Lopez de Lacalle L.N., Lamikiz A. Machine Tools for High Performance Machining
Подождите немного. Документ загружается.

102 G. Quintana, J. de Ciurana and F. J. Campa
a shrink-fit chuck for the same spindle, a Step-Tec
®
HUCS 230-S-40-9/24-
4FMMS, the conclusion is that the hydraulic is the most rigid one, followed by the
conical, the cylindrical collet and the shrink-fit chuck; see Fig. 3.21.
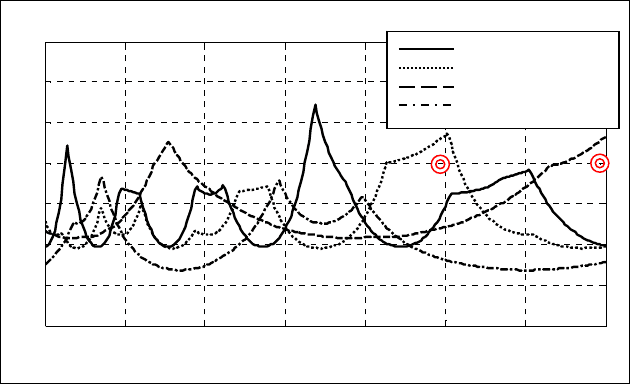
The stability lobes calculated for aluminium machining reveal that the hydrau-
lic chuck theoretically reaches the most productive conditions with a spindle with
a maximum speed of 24,000
rpm; see Fig. 3.22. However, if the user has a spindle
that can only reach 20,000
rpm, it is the power collet chuck that is the most pro-
ductive. Another critical factor to take into account is the balancing. The tests
performed with these toolholders revealed that the hydraulic toolholder could not
run above 20,000
rpm due to balancing problems, so the power collet chuck was
selected as the most productive one for that tool.
3.4.4 The Drawbar
The drawbar mechanism must hold the toolholder within the spindle during ma-
chining operations without balance problems. This system basically works with
a mechanical chuck and a spring-loaded mechanism. The retaining force that the
drawbar exerts at high rotational speeds has to be enough to ensure the stiffness
of the coupling. On the other hand, the expulsive force used to eject the tool
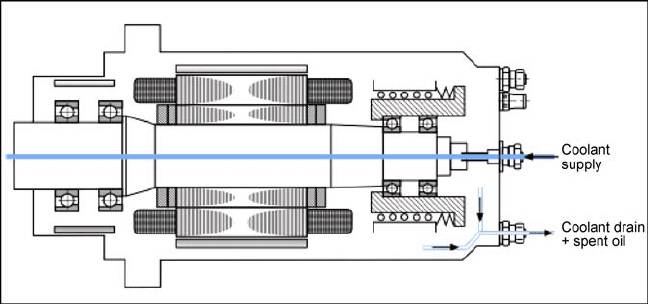
must not lead to any load on the bearings. Finally, coolant through spindle sys-
tems are able to convey the cutting fluid through the shaft to the tool; see
Fig. 3.23.
1 1.2 1.4 1.6 1.8 2 2.2 2.4
x 10
4
0
2.5
5
7.5
10
12.5
15
Regimen de giro (rpm)
Profundidad radial=16mm
pinza conica
pinza cilindrica
hidraulico
termico
Axial depth of cut (mm)
collet chuck
power collet chuck
hydraulic chuck
shrink fit chuck
Spindle speed (rpm)
-
Fig. 3.22 Full radial immersion stability lobes for four different toolholders with the same tool
in the same spindle. Circles indicate the best cutting conditions for the hydraulic chuck and the
power collet chuck
3 Machine Tool Spindles 103
Fig. 3.23 Coolant through the shaft with gap seal, by GMN
®
3.4.5 The Shaft
The spindle shaft is responsible for transmitting the power generated in the mo-
tor to the tool, and locates the drawbar and tooling system as well as the en-
coder. The main characteristics that define the behaviour of the shaft are the
length and the diameter. Typically, the machining process excites bending modes
of the shaft; therefore, in order to avoid dynamic problems, the first natural fre-
quency of the shaft, which depends strongly on the length and the diameter, must
be above the maximum speed of the spindle. High speed milling spindles are
usually designed to have a maximum speed of 50% of the first natural frequency
[28]. Hence, the shorter the shaft and the larger the diameter, the higher the natu-
ral frequency will be, although large diameters also mean large bearings that
limit the maximum working speed.
Finally, it is important to bear in mind the thermal expansion of the shaft.
During the machining, the temperature increases in the interior of the spindle
thus provoking thermal expansion. Due to its length (the longer the shaft the
bigger the expansion) the shaft may be in large part to blame for any imprecision
in the machined end product as a result of excessive heating.
3.4.6 The Sensors
The technology of sensors has advanced greatly in the last ten years (see Table 5.1
in Chap. 5 for a full view). Sensors are now used to register more than the posi-
tions of the tool clamp system or the spindle speed. At present, sensors are used to
monitor and control spindle behaviour and diagnose possible anomalies during
operation that may affect the spindle integrity.
104 G. Quintana, J. de Ciurana and F. J. Campa
For example, high resolution encoders provide feedback to control the real
spindle speed as well as angular position, so the spindle full power capacity can be
utilised. The resolution of the encoder determines the precision of the calculation
of the position and speed, so the greater the encoder resolution, the more precise is
the information received to perform the vector control of the speed. Accurate rota-
tion is achieved in operations that require high torque at low speeds, without fluc-
tuation of the speed. Shafts can be positioned within 0.001 degrees, so an oriented
spindle stop to change tools or C-axis operations as thread cutting are possible.
Also, quick acceleration and deceleration times are allowed. A more in-depth view
of the use of encoders in machine tools is provided in Sect. 6.2.3.
Accelerometers are usually placed near the bearings to test the balancing state,
and to measure unbalances and resonances that may damage the spindle. The vi-
bration patterns are registered and visualized for process optimisation and spindle
life estimation. Thermocouples and thermistors are used to measure temperatures
of the motor, front and rear bearings, the housing, etc. Displacements sensors
measure the shaft axial displacement. Sensors for cutting forces and torque meas-
urement are placed for process monitoring.
Monitoring and diagnosis of the condition of the spindle and the operation helps
to increase the service life. The trend appears to point to a future in which machine
tools will be able to diagnose the spindle condition during the manufacturing proc-
ess, correct balancing problems, and take decisions that will reduce imperfections
and errors to ensure the quality of the workpiece and the good working order of the
machine. For example, there are machine tools available that use the temperature
sensors information to compensate the thermal expansion of the spindle. AMBs are
not only being used as bearings but also can work as sensors to measure vibrations
and cutting forces and as actuators for active damping purposes.
3.4.7 The Housing
The housing supports and locates the bearings, the shaft, and in the case of elec-
trospindles, also the motor. It has to provide the following elements:
• A circuit for the cooling of the motor: In electrospindles, the heat generated
by the motor, as explained in Sect. 3.5.4, negatively affects the accuracy of
the spindle, so a cooling circuit around it becomes essential.
• Pressurised air circuit: Usually, pressurised air is introduced into the spindle in
order to seal it from pollution.
• Lubricating circuit for the bearings: Used when the bearings are lubricated
using an oil-air solution.
• Cutting fluid circuit: Some spindles provide cutting fluid, not only through the
spindle shaft, but also through the housing which has several nozzles in the
nose pointing at the tool tip.
• Locations for sensors and corresponding wirings.
3 Machine Tool Spindles 105
3.5 Spindle Properties and Performance
For a machine tool manufacturer and for end users, machine tool spindles are
selected according to their features. Here we will explain the main features of
spindles and how the mechanical and thermal loads affect their performance.
3.5.1 Spindle Power and Torque versus Spindle Speed Curves
In this section we present the characteristics of spindles in terms of spindle power
and torque with respect to spindle speed. Usually, this relationship is expressed
using the power/torque curves for the spindles of the machine tools. This informa-
tion is provided by the machine tool manufacturers in their catalogues as it defines
the performance and efficiency of the spindle.
Two spindle power torque curves can be usually found: the constant torque curve
and the “knee-type” curve. In constant torque spindles, horsepower increases linearly
along the whole speed range. However, despite them providing torque at high speeds,
the maximum torque available is lower than those provided by knee-type spindles. In
these spindles, torque remains constant up to a point, the knee, where it starts decreas-
ing. Meanwhile, power increases linearly up to the knee and then remains constant.
These spindles accommodate well the use of large and small diameter tools. Small-
diameter tools require high speed spindles in order to offer acceptable feed rates
given that, due to their shape and size, feed per tooth rates are necessarily small.
These tools do not need high torque to operate and in any case, compared to larger-
diameter tools, they would not be able to support high torque because of their size. On
the other hand, large-diameter tools require higher torque but do not need such high
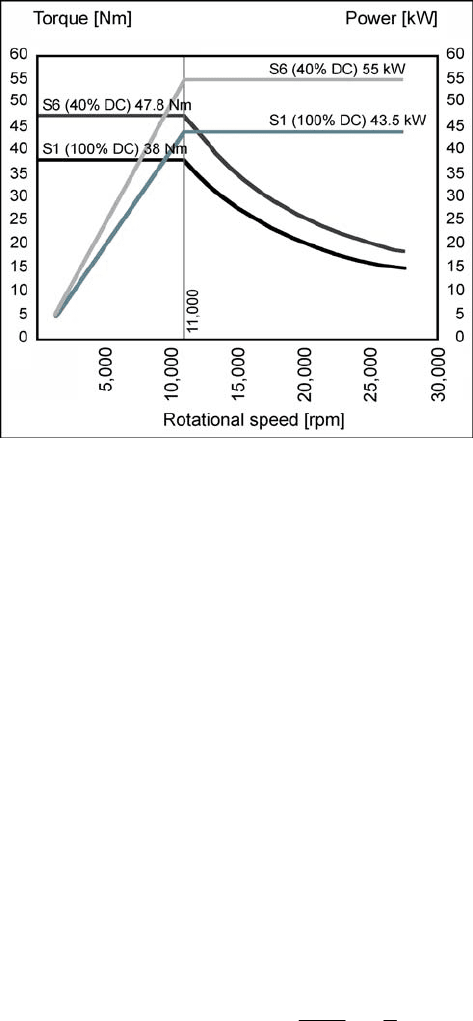
spindle speeds as the small-diameter tools. Figure 3.24 shows the power curves (kW)
and torque (Nm) with respect to the rotational speed (rpm) for the spindle of a high-
speed Deckel Maho
®
“105
V linear” milling machine.
Factors such as operating times and load must be taken into account in order
to quantify the power that the machine can supply. The service class (S1 up to
S9) is defined by the set of operation conditions, including the periods of idle
running and rest, to which the machine is subjected. The types of service are
defined in the standards IEC34-1and VDE 0530 part 1. The most commons ones
are S1 and S6:
• S1, Continuous service: continuous operation of the machine, i.e., operating at
constant load for enough time to reach a thermal balance.
• S6, Continuous service with intermittent load: sequence of identical operating
cycles, consisting of a period with a constant load and a period of idle running.
No rest periods. It is indicated by the relative duration of the load period as
a percentage of the whole operating cycle; for example, S6 30% is 45 minutes.
The operating cycle is 10 minutes long if no value is given (thus, S6 30% indi-
cates a load period of 3 minutes and a no-load period of 7 minutes).
106 G. Quintana, J. de Ciurana and F. J. Campa
Fig. 3.24 Spindle power and torque curves of a Deckel Maho
®
“105
V linear”
When evaluating power and torque requirements, it is important to consider
a) the range of speeds for which the machine tool is intended, b) the cutting tools
that are to be used, c) the shape and precision requirements and d) the material of
the pieces that are to be manufactured.
3.5.2 The Stiffness
The static behaviour of the spindle is related to the tool tip deflection under the
action of cutting forces. Really the spindle is a hyperstatic beam supported on the
front bearings (usually two angular ball bearings in a DF arrangement) and the
rear bearing (usually an angular ball or cylindrical roller bearing). Bearings are
inserted into the housing, so the stiffness of the spindle is related to the housing,
which will be added to that of the headstock itself.
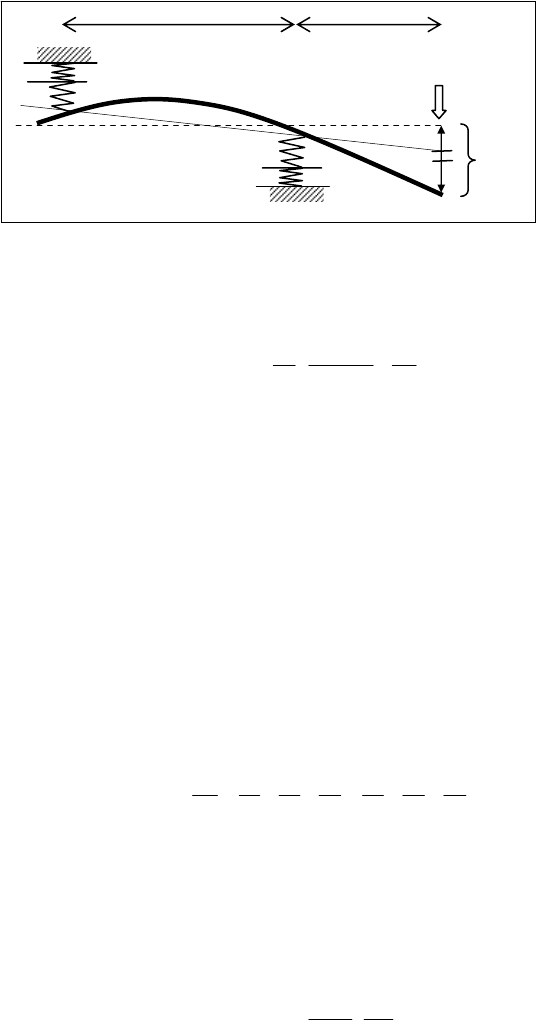
The total deflection is the sum of three effects, a) those derived from the deflec-
tion of the beam, b) those derived from the flexibility of bearings, and finally c)
those derived from the flexibility of the bearing accommodation into the housing
[24]. Assuming the simplification of constant section for the spindle and a short
tool, the tool tip displacement due to spindle flexibility is (see also Fig. 3.25):
2
1
3
⎛⎞
=+
⎜⎟
⎝⎠
s
F
ba a
I
Eb
δ
(3.6)
3 Machine Tool Spindles 107
On the other hand, the displacement due to bearing flexibility is:
22
2
()
b
F
R
F
ab a
kk
b
δ
⎛⎞
+
=+
⎜⎟
⎜⎟
⎝⎠
(3.7)
Where k
F
is the radial stiffness of the front bearing and k
R
is the radial stiffness
of the rear bearing, which are also determined by the bearings preload. At the view
of this equation, the stiffness of the front bearing is more important than that of the
rear bearing. Moreover, the reaction force in this support is higher that in the rear
bearing. Therefore, selecting this bearing and the preload is a key point in the
design of all types of spindles.
Finally, the stiffness of the housing is difficult to calculate with a simple model,
instead with FEM a fine value can be obtained. The displacement at the tool tip
δ
st
due to spindle system flexibility is obtained adding the previously calculated
equation:
s
tsbh
δδδδ
=++ (3.8)
All of them are directly proportional to the acting force F, therefore the final
spindle system stiffness k
st
measured at the tool tip is:
1111
s
bh
st s b h
kkkkFFF
δδδ
=++=++ (3.9)
Other elements that add flexibility are:
• In milling, the toolholder and tool, and the interfaces of the toolholder fitted
onto the spindle and the tool fitted into the toolholder. A useful model for
studying tool deflection is that in which the tool is regarded as a cylindrical
cantilever beam. Tool tip deflection then conforms to the equation:
3
4
64
3
H
tt
L
F
E
D
δ
π
= (3.10)
G
b
G
h
G
s
G
K
R
K
F
K
hR
K
hF
b
a
F
Fig. 3.25 The three components of flexibility, displacements at the tool tip
108 G. Quintana, J. de Ciurana and F. J. Campa
Thus, it can be seen in Eq. 3.10 that tool deflection in the static model is
a function of the following three parameters, E is the Young’s modulus for the
tool material, L
H
3
/D
4
is the tool slenderness parameter. D is the equivalent tool
diameter (the tool is not a cylindrical beam) and L
H
is the overhang length. F is
the cutting force perpendicular to the tool axis. In [15] a complete study of the
stiffness of machine, tool, and couplings between toolholder and spindle and
tool and toolholder is explained.
• In turning or cylindrical grinding, the flexibility of the workpiece. Really the
workpiece clamped in the chuck is a prolongation of the spindle with a flexible
internal link (the chuck itself). If the part is short with a large diameter, the
chuck usually clamps it sufficiently and the tailstock can be used to increase the
stiffness. If the part is long or very slender the use of “steady rests’” is recom-
mended, as seen in Chap. 1, Fig. 1.30 in the case of heavy-duty lathes.
3.5.3 Dynamic Behaviour and Vibrations
Vibrations in milling appear due to the lack of dynamic stiffness of some compo-
nent of the machine tool-tool-workpiece system. They can be divided into two
main groups: forced and self-excited vibrations. The former vibration type, sup-
posing that the tool and spindle subsystem is well balanced and supported in
a milling machine on an isolating foundation, is due to the variable chip thickness
and the interrupted nature of the process. This means that they are always present.
Therefore, to prevent damaging the tool and/or spindle, the vibration level must be
maintained under a threshold value. Another source of forced vibration is the use
of inadequate or misbalanced tools. As previously mentioned, high frequency
spindles have the maximum speed limited below the critical speed, but the use of
inadequate tools can shift the critical speed near the operating speed range with
disastrous consequences.
Regarding the latter type, the most common self-excited vibration in milling is
the “regenerative chatter”. Huge efforts have been made to understand, predict and
avoid this kind of vibration since the beginnings of the 20th century and especially
during the last twenty years [2,
5,
7,
9,
17,
18,
27]. Since milling is an intrinsically
interrupted cutting operation, vibrations always appear, and therefore the cutting
edge leaves waviness in the surface material. The difference of phase between the
current cutting edge vibration and the waviness produced in the previous pass,
results in a variable chip thickness and a highly variable cutting force; this excites
structural modes of the machine, the spindle-toolholder-tool and the workpiece
system. If a component of this system lacks dynamic stiffness or damping, dis-
placements and forces become higher at each tooth pass and the process becomes
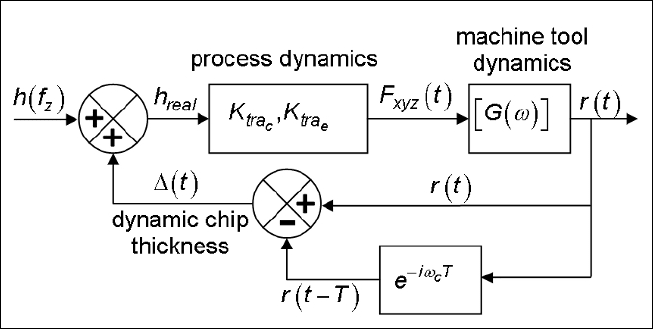
unstable. The relation between forces and displacements was well summarized by
Merrit [11], proposing a regenerative loop similar to Fig. 3.26.
Chatter vibration can be completely prevented calculating the “stability lobes”
diagrams. These diagrams indicate the limiting chatter-free axial depth of cut at each
3 Machine Tool Spindles 109
spindle speed for a given radial depth of cut. Therefore, they graph the borderline
between stable and unstable cases, which is composed of several lobe-shape curves.
The traditional approach throughout the 20th century was that chatter in milling
was a steel roughing problem, affecting machine tool structural low frequency
modes from approximately 15 to 200
Hz. The cutting speeds derived from the
machine and tool technology available in those years implied that high frequency
modes were not excited.
However, at the end of this century, high speed machining at rotation speeds
ranging from 15,000 to 40,000
rpm became possible, and as consequence chatter
began to appear at higher frequencies, between 500 and 2,500
Hz (Fig. 3.27). In
high speed machining local modes of the spindle-toolholder-tool subsystem are
excited because the tooth passing frequency is high above the modal frequencies
of the machine structure. The consequences of the high-frequency chatter are bad
surface roughness and tool life reduction, but particularly problematic is the spin-
dle bearings damage. A broken tool can be easily substituted, and a mark in the
workpiece can be corrected, but the cost of repairing a broken spindle is high and
means delays in production. Hence, some companies buy an additional spindle for
replacement while damaged ones are repaired.
To prevent the high-frequency chatter, the stability lobes diagram (Fig. 3.27)
suggests machining at even higher speeds, at which the stability areas between
lobes are wider. Hence, not only a higher productivity is achieved but also chatter
vibrations are eliminated. This means that spindle designers should not only en-
sure a static but also a dynamic stiffness at high rotational speeds. However, spin-
dle stiffness is complicated to estimate in the design stage, although recent ad-
vances in modelling have made it possible.
Estimating the dynamic stiffness allows the stability lobes to be calculated un-
der working conditions prior to spindle manufacturing. Thus, spindle models
make it possible to observe the effect of changes in the design on the spindle
Fig. 3.26 Block diagram of the chatter loop
110 G. Quintana, J. de Ciurana and F. J. Campa
performance. In this section, some basic concepts regarding the estimation of the
spindle dynamic properties are presented, followed by the current methods to
calculate the lobes diagrams.
3.5.3.1 The Spindle Dynamics
This section deals with the identification of the dynamics of spindles with angular
contact ball bearings. The dynamic stiffness at the tool tip, where the cutting forces
are located, is the sum of the stiffness of all the elements of the system, i.e., the
tool, the toolholder, the shaft, the bearings, the housing, and the mechanical joints
between them; the machine is not included because of its lower natural frequencies
(see the previous subsection). On the other hand, the spindle rotation introduces
forces that change the stiffness of both the bearings and the shaft, thus modifying
the “0
rpm dynamic response” at the tool tip.
10
2
10
3
0
0.5
1
1.5
2
2.5
x 10
-6
Frequency(Hz)
Amplitude (m/N)
0.5 1 1.5 2 2.5 3 3.5 4
x 10
4
0
5
10
15
Spindle Speed (rpm)
Depth of Cut (mm)
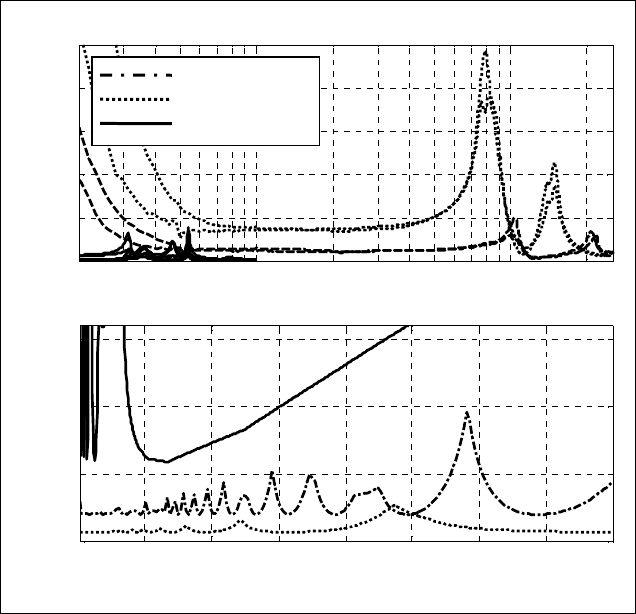
End mill O/D=4:1
End mill O/D=7:1
Machine-tool
Fig. 3.27 Frequency response functions and corresponding stability lobes of a machine-tool
structure and end mills with an overhang/diameter ratio (O/D) of 4:1 and 7:1
3 Machine Tool Spindles 111
The variation of the spindle dynamics is the superposition of the mechanical
and thermal phenomena [1,
8,
14,
16,
19]. When the spindle does not rotate, the
contact angle of balls with the inner and outer raceways are defined by the ge-
ometry and kinematics of the bearing to avoid the balls pivoting in the races, and
to ensure the axial and radial preload of the balls with the raceways. When the
spindle starts rotating, two additional loads proportional to the rotational speed
act on the balls, the centrifugal force and an induced gyroscopic moment; both
affect the initial preload. The centrifugal force reduces the initial preload and
slightly changes the kinematics of the bearing, varying the contact angles, and
thus decreasing the bearing and spindle stiffness.
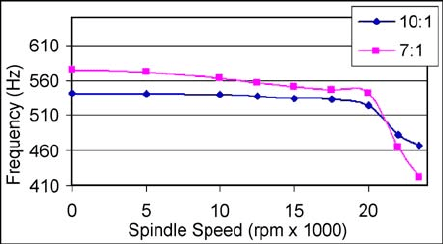
On the other hand, the contact force in the ball-raceway interface varies due to
the cutting forces and the thermal gradient between the inner and outer raceways
of the bearing at high speeds. For example, Fig. 3.28 shows the evolution of the
measured frequency of the first mode for a tool with an overhang-diameter ratio of
10:1 and 7:1, clamped on a collet chuck toolholder HSK63 fitted onto the Step-
Tec
®
Hucs 230-S-40-9/24-4FMMS spindle.
At the same time, a gyroscopic moment acts on the shaft due to the high rotat-
ing speed, which splits the modal frequencies in two, therefore changing the tool
tip frequency response.
The experimental measurement of the real FRF at the tool tip when the spindle
runs at high speeds becomes very complex. To avoid it, one approach is the mod-
elling of the whole spindle-toolholder-tool system dynamics [8,
14,
16,
19]. Nowa-
days, there are models developed such as the ISBAP
®
by Purdue University and
commercial solutions available like the Spindle Pro module™ of CutPro
®
software
or the SPA™ by Metalmax
®
[12,
25,
26].
The substructures coupling techniques allow the dynamics of the spindle and
the tool to be studied separately and then combined to obtain the system global
response. Consequently, once the spindle dynamics have been studied theoreti-
cally or experimentally, it is possible to estimate the response at the tool tip for
different tools. Given the importance of both the tool diameter and the overhang
on the dynamic behaviour, these techniques are very interesting for machine tool
Fig. 3.28 First modal frequency variation on two tools with a different overhang-diameter ratio