Lopez de Lacalle L.N., Lamikiz A. Machine Tools for High Performance Machining
Подождите немного. Документ загружается.

6 Machine Tool Performance and Precision 223
6.1.2 Basic Definitions: Accuracy, Repeatability and Resolution
Let’s take the following example. The diameter of one specific hole must be
measured along a part series. The measured hole diameter is to be compared with
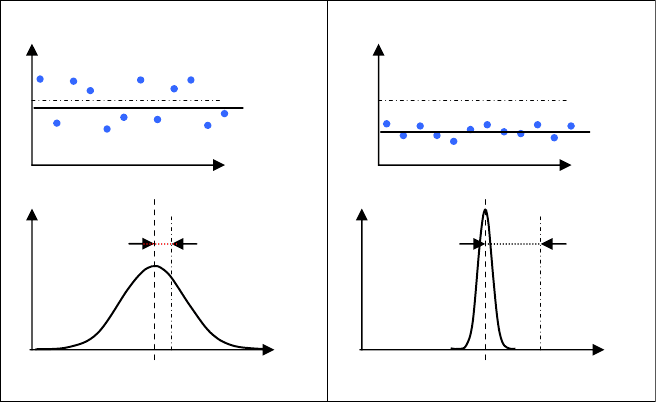
the nominal value. Two possible results of the measurement are presented in
Fig. 6.3. At the top of the figure, measurement values are represented, at the
bottom the statistical function of the density is calculated
The first case implies a high “accuracy” and low “repeatability” set of measure-
ments. Each measure presents deviation with respect to the nominal value; how-
ever, the mean value of the measurement is very close to the nominal value. In this
case the machining process presents a high accuracy, but a very high dispersion
too.
On the other hand, the second case represents a series of measurements whose
deviation of the mean value from the nominal value is higher. However, all meas-
urements present very close values to this mean value or, in other words, the dis-
persion of the measurements is much lower. It is therefore a case with lower “ac-
curacy” but higher “repeatability”.
After this example the concept of precision, and the difference among accu-
racy, repeatability and resolution must be highlighted:
• Accuracy is the difference between actual and nominal values. It is also re-
ferred to as “error”. Statistically the accuracy is measured by the mean meas-
ured value.
• Repeatability is the range of deviation for the same position value due to a ran-
dom source of errors. Some references refer to the repeatability as precision.
Measurements
Hole diameter
Nominal value
Mean value
Case 1: High precision,
low repeatability
Measurements
Hole diameter
Nominal value
Mean value
Case 2: Low precision,
high repeatability
Mean value
Nominal value
A
ccurac
y
Frequency
Mean value
Nominal value
A
ccuracy
Hole diameter
Hole diameter
Frequency
Fig. 6.3 Two extreme cases of precision and repeatability values
224 A. Lamikiz, L. N. Lopez de Lacalle and A. Celaya
However, in a general sense, precision makes reference to a qualitative aspect,
including both accuracy and repeatability
• Resolution is the smallest magnitude that can be detected with guarantee for
a measurement device. Therefore it should be about one order of magnitude be-
low the accuracy of the machine where measurement devices are installed. To-
day resolution is not a problem for machine precision, since for example, cur-
rent machining centres incorporate 0.1
μm resolution linear encoders to close
the axis position loops; to close the feed drives loops up to 16 millions of
pulses per revolution encoders to ensure an absolute close speed control. With
these figures, the machine tool accuracy and repeatability (measuring the devia-
tion at the tool tip position) are higher than the resolution.
The concept of uncertainty (U), as the maximum expected error of a measured
value, is also important. Experience has shown that measuring the same magnitude
over and over with the same instrument and under the same conditions results in diffe-
rent values. Therefore, it is evident every measurement contains an undetermined
error, which is not always the same. The uncertainty is referred to as the maximum
expectable error in a measurement with a probability factor, so uncertainty marks
a range of error with a given probability. Thus, if a set of different measurements re-
sults in a mean value of x, it can be ensured the “true value” of the measured magnitude
is within the interval x
±
kU with a determined probability (usually 95%, being k
=
2).
It is important to remember the Slocum [17] cite of Bryan’s observation (Bryan
is an outstanding metrologist technician of Livermore National Laboratory), which
says machine tool deviations depend on a series of factors (the design itself, exter-
nal/internal forces, thermal variations, …) and the probabilistic definition of the
uncertainty is in fact a mathematical tool which helps to understand and evaluate
a problem which may be too complex or simply unpredictable.
6.1.3 Historical Remarks and the State of the Art
One of the first references to a high precision machine is the boring machine
designed and patented by John Wilkinson in 1774, cited in the first chapter of this
book. This mechanical machine was capable of boring holes with a 1,250
mm
diameter to an approximate error of 1
mm. It was a giant step at the time, and
many references attribute the spread of the steam engine to Wilkinson, because the
correct sealing of the cylinder would not have been possible without the precision
of his boring machine. To make a rapid comparison, the piston/cylinder clearance
of a modern motorcycle engine is now about 1.5–2
μm.
The history of machine tools is the precision history of machine tools, and
should be remembered as related in Chap. 1. Since Wilkinson’s patent, many fac-
tors have introduced precision improvement in machine tools. Most of them were
mechanical, until the CNC introduction at the end of the 1950s that became gener-
alized in the 1970s. This device has improved the precision interpolation from the
order of 0.1
mm in the 1970s up to 0.01
μm in 2007.
6 Machine Tool Performance and Precision 225
To build precision machines depends not only on one single advance but also
on several techniques throughout the entire machine life and use. Starting from the
design, machine tool structural parts are today designed taking into account sev-
eral phenomena, such as elastic deformations caused by external forces or gravity,
the possible wear of moving parts, and the appearance of thermal errors or ma-
chine responses to external factors [7].
Moreover, in addition to achieving the maximum precision of each machine
tool element separately, specific techniques for the manufacture and assembly of
linear guides have been introduced. For example, ultra-high precision machine
tool companies, estimate at more than 400 hours the work of scraping the linear
guides on every machine to ensure the straightness and squareness of each axis.
However, precision is required by a lot of machine tool manufacturers. Therefore
the modularisation, the interchangeability of parts and easy maintenance must be
also associated with precision. For these reason, nowadays the use of linear rolling
guides coming just assembled and preloaded from the supplier makes the repeat-
ability of machine assembly operations easier. Hence, with rolling guides higher
precision is offered in general to the machine tool manufacturers.
The design of high precision machines requires the application of fundamental
principles [5, 12], followed by the use of estimation utilities for the error budget
[17]. On the other hand, spatial formulation can be introduced to define the propa-
gation of errors along the kinematic chain. The result of the application of these
principles and tools has been the increase in precision from 100
μm to 1
μm in the
last thirty years, as shown in the first chapter, in Fig. 1.4.
Regarding the machine tool verification, Prof. Schlesinger in 1930 defined
specification and tests for the acceptance of machine tools by users. Since then,
several researchers, technicians, companies and standardisation groups worked
and are working to specify metrological procedures and tests to evaluate machine
tool precision (see Sect. 6.4)
Three associations promote the spread of knowledge regarding precision and its
transfer to companies in three continents. The eldest in Japan since 1933 is the
JSPE (Japanese Society of Precision Engineers). In the USA the ASPE (American
Society of Precision Engineers) has existed since 1986, and the European
EUSPEN (European Society of Precision engineers) completes the picture of pre-
cision in the world. Engineers interested in metrology, machine construction, pre-
cision devices and micro manufacturing interchange experiences through these
societies. Of course those societies focused on manufacturing in several countries
have also precision as a very important topic.
6.2 Basic Design Principles and an Error Budget
One of the most difficult but paramount machine design stages is the error budget
estimation of a machine, prior to construction. The error budget is an engineering
design tool that allows an a priori evaluation of the uncertainty of a complex system.
226 A. Lamikiz, L. N. Lopez de Lacalle and A. Celaya
Estimation begins with each simple error, which must be described and quanti-
fied, being followed with their combination to produce a total error value for the
machine tool. The main advantage from calculating the error budget is to be able
to evaluate the relative relevance of each source of error on the total resulting
error. The direct consequence is that efforts will be focused on those with more
weight in the global uncertainty. Designers and assemblers will try to reduce them
or if that is not possible, to take them into consideration when the CNC equipment
is adapted to the machine.
This section introduces the main concepts involved when an error budget is car-
ried out. The first step is logically to identify and understand the major sources of
error of the design, assembly, verification and use of a machine tool. Along with this
task, the main principles which inspire all precision designs are kept in mind. It is
difficult to establish whether principles are prior or subsequent to analysing the error
sources. Engineering principles are based on the conceptual description of mechani-
cal solutions, nevertheless, they also consider the most common sources of error and
their relative importance. For this reason we are presenting the sources first.
6.2.1 Sources of Errors in Machine Tools
The main uncertainty sources in the design and construction of machine tools are
categorised as follows [17, 13]:
• Geometric and kinematic errors: these come from the mechanical imperfec-
tions such as misalignments of axes, slideways degradation and the wear of
joints and couplings. These directly affect the relative position between tool
and workpiece, producing both dimensional and shape errors on workpieces.
The border to define an error as geometric or kinematic is diffuse. The machin-
ing accuracy achieved by complex machines (such as five-axis machine tools)
is generally inferior to that of conventional ones. In three-axis machining cen-
tres error propagation is basically linear. Otherwise, in machines with rotary
axes the error propagation along the machine kinematic chain is not linear. Er-
rors between moveable machine elements directly affect the final dimensions of
the workpiece and its shape.
Many researchers have investigated geometric errors for 3-axis machine
tools. For example, Nawara [13] has formulated the error of machine tools from
21 simple error components, proposing an error prediction and compensation
algorithm. In addition to this work, there are lots of references which develop
models to estimate geometrical error, implementing compensation algorithms
in the CNC [16, 20]. Uncertainty in position of machine slides, gear backlash,
couplings clearance, etc., is also included in this group.
The more complex the system, the more kinematic errors in the machine.
This is one reason why high precision machines present very simple structures
with minimum constraints; constraints increase system stiffness although they
6 Machine Tool Performance and Precision 227
introduce a lot of uncertainty and require special care at the assembly stage to
prevent misalignment and other hyper-static effects.
• Thermal errors: thermal errors have a complex non-linear nature which makes
them difficult to handle. The main causes of thermal distortions are the varia-
tion of workshop temperature (for example between winter and summer, morn-
ing and afternoon), the local heating due to feed and main spindle motors, or
chip heaps.
• Stiffness error and errors addressed to the deflection of cutting tools: machine
tools are not perfectly rigid. Therefore the weight of structural components on
one side and cutting forces on the other, cause large errors which are highly
dependent on the machine tool position. On the other hand, cutting forces can
cause important errors addressed to the deflection of cutting tools. As an illus-
trative figure, errors derived from tool deflection in ball-end finishing proc-
esses can exceed 40
μm [12]. These errors will be studied in depth in the next
section.
Those mentioned above are the known sources. Their consequences are com-
plex, but techniques to evaluate them or compensate their effects have being de-
veloped. Unfortunately in real cases there are also unknown sources, which can
only be handed considering a maximum level of uncertainty.
6.2.2 Error Budget Estimation
In this section, typical error budgets for a conventional 3-axis high speed machin-
ing centre and an ultraprecision 3-axis micromilling centre are presented. Budgets
must include all the elements affecting the final accuracy of the workpiece, i.e.,
machine errors (geometric errors, positioning error, etc.), machining process errors
(tool runout, deflection, vibration, etc.) and errors derived from auxiliary equip-
ment (the workpiece setup).
6.2.2.1 Machine Tool Errors
This section covers machine construction errors, errors due to the wear of parts
and error due to non-optimal control of each drive unit.
• Guideway positioning error: The compensation applied by the NC reduces this
error basically to the repeatability of the movement of each slide. For conven-
tional high speed milling centres, the usual resolution of linear scales is below
1
μm whereas the resolution of ultraprecision micro milling centres is below
0.01
µm. These resolution values are the minimum slide positioning error;
however the following errors must be added to obtain the uncertainty value of
each guideway.
228 A. Lamikiz, L. N. Lopez de Lacalle and A. Celaya
• Uncertainty of the reference position. The “machine origin” or “machine zero
point” is a fixed point set by the machine tool builder. Any tool movement is
measured from this point. The CNC always remembers the tool distances from
the machine origin. The associate error to this action is related with the repeat-
ability of the set of the machine zero point. This is only applicable when the
machine is switched on and off, when the machine must go to its origin point
(the so-called “zeroing the slides”). This value is about 3–5
μm for a conven-
tional milling centre and 0.5
μm for an ultraprecision one.
• Thermal expansion. This is highly dependent on the machine tool internal heat
sources (drives, friction on nuts, etc.) and temperature variations of the working
room. A typical uncertainty value for conventional machine tools can be 5
μm.
These errors for micro milling centres are below 0.5
μm due to the careful iso-
lation of thermal sources in these machines.
• Effect of reversal of linear movements. Position measured values are different
when the slide goes forward or backward. The sums of these errors are close to
3
μm on conventional machine tools and 0.1
µm for ultraprecision ones.
• Angular errors: The machine sliding units suffers rolling, yaw and pitch ef-
fects. The typical angular errors can be up to ±5
arcsecs/100
mm in milling cen-
tres and under ±3
arcsecs/100
mm in ultraprecision machines. On the other
hand, the effect of angular errors on position and straightness depends linearly
on the distance to the reference point. This length is directly related to machine
size, e.g., 750–1000
mm for a small conventional milling machine and in the
range of 10
mm for micro milling centres.
Applying the propagation of errors, the estimated uncertainty for a linear
movement would be in the range of 12
μm for conventional machines and 0.25
µm
for ultraprecision machines. This estimation includes the mechanical construction
of the machine; however other uncertainties must be also considered. These are:
• Machine trajectory errors: This error source is negligible in micromilling be-
cause at the fastest machining feed rates (50
mm/min) the machine moves so
slowly that following error with regard to the set point is minimal, even without
feed-forward control installed. On the contrary, for a high speed milling centre
with an average CNC, the deviation between programmed and real trajectory
can be up to 5
μm due to CNC following errors in sharp trajectory deviations.
• Errors in the spindle, including the spindle-shank, shank-collet and collet-tool
interfaces: Precision spindles guarantee runout errors of 1
µm in the spindle
nose; however this error is magnified by the spindle-shank interface, the shank
itself, the collet or toolholder, the toolholder-tool interface and the tool itself.
The shanks and collets available on the market include simple-precision sets,
with runout errors of around 10
µm, and super-precision toolholders used in ul-
traprecision machine tools, with runout errors of just 3
µm. The lack of tool
concentricity depends on tool perfection but mostly on the correct arrangement
and clamping of the tool into the collet. Today, thermal shrinking toolholders
are the most accurate for conventional scale machines; usually the runout
measured at the tool tip is under 5
microns.
6 Machine Tool Performance and Precision 229
6.2.2.2 Machining Process Errors
The main sources of uncertainness deriving from the machining process are tool
deflection, tool wear and vibration of the machine, tool or part. In more detail:
• Tool deflection: a tool can bend considerably under the action of the cutting
forces. For conventional milling, this value basically depends on the rigidity
of the tool used, being given by the relationship between its length and dia-
meter. An order of magnitude of error in the machined surface is 25–30
μm
[15], considering a slender finishing endmill (∅6
mm and 60
mm length) and
applying finishing conditions on steel. In the worst cases errors could be
higher than 90
μm. On the other scale, typical parameters for micromilling
cause cutting forces of around 30–100
mN, which can lead to 3
μm tool
deflection.
• Tool wear: wear increases the cutting forces and produces a variation of tool
dimensions, with the consequent loss of accuracy. The corner radii of straight
endmills and turning inserts become more rounded due to wear, and therefore
either the tool diameter or the length becomes smaller than the nominal figure.
Furthermore, ball-end milling tools lose their initial radius, especially when
very hard materials are machined, as in the milling of tempered steels hard-
ened to more than 50 HRC.
• Vibration: two types of vibration are common when machining. The first are the
force vibrations due to the tooth passing frequency. Thus, if the natural fre-
quency of the machine, tool or workpiece is near the characteristic frequency of
the cutting force a high dynamic amplification happens. Second, autoexcited re-
generative vibrations (chatter) can produce relative tool-part displacement
higher than 100
μm; chatter is prevented with a good selection of spindle speed
and chip section, as explained in Chap. 3. Vibrations are considered an un-
certainty source only if they are impossible to eliminate with good machining
expertise.
6.2.2.3 Auxiliary Alignment Systems and the Reference Set-up
Errors originating in the workpiece positioning and the subsequent “zero refer-
ence” setup do not affect workpiece precision if all operations are going to be
done on a single machine with a single tool-holder. Errors in setup appear when
workpieces are transferred between machines, or different tools are applied; then
this is a very important error source. As a matter of fact, this is one of the main
reasons for using the new multi-task machines cited in Chap. 1.
Nevertheless, there are workpiece alignment systems on the market (Erowa
®
,
Hirschmann
®
, Dock-lock
®
, etc.) that ensure positioning repeatability below 3
µm.
Thus, this error should be added to the expected repeatability of the machine tool
position.
230 A. Lamikiz, L. N. Lopez de Lacalle and A. Celaya
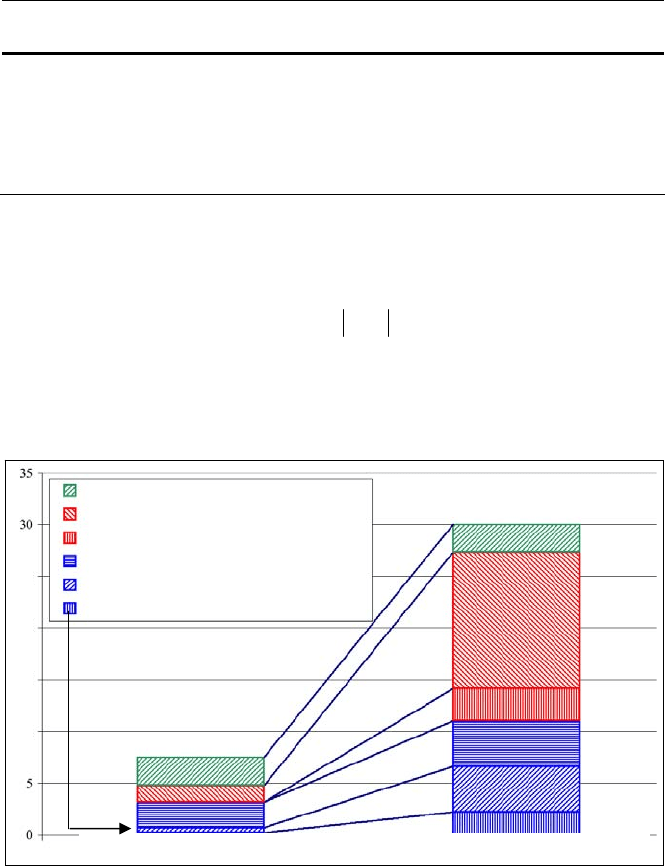
6.2.2.4 The Total Error Budget
After the above figures, common values for uncertainty estimated for a conven-
tional and a micromilling machine are collected in Table 6.1.
Table 6.1 Uncertainties for an ultra-precision centre and a conventional machining centre
High speed machining
centre
Ultra-precision micro-
milling centre
Uncertainty in machine position 02.50
μm 0.13
µm
Uncertainty in thermal expansion 05.00
μm Less than 0.50
μm
Uncertainty in tool-holder displacement 05.00
μm 2.20
µm
Uncertainty in trajectory errors 03.50
μm –
Uncertainty in tool due to deflection 15.00
μm 1.50
µm
Uncertainty due to workpiece alignment 03.00
μm 2.50
µm
The combined standard uncertainty (u
c
) and, thus, the expanded uncertainty (U)
are calculated respectively as:
()
∑
=
=
N
i
ic
xuu
1
2
2
(6.1)
c
uU ⋅= 2
(6.2)
Uncertainty due to workpiece alignment
Uncertainty in tool due to deflection
Uncertainty in trajectory errors
Uncertainty in tool-holder displacement
Uncertainty in thermal expansion
Uncertainty in machine tool position
Ultraprecision Micromilling Centre High Speed Milling Centre
Uncertaint
y(
microns
)
Fig. 6.4 Ultra-precision and conventional machine centre error budgets. The legend is in the
same order as the columns
6 Machine Tool Performance and Precision 231
For a conventional high speed machining centre, uncertainty values can be
around 30
μm. On the other hand, the global uncertainty for ultraprecision ma-
chine tools (in one set-up) is 5.5
µm, but if the alignment and reference errors are
considered, uncertainty grows to 7.5
µm. In Fig. 6.4, the relevance of each source
of error can be observed as the result of the error budget calculation.
6.2.3 Basic Principles for Precision Machine Design
After the analysis of error sources and calculation of the combined standard uncer-
tainty (Eq. 6.1), some basic principles are deduced as a guide to minimise the
positioning error and achieve the required levels of accuracy. In most cases these
are common sense, easy to understand principles. However, the real and practical
implementation of these principles is sometimes very complex.
Nakazawa [12] and Slocum [17] provide basic guides to establish the design
and construction principles for precision in machine tools and other devices. Some
of them are briefly explained in the following lines.
6.2.3.1 The Machine Tool Structure
Some principles should be applied to optimise machine tool structure. Thus, the
functional principle states that independent frames are highly recommended in
order to split the errors of each element. On the other hand, machines must be
designed starting from the basic requirements, rather than improving old designs
or adding new components, which is the base of the total design principle.
Another basic rule is the principle of compliance, which is directly related to
the machine tool structure stiffness. The stiffness must be as high as possible,
thinking not only in general terms but in local areas that will withstand great
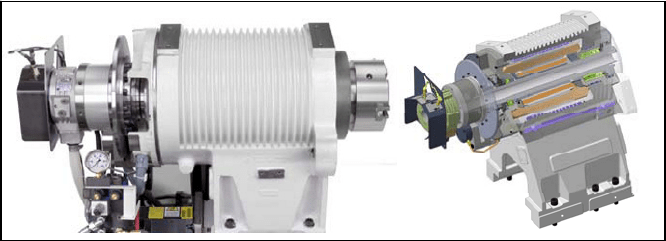
forces. Figure 6.5 presents an example of the total design principle and the princi-
Fig. 6.5 Total design principle: built-in motor embedded in a lathe spindle, by CMZ Machinery
Group
®
. The spindle is refrigerated with oil
232 A. Lamikiz, L. N. Lopez de Lacalle and A. Celaya
ple of compliance. There, a new turning spindle designed specifically for high
precision operation is presented.
Finally, the principle of minimisation of heat deformation refers to one of the main
problems in the design of new machine tools. If possible, the machine structure
should present a symmetric design, where the compensation of thermal deformations
is easier. The heat sources of the machine (the main spindles, drives, etc.) should be as
far as possible from the working zone and it is highly recommended to design cooling
systems to avoid thermal gradients, as is the case shown in Fig. 6.5.
6.2.3.2 The Kinematic Design Principle and Smooth Motion
Whenever possible, the machine should present minimal constraints in joints,
slides or other element interfaces. A kinematic design [17] prevents deformations
induced by internal constraints and allows isolating sensitive elements from the
influence of dimensionally changing supports and/or manufacturing tolerances.
Kinematic design provides exactly the right number of independent, well-condi-
tioned constraints maintained by appropriate closure forces to ensure the desired
degrees of freedom between two rigid bodies.
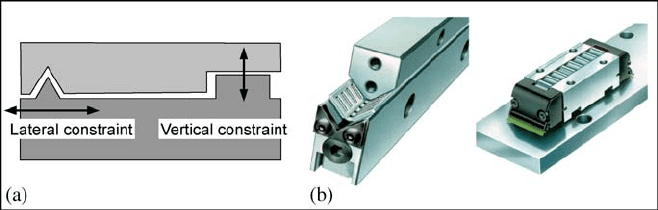
In Fig. 6.6 an example of kinematic design for a linear axis table is shown.
The guides are designed to allow motion in one direction and to constrain the
possible displacements in all the other directions. To insert the minimum con-
straints, two different shape guides are introduced. The first one is a V-shaped
linear guide, which constrains the lateral displacements of the table. The second is
a flat guide which constrains only the vertical motion of the table, to increase the
stiffness in that direction. If two identical linear guides with constraints in both
lateral and vertical directions were introduced, the system would be overcon-
strained and therefore imperfections of the guides and assemblies could lead to
deformations of the elements. In the kinematic design, imperfections are absorbed
by the joints of the system, without additional loads. As a general rule, point
constraints are less problematic than surface and line contact.
The principle of smooth motion states that guiding mechanisms should present
minimum friction to achieve smooth motions. Friction between sliding compo-
Fig. 6.6 a Semi kinematic design of a linear axis. b Details of V and flat linear guiding systems
of INA – FAG
®