174 J. Ramón Alique and R. Haber
5.3.2 The Position Control Servomechanism
This will be a rough sketch of the current state of servomechanisms for control-
ling the position of machine axes, particularly in high speed machining. The
function of an axis controller is to provide the appropriate drive signals to the
actuators (motors) so that the actual position of the axis precisely “tracks” the
required axis reference command provided by the interpolation unit, with the aim
of eliminating any tracking error (position error) for each driving axis. In gen-
eral, each axis on the machine is driven by its own controller and is supposed to
obey the command signal produced by the respective interpolator. There are
basically two types of controllers, the open-loop and the closed-loop. Open-loop
controllers use stepping motors, while closed-loop controllers use a position
sensor (feedback) to provide information about the actual position of the axis at
every point during its motion.
Two basic alternative types of closed-loop position controller can be used. In
the first, which is approximately continuous, there is an external up/down counter
that works as a position error register. Although, due to quantification of the posi-
tion references and position feedback all internal signals are discrete, the fact is
that the system is a quasi-continuous one.
The second alternative involves the use of sampled-data control systems. Al-
though there are a number of potential alternatives, they all work on a sampling
basis with a constant sampling frequency f
s
. In these cases, all information proc-
esses are carried out every T
s
ms, such that position references are updated for
each of the axes every T
s
ms. In the interim, a constant value is maintained. Here
the sampling frequency value f
s
plays a significant role, as shall be seen at a later
point, in quantifying contour errors, and even in helping to stabilise the system,
which could become unstable at high K values in the system open-loop gain.
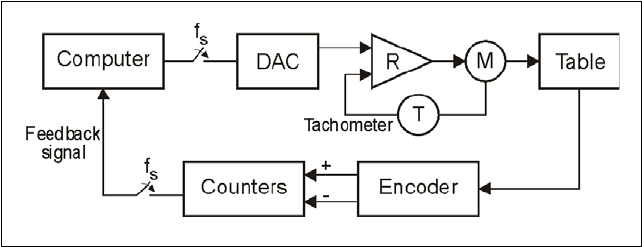
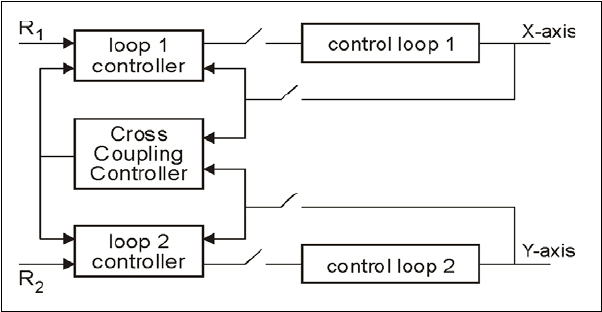
In a sampled-data CNC system, each axis is controlled independently via com-
puter in a closed system. A typical system is shown in Fig. 5.5, where f
s
is the
sampling frequency. In a contouring system with two axes, this structure must be
duplicated, one for the X-axis and the other for the Y-axis.
Fig. 5.5 Typical control loop of a sampled-data type system
5 Advanced Controls for New Machining Processes 175
The most important feature in the performance of contouring systems is the accu-
racy of the overall system, or the system contour error. Contour error is defined as
the distance at any time between the programmed path and the actual path produced
by the machine. The problem of contour error can be seen in linear motion, circular
motion, in the cutting of angles and, in general, in the cutting of any contour.
To improve the performance of a multi-axis servo control system, the following
two approaches can be used:
• tracking-error control
• contouring-error control
5.3.2.1 Tracking-Error Control Systems
With tracking-error control, the system attempts mainly to reduce errors of position-
ing (tracking error) in each axis, though there will also be an indirect reduction of
the contour error. With contouring-error control, the aim is to reduce contour error
by estimating it in real time and using this estimate in the feedback control law.
In order to reduce contour error in straight-line movements, it is essential for
the open-loop gains for both axes to be equal (perfectly matched) and also allo-
cated the highest possible values. According to [27], the contour error in the gen-
eration of straight lines in steady-state mode for a classic control loop is:
e
e
(t)
=
()
2
11
[]
2
yx
Vsin
KK
σ
−
(5.9)
where V is velocity, σ is the angle and K is the open-loop gains for the axes.
So:
e
emax
=
K
K
K
V Δ
2
(5.10)
where:
ΔK
=
K
x
–
K
y
,
K
=
2
yx
KK +
(5.11)
and:
K
x
K
y
2
K
≅
, with
K
KΔ
small (5.12)
It can be concluded that the contour error depends mainly on the unbalance de-
gree ΔK in the open-loop gains for the axes. The unbalance degree is proportional
to the velocity, diminishing in all cases at high K values (average gain value). This
is true even where there are individual axis errors with respect to time.
176 J. Ramón Alique and R. Haber
Theoretically, if K
x
=
K
y
, the contour error is zero, although only during the
steady-state mode. However, in practice there are a number of key issues that are
not taken into account here: friction in the guideways, cutting forces, etc. It should
also be borne in mind that a quasi-continuous system has been assumed for the
foregoing formulae, i.e., T
S
0≅
.
In the case of quasi-continuous systems, it can be demonstrated that the radial
error takes the following form [26]:
224
)
2
()(2)(1
1
1
)(
nnn
r
R
te
ω
ζω
ω
ω
ω
ω
+−+
−=
(5.13)
Where ω is angular velocity, ω
n
is natural frequency and ξ is the damping fac-
tor.
In the case of sampled-data-type systems [16]:
M
R
te
r
−= 1
)(
(5.14)
where
M
is the system response amplitude module or gain.
To continue, after several approximations, the following expression is obtained:
2
2
2
1
2
2
ω
τ
⎟
⎠
⎞
⎜
⎝
⎛
−
+
=
KK
T
R
e
sr
(5.15)
where τ
x
=
τ
y
=
τ (time constant for the motors), K
x
=
K
y
=
K and T
s
, is the sampling
period.
As can be seen, radial error in the steady-state mode depends heavily on angu-
lar velocity ω. The “sampling period” effect can also be seen. Its value has a nega-
tive influence on contour errors. K values need to be as high as possible. Neverthe-
less, due to problems of imbalances in the axis dynamics, contour error is not
eliminated, and elliptical profiles are generated. In the operation of cutting a cor-
ner, if K gain is too low, the system is sluggish, leading to undercutting. If the gain
is too high, the axis overshoots the desired profile, causing overcutting. To obtain
high contouring accuracy, the system should be critically damped, and the system
gains, perfectly matched. Furthermore, reducing the feed rate will reduce the con-
tour error by limiting centripetal acceleration.
However, K values cannot be increased too much in order to try and optimise
the dynamic behaviour of the servo system. Research has been going on for sev-
eral decades into other non-conventional structures for servo controllers. The main
aim has been to develop control algorithms that seek to improve the tracking accu-
racy for each individual axis (minimising axial tracking error).
The first solution proposed was feed-forward controllers. As a general rule,
feed-forward controllers focus on disturbances that are known to affect the process
and can be measured in advance, and they use a model to determine the command
signal required to reduce error. A pioneering contribution came from Tomizuka
5 Advanced Controls for New Machining Processes 177
[36], who developed a zero phase error tracking controller (ZPETC) system to
reduce tracking errors to zero. To do this, he used a feed-forward controller to-
gether with a conventional controller. The controller used the desired future out-
puts to compensate for the delay in the closed-loop transfer function. The ZPETC
utilised (d
+
s) steps ahead in the desired output Y
d
(k
+
d
+
s), where d was the
number of delay steps in the closed-loop transfer function and s was the number of
zeros in the closed loop that were unacceptable for a pole/zero cancellation. As
a technique for cancelling poles/zeros, this strategy failed to eliminate amplitude
error, nor did it take account of the saturation problems typical of feed-forward
controllers. In [37], an improved algorithm called “extended bandwidth ZPETC”
was introduced. This algorithm computes the feed-forward signal in two stages.
For the first it uses the ZPETC algorithm, and then it compensates for the residual
error by adding additional feed-forward signals that repeatedly and gradually re-
duce the tracking error.
To reduce the saturation problem, [40] designed a compensation method for
tracking errors using a filter, which reduced the problem but failed to take account
of the coordinated movement of the axes.
Feed-forward is an open-loop compensation method and therefore does not take
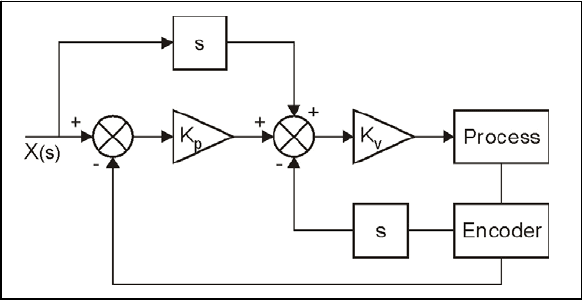
account of contour error when calculating control signals. [29] proposed a new
design for a PD controller that includes a feed-forward velocity loop and takes
advantage of information on current and voltage limits, the process model and
future path information. They demonstrated that the largest source of path error in
perfectly tuned systems is control signals that exceed the velocity or acceleration
capabilities of one or more of the axes. These sources of error can be minimised
by calculating the capabilities of the axes and modifying the feed speed of the tool
so that these limits are never exceeded. The same authors also reported that limits
on velocity and acceleration should never be fixed, but should instead be adapted
to all the system’s capabilities as a whole when planning trajectories. Figure 5.6
shows a diagram of this feed-forward controller for an X-axis.
Fig. 5.6 Feed-forward controller
178 J. Ramón Alique and R. Haber
In order to implement these strategies, it is essential for CNCs to use the look-
ahead technique, evaluating any change in movement in the axes in advance.
When changes in trajectory are confirmed, the control adjusts the feed speed
value, giving the servos sufficient time to accelerate or decelerate in order to
maintain the trajectory. The machine can then make straight line motions, track
corners or make broad curves at the highest feed speed value requested, and the
feed speed will be automatically reduced when the curvature of the trajectory
requires it. Without the look-ahead function, the feed speed value would have to
be programmed for the worst possible case, such as an abrupt change of direction.
The number of blocks to be analysed in advance is a dynamic figure, as it will
vary depending on the contours of the part, the precision requirements and the
characteristics of the machine itself. The slower the machine and the smaller its
acceleration, the greater the number of look-ahead blocks required.
Another way of improving the accuracy of the servo control system is by esti-
mating the real position of the tool (tool centre point). Feeding back information
on the tool centre point will prevent errors due to the flexibility of mechanical
elements between the machine structure and the tool. However, the measurement
elements that could be used to measure the exact position of the tool point are very
complex and expensive, not to mention difficult to implement, making their prac-
tical use unfeasible just yet.
In order to overcome this restriction, work is currently underway [2] to design
strategies for estimating the position occupied by the tool centre point instead of
measuring it using the ruler attached to the machine structure. To this end, mathe-
matical models are being developed of the dynamics between the two points, and
the tool centre point position is being estimated using a status observer based on
a previously identified model. The aim of this predictor will be to estimate inertial
deformations and other externally caused distortions machines are subject to dur-
ing the machining process. The aforementioned work includes an example of this
predictor’s design that factors in the effects of disturbances such as cutting forces
and friction.
5.3.2.2 Contouring-Error Control Systems
The methods seen so far offer significant improvements in each individual axis’ per-
formance, though they do not ensure good overall control of all the machine’s axes,
and that is what will ultimately afford real precision to the machine as
a whole. For real overall precision, as mentioned, contour error has got to be
reduced to a minimum. The first solution was presented by Koren [15], who proposed
a new architecture known as cross-coupling controller (CCC) architecture, which
was constructed between and parallel to the axial control loops. The CCC calcu
lates the contour error in real time and activates a control command to eliminate
the error. The CCC system estimates the point in the desired trajectory that is near-
est the plant position and uses this to determine the error for each axis. This error
signal is subsequently used, in combination with others, to control the coordinated
5 Advanced Controls for New Machining Processes 179
position. The operation of a CCC is based on providing corrections proportional not
only to the individual axial errors but also to the contour error. One problem with
CCCs is that they do not work to compensate future trajectory changes. They do not
provide for actions to reduce speeds, for example, at corners or any other obstacle
that could require more deceleration than one of the axes is capable of providing.
The recommendation, therefore, is to use CCC strategies in combination with some
kind of feed rate planning. Figure 5.7 shows the basic structure of a CCC.
In addition, other control algorithms, such as repetitive control, predictive con-
trol, adaptive control and optimum control, have been developed with the aim of
improving contouring performance in new machine tools, particularly in new
high-speed machining processes. The use of PC-based CNC systems has furnished
the necessary computing power. The ultimate aim will be to machine parts with
maximum levels of both surface accuracy (e.g., surface roughness) and dimen-
sional accuracy.
5.4 Advanced CNCs: Multi-level Hierarchical Control
When designing systems that could lead to the development of an ideal machining
unit, it would seem clear that the kind of performance sought cannot be achieved
using the machine-level control structure described above. As already mentioned,
a hierarchical control system would make the process more predictable at the lower
control levels and would therefore reduce the complexity of the control scheme
required. Intuitively, it would seem useful to distinguish between at least three hier-
archical levels: the machine level, the process level and the supervisory level.
Machine-level control is intended to optimise the dynamic behaviour of the ma-
chine tool itself. Process-level control is aimed at increasing productivity by maxi-
mising the technological parameters that are subject to constraints (permissible work
Fig.
5.7 Basic structure of a CCC controller
180 J. Ramón Alique and R. Haber
space). The aim of supervisory-level control is to manage the process in the best
possible way on the basis of an established objective function. This is, of course, not
the only potential scheme for a hierarchical control system, but it is the one that we
feel is the most intuitive. This new hierarchical architecture must include a powerful
monitoring system that can monitor the machining process, the condition of the
machine (machine condition) and the condition of the cutting tool (tool condition,
which, while forming part of the process, will be dealt with separately due to its
particular characteristics and huge importance).
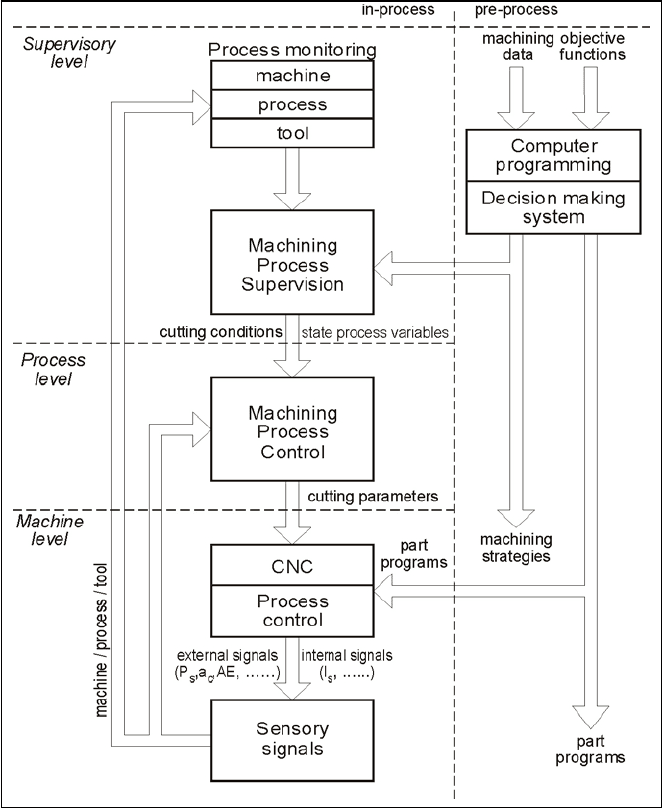
Fig. 5.8 Multi-level hierarchical system for the automation of machining processes
5 Advanced Controls for New Machining Processes 181
This proposed architecture would work as an “in-process” (on-line) system. It
would also be necessary to provide the whole system with a powerful program-
ming support unit that should include both geometric and, in particular, process
simulators. This unit would operate “pre-process” (off-line) and would be respon-
sible for supplying each machining unit with the relevant optimised part programs
(G-code) and the machining strategies designed for the different stages in the
machining of each part (including rough and end machining).
Accordingly, one possible structure for an advanced control system for a high
speed, high performance machining process is illustrated in Fig. 5.8. It shows the
three horizontal control levels described above and the two vertical levels, one of
them pre-process and the other one in-process [11].
5.4.1 The Control of the Machining Process
The aim is to increase productivity by maximising technological parameters, par-
ticularly feed speeds and cutting speeds, subject to the actual limitations of the
machine itself. At this process level, current research is focused on the control of
variables that directly affect machine productivity, particularly cutting forces and
torque. Designing systems to control these variables is no easy task because of the
process variations, which are always of the variable-gain type and cause perform-
ance degradation and even stability problems. Fixed-gain controllers cannot be
used, so adaptive control techniques must be employed. Different adaptive control
techniques have been used for many years, such as variable gain methods with
explicit parameter estimation. While these techniques have not been abandoned,
the main thrust of today’s research is directed towards the use of reference models
and robust control techniques. These strategies always incorporate, in one way or
another, a cutting force/torque model that, once calculated, is used to design an
adaptive controller. In practice, however, teach-in techniques are still being used,
particularly in the implementation of the AFC (adaptive feed rate control) function
in some of today’s CNCs.
The specialist literature contains different reference models in addition to the
classic variable gain model. The kinds of controllers that use a reference model
can be divided into five different techniques: linearisation controllers, logarithmic
transformation controllers, non-linear controllers, adaptive controllers and robust
controllers. Reference [17] contains a complete study of them all, with an analysis
(by both simulation and experiment) of the transient response and stability robust-
ness of all these systems.
Cutting force controllers, which are an AFC function in some current CNCs,
begin with the customary representation of cutting force F:
F
=
k d
β
s
γ
f
α
(5.16)
where k is the process gain, d is the depth of cut, s is the cutting speed, f is the feed
and α,β, and γ are the coefficients that describe the non-linear relationships be-
182 J. Ramón Alique and R. Haber
tween F and cutting parameters d, s and f. Typically, the control variable is the
feed, so the force process gain is therefore:
θ
=
k d
β
s
γ
(5.17)
which, as one can see, is variable and directly dependent on s and d.
Although these adaptive control strategies are not yet fully integrated into the
control process, they at least seem to give some ideas for use in industrial envi-
ronments. In the production of single parts, the cutting tools, parts and fluids are
changed continuously, meaning that it is not economically viable to apply refer-
ence models. As a result, the best solution might be variable gain controllers with
explicit parameter estimation. In mass-production environments, where opera-
tional characteristics remain constant, a logarithmic transformation controller
could be a good solution, as it is the least sensitive to parameter variations and
model uncertainties. In batch production, where work is done with a specific range
of operational characteristics, the robust controller offers the best results, as it
guarantees certain properties over a specific range of operational conditions. The
robustness of these controllers is a highly valued characteristic in production proc-
esses such as these [17].
Given that uncertainty and incomplete information are inherent features of ma-
chining processes, artificial intelligence (AI) could offer some credible solutions,
with the design of controllers based on AI techniques (fuzzy logic, neural net-
works and genetic algorithms). At present, artificial neural networks (ANNs) and
fuzzy logic (FL) are probably the most widely used AI techniques in the identifi-
cation (model production) and design of control systems. Feed-forward networks
and particularly multi-layer perceptron networks are what are most frequently
used in non-linear control. Furthermore, by using FL, human knowledge can be
incorporated into the control system, expressed in qualitative terms (rule bases).
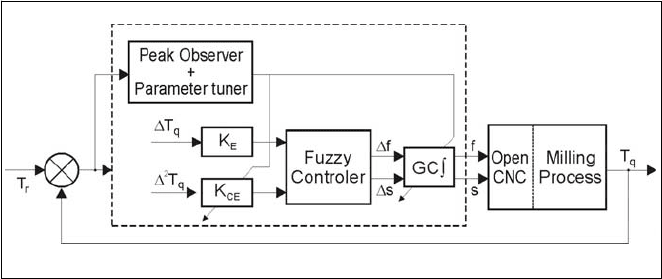
In the particular case of fuzzy controllers, the input variables used are usually
cutting force error, ΔF, and the change in cutting force error, Δ
2
F. The manipu-
lated variable is usually the machine feed rate, f, while the cutting speed is gener-
Fig. 5.9 Scheme of self-tuning fuzzy controller applied to the milling process