Lopez de Lacalle L.N., Lamikiz A. Machine Tools for High Performance Machining
Подождите немного. Документ загружается.

112 G. Quintana, J. de Ciurana and F. J. Campa
users. If spindle and machine manufacturers integrate the dynamics of each of
their products in a software utility, the final user can introduce the specific ge-
ometry of his/her tools to obtain the frequency response. This FRF is an input for
the stability lobes calculation which leads to the selection of highly productive
conditions.
Otherwise, if a model is not provided or it is not accurate enough, the FRF can
be obtained with an experimental approach based on the excitation and response
measurement. At 0
rpm, it is easily made by tap testing the tool tip with an impact
hammer and an accelerometer. However, at higher speeds the tap test may be
dangerous and less accurate; therefore, alternative procedures as the use of active
magnetic bearings for both non-contact excitation and response measurement are
currently being investigated [1,
14].
3.5.3.2 The Estimation of the Stability Lobes
For the evaluation of a spindle in working conditions it is necessary to have
a model of the process where the cutting parameters, the workpiece material prop-
erties and the tool geometry are involved.
The real milling model is the simulation in the time-domain that integrates the
equation of motion [17]. This model reproduces the evolution in time of forces,
displacements and chip thickness, making it possible to determine if machining is
stable or unstable, and in the stable case if the amplitude of forced vibration is
acceptable. The main drawback of time-domain modelling is the high computation
time for the stability lobes calculation.
The alternative solution is to calculate the stability lobes directly in the fre-
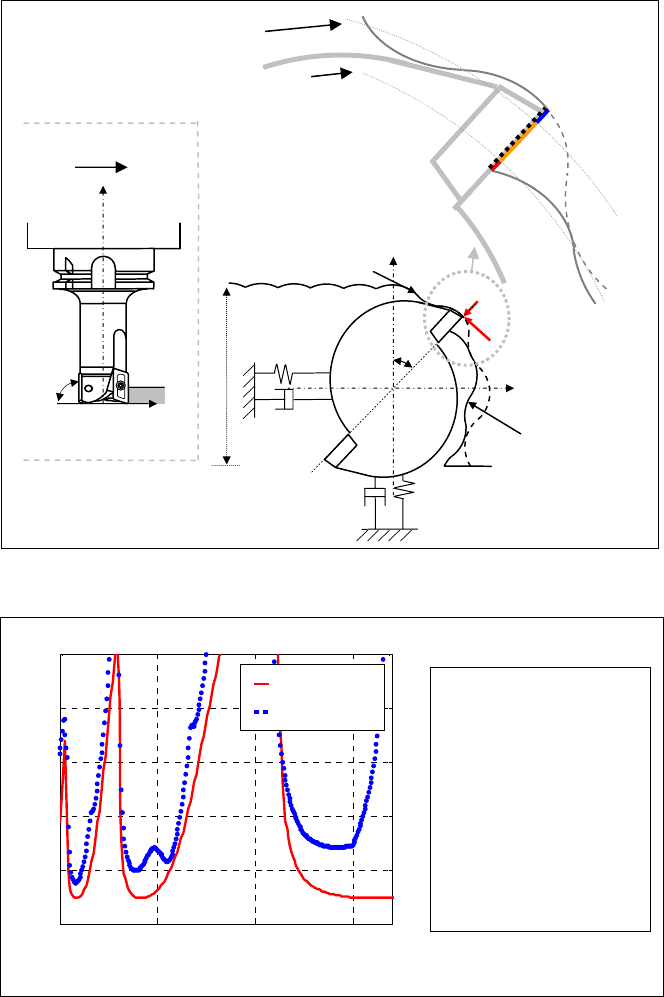
quency domain or to resolve the periodic delay-differential equation. A schematic
description of these models is outlined in Fig. 3.29 and Table 3.2. Models follow
the following steps: a) the relation between the chip thickness and the vibration of
the system must be formulated, b) a cutting forces model is proposed, c) the sys-
tem dynamics is introduced, and finally d) the eigenvalue problem that defines the
stability of the process is solved.
For spindle behaviour verification purposes in terms of cutting force, a simple
semi-mechanistic force model with a linear relation between the force and the chip
thickness is accurate enough. Cutting tools for high speed roughing of aluminium
alloys have a typical helix angle lower than 30º so, at the usual depths of cut, the
effect of this angle on the shape of lobes is minimal and can be neglected [27]. If
the purpose is to calculate stability lobes for tools with complex geometries or
helical end mills, a more complex model is needed.
Furthermore, it is essential to modify the algorithms to include the dependency
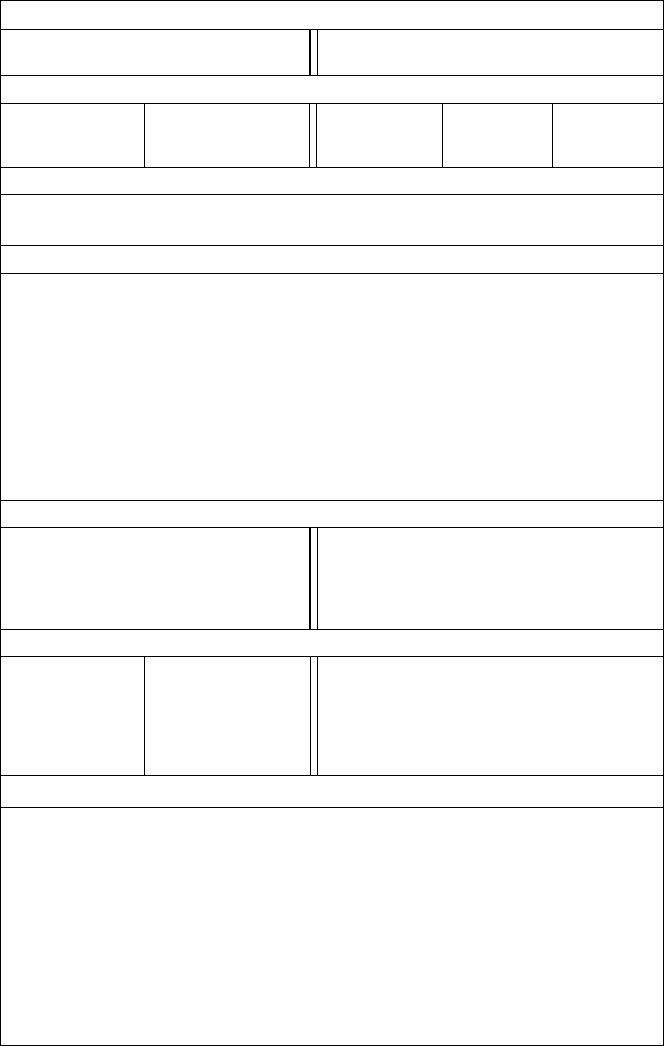
of the system dynamics on the spindle speed. In Fig. 3.29 there is a comparison of
the stability lobes considering the FRF at 0
rpm and the speed dependent FRF for
the tool with an O-D ratio of 7:1 in Fig. 3.30.
3 Machine Tool Spindles 113
F
t
F
r
φ
j
k
x
c
x
c
y
k
y
X
Y
waviness left by the
previous cutting edge
waviness left by
the jth cutting edge
jth cutting edge
jth cutting edge
solid body path
previous cutting
edge solid body path
Δ
Δ
f
z
sin
φ
j
Feed
X
Z
a
p
a
e
κ=90º
h(t)
h(t)
h(t T)
−
Fig. 3.29 Schematic diagram of a 2D model of milling
0.5 1 1.5 2
x 10
4
0
2
4
6
8
10
Spindle Speed (rpm)
Depth of Cut(mm)
FRF at 0 rpm
variable FRF
Tool:
Diameter 16 mm
2 cutting edges
Helix angle: 25º
Cutting conditions:
25% of radial
immersion
Down-milling
Material:
Aluminium 7075-T6
K
t
= 870 N/mm
2
K
r
’
=0.1
Fig. 3.30 Stability lobes obtained with the FRF measured at 0 rpm and with the effect of spin-
dle speed on the FRF
114 G. Quintana, J. de Ciurana and F. J. Campa
Table 3.2 Fundamentals of methods for directly obtaining the stability lobes diagram
Approach
Resolution of the chatter loop Resolution of the periodic delay-differential
equation
Examples
Single-frequency
[1]
Multi-frequency
[7]
Semi
discretisation
[9]
Pseudo
spectral
Chebyshev
Temporal
finite element
[5]
a) Chip thickness model
()( )
sin cos
j
jjj
hx y
φ
φφ
=Δ⋅ +Δ⋅ ;
=() ( )
x
xt xt TΔ−−
;
=() ( )yyt ytTΔ−−
b) Cutting forces model
()
()
()
'
1
tj
tp jj
r
rj
F
Ka h
K
F
φ
φ
φ
⎧⎫
⎧⎫
⎪⎪ ⎪⎪
=⋅⋅ ⋅
⎨⎬ ⎨⎬
⎪⎪
⎪⎪
⎩⎭
⎩⎭
()
()
()
()
=1
cos sin
=()
sin cos
Z
xj tj
jj
j
jj
j
yj rj
FF
g
FF
φφ
φφ
φ
φφ
φφ
⎧
⎫⎧⎫
−−
⎡⎤
⎪
⎪⎪⎪
⎢⎥
⎨
⎬⎨⎬
−
⎢⎥
⎪
⎪⎪⎪
⎣⎦
⎩⎭ ⎩⎭
∑
()
()
()
()
()
x
pt
y
Ft
x
t
aK At
Ft
yt
⎧⎫
⎧
⎫Δ
⎪
⎪⎪⎪
=⋅⋅⎡⎤⋅
⎨
⎬⎨⎬
⎣⎦
Δ
⎪
⎪
⎪⎪
⎩⎭
⎩⎭
c) System dynamics
()
()
1,
c
x
iT
c
y
F
x
eG
F
y
ω
ω
−
⎧
⎫
Δ
⎧⎫
⎪
⎪
⎡⎤
=− Ω⋅
⎨⎬ ⎨⎬
⎣⎦
Δ
⎪
⎪
⎩⎭
⎩⎭
Operates with the FRF at the tool tip
[
]
{
}
[
]
{
}
[
]
{
}
()
{
}
() () ()
;;
M
xCxKx Ft
MCK
++ =
⎡ Ω ⎤⎡ Ω ⎤⎡ Ω ⎤
⎣⎦⎣⎦⎣⎦
Modal parameters at the tool tip
d) Stability analysis procedure
Sweep the FRF
searching the
stability limit at
each frequency
Sweep the spindle
speed and the
frequency of the
FRF searching the
stability limit at each
spindle speed
For a grid of cutting conditions, test if
the eigenvalues of the matrix that defines
the stability of the process have a modulus
lower than 1
Nomenclature
h
j
: Dynamic chip thickness of the jth cutting edge
φ
j
: Angular position of the jth cutting edge with respect to the Y axis
z: Number of tooth of the tool
T: Tooth passing period, calculated as
260/Tz
π
=Ω
F
t,r,x,y
: Cutting force in tangential, radial, X and Y direction
K
t
: Tangential shearing cutting coefficient
K
r
’
: Radial shearing cutting coefficient normalised with respect to K
t
a
p
: Axial depth of cut
g(
φ
j
): Window function equal to 1 when the jth cutting edge is cutting
[A(t)]: Directional coefficients T-periodic matrix
ω
c
: Frequency of chatter in rad/s
Ω
: Spindle speed in rad/s
;
;
3 Machine Tool Spindles 115
3.5.3.3 Methods for the Reduction and Avoidance of the Chatter Vibration
The estimation of lobes explained above is the off-line approach to prevent the
unstable machining. If the lobes are finely calculated, the user can select cutting
conditions for stable machining with, at the same time, a very high axial depth of
cut, in other words with a high removal rate. However this approach implies
a complete analysis of machine dynamics, difficult to be carried out by industrial
users, and an in-depth knowledge of the machining process and material. For this
reason, several on-line approaches are being developed, monitoring the vibration
or noise level and rapidly modifying the process parameters:
• Spindle speed variation: The CNC monitors the vibration or noise level and
rapidly modifies the spindle speed. For example, the software Harmonizer™ by
Metalmax
®
searches a stable speed [26]. A variation of the previous one is the
continuous spindle speed variation (SSV) that continuously changes the spindle
speed during the cutting process [6].
• Increasing damping: There are several methods for this, for example, using an
active magnetic bearing to absorb dynamic forces [1], taking advantage of the
damping properties of the electro-rheological fluids, or supporting the rolling
bearing with a non-rotating hydrostatic bearing and regulating the pressure [20].
Regarding the tool and toolholder, there are several options to increase the dy-
namic behaviour of the spindle system:
• Using tools with integrated dampening like the Sandvik
®
Coromant CoroMill
390 or special boring bars.
• Reducing the tool O/D ratio. This is an advantage of five axis machining.
• Using monoblock tools, where the shank and toolholder are in the same body.
• Breaking the periodicity of the tooth impacts using variable pitch and variable
helix tools.
3.5.4 The Thermal Behaviour
In machine tools and spindles, the three kinds of heat transference, conduction,
convection and radiation, can be present and, furthermore, they may appear sim-
ultaneously. Conduction occurs, for example, in the contact area between the
cutting tool and the workpiece. Convection occurs when the cooling emulsions,
the minimum quantity of lubricant (MQL) or air, make contact with the rotating
cutting tool, exchange heat and are then expulsed. And finally, radiation, which is
the least important as far as machine tools are concerned, occurs when, for exam-
ple, the temperature of an element rises because of the exposure to the sun or
other nearby machines that behave as heat sources. All three forms of heat trans-
ference must be taken into account in order to improve machine tool behaviour in
response to internal temperature changes from the machine tool elements and
machining process, and external temperature changes.
116 G. Quintana, J. de Ciurana and F. J. Campa
The increase in spindle temperature increases the length of the spindle shaft.
The thermal expansion can be represented as follows:
()
()
10
10
1
TT
LL TT
α
=×+×− (3.11)
where α is the thermal expansion coefficient which varies according to the mate-
rial and is determined experimentally, T
1
and T
0
are the final and initial tempera-
tures, respectively, and L
T1
and L
T0
are the corresponding lengths at each tempera-
ture. Equation 3.13 is of limited use since it assumes that the heat distribution is
constant throughout the whole body and that it is homogenous and uniform, but it
gives a good idea of the main factors involved. The thermal expansion depends on
the material, the initial length of the element and the variation in temperature.
Table 6.2 in Chap. 6 shows the thermal expansion coefficient for materials com-
monly found in the design and manufacture of machine tools. Therefore, to mini-
mise the effects of heat, it is necessary to intervene in three areas: the material
used should have a low thermal expansion coefficient, the shaft length should be
minimised and the increase of temperature should be reduced by a cooling system.
Thermal growth affects the precision of the process. The shaft expansion
“pushes” the tool axially toward the workpiece, so the machined surface location
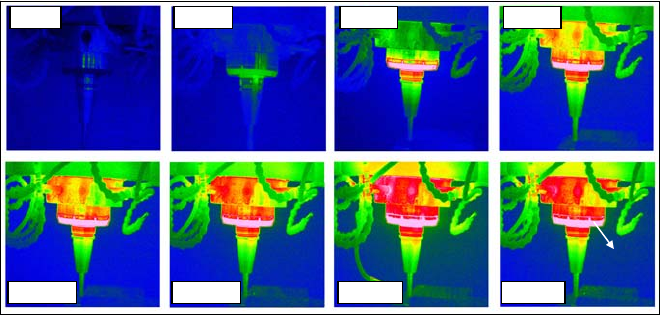
differs from the desired. This effect is clearly shown in Fig. 3.31, where a high
speed spindle has been heated during 3.5 hours. Infrared pictures were taken in
30
minute increments. Over this time, the spindle temperature was increased from
approximately 20ºC to 41ºC. The error between the initial image and the last for
a simple slot machining resulted in a depth variation of 0.1
mm. One solution for
reducing this problem is to compensate for the deviation in the spindle, which
requires the measurement of the thermal induced deformation. Mazak
®
has devel-
oped and commercialised this solution in the heat displacement control function of
their Mazatrol Matrix™ CNC control.
§20ºC
§41º
C
0 min 30 min
60 90
120 150 180 210
Fig. 3.31 Main spindle temperature during 3.5 working hours. Each image has been taken in
30
minute increments
3 Machine Tool Spindles 117
The bearings are also affected by the thermal growth, changing their mechanical
characteristics. The inner and outer rings and the rolling elements suffer a different
thermal growth, so the initial bearing preload changes. Also, the shaft thermal expan-
sion adds more preload in such a way that the inner race is forced into the bearing. As
a consequence of the excessive preload, friction forces rise, the temperature is higher
and the bearing life is reduced. There are several solutions to reduce this effect. For ex-
ample, one technique used in high speed milling and grinding spindles is to mount the
rear bearings on a floating housing preloaded with springs that allow axial movement.
Another technique is to use a hydraulic device to compensate the preload on the bear-
ings at high rotational speeds, so it is possible to maintain low friction forces [20].
3.5.4.1 Heat Sources
In order to avoid heat problems and increase the spindle service life, it is necessary to
know about the heat sources to reduce their contribution. The main sources of heat
that affect the spindle are the motors, the friction in bearings and the cutting process.
The heat generated by electric motors in stator and rotor is a function of torque and
speed and it is defined by the motor efficiency. The electrical power that enters the
motor is transformed into mechanical power, but also into heat, due to the primary
copper losses, iron and stray losses and secondary copper losses. In built-in spindles
the heat source is very close to the spindle shaft so the heat has to be properly evacu-
ated. Belt-driven and gear-driven spindles also have heat sources in their transmis-
sion elements, pulleys and gearbox, respectively, due to friction. Another heat source
is due to the viscous friction between the rotating elements and the air.
The heat generated in the bearings is due to the friction between the rolling ele-
ments and the inner and outer raceways and it depends on the speed, the preload
and the lubrication. Faster speeds mean higher contact forces due to the centrifugal
force and, hence, higher friction. In addition, the larger the diameter of the ball
bearings, the faster the linear speed is and, again, friction rises. Although a heavy
preload may be desirable to increase the spindle stiffness, it also implies higher
contact and friction forces, thus the bearing life is reduced. Finally, poor lubrica-
tion drastically reduces the spindle bearings life at high speeds.
The heat produced in the cutting zone due to the chip removal mechanism can
be transferred from the tool to the toolholder and the spindle. The magnitude of
the problem depends strongly on the workpiece material, the tool and toolholder
material, and the cutting fluid. Weck reported a case of thermal growth reduction
of up to 50% in finish milling using a toolholder made of low expansion Invar
material instead of tool steel [22].
3.5.4.2 The Refrigeration
Cooling the spindle is necessary in order to stabilise temperatures and avoid the
negative effects of excessive heat and the temperature variations during spindle
118 G. Quintana, J. de Ciurana and F. J. Campa
operation. That is the reason why coolant fluids are forced to circulate through
various zones of the headstock and spindle structure to absorb the heat generated.
The objective is to create a cooling “jacket” around the spindle and this is achieved
surrounding it with coolant by means of cavities or channels; see Fig. 3.32. There
is a variety of coolant fluids, the most typical of which are air, oil and water with
additives to prevent oxidation of the conduits.
The most common spindle cooling for a good control of the temperature is
based on a closed loop cooling system where the coolant that comes from the spin-
dle is fed into an external refrigeration unit to cool it, and then is pumped back into
the spindle. The refrigeration units have heat exchangers where the refrigerant
circuit cools the coolant circuit. Closed loop cooling systems have a greater capac-
ity for removing heat and need less time to do so than other heat exchange systems.
They are controlled with a thermostat that controls the temperature of the coolant
that circulates around the spindle, keeping it stable in such a way that the tempera-
ture of the coolant is not affected by room temperature.
Another solution consists on the continuous circulation of cool dry air around
the spindle. More economic although more inefficient systems use the cutting
fluid to cool the spindle. The cutting fluid is fed into the cavities of the spindle and
then is sprayed onto the tool. This solution is a bit outdated as the circulating fluid
is heated by the cutting process, so its cooling capability is limited.
3.5.4.3 Spindle Warm-up Cycles and Warm-up Systems
Keeping a stable spindle temperature is more important than simply reducing the
temperature. The idea of a warm-up is to achieve a stable operation temperature
during the entire machining process in order to reduce the effects of thermal ex-
pansion caused by temperature variations. The warm-up cycle should be carried
out in conditions similar to the operating conditions, with the same cutting tools,
if possible. This is because warming-up at feed rates and rotational speeds that
are much higher or lower than subsequent operating conditions means that the
warm-up temperature will be much higher or lower than the operating tempera-
ture, thus leading to thermal expansion errors. It is advisable to start up the ma-
chine in a dry run mode, for example. Nowadays, many machine tools have
automatic spindle start-up and warm-up systems that bring the machine to the
correct temperature ready for the operator to begin work as required.
There is also another method employed in special machines based on a system
of warm-up circuits that carry fluid at a specific temperature to the different ele-
ments in the spindle. These systems are permanently engaged and controlled by
a thermostat which is responsible for conducting the heated liquid to the spindle
jacket and other elements. The fluid recirculates and is reheated to a set tempera-
ture considered to be optimum for the spindle operation.
3 Machine Tool Spindles 119
3.5.5 Spindles in Use: Other Problems
Other problems related to the performance of the spindle that the machinist has to
face are the runout of both the spindle and tool, which can lead to poor accuracy
and collisions with the workpiece or with the elements of the machine, which may
damage the spindle.
3.5.5.1 Runout
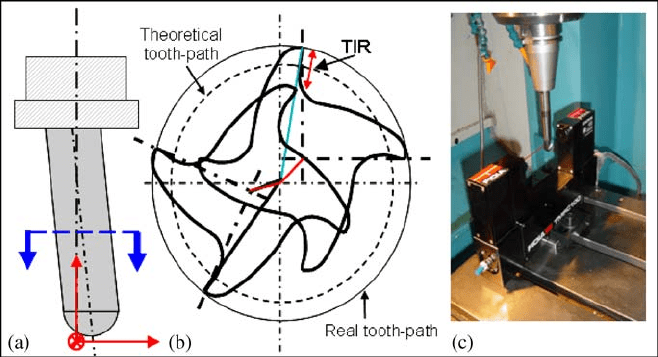
The term “runout” in machining describes the state of a spindle and tool when
they have a rotational axis that differs from their geometrical axis. The total indi-
cated runout, TIR, is the total distance measured from the maximum position in
radial direction to the minimum position in the same direction; see Fig. 3.32. This
factor limits productivity, as it negatively affects the dynamic balance, the chip
load distribution, the part finish and the tool life. The runout can refer to the spin-
dle or to the tool.
Eccentricities in the nose of the spindle can arise for various reasons, such as
defective elements of the spindle, inaccuracies in the assembly, slack or simply
the ageing of the spindle, among other possibilities. Although radial and axial run-
outs are measured at the nose of spindles, it is the radial runout that is the most
significant.
Cutting tool runout is usually measured as a composition of radial and angular
runout, and is produced by inaccuracies in the mounting operation. The result is
that one tooth supports larger chip loads than the others. This error is due to defi-
ciencies in the tool-collet adjustment, the degree of collet wear, or small impurities
Fig. 3.32 a Tool runout schematic. b Effect of the tool runout on the real cutting edge path and
TIR. c Laser control of tool runout
120 G. Quintana, J. de Ciurana and F. J. Campa
of chips or coolant that may have been left on the collet that render the grip of the
cutting tool imprecise or less rigid.
Runout can be measured while the spindle is in operation (dynamic measure-
ment) or at rest, using static tests. Dynamic measurement provides more reliable
and precise results, although the instruments required are more expensive.
3.5.5.2 Collisions
Accidental collisions produced during material removing operations are one of the
biggest worries for machine tool operators. They can have extremely negative,
even irreversible, effects on the machine tool structure and especially on the spin-
dle, the cutting tool or the workpiece. Generally, when a significant collision oc-
curs, the machine undergoes an emergency shutdown to reduce damage and allow
the operator to fix the problem if possible. The operator can also press an emer-
gency shutdown button to stop the machine when necessary.
Nevertheless, accident prevention and safety involving machine tools has im-
proved in recent years. One way to prevent collisions is to predict them using
simulations of the machining process. Computer-aided manufacturing (CAM)
programmes provide this kind of evaluation and analysis of the possible problems
that may arise, so that they can be resolved before the actual work with the ma-
chine begins. Also, there are CNCs that can detect machine interferences online. It
is the case of Mazak Mazatrol Matrix™ that uses a synchronised 3D model for
checking collisions when an operator manually moves the machine axes.
3.6 Spindle Selection
As mentioned in the introduction, the spindle industry provides a large range of
spindle options and configurations to satisfy the particular requirements of each
sector. Figure 3.33 shows an example of three added options to the standard spin-
dle, offered by EDEL
®
.
Selecting the most suitable spindle is an iterative process that must take into
account the final characteristics of the end product and the requirements of the
production system. Maximum spindle speed, effective power, torque, drive
method, type of bearings, stiffness and dynamic behaviour, tool holder technology
and thermal properties are all spindle characteristics that should be taken into
consideration and evaluated to get the best final product specifications in terms of
tolerances, surface finish, etc. and meet the production system requirements in
terms of productivity, flexibility, etc.
Hence, choosing the right spindle is an important but far-from-easy task, as the
wrong decision can negatively affect the production system and the performance
of a company. The decision-maker has to be familiarised with spindle technol-
ogies in order to select the most suitable spindle bearing in mind all the factors
3 Machine Tool Spindles 121
involved; see Fig. 3.33 where the basic steps for the selection of a spindle for
a milling process are shown.
3.6.1 Conventional Machining or HSM
Conventional machining processes combine low spindle speeds and feed rates and
high depths of cut and tool immersions. These processes require a spindle with high
effective power and torque. In comparison, high speed machining means higher
spindle speeds and increased feed rates to achieve high material removal rates.
Conventional spindles usually run at speeds lower than 10,000
rpm and their ef-
fective power does not exceed 25
KW. There is a relationship, or a compromise,
between the effective power of the machine and its maximum rotational speed. As
Fig. 3.34 shows, it is unusual to find machines on the market that can offer high
spindle speeds coupled with high power. Generally, they are very expensive spin-
dles and are oriented to the aluminium machining for the aeronautical sector,
which demands this kind of spindles as the workpiece material and the tooling
allow machining at very high speeds.
Production System Capabilities
ÆConventional/High Speed Machining
Æ Productivity (MRR)
Æ Flexibility
Æ Rough/Semifinish/Finish/Superfinish
Æ Tools and coatings
Final Product Requirements
Æ Geometric complexities
Æ Material
Æ Flexibility
Æ Tolerances
Æ Surface finish
Spindle Characteristics
Æ Spindle speed
Æ Power and torque
Æ Drive method
Æ Bearings
Æ Stiffness
Æ Runout and vibration
Æ Tool holder
Æ Thermal properties
Fig. 3.33 Production system and final product requirements are decisive factors in selecting
spindle characteristics