Lopez de Lacalle L.N., Lamikiz A. Machine Tools for High Performance Machining
Подождите немного. Документ загружается.

4 New Developments in Drives and Tables 133
When the necessary preload is average, a single nut can be used in which the
pitch of the thread has been modified to a single intermediate thread of the nut.
Thus, the balls only make contact at two points.
The most effective method for providing an average-high and well-controlled
preload consists in using two nuts between which a separator is intercalated, whose
thickness determines the preload force. In Fig. 4.3, the two nuts are clamped.
When the screw is subject to forces, the preload on one of the sides of the nut
increases and is reduced on the other. It can be demonstrated that the preload is
lost when the force applied is 2.83 times the value of this [3]. In general, this situa-
tion should be avoided because, in addition to the gap, it generates a premature
wear and tear of the balls.
The preload increases the wear and tear and heat generation. For this reason,
the preload is limited to approximately 12% of the dynamic load capacity, with
a normal value being between 6% and 8%.
4.2.1.2 Types of Recirculation
The recirculation of balls can be carried out either through an internal deflector or,
otherwise, through an exterior tube. Whenever possible, it is preferable to use the
deflector through an exterior tube, due to the fact that it generates less noise, heat
and wear and tear. In spite of this, the diameter of the nut with exterior recircula-
tion is larger, which conditions its use in certain designs. Figure 4.3 shows differ-
ent types of ball recirculation.
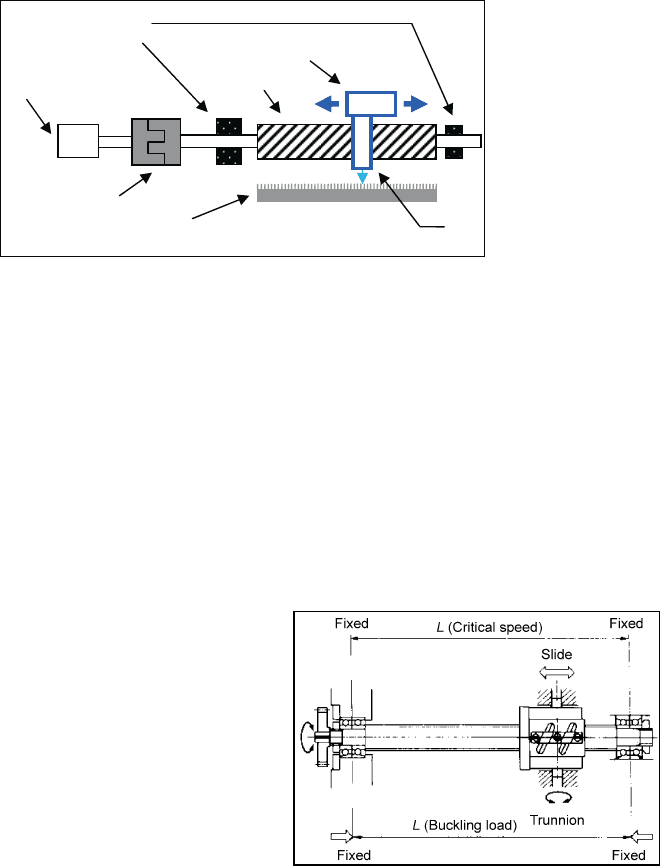
4.2.1.3 Critical Speed and Deflection
When the screw turns, the main limiter of the maximum allowable speed is the
“whip” phenomenon. This involves the instability which occurs when the turning
speed of the screw is the same as the bending frequency. This frequency depends
on the diameter of the screw, the unsupported length and the type of supports. In
practice, the turning speed of the screw is maintained under 80% of the calculated
limit value. The critical turning speed can be determined by:
60
2
2
2
⋅
⋅
⋅
⋅⋅
=
S
IE
L
N
cr
ρπ
λ
(4.1)
where:
N
cr
: critical speed (rpm)
E:Young modulus
I: Section inertia
S: Section area
ρ
: density
L: unsupported length

134 A. Olarra, I. Ruiz de Argandoña and L. Uriarte
Table 4.1 Critical speed function of the type of supports
Type of supports
λ
N
cr
Fixed-fixed 4.730 221·d/L
2
Fixed-supported 3.927 152·d/L
2
Fixed-free 1.875 034·d/L
2
The factor
λ
depends on the type of supports used (see Table 4.1). In the fol-
lowing table, the allowable speed (rpm) of a screw is shown, limited to 80% of the
critical speed, according to the diameter (mm), the unsupported length (m) and
type of supports.
A possibility for increasing the critical speed of a screw is through the use of
“rests”. In this manner, the distance between the supports is reduced such that the
bending frequency of the screw increases substantially. As the slide moves, the
rests have to automatically withdraw to prevent colliding with the nut. In practice,
the use of rests is quite complicated and not widespread.
Another aspect to consider when long screws of more than 4 or 5 metres in
length are used is the deflection they acquire due to their own weight. It is desir-
able that the deflection does not exceed 1
mm, in order to avoid important radial
stress on the nut which give rise to an accelerated wear and tear of the drive. The
rests also help to reduce deflection when long screws are used.
4.2.1.4 The Preload
The heat generated during the operation, mainly due to the friction torque between
the screw and the nut, results in a temperature rise of both components. A tem-
perature rise between 5ºC and 10ºC is usual. If the screw is embedded at both
ends, the expansion due to the temperature rise may result in buckling which dras-
tically affects the performance of the drive. To avoid this buckling, the screw is
usually preloaded to compensate for the estimated expansion.
4.2.1.5 The d·N Value and Lubrication
Another limiting factor related to the speed is the sliding of the balls within the
roller races. This condition may occur when due to the high acceleration of these,
the necessary forces to guarantee rolling cannot be transmitted. Usually, this is
quantified through the d·N product value. This is the product of the diameter (mm)
and turning speed (rpm) of the screw. An average value for the leadscrews nor-
mally used in machine tools is 125,000
mm·rpm. The allowable value increases
when exterior recirculation is used or lubrication is carried out either with oil or
oil-air instead of grease. The use of a small-diameter ball or ceramic balls also
helps to increase the allowable d·N value. Exceeding the allowed value results in
an accelerated wear and tear of the ball screw.
4 New Developments in Drives and Tables 135
The processes which require positioning with short movements, in the neigh-
bourhood of a few millimetres or less than one millimetre, may give rise to accel-
erated wear and tear of the screw due to the difficulty in lubricating the work area.
In this case, special attention should be given to the type of lubrication used.
4.2.1.6 The Load Capacity and Life
Two load capacities are distinguished. On the one part, the static load capacity
(C0) is that which generates a permanent deformation of 0.01% of the rotating
elements. Operation under this condition should be avoided in order to prevent
noise and a premature wear and tear of the drive. For machine tool applications it
is necessary to apply a high safety factor to prevent permanent damage in the
drive. When the forces to which the drive will be submitted are known, an appro-
priate safety factor is 2.5. This coefficient should be higher when the forces are
not known with certainty, or when the drive will be subject to impact and vibra-
tion. In practice, the static load capacity does not tend to be a limitation at the time
of selecting a drive.
On the other hand, the dynamic load capacity (C) is related to the life of the
ball screw. This involves the load under which 90% of the screws reach a period
of life of one million revolutions.
The load capacity basically depends on the diameter of the screw, the diameter
of the balls and the number of load bearing balls (number of circuits). This is also
affected by the surface hardness of the roller races and manufacturing tolerances.
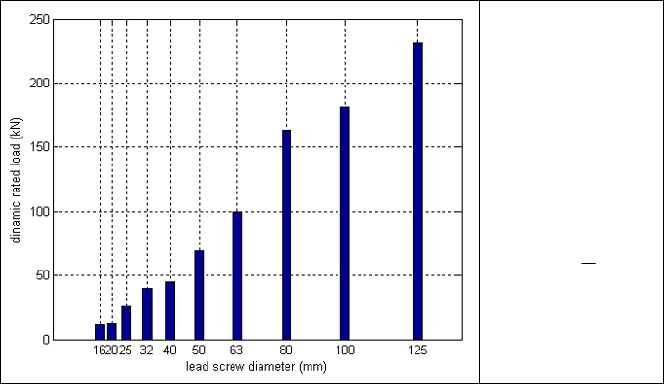
Figure 4.4 shows the dynamic load capacity of ball screws according to the di-
ameter of the screw. In order to show representative data, the diameter of the ball
Load capacity with
i circuits
86.0
3i
3
i
C.C
⎟
⎠
⎞
⎜
⎝
⎛
=
Fig. 4.4 Dynamic load capacity function of the ball screw diameter (3 circuits)
136 A. Olarra, I. Ruiz de Argandoña and L. Uriarte
most often used for each screw diameter has been selected. In addition, the load
capacities correspond to preloaded screws with three circuits in each half nut. The
ratio indicated in the same figure can be used to estimate the dynamic load capac-
ity for screws with a different number of circuits.
The duration of the ball screw is obtained from the preload force, the average
axial force which acts on the ball screw and the load capacity. The calculation
according to standard DIN 69051 (ISO 3408-5) is summarised in Table 4.2.
To calculate the life, it is necessary to determine the average axial force which
acts on the screw. This average load is determined using the Miner’s rule method
for fatigue calculations. In this case, the equivalent force is determined according
to Eq. 4.2.
3
3
2
2
3
2
1
1
3
1
...
m
n
nn
mm
m
n
n
qF
n
n
qF
n
n
qFF +++=
(N) (4.2)
Similarly, the average speed is obtained as:
nnm
nqnqnqn +++= ...
2211
(rpm) (4.3)
4.2.1.7 Dynamic Models of the Drives
As was indicated at the beginning of this chapter, the capacity to estimate the
dynamic characteristics of the drives in the design phase of the machine is presently
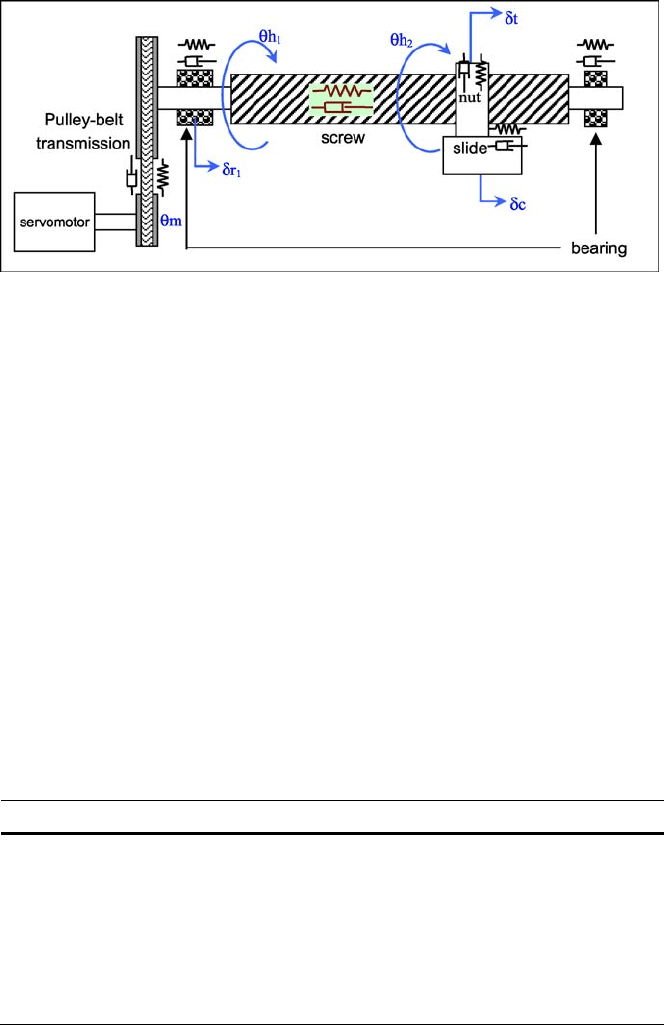
of particular importance. Mathematical models, such as that shown in Fig. 4.5,
have been developed for this purpose.
Table 4.2 Life calculation of preloaded ball screws
2
3
)1(
3
1
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
+=
pr
m
prma
F
F
FF
mmama
FFF −=
)1()2(
6
3
)1(ma
am
)1(10
10
F
C
L ⋅
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
=
6
3
)2(ma
am
)2(10
10
F
C
L ⋅
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
=
10
9
9
10
)2(10
9
10
)1(1010
−
−−
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
+= LLL
(revolutions)
60
1
10
⋅=
m
h
n
L
L
(hours)
6
10
10
1
⋅⋅= pLL
km
(km)
4 New Developments in Drives and Tables 137
Fig. 4.5 Dynamic model of a ball screw drive with pulley transmission
The models used for this purpose should have sufficient detail to be valid in all
cases in which they are used. As a reference, in the model shown previously, the
degrees of freedom used can be distinguished in blue.
From the selection of the degrees of freedom, the calculation of the mass and
stiffness matrices can be completed, from which it will be possible to obtain the
natural frequencies of the drive.
The bandwidth of the control loops, that of speed as well as position, will be
limited by the first natural frequency of the system shown in Fig. 4.5. Thus, it can
be estimated that the bandwidth of the speed loop can reach up to 80% of the first
natural frequency, and the position loop in turn at 25% of the bandwidth of the
speed loop.
The dynamic models of the drives [6] also permit us to determine the sensitiv-
ity of the allowable gains vs design variables such as either the diameter and
pitch of the screw or the rigidity of the coupling. Table 4.3 shows an example of
the type of information which can be obtained. The table shows the increase in
Hz of the first natural frequency vs changes of 10% of different parameters.
Table 4.3 Sensitivity of the 1st natural frequency vs changes of 10% of different parameters
Δ ω
1
,
ω
1
=
35.7 Parameter
1.71
Hz Coupling torsional stiffness
0.16
Hz Axial stiffness of the 1st bearing
0.16
Hz
Axial stiffness of the 2nd bearing
0.36
Hz Ball screw axial stiffness
0.12
Hz Ball screw torsional stiffness
0.70
Hz Nut axial stiffness
1.73
Hz Mass of the slide plus workpiece
138 A. Olarra, I. Ruiz de Argandoña and L. Uriarte
4.2.2 The Rotary Screw
The most common way of using a ball screw consists in the rotary screw arrange-
ment (Fig. 4.6). The screw is supported on roller packs in the fixed part of the
machine and is operated by a rotary servomotor. The nut is fixed to the mobile
slide, such that it is prevented from turning. In this manner, the turning of the
screw generates a shift of the slide.
M
bearings
ball screw
motor
nut
optical scale
coupling
slide
C
Fig. 4.6 The standard configuration by rotary screw
4.2.3 Other Configurations
In certain cases, the configuration described previously is not the most appropri-
ate. A common variant is a rotary nut (Fig. 4.7). In this configuration, the nut turns
instead of the screw. This solution provides two advantages: on the one hand, it
eliminates the problem of critical speed of the screw and on the other, it may re-
duce the total inertia of the drive.
With long rotary screws (in excess of 3 metres), one of the main limitations is
the reduced critical speed even with embedded supports. In order to reach the
Fig. 4.7 Optional configuration
b
y rotary nu
t
4 New Developments in Drives and Tables 139
desired maximum speed without encountering problems with the critical speed it
is necessary to use long pitches per turn, which to a great extent conditions the
remaining requirements.
On the other hand, when the screws are long or the pitches are very small, the
rotary inertia may be large, even more so than that of the slide on moving. In this case,
a solution based on a rotary nut provides greater acceleration with a small motor.
When a rotary nut is used, the nut and motor can be shifted, as well as the
screw. The second solution is used to drive slides whose length is greater than the
required stroke, for example long worktables. Through the rotary nut solution,
slides are driven with strokes of up to 10 or 12 metres, although 6 or 8 metres are
not usually exceeded.
4.3 Linear Drives by Rack and Pinion
Drives through rack and pinion are preferably used when the stroke of the slide to
be used is greater than 4 or 5 metres.
The main advantage of the rack and pinion drive vs ball screw drive is that the
characteristics do not depend on the slide stroke. The slide stroke does not limit
either the maximum speed or the drive or affect the stiffness, unlike what occurs in
case of the ball screw. In addition, it permits us to obtain high feed rates and it is
common to reach 120
m/min.
On the other hand, the rack and pinion drive does not provide the high
reduction that the ball screw can provide. In order to provide a greater reduction,
pinions of as small a diameter as possible should be used, between 15 and 20
teeth.
Therefore, a reducer should be used to obtain the same force and acceleration
performance as the screw.
4.3.1 The Elimination of the Gap
A basic aspect for any type of machine tool drive is the elimination of gaps. In
case of the rack and pinion drive, the solutions to provide an operation without
gaps have undergone an important development in the last few years.
In this type of drive, the main gap is between the teeth of the pinion and teeth
of the rack. To eliminate this gap, two pinions are used working on the same rack,
each supported on a different side of the rack and consequently pushing in
a reverse direction. Other systems, such as the split pinion with a single reducer, or
any solutions used in the past, did not completely eliminate the intrinsic play
which exists on the inside of the reducer and, consequently, does not result in
being a valid option for the machine tool.
There are different ways of providing a preload between both gearboxes. This can
be provided through mechanical means (Fig. 4.8). The following figure shows two
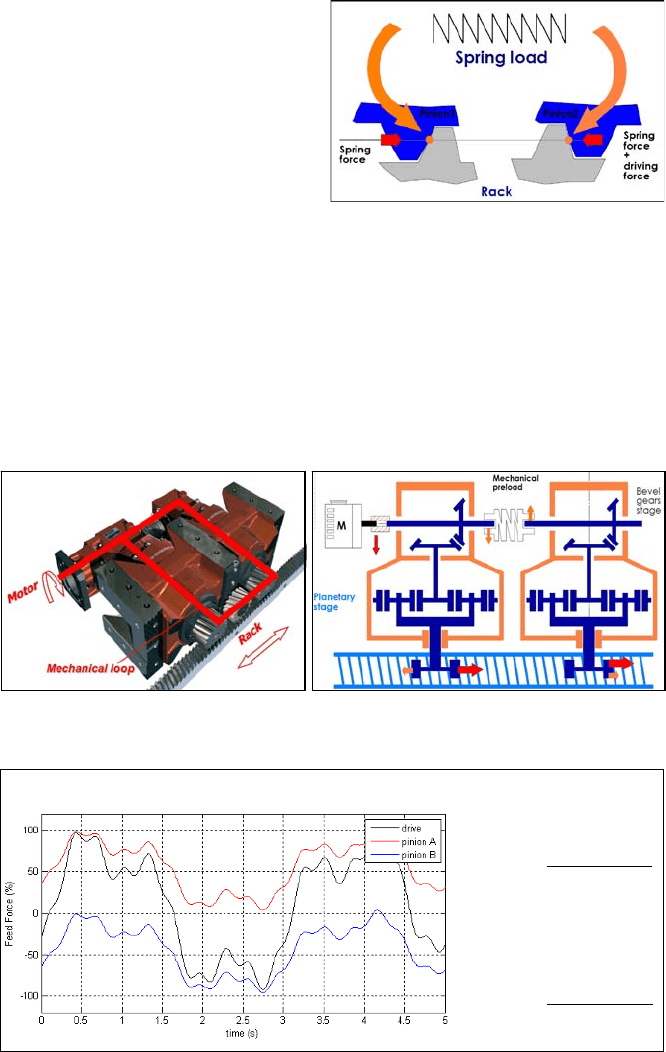
140 A. Olarra, I. Ruiz de Argandoña and L. Uriarte
gearboxes, each with its exit pinion meshed in the rack. The entry shafts of both gear-
boxes are connected by means of an elastic coupling which allows to adjust the de-
sired preload. Both gearboxes are driven by a single motor (Figs. 4.9 and 4.10).
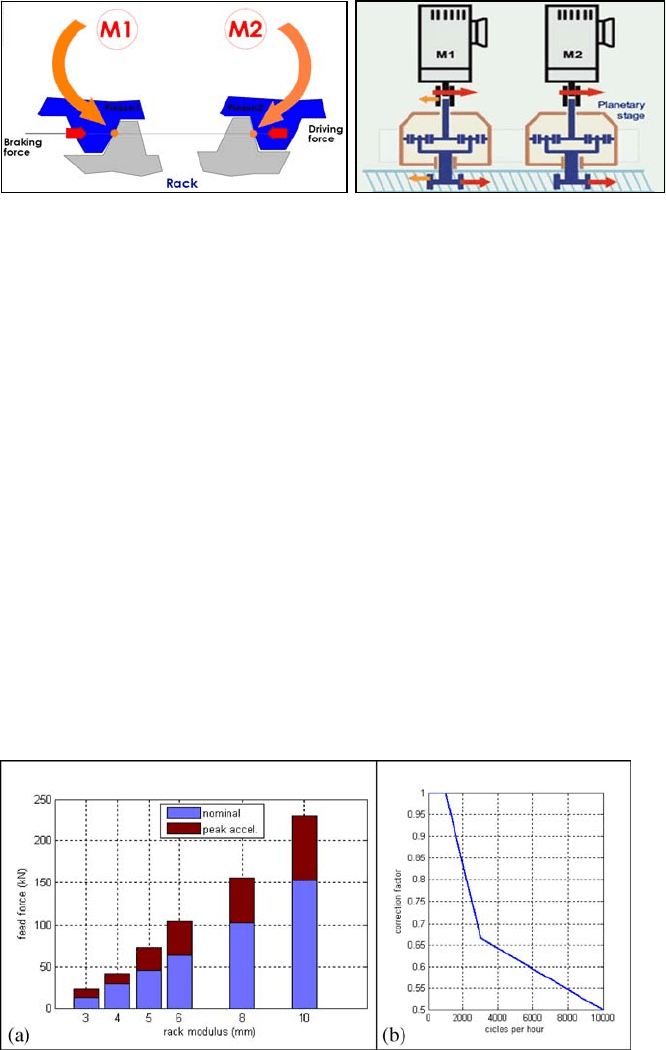
The present tendency to eliminate the gap is through the use of two independ-
ent motor-reducer-pinion assemblies. In this case, the preload is managed on an
electronic basis, making one motor operate against the other (Fig. 4.11).
This solution permits us to simplify the mechanics of the drive at the cost of
greater complexity for control. An advantage of the preload through two independ-
Fig. 4.8 Preload system for backlash
suppression by Redex Andantex
®
Fig. 4.9 Rack and pinion drive with mechanical preload (Redex Andantex
®
)
2
predrive
pinionA
FF
F
+
=
2
predrive
pinionB
FF
F
−
=
Fig. 4.10 Repartition of the load between pinions with 100% of mechanical preload
4 New Developments in Drives and Tables 141
Fig. 4.11 Rack and pinion drive with electrical preload (Redex Andantex
®
)
ent motors is the possibility of making the two motors operate in the same direction
in case it is necessary, for example, to accelerate. It is common to configure the
preload between 25% and 50% of the maximum force to be provided by the drive.
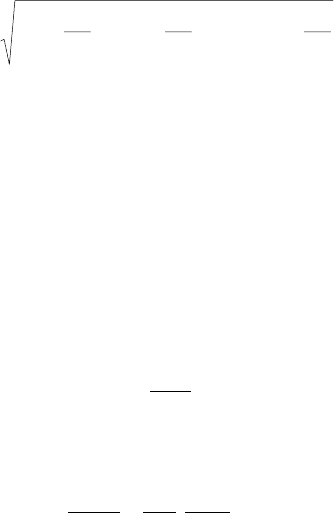
4.3.2 Dimensioning
The allowable force to be transmitted by a rack and pinion drive basically depends
on the modulus of the teeth. To a lesser extent, it also depends on the number of
teeth of the pinion, the pitch angle (straight or helical pinions with an angle of 19º
31’ 42’’) and the reduction ratio provided by the reducer. Figure 4.12 shows certain
illustrative values of the allowable force for each pinion according to the modulus.
The dimensioning of the drive should consider nominal operating conditions as
well as intermittent operating conditions. In addition, each pinion should be calcu-
lated separately, considering the present forces according to the force required of
the drive and preload force.
The nominal force values shown in Fig. 4.12 are estimated to reach a life
approximately of 15,000–20,000 hours of operation. These nominal force values
Fig. 4.12 a Maximum load function of the module. b Correction factor per cycles
142 A. Olarra, I. Ruiz de Argandoña and L. Uriarte
should be compared with the equivalent average force on the pinion, calculated
as:
3
3
2
2
3
2
1
1
3
1
...
m
n
nn
mm
m
n
n
qF
n
n
qF
n
n
qFF +++=
(N) (4.4)
On the other hand, the intermittent operating conditions should consider the
maximum forces required and the number of cycles per hour. In machine tool
applications, it is common to require the maximum drive from its capacities during
acceleration and deceleration of the slides. The required force of the drive during
acceleration should be less than the peak forces indicated in Fig. 4.12. In addition,
if the number of cycles per hour is high, the allowable forces are reduced accord-
ing to the correction factor shown in the same figure.
In the absence of further information regarding the conditions under which the
machine will operate, it can be estimated that the machine will accelerate at the
maximum capacity for 20–30% of the total time, with the acceleration time being
estimated as per Eq. 4.5.
max
max
a
v
t
a
=
(4.5)
The number of cycles per hours is:
a
thour
cicles 3600
100
20
⋅=
(4.6)
4.3.3 Dynamic Models of the Drives
As in the case of rotary screw drives, in case of rack and pinion drives, the possi-
bility of estimating the dynamic characteristics of the drive in the design phase is
of particular importance. The dynamic models used for this are similar to those
described in Sect. 4.2.1.
4.4 Linear Drives by Linear Motors
Today, another important type of drive for machine tool slides is the linear motor
(Fig. 4.13). The type of linear motor which has been imposed for machine tool
applications is the ironcore synchronous linear motor.
This consists of a coil slide or primary and magnet plates as secondary, both on
a linear basis. One of these is fixed on the moving part and the other on the fixed part.