Kutz M. Handbook of materials selection
Подождите немного. Документ загружается.

842 MATERIALS SELECTION, DESIGN, AND MANUFACTURING PROCESSES
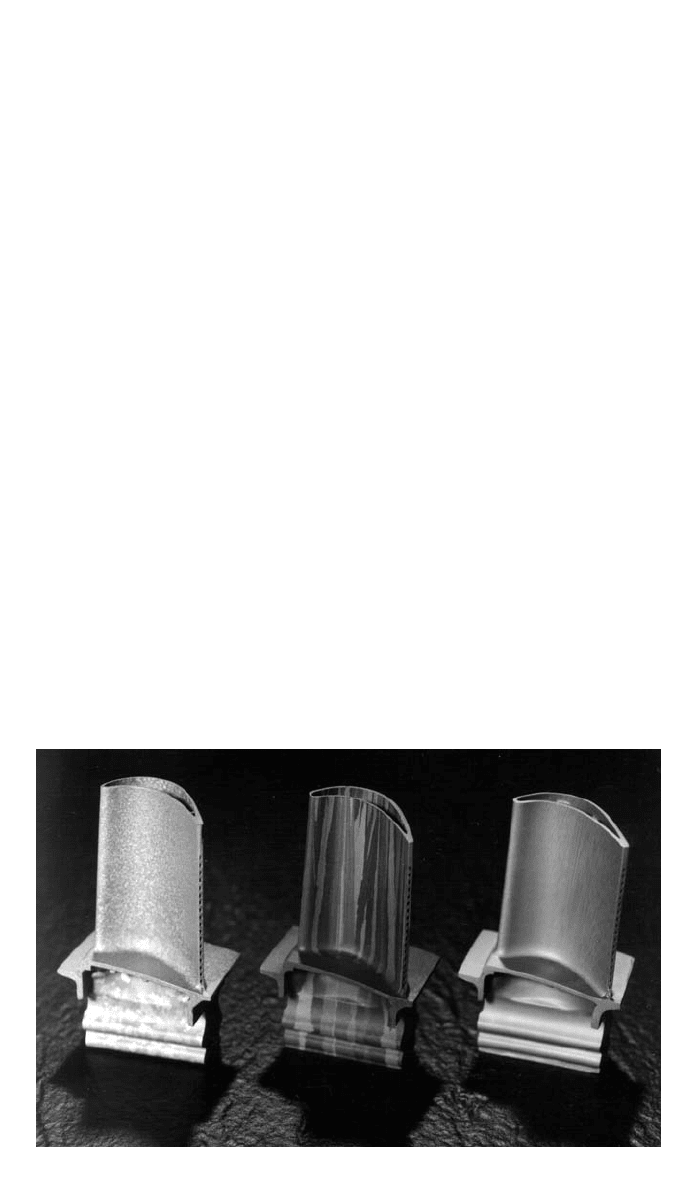
Fig. 4 Comparison of polycrystalline, directionally solidified, and single-crystal turbine blades.
(Courtesy of Howmet Corporation, Darien, CT)
of spherical or polygonal crystals. Because of the high operating temperatures
and high centrifugal forces, the failures that did occur usually assumed the form
of transverse fracture at the base of the blades, with the fracture path following
the weaker intercrystalline boundaries.
In the 1970s, a fabrication advance enabled turbine blade production via uni-
directional solidification. The product was still polycrystalline, but there were
fewer crystals and they ran the entire length of the blade. The intercrystalline
surfaces of weakness all ran longitudinally, perpendicular to the direction of
likely failure. In essence, the turbine blades now resembled bamboo. Transverse
fracture was impaired and the ‘‘lifetime’’ of the turbine blades (use time before
mandatory replacement) was significantly extended.
Recent manufacturing advances have now made single-crystal turbine blades
an economical possibility. By eliminating all internal surfaces of weakness, per-
formance and lifetime are further enhanced. Figure 4 shows a side-by-side com-
parison of the polycrystalline, unidirectionally solidified, and single-crystal
structures.
This example clearly illustrates yet another important interaction feature. The
structure–property aspect of material education has been expanded to one of
processing–structure–properties–performance. While educators tend to empha-
size structure and properties, industry tends to focus on processing and perform-
ance. This example, however, illustrates the complete interaction since
processing advances enabled production of the altered structure. The associated
change in properties was responsible for the enhanced performance.
Example 6: Forging and Oriented Grain Flow
According to the tenets of modern fracture mechanics, the role of any internal
flaw or defect can vary significantly with both size and orientation. Flaws that

8 INTERRELATIONSHIP EXAMPLES 843
intersect free surfaces in a perpendicular or near perpendicular orientation are
referred to as ‘‘crack initiators.’’ Subsurface flaws of similar orientation are
‘‘crack propagators,’’ and subsurface flaws that are aligned parallel to external
surfaces are ‘‘crack arrestors.’’
Closed-die (or impression-die) forgings tend to be three dimensionally com-
plex metal components that are used in mechanically demanding applications
that are often prone to fatigue failure. One of the more common metal flaws or
defects is the nonmetallic inclusion, and these inclusions are commonly found
along intercrystalline boundaries.
Casting processes are common means of producing three dimensionally com-
plex shapes. The resulting structure is typically a polycrystalline solid composed
of equiaxed (spherically symmetrical) crystals. Since there is no preferred ori-
entation of grain boundaries, there is an equal probability of both the damaging
crack initiation or crack propagation orientation and the desirable crack arresting
geometry.
Machining a starting block of material is another means of producing the
desired final shape. The starting material, frequently a rolled plate or bar, has a
prior processing history that affects its structure. Rolling operations elongate the
crystals, as well as the flaws or defects that lie along grain boundaries, in the
direction of rolling. Since the machining operation then cuts through the prior
structure, any cut surface that crosses the rolling direction has a high probability
of exposing crack initiation flaws or having underlying crack propagators.
Forging operations also begin with a solid piece of material that has typically
been rolled in its prior processing. During the forging operation, however, the
plastic deformation further reorients the grain structure and associated flaws or
defects. Where the starting piece was sheared from a larger plate or bar, the
sheared surfaces will resemble the machined surfaces discussed above, and flaws
or defects can be detrimental. Surfaces created by the subsequent flow of the
forging operation typically have the inclusions in a crack arrestor orientation.
Thus, by orienting the flow of highly stressed surfaces, forged components can
offer enhanced fracture resistance and fatigue life.
Example 7: Sheet Metal Blades in a Flex Fan
Internal combustion engines frequently require an associated cooling system that
typically includes both internal water cooling and the external flow of cooling
air. Large truck engines frequently employ a ‘‘flex-fan’’ to provide the external
airflow. Curved sheet metal blades are riveted to a central rotating hub with
spider arms. When the engine is at high rpm, the assumption is that the vehicle
is in forward motion and the airflow provided by this motion is sufficient to
provide the necessary cooling. Centrifugal force uncurls the blades, thereby re-
ducing the aerodynamic drag of the rotating fan. When the engine drops to low
rpm or idle, the vehicle is frequently at low speed or stand still and forward
motion no longer provides a sufficient flow of air. The slow rotation speed
permits high blade curvature and a large volume of displaced air.
During the manufacturing operation, each of the sheet metal blades is rigidly
fixed along the edge where it is clamped to the rotating spider. The remainder
of the blade is free to flex about this joint. When failure occurs, it is frequently
by a fracture that propagates along the spider arm where the flexing blade en-

844 MATERIALS SELECTION, DESIGN, AND MANUFACTURING PROCESSES
counters restraint. Key to enhanced performance is the orientation of the rolled
sheet metal blade with respect to the spider arm. If the rolling direction of the
blade is parallel to the spider arm, the inclusions that have been elongated and
oriented in the rolling operation are all aligned as crack initiators or crack prop-
agators. If the rolling direction were reoriented by 90
⬚, the grain orientation and
defect alignment is now perpendicular to the direction of likely failure. All of
the flaws become crack arrestors and performance is enhanced.
Example 8: Repair Welds in Metal Products
The interrelation between processing, structure, properties, and performance for
specific materials can be further illustrated by a consideration of repair welds.
Fusion welding creates a pool of molten metal through the melting of both filler
metal and base metal. This region of a weld is subject to all of the problems
and difficulties of a metal casting, including as-solidified grain structure, gas
absorption and evolution, and solidification shrinkage. Moreover, if both seg-
ments of a weld are restrained during the shrinkage, the weld becomes stressed
in tension and cracking may occur in the weakest regions of the structure.
Adjacent material is subjected to heating and cooling during the welding
process. Immediately adjacent to the weld pool, temperatures reach almost to
the melting point. As we move further from the weld, the peak temperature
drops. Within a certain region, known as the heat-affected zone, the exposure to
elevated temperature is sufficient to alter both the structure and properties of the
material. The resultant features depend not only on the peak temperature, but
also on the rate of heating and cooling, which further depends upon the welding
process and the geometry of the components. Fusion welding, therefore, can be
viewed as a metal casting in a metal mold, coupled with a complex and highly
varied heat treatment of the adjacent metal.
Consider a repair weld in a component that has been made from quenched-
and-tempered heat-treated steel. A segment of the heat-affected zone immedi-
ately adjacent to the molten metal will attain temperatures well above the critical
temperature necessary to reaustenitize the material. Upon cool-down to room
temperature, this material will form an entirely new structure, which will vary,
depending upon the rate of cooling. Further away from the weld, material will
attain a temperature that is high enough to produce atomic diffusion, but not
high enough to revert the structure to austenite. Here, the material will continue
to temper, making the metal softer, weaker, and more ductile. The result is a
newly deposited casting and an adjacent region with highly varied structure and
a wide range of possible properties. Since most of the alterations are considered
to be detrimental, considerable caution should be exercised when welding
quenched-and-tempered heat-treated steels.
Consider a repair weld in age-hardened aluminum, such as 7075-T6, and
again focus attention on the heat-affected region. Adjacent to the weld is a region
that will experience temperatures above that required to redissolve the precipi-
tate. Upon cooling, the material will try to produce a two-phase structure, with
the final form and associated properties depending upon peak temperature, time
at temperature, and cooling rate. Further from the weld will be a region of the
heat-affected zone where atomic diffusion will further the aging process. Ov-
eraging leads to lowered strength and hardness, and this region may well become
the site of future failure.

8 INTERRELATIONSHIP EXAMPLES 845
As a final example, consider a weld in metal that has been strengthened by
cold working. Heating of this material above the temperature required for atomic
diffusion will promote the processes of recovery, recrystallization, and grain
growth. Associated with each are companion changes in structure, properties,
and performance.

847
CHAPTER 30
PRODUCTION PROCESSES
AND EQUIPMENT FOR METALS
Magd E. Zohdi
Department of Industrial and Manufacturing Systems Engineering
Louisiana State University
Baton Rouge, Louisiana
William E. Biles
Department of Industrial Engineering
University of Louisville
Louisville, Kentucky
Dennis B. Webster
Department of Industrial and Manufacturing Systems Engineering
Louisiana State University
Baton Rouge, Louisiana
1 METAL-CUTTING PRINCIPLES 848
2 MACHINING POWER AND
CUTTING FORCES 852
3 TOOL LIFE 855
4 METAL-CUTTING ECONOMICS 856
4.1 Cutting Speed for Minimum
Cost (V
min
) 859
4.2 Tool Life Minimum Cost
(T
min
) 859
4.3 Cutting Speed for Maximum
Production (V
max
) 859
4.4 Tool Life for Maximum
Production (T
max
) 859
5 CUTTING-TOOL MATERIALS 859
5.1 Cutting-Tool Geometry 861
5.2 Cutting Fluids 861
5.3 Machinability 862
5.4 Cutting Speeds and Feeds 862
6 TURNING MACHINES 863
6.1 Lathe Size 866
6.2 Break-Even (BE) Conditions 869
7 DRILLING MACHINES 869
7.1 Accuracy of Drills 876
8 MILLING PROCESSES 877
9 GEAR MANUFACTURING 880
9.1 Machining Methods 883
9.2 Gear Finishing 884
10 THREAD CUTTING AND
FORMING 884
10.1 Internal Threads 885
10.2 Thread Rolling 886
11 BROACHING 886
12 SHAPING, PLANING, AND
SLOTTING 888
13 SAWING, SHEARING, AND
CUTTING OFF 892
14 MACHINING PLASTICS 893
15 GRINDING, ABRASIVE
MACHINING, AND FINISHING 894
Reprinted from Mechanical Engineers’ Handbook, 2nd ed., Wiley, New York, 1998, by permission
of the publisher.
HandbookofMaterialsSelection.EditedbyMyerKutz
Copyright Ó 2002 John Wiley & Sons, Inc., NewYork.

848 PRODUCTION PROCESSES AND EQUIPMENT FOR METALS
15.1 Abrasives 894
15.2 Temperature 898
16 NONTRADITIONAL MACHINING 899
16.1 Abrasive Flow Machining 901
16.2 Abrasive Jet Machining 901
16.3 Hydrodynamic Machining 901
16.4 Low-Stress Grinding 901
16.5 Thermally Assisted
Machining 901
16.6 Electromechanical Machining 905
16.7 Total Form Machining 906
16.8 Ultrasonic Machining 907
16.9 Water-Jet Machining 907
16.10 Electrochemical Deburring 908
16.11 Electrochemical Discharge
Grinding 908
16.12 Electrochemical Grinding 909
16.13 Electrochemical Honing 910
16.14 Electrochemical Machining 910
16.15 Electrochemical Polishing 912
16.16 Electrochemical Sharpening 912
16.17 Electrochemical Turning 913
16.18 Electro-Stream 913
16.19 Shaped-Tube Electrolytic
Machining 914
16.20 Electron-Beam Machining 915
16.21 Electrical Discharge Grinding 916
16.22 Electrical Discharge
Machining 916
16.23 Electrical Discharge Sawing 917
16.24 Electrical Discharge Wire
Cutting (Traveling Wire) 918
16.25 Laser-Beam Machining 918
16.26 Laser-Beam Torch 919
16.27 Plasma-Beam Machining 919
16.28 Chemical Machining:
Chemical Milling, Chemical
Blanking 921
16.29 Electropolishing 921
16.30 Photochemical Machining 922
16.31 Thermochemical Machining 923
REFERENCES 923
BIBLIOGRAPHY 923
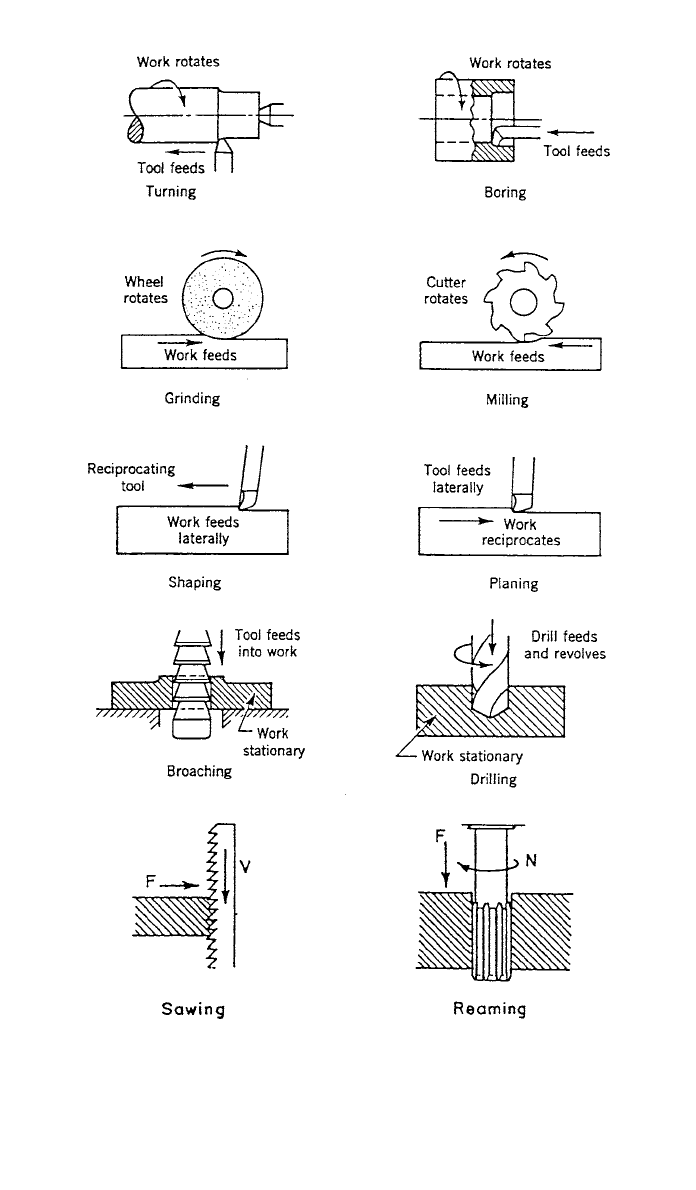
1 METAL-CUTTING PRINCIPLES
Material removal by chipping process began as early as 4000 BC, when the
Egyptians used a rotating bowstring device to drill holes in stones. Scientific
work developed starting about the mid-19th century. The basic chip-type ma-
chining operations are shown in Fig. 1.
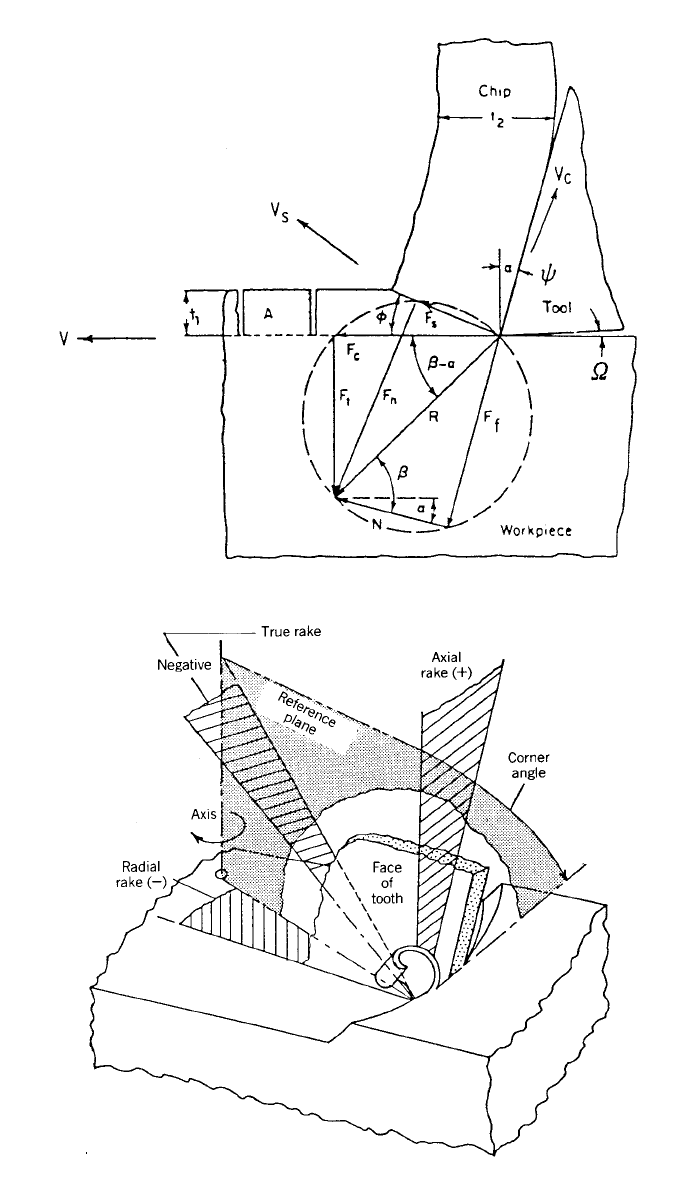
Figure 2 shows a two-dimensional type of cutting in which the cutting edge
is perpendicular to the cut. This is known as orthogonal cutting, as contrasted
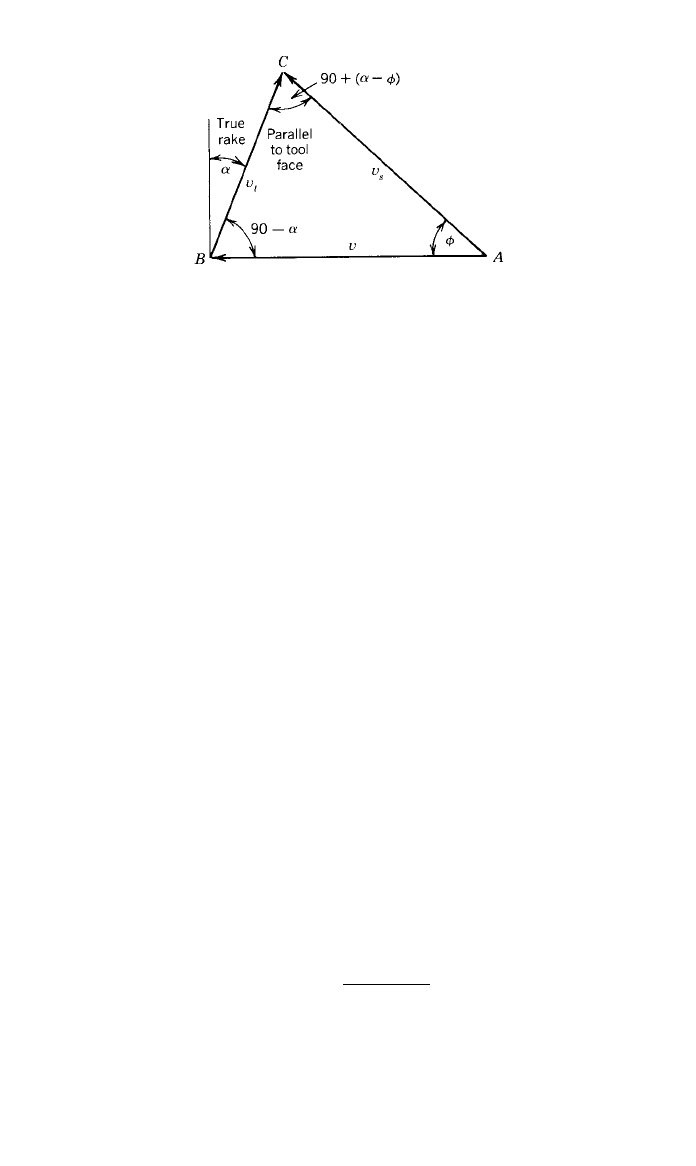
with the three-dimensional oblique cutting shown in Fig. 3. The main three
cutting velocities are shown in Fig. 4. The metal-cutting factors are defined as
follows:
␣
rake angle

friction angle
␥
strain
chip compression ratio, t
2
/t
1
coefficient of friction
tool angle
shear stress
shear angle
⍀ relief angle
A
o
cross section, wt
1
e
m
machine efficiency factor
ƒ feed rate ipr (in./revolution), ips (in./stroke), mm/rev (mm/revolution),
or mm/stroke
1 METAL-CUTTING PRINCIPLES 849
Fig. 1 Conventional machining processes.
850 PRODUCTION PROCESSES AND EQUIPMENT FOR METALS
Fig. 2 Mechanics of metal-cutting process.
Fig. 3 Oblique cutting.
1 METAL-CUTTING PRINCIPLES 851
Fig. 4 Cutting velocities.
ƒ
t
feed rate (in./tooth, mm/tooth) for milling and broaching
F feed rate, in./min (mm/sec)
F
c
cutting force
F
ƒ
friction force
F
n
normal force on shear plane
F
s
shear force
F
t
thrust force
HP
c
cutting horsepower
Hp
g
gross horsepower
Hp
unit horsepower
N revolutions per minute
Q rate of metal removal, in.
3
/min
R resultant force
T tool life in minutes
t
1
depth of cut
t
2
chip thickness
V cutting speed, ft/min
V
c
chip velocity
V
s
shear velocity
The shear angle
controls the thickness of the chip and is given by
cos
␣
tan
⫽ (1)
⫺ sin
␣
The strain
␥
that the material undergoes in shearing is given by
␥
⫽ cot
⫹ tan(
⫺
␣
) (2)
The coefficient of friction
on the face of the tool is
852 PRODUCTION PROCESSES AND EQUIPMENT FOR METALS
F ⫹ F tan
␣
tc
⫽ (3)
F
⫺ F tan
␣
ct
The friction force F
t
along the tool is given by
F
⫽ F cos
␣
⫹ F sin
␣
(4)
tt c
Cutting forces are usually measured with dynamometers and/or wattmeters. The
shear stress
in the shear plane is
2
F sin
cos
⫺ F sin
ct
⫽ (5)
A
The speed relationships are
V sin
c
⫽
V cos(
⫺
␣
)
V
⫽ V/
(6)
c
2 MACHINING POWER AND CUTTING FORCES
Estimating the power required is useful when planning machining operations,
optimizing existing ones, and specifying new machines. The power consumed
in cutting is given by
power
⫽ FV (7)
c
FV
c
HP ⫽
c
33,000
⫽ QHP
where F
c
⫽ cutting force, lb
V
⫽ cutting speed, ft per min ⫽
DN/12 (rotating operations)
D
⫽ diameter, in.
N
⫽ revolutions per min
HP
⫽ specific power required to cut a material at a rate of 1 cu in. per
min
Q
⫽ material removal rate, cu in./min
For SI units,
Power
⫽ FV watts (8)
c
⫽ QW watts (9)
where F
c
⫽ cutting force, newtons
V
⫽ m per sec ⫽ 2
RN
W
⫽ specific power required to cut a material at a rate of 1 cu mm per
sec
Q
⫽ material removal rate, cu mm per sec