Kutz M. Handbook of materials selection
Подождите немного. Документ загружается.


3 OVERVIEW 811
initial flaw population and that the flaw population in the test pieces mimics that
in the final component. In addition, we assume that the flaws change only
through the crack growth processes described in the model. It is essential, there-
fore, that the test specimens that are used to determine the initial flaw distribution
be fabricated by the same processing conditions and prepared with the identical
surface preparation as applied to the final components.
4,34
It is also essential that
care be taken to avoid damaging test specimens during fabrication, storage, and
handling. The care taken often includes, but is not limited to, chamfering test
specimens to reduce failures resulting from edge defects, individually wrapping
test specimens to prevent damage during storage and transportation, and avoiding
contact with the tensile surface of the specimens.
Strength
Because the flaw population under stress defines the initial strength of a brittle
material, it is necessary to characterize this distribution or, equivalently, the
distribution of initial strengths. Almost always, the initial strength distribution
is easier to characterize. This can be done in three ways: (1) a statistical char-
acterization of the initial strength distribution, (2) an overload proof test to es-
tablish a minimum strength, or (3) direct nondestructive flaw detection from
which strength can be calculated. Each of these characterization techniques,
described below, has specific advantages. However, each of the techniques also
contains stringent requirements and limitations. It is essential to bear in mind
that if these requirements are not met or the limitations are exceeded, the tech-
niques will lead to erroneous lifetime predictions.
Statistical Strength Distribution
The first strength characterization technique to be discussed is the statistical
strength characterization approach. This approach is particularly useful to eval-
uate the suitability of different materials, processing procedures, and surface
treatments for a given application. However, because the approach is statistical,
it cannot guarantee that components will have strengths greater than some min-
imum value; rather, it provides a failure (or survival) probability for a given load
level.
Because it is the most critical flaw in a component or test specimen that leads
to failure, it is not the distribution of flaws itself that is important but rather the
distribution of the extremes of the flaw distribution. Fortunately, distributions of
extremes, or extreme-value statistics, have been thoroughly studied.
11–13,35
Strength distributions are typically described by the Weibull distribution, one of
three extreme-value distributions. Procedures for estimating the parameters of
the Weibull distribution are well documented.
36–38
The generally accepted pro-
cedure is to use maximum likelihood estimators. Procedures for the two-
parameter Weibull distribution are described in the ASTM standard practice
guide, ASTM C 1239-95.
36
Occasionally, the strength data exhibits threshold-
strength behavior, and must be fitted to a three-parameter Weibull distribution.
22
In such cases a number of difficulties are associated with the numerical tech-
niques used to estimate the Weibull parameters.
37,38
Typically a Newton-Raphson
iteration procedure is used (see Appendix F of Ref. 37), but a sequential search
technique with subsequent bisectional bracketing also works well.
22

812 RELIABILITY AND LIFE FOR BRITTLE MATERIALS
The strength distribution obtained is unequivocal provided that it is deter-
mined on actual components (for each batch of material) under conditions that
simulate the service conditions. However, this requirement often poses an intol-
erable economic constraint, because so many tests must be performed to achieve
an acceptable confidence level. Consequently, tests are often conducted on small
coupons whose processing history and surface treatment mimic those of the final
component.
Some care must be exercised in collecting the strength data. Measurements
should be conducted at a high loading rate and in an inert environment, e.g., a
dry gaseous nitrogen environment, to avoid environmental effects discussed be-
low. In addition, the stress state,
, used for the Weibull test must represent as
closely as possible the stress conditions the component will see in service. For
example, conducting the Weibull tests in uniaxial tension will not necessarily
provide meaningful data if the actual component will experience biaxial loading.
After the Weibull strength distribution has been obtained and analyzed, a
particular probability of failure, F, can then be associated with a corresponding
initial strength, S. The relationship between F and S, i.e., the spread of initial
strengths, is controlled by the distribution of initial flaw sizes in the material.
Finally, if the tests have been conducted on test coupons rather than final
components, it is essential to relate the area under load in the coupon to the
area under load in the component (see Appendix 1) because the probability of
encompassing a more severe flaw is proportional to the area under load. There-
fore, the test specimen area under load must be normalized to the component
area under load. It should be borne in mind that, if failure results from subsurface
defects, the important parameter to normalize is the volume under load rather
than the surface area.
Minimum Strength Overload Proof Test
An overload proof test is a procedure for establishing the upper limit on the
most critical flaw in a component or, equivalently, the lower limit on the initial
strength distribution.
4,7,39–43
The technique is expensive since real components
are tested. However, a properly conducted proof test completely eliminates the
problem of failure through statistical outliers that is unavoidable when the sta-
tistical strength distribution technique is used. Therefore, if the statistical
strength distribution analysis indicates that there is an unacceptably high prob-
ability of failure at the required load, the overload proof test procedure can be
used to eliminate the weak components and truncate the failure distribution. It
should be noted that, because the overload proof test is applied to finished com-
ponents, it is generally not a technique that is appropriate for material or design
selection. In addition, for a final component with a complicated geometry, it can
be difficult to apply controlled stresses that are equivalent in orientation to those
experienced in service.
In concept, the overload proof test is straightforward. One simply applies an
overload stress to each component, typically two to three times the service stress.
The ratio of the overload stress to the service stress is the proof-test ratio.
Components with critical flaws larger than a predetermined size, or with
strengths less than a predetermined minimum (namely, the proof-test stress), will
break. Accordingly, such components are automatically eliminated from the dis-
tribution.

3 OVERVIEW 813
However, the requirements for a properly conducted proof test must be strin-
gently met. Specifically, the proof test must be devised such that the stress at
each location of a component exceeds the service stress in that same location
by an amount at least as large as the recommended proof-test ratio. The proof
test must be performed under controlled conditions of environment and proof-
test load cycle; the most critical aspect being to have conditions as inert as
possible and to unload from the proof stress as rapidly as possible. If these
conditions are satisfied, then proof testing is undoubtedly the best lifeprediction
procedure, because no aspects of the analysis are unresolved. If the conditions
are not met, then crack growth (discussed below) could occur during unloading,
obviating the desired truncation of the initial flaw population and leaving the
components weaker than predicted by the proof test-analysis.
Nondestructive Flaw Detection
In principle, a good nondestructive evaluation (NDE) test for flaw detection
offers several benefits: 100% inspection, on-line inspection, in-field health mon-
itoring, and quantitative critical flaw detection. In practice, the approach is al-
most never used for brittle materials. The difficulties associated with using NDE
involve both flaw detection and flaw quantification. Since the toughness of most
ceramics and glasses is on the order of 1–5 MPa
䡠 , critical flaw sizes are less兹m
than approximately 50
m for even low-strength materials. This is currently
beyond the detection limit of most available NDE procedures. However, mea-
surement techniques are rapidly improving and, within the foreseeable future,
instruments may be commonly available that will detect defects of micrometer
and sub-micrometer size. A more formidable task will then be relating the NDE
measurements to quantifiable reliability predictions.
As discussed above, brittle materials fail from the most severe, not the av-
erage, flaws. The phrase ‘‘most severe flaw’’ means the flaw that generates the
largest stress intensity in the expected stress field. Consequently, the flaw size,
shape, and orientation relative to the stress field must be quantified before results
from an NDE measurement can be used to predict strength.
Unlike metals, in which flaws can grow to many times their original size
without component rupture while NDE techniques monitor the flaw growth or
the concomitant material property degradation, brittle materials fail with very
limited flaw extension and almost no property degradation. Consequently, unless
a specific NDE test has been clearly shown to predict failure strength accurately
for the same brittle material with the same surface finish and under the same
loading conditions of interest, it is better to use the statistical strength distribution
or the overload proof-test techniques described previously to determine strength
information.
Environmentally Enhanced Fracture
The second property influencing the reliability of brittle materials is the growth
of flaws in the presence of stress. If the flaws remained constant with time,*
there would be no need to proceed beyond the initial strength analysis. Based
*Throughout this discussion, we consider only the growth of preexisting flaws over time and ignore
the possibility of generating a new flaw population during use.
4,34

814 RELIABILITY AND LIFE FOR BRITTLE MATERIALS
upon the Weibull distribution, the probability of failure would be known for any
stress condition and would be constant. Alternatively, based on an overload proof
test or NDE, a minimum strength is defined such that failure would not occur
for stresses below these values. However, it is well known that flaws grow under
stress in most brittle materials.
1,16–19,44,45
As the flaws grow, the material weak-
ens, leading to a time-dependent mechanical failure. This process is known by
several names; three of the most common are ‘‘environmentally enhanced frac-
ture,’’ ‘‘delayed failure,’’ and ‘‘static fatigue.’’
Environmentally enhanced fracture is a process that is still not completely
understood. However, it is known that flaws in materials under stress can react
with certain environments, resulting in bond rupture and flaw growth at stresses
well below the nominal bond strength of the material. Water is particularly ef-
fective at enhancing fracture in many brittle materials. In addition, water is
almost ubiquitous in either liquid or vapor phase. Therefore, it is essential that
the effects of water-enhanced fracture be incorporated into any lifetime predic-
tion model.*
Because the process of environmentally enhanced fracture is only partially
understood, expressions, relating crack growth velocity, V, to stress intensity
factor, K
I
, are typically phenomenological rather than truly theoretical. Although
several crack-growth-rate expressions have been proposed, the one used in al-
most all lifetime predictions for brittle materials is given by:
2–4,6,7,39
N
K
I
V ⫽ V (1)
冉冊
C
K
IC
where V
C
is a constant and N is called the environmentally enhanced crack
growth parameter, sometimes denoted the inverse crack growth susceptibility.
K
IC
is the critical stress intensity factor at which fracture ensues catastrophically
but, for the present context, can be considered as a scaling parameter for the
stress intensity factor, K
I
. N denotes the extent to which the environment interacts
with the stressed crack to cause enhanced crack growth. For a given V
C
and K
IC
,
the larger N is, the less effective the environment is at enhancing crack growth.
The fact that Eq. 1 is phenomenological rather than rigorously based on theory
should not be a concern as long as the equation describes the observed behavior,
particularly in the low stress region. Guaranteeing this condition is difficult,
however, since the crack growth rates for a component in use are usually several
orders of magnitude smaller than the lowest crack growth rates that can be
determined experimentally. As long as any deviation from Eq. 1 is of the form
V
real
(K
I
) ⬍ V
Eq. 1
(K
I
), that is, the real velocity is less than the velocity predicted
from Eq. 1, lifetime predictions based upon Eq. 1 are conservative. However, if
V
real
(K
I
) ⬎ V
Eq. 1
(K
I
), lifetime predictions based on Eq. 1 are no longer conser-
vative.
At this point, it should be noted that there are a number of other possible
crack growth expressions that are statistically indistinguishable from Eq. 1 over
*Few environments are more effective than water in enhancing crack growth for most brittle mate-
rials. An exception is very basic solutions for silica-based glasses.
45
For such cases, the following
discussion still applies, but the tests must be conducted in the new environment.

3 OVERVIEW 815
the measurable crack velocity range.
46
Some of these expressions are more con-
servative, i.e., predict higher crack growth rates, at low K
I
than the power law.
A particularly important example is the expression V
⫽ B exp[bK
I
], which is
derived from chemical rate theory, and has been used by several authors to
parameterize environmentally enhanced fracture.
3,24,46–48
Although having a
stronger scientific basis than the power law (Eq. 1), the exponential expression
for crack growth rates has never developed the following obtained by the power
law expression. The dominance of the power law expression derives from the
fact that it allows closed form, analytical lifetime solutions to be obtained even
when the critical flaws are surrounded by a residual stress field, as will be
discussed in the section on constant loading rate experiments. With the advent
of powerful desktop computing, it is now possible to use numerical techniques,
rather than analytical derivations, to predict lifetimes. The approach outlined
above is still required, i.e., determination of the initial strength distribution
through Weibull statistics
36–38
or proof test
4,39
measurements, evaluation of crack
growth parameters through dynamic fatigue experiments,
4,49
and estimation of
confidence limits through statistical analysis, e.g., bootstrap methods
21,22,50–52
as
discussed below. Consequently, it is now possible to make lifetime predictions
using crack growth relationships like the exponential expression. However, it is
much easier to demonstrate how the different measurements are combined to
obtain an expression for the lifetime if analytical expressions are used. Therefore,
for the purposes of this chapter, we will focus exclusively on the power law
expression for crack growth.
Constant Loading Rate Experiments
Conducting fracture mechanics crack growth experiments to evaluate the param-
eters governing environmentally enhanced crack growth is a process that requires
both a large amount of time and a thorough understanding of issues associated
with environmentally enhanced fracture. Consequently, a faster evaluation
method that is less prone to experimental subtleties is desirable. Equation 2
defines the constant loading rate or dynamic fatigue measurement relationship
(Appendix 2). In Eq. 2,
is a fitting parameter related to V
C
and K
IC
and N⬘ ⫽
(3N ⫹ 2)/4, where V
C
, K
IC
, and N are parameters in Eq. 1.
d
N
⬘⫺
1
⫽
(2)
ƒ
dt
Although there are various possible geometries and several critical experimental
requirements for dynamic fatigue measurements (see Appendix 2), the measure-
ments are conceptually straightforward. A series of specimens is subjected to a
load that increases linearly with time. The log of the failure strength,
ƒ
, plotted
as a function of stressing rate,
, gives the parameters N⬘ and
. To obtain
conservative values of N
⬘ and
, dynamic fatigue measurements need to be
carried out in the harshest environmental conditions under which the final com-
ponent will be used. For example, if water vapor enhances crack growth, liquid
water could provide the limiting case of water-enhanced environmental fracture.
However, it is not necessary that the initial flaw distribution be maintained. A
change in flaw distribution will change
ƒ
, but not the slope,
/(N ⫺ 1). There-
fore, dynamic fatigue experiments are usually conducted on indented specimens;
816 RELIABILITY AND LIFE FOR BRITTLE MATERIALS
the indentations provide a uniform and repeatable critical flaw.
53–57
Typically,
the resultant data have much less scatter than those obtained from the initial
flaw distribution, thereby resulting in a more precise determination of the slope.
Inert Strength for Indented Specimens
The inert strength for indented specimens, S
v
, is determined using the same
procedure as that used to obtain the Weibull distribution: high loading rate and
an inert atmosphere. However, instead of using the natural flaw population as
the strength limiting defects, S
v
uses the same level of indentations that were
used in the dynamic fatigue experiments. These data provide an upper limit on
the dynamic fatigue strength data.
Lifetime Prediction
Once the Weibull distribution, the dynamic fatigue data, and the inert strength
for the indented specimens have been obtained, the lifetime, t
ƒ
, for any initial
strength, S, and any applied stress,
, can be calculated using Equation 3
22
:
N
⬘⫺
2
S
⫺
N
⬘
t ⫽
(3)
冉冊
ƒ
N⬘ ⫹ 1 S
v
Although Eq. 3 predicts a time to failure for a component under load, there is
still no way to estimate how statistically significant the value is. To obtain the
most information from the lifetime prediction model, it is necessary to estimate
the confidence limits surrounding t
ƒ
.
Confidence Limits
As with any experimentally determined quantities, there are uncertainties asso-
ciated with each of the parameters in Eq. 3. Some of the parameters may not
be amenable to standard error propagation analysis. For example, for large N
⬘,
e.g., N
⬘ⱖ60, the uncertainties in evaluating the slope of the dynamic fatigue
curve are much larger than the calculated slope itself. Under such conditions,
standard error propagation techniques are invalid. An alternative is the bootstrap
technique.
50–52
It is a statistical procedure that takes advantage of modern com-
puting power and makes it relatively straightforward to determine confidence
limits (Appendix 3). It applies to any data set that is independent and identically
distributed (iid). The major assumption with the bootstrap technique is that the
data used to evaluate the parameters in Eq. 3 adequately represent the statistical
scatter in the experiments. If this condition is met, combining the bootstrap
technique with the data used to evaluate t
ƒ
permits the user to estimate the time
to failure at whatever confidence level is desired.
Life Prediction Process
The individual steps required for lifetime prediction have been laid out above.
If the steps are followed and careful attention is paid to the requirements and
restrictions at each step in the process, a lifetime prediction with a specific failure
probability and known confidence limits for a specific applied load is obtained.
However, frequently, other questions are of interest. For example, the needed
lifetime may be an input parameter, and the limiting stress value may be the
3 OVERVIEW 817
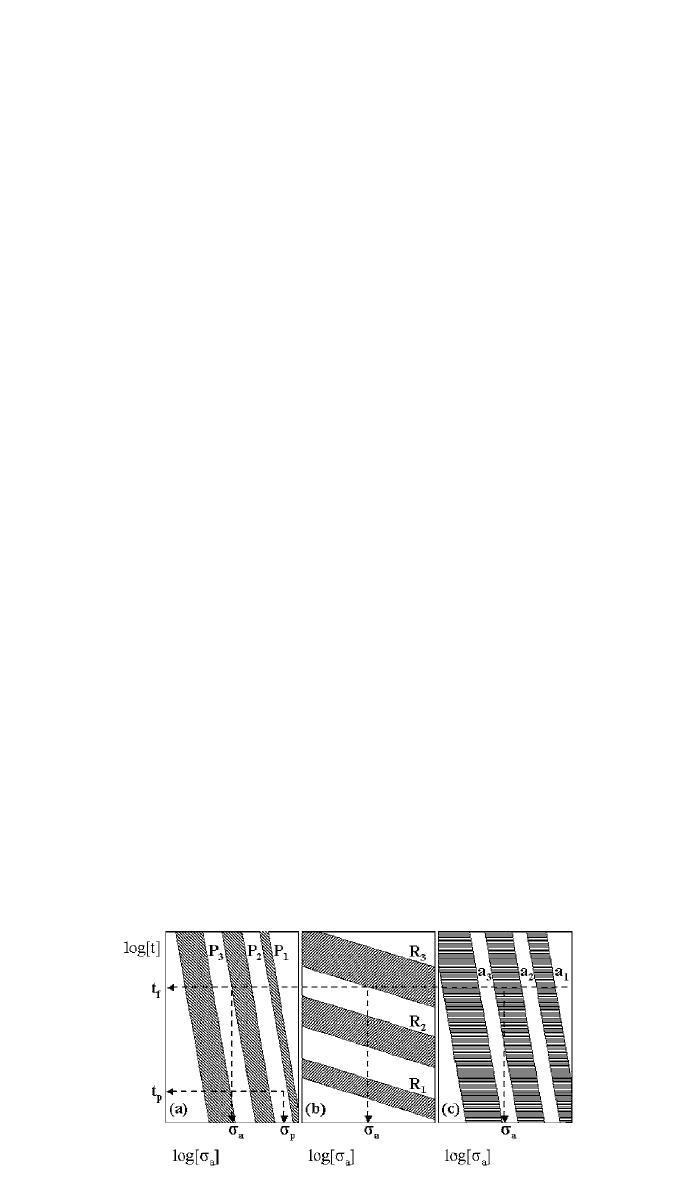
Fig. 1 Design approach.
unknown parameter of interest. As another example, a required lifetime at a
known load may be the input parameters, and the unknown may be whether a
given material can be used and, if so, with what probability of failure. The
formalism outlined above is adequate to address any of these questions and, in
fact, can be used in an iterative manner to determine how variations in one group
of parameters affect others. In this section, failure diagrams will be introduced.
These diagrams, constructed from the data obtained using the techniques out-
lined above, graphically relate the parameters to show quantitatively how mod-
ifications in one parameter, e.g., stress or lifetime, affect the others.
Figure 1a is derived directly from Eq. 3. Each of the solid lines maps the
applied stress,
, onto the time to failure, t
ƒ
, for a different value of the initial
strength or, equivalently, different probability of immediate failure upon the ap-
plication of the
(see Appendix 1). The lines are all parallel with slope of ⫺N⬘.
The bands about each line represent the confidence limit at which the position
of the line is known and can be determined by a statistical analysis tool such as
the bootstrap method. For conservative calculations, the left-hand confidence
limit should be used instead of the centerline. Figure 1a immediately shows, in
a quantitative way, how all the parameters affecting lifetime predictions are
coupled if a statistical strength distribution is being used. Known, or required,
values of some of the parameters can be located on the plot and the range of
possible values for the remaining parameters can be taken directly from the
graph.
If the overload proof test, rather than the statistical strength distribution, ap-
proach is being used, Fig. 1b maps the applied stress onto the lifetime. This
figure is obtained from Eq. 3 by replacing the initial strength S divided by
by
the proof-test ratio, R. This gives a linear relationship between log(
) and log(t
ƒ
)
with a slope of
⫺2. The different parallel lines in Fig. 1b are now determined
by changes in R. The larger R is, the larger t
ƒ
is for a given
, but at the cost
of more components being broken. To estimate the fraction of components that
will fail during the proof test, one refers again to the probability diagram, the
proportion of components likely to fail in the proof test can be estimated by
determining the intersection of the stress coordinates of the proof stress,
p
⫽
R
a
, and the time coordinate for the time at the peak proof load, t
p
. If this
proportion is unacceptable, e.g., most of the components fail in the proof test,

818 RELIABILITY AND LIFE FOR BRITTLE MATERIALS
then the material, including flaw distribution, is inadequate, and an alternate
material should be explored. This process should proceed until a material with
a satisfactory proof-test failure proportion is identified.
Finally, if proof testing is unsuitable, for example, as a result of the com-
plexity of the component, NDE techniques could be explored. The approach
taken at this juncture is strongly material dependent. Figure 1c relates the life-
time, t
ƒ
, to the applied stress,
a
, and the flaw size, a. To use Fig. 1c, an ap-
proximate value for the flaw size that must be detected to ensure integrity is
first obtained from the graph, without accounting for the extension of the con-
fidence limits. Then, the ability to detect such flaw types should be evaluated
using available NDE techniques. At this stage, confidence limits on flaw detec-
tion in the test material can be established for each NDE technique, and the flaw
size detection requirement can be more closely defined. The suitability of the
material for this application is determined by the capability of detecting all flaws
in the critical parts of the component that exceed the specified size. As discussed
previously, use of this approach requires that NDE techniques are available that
provide quantitative size and shape data regarding flaws.
4 SUMMARY
In summary, the following procedure is required to predict lifetimes in isotropic,
homogeneous, brittle materials:
1. Fast fracture tests in an inert environment to determine the Weibull dis-
tribution of the initial flaws/strengths and the probability of failure for
any arbitrary initial strength, or a proof test to weed out specimens below
a predetermined initial strength, or an NDE technique that guarantees a
lower limit on strength
2. Dynamic fatigue measurements on indented specimens to determine sus-
ceptibility to environmentally enhanced fracture
3. Fast fracture tests in an inert environment on indented specimens to de-
termine the inert strength (strength in the absence of environmental ef-
fects) of the indented material
4. Bootstrap Eq. 3, using the data in steps 1–3, to predict lifetimes and
determine confidence levels for predetermined initial strength
It is essential for the user to remember that this lifetime prediction methodology
assumes that the flaw/strength distribution determined from the Weibull analysis
is the same distribution to be found in the final components (for the statistical
strength distribution approach), that the tests do not alter the flaw distribution,
and that flaws change over time only through environmentally enhanced fracture
as described by Eq. 1.
APPENDIX 1: WEIBULL TESTS
Since brittle failure is expected to occur from the most severe defect in the
component, the strengths are assumed to come from an extreme value distribu-
tion. A critical assumption in the following discussion is that the strength dis-
tribution in the strength test is the same as the distribution in the final
components. Typically, either a two- or a three-parameter Weibull is used to

APPENDIX 1: WEIBULL TESTS 819
evaluate the distribution. Equation A1.1 gives the form of the three-parameter
Weibull expression
8,22,35
m
(x) ⫺ S
t
(1 ⫺ F) ⫽ exp ⫺ (A1.1)
冉冊
S ⫺ S
冤冥
0 t
Two of the three parameters in Eq. A1.1 are the shape parameter, m, which
determines the shape of the probability distribution function, and the scale pa-
rameter, S
0
, which defines the scale of the strength axis. The shape parameter,
m, defines how quickly the probability of survival drops from a value of 1.0 as
the stress on the material increases. Low values of m correspond to a broad,
relatively slowly varying decrease in the probability of survival as a function of
increasing
. In contrast, high m values generate a survival probability curve
approaching a step shape; the survival probability remains near 1.0 until
nears
S
0
and then drops rapidly to zero. As implied by the previous sentence, S
0
is
related to the value of stress at which the probability of survival is near the
midpoint between 1.0 and 0. For S
t
⫽ 0, the probability of survival at
⫽ S
0
is 1/e. In fact, in the limit of m approaching infinity and S
t
⫽ 0, S
0
is identically
the value of stress for which the probability of survival drops from 1.0 to 0.
The third Weibull parameter, S
t
, represents a ‘‘threshold’’ value for strength
below which there is zero probability of failure. The form of the two-parameter
Weibull expression is identical with Eq. A1.1 with S
t
equal to zero; i.e., there is
no lower strength threshold. The decision as to whether S
t
is zero or finite is
not always easy to make. The question may become moot if it is borne in mind
that the two-parameter distribution is a special case of the three-parameter dis-
tribution. The decision whether to include a finite value for S
t
could be addressed
statistically by determining the significance of a threshold value and uncertainties
related to its inclusion (i.e., with what confidence can a finite value be attributed
to S
t
?) by the bootstrap simulation (Appendix 3). However, the implications of
assuming a two-parameter or a three-parameter Weibull distribution should be
kept in mind. A two-parameter distribution is always more conservative, and,
therefore, safer, since it implicitly assumes that there is a possibility for failure
at any load. However, if a threshold does exist, use of a two-parameter distri-
bution will have economic consequences because it will predict a finite failure
probability at loads for which no failures will occur.
Based on Eq. A1.1, a set of test specimens can be broken rapidly in bending
(Appendix 2) in an inert environment and the strength of each specimen plotted
against the survivability ranking, (1
⫺ F):
1
ln ln ⫽ m ln[
(x) ⫺ S ] ⫺ m ln(S ⫺ S ) (A1.2)
冉冊
t 0 t
1 ⫺ F
冤冥
This results in a line of slope m and intercept of ⫺m ln(S
0
⫺ S
t
). Therefore, the
survival probability of a given test specimen could be predicted for a given load.
820 RELIABILITY AND LIFE FOR BRITTLE MATERIALS
However, usually, the area under load on a component in use is not identical to
the area sampled in the bend test. Because the flaws are assumed to be distributed
randomly in both the final components and the test specimens, if the area under
load in the final component is larger than the area sampled by the Weibull test,
the component is likely to sample larger flaws than those sampled during the
tests. Therefore, the probability of failure at a given load will be greater for the
component than for the test specimens. The converse is true if the area sampled
in the final component is smaller than that sampled by the test specimens. Thus,
a weighting factor is incorporated into the analysis to account for differences in
sampling area between the test specimens and the final components.
This is handled in the following way. If an elemental area, dA, of a component
surface at position x experiences a tensile stress
(x) and a survival probability,
(1
⫺ F), then the survival probability of the component, (1 ⫺ F
c
), is the joint
survival probability of all the individual surface elements. In the limit of infin-
itesimal elemental areas, this survival probability is
m
S ⫺ S
t
[1 ⫺ F (S)] ⫽ exp ⫺k(m, S ) (A1.3)
冉冊
ct
S ⫺ S
冤冥
0 t
where F
c
is the failure probability of the component, S is the maximum tensile
stress in the component (i.e., the strength), and k(m, S
t
) is an area-scaling factor
given by
m
1
(x) ⫺ S
t
k(m, S ) ⫽ 冕冕 dA (A1.4)
冉冊
t
AS⫺ S
0 t
If A
0
is chosen to make the k factor for the laboratory specimen unity, k(m, S
t
)
is the relative area-scaling ratio between the components and the laboratory
specimens.
Best Practices
●
Unless there is clear evidence that a threshold exists in the Weibull dis-
tribution, it is better (i.e., conservative) to assume a two-parameter Weibull
distribution.
●
A good rule of thumb is that 30 or more specimens should be used to
generate a Weibull plot.
●
It is frequently valuable to identify the failure source of specimens under
an optical microscope.
58,59
This procedure distinguishes failures from ma-
chining damage, inclusions, handling accidents, etc. A description of frac-
tography is outside the range of this document, but an excellent discussion
can be found at the web site: http://www.ceramics.nist.gov/webbook/
fracture/fracture.htm.
●
Measurements should be conducted in as inert an environment as possible.
Dry flowing N
2
gas in a glove bag is usually a good choice.
●
Measurements should be made at the highest loading rate for which the
testing machine provides reliable data.