Kutz M. Handbook of materials selection
Подождите немного. Документ загружается.

1362 USING COMPOSITES
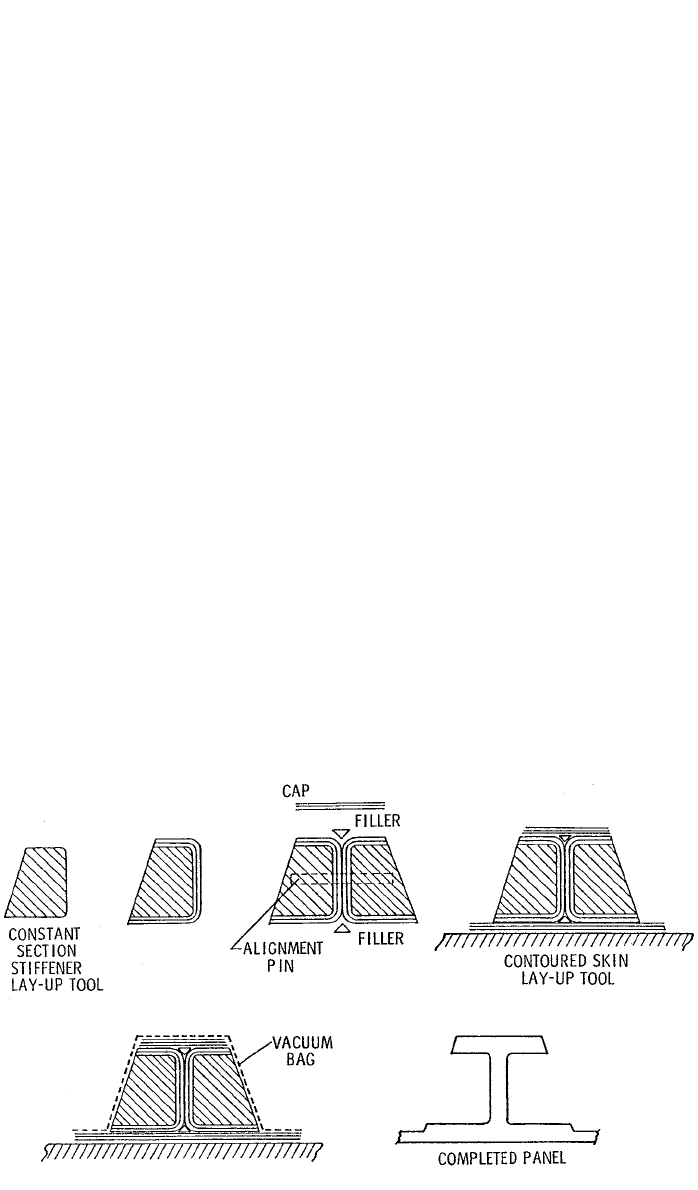
Fig. 3 Co-curing stiffeners with skins.
sandwich structure has been discussed previously. Another concept that has been
evaluated by the automotive industry involves resin injection. Dry fiber preforms
representing several parts are assembled from fabric, mat, braided stock, and
knit fibers. Stitching of the dry fabric to enhance normal tension strength is
feasible. The preform is placed in a closed mold and resin is injected. After
cure, the assembly is removed from the mold. Using resins with isocyanate
curatives, an assembly can be made in several minutes. One automaker has
combined 50 stamped steel parts assembled by welding into two composite
chassis members joined by bolting. I-beam cross-section ribs for military aircraft
are molded with at least one attachment clip integral to the web. Each clip saves
making and tracking an individual part through the factory, as well as the cost
of installing several fasteners.
A common method of providing localized stiffness in commercial fiberglass
structures involves placing machined pieces of foam or honeycomb within the
lay-up and molding them in. Applications include the keel areas of boats, cir-
cumferential rings on composite gasoline storage tanks, and helicopter fuselage
panels. Many carbon fiber/epoxy panels are molded with integral stiffeners or
attachment angles co-cured on the skin. The tooling setup shown in Fig. 3 was
used to mold the panel shown in Fig. 4. The method is suitable for I-blade, tee,
hat, and joy stiffeners. The designer can reproduce in composites configurations
that have worked well in sheet metal structures. Before committing to a design,
however, the designer must understand how much stiffness is required. The
cheapest and easiest approach is to add strips of unidirectional material to the
skin to react to moderate bending loads. Where bending or flutter is a severe
problem, a stiffened panel is required. Stiffener effectivity is greatly enhanced
by adding unidirectional plies in the cap to increase the inertia so that the number
of stiffeners may be reduced. The most structurally efficient stiffener is the hat
section, but mandrel removal is a problem. Unless access to inflatable mandrels

8 PRODUCIBILITY CHECKLIST 1363
Fig. 4 Co-cured fusilage skin panel with integral stiffeners and frames.
is available, other stiffener configurations should be strongly considered because
they can be molded on reusable tools. The costs of single-use washout or meltout
mandrels are high, and no foam withstands the normal autoclave cures at 85 psi
and 350
⬚F used to maximize graphite/epoxy laminates properties for 260⬚F ser-
vice. Teflon mandrels are surprisingly difficult to extract due to the compressive
stress up to 5 ksi exerted by resin shrinkage.
In summary, integrally stiffened panels are both weight and cost effective
when compared to comparable fastened structures. However, these benefits can
be obtained only by designing panels with a minimum number of stiffeners of
a configuration whose mandrels can be removed easily. Fortunately, structures
for helicopters or passenger aircraft can be cured at 250
⬚F, so flyaway foam
mandrels left in the part are a possibility.
8 PRODUCIBILITY CHECKLIST
With a design concept or two in mind, the designer should review a producibility
list to lighten the burden on manufacturing. To meet quality and cost objectives,

1364 USING COMPOSITES
design, materials selection, and process must be coordinated. In the composites
industry, with such varied products, processes, and materials available, gener-
alization is difficult. Thus, the reader is invited to add his or her requirements
to this list and eliminate those not pertinent to his or her situation.
The design must provide for low-cost manufacturing, including:
●
Contour symmetry so a tool can make multiple part numbers
●
Radius of in. on male tools and in. radius on female tools to assist
11
––
84
lay-up
●
Cheapest materials that can meet all the design objectives, e.g., don’t use
graphite when glass will do
●
Design lay-ups symmetrical about the centerline of the thickness to reduce
warpage
●
Laying up a minimum number of plies by using thicker materials
●
Easily drapable satin weave fabrics for highly contoured parts
●
Simplified ply shapes
●
Simplified preparation of cores for sandwich structure
●
Compatibility with high-rate processes by using automation where pos-
sible
●
Molding a minimum number of parts
●
Minimal curvature to trim
●
Compatibility with advanced tooling concepts
●
Self-contained curing fixtures
●
Removable stiffener mandrels
●
Low thermal expansion tools for dimensional accuracy of surfaces
●
Ease of part removal
●
Tooled surfaces selected to expedite assembly
●
Avoid sacrificial, complex, or hard-to-use tools
●
Simplified assembly methods
●
co-curing sandwich panels
●
Co-curing integral joints
●
Molding stiffeners on a precured skin with secondary bonded joints
●
Thermoplastic molding
●
Automated drilling and fastening
●
Inspectibility
●
Compatibility with NDI systems (if required). NDI stands for nondestruc-
tive inspection. X ray or processes similar to CAT scans are used to find
flaws inside a part without cutting it up.
●
Inspection-critical areas defined
●
Allowable defects defined
●
Repairs for specific defects documented
Materials selection has a significant effect on a project’s success. Factors to
be considered include:

9 ETERNAL QUALITY CONTROL QUESTION 1365
●
Matrix meets service temperature requirements
●
Sufficient resin flow to minimize porosity and enhance ply bonding
●
Cure temperature and pressure compatible with application, e.g., expen-
sive autoclave processing of a small boat is not required
●
Rapid cure to enhance throughput and minimize the need for multiple
tools
●
3D woven or braided dry fabric preforms increase laminate properties in
z direction
●
Reproducibility of batches of material mandatory for part consistency
Lastly, many processes have been optimized for throughput. It is necessary,
however, to review the selected process to see if improvements can be made.
Relevant issues include:
●
Reducing needed workers’ skill levels by simplifying operations
●
Reducing labor-intensive processes by capital investment, e.g., ceiling-
mounted laser projectors that show the location of partial plies eliminate
lay-up tooling and save 50% of the labor cost
●
Reducing long flow times so that multiple tools are not needed
●
Obtaining a tight-tolerance fit of mating surfaces to be joined by bonding
or fastening
●
Joining many parts by making an integrally molded structure instead of
bonding or fastening individual parts
●
Compatibility with automated NDI so that erroneous defects can be found
The intent of this section was to highlight various options and pitfalls in
composite design and processing. Consultation with experts in the various ma-
terial categories or processes will further enhance the technical base of the pro-
ject.
9 ETERNAL QUALITY CONTROL QUESTION
How good do we have to be and how bad can we be to produce a usable part?
The quality control requirements obviously vary according to the end product.
A cafeteria tray is press molded in 2 min from dry fiberglass mat, surfacing
plies (called veils), and a cupful of liquid resin. Every part is inspected visually,
and a few are probably structurally tested initially. Periodically, the weight of
the ingredients and trays, and operating parameters of the press, are checked so
that the product that was tested is produced for the entire production run. Any
parts that are too difficult to repair are scrapped. There is a limit on how much
attention can be paid to a cheap product with low structural requirements.
In contrast, manufacturing an advanced composite (CFRP) aircraft structure
is monitored closely. A former chairman of the FAA Composites Committee
was very outspoken that Aunt Minnie should be able to arrive in Peoria as safely
in a composites aircraft as she did in a metal aircraft. Resolving his concern is
a two-step process, with the first stage including:
1366 USING COMPOSITES
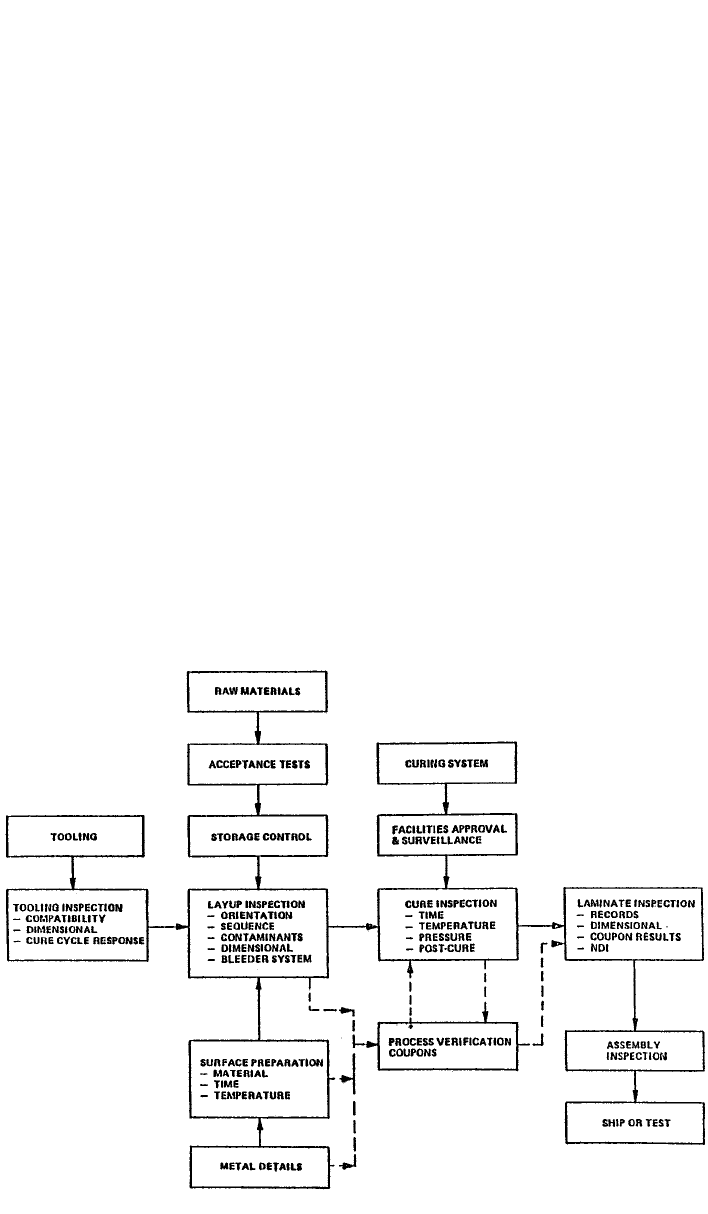
Fig. 5 Inspection requirements for flight-critical structure.
●
Materials procured to rigid specifications, with properties defined by al-
lowables
●
Verification of design points by the test of coupons made from the spec-
ified material
●
Manufacturing process controlled by a detailed process specification
●
Additional design verification by testing elements and subcomponents pro-
duced using both specifications
●
Static and fatigue testing of full-scale articles produced as described above
At this point, the capability of the specified material and process to produce
a structure that meets all of an aircraft’s requirements has been verified. For the
production department, the intent is to produce exactly the same product, or a
better product, hundreds of times over a period of several decades, thereby ver-
ifying the design. To ensure meeting this safety requirement, a detailed inspec-
tion plan (Fig. 5) must be implemented. The system works well until a defect
is found. The engineering staff must evaluate the effect of the flaw and determine
the disposition of the part: use as is, repair per a specified procedure, or scrap.
Many programs now have documentation covering allowable defects, standard
repairs, and mandatory scraps to reduce the engineering effort with regard to
disposition of a defective part. So the engineering staff must first design an
optimum part, then documentation must be prepared to define how ‘‘bad’’ it can
be and still meet design requirements. Standard repairs for repetitive defects
must be provided.

10 ENVIRONMENTAL CONCERNS 1367
This concept also applies to other industries. While evaluating the processing
of large fiberglass boat hulls, for example, I have observed mechanics making
repairs based on the engineering department’s sketches and instructions. Other
flaws were left as is.
In the case of press-molded parts, a visual examination of the part surface
and tap testing for porosity may be sufficient.
In summary, every product requires a quality control plan suited to the prod-
uct’s function and its value. As structural requirements and costs increase, the
engineering design effort must address defects. Parts with unacceptable discrep-
ancies or inadequate repairs must not be placed in service. Conversely, usable
parts should not be scrapped unnecessarily.
For lightly loaded consumer products, the engineering department can relax
as the manufacturing department struggles to always make the product look
pretty and keep defects within tolerable limits.
10 ENVIRONMENTAL CONCERNS
A composite manufacturing plant inherently has many environmental problems
simply due to the nature of the materials and processes used. Under prodding
by the Environmental Protection Agency (EPA), industrial hygiene has improved
significantly since the mid-1980s. Even so, profits from a well-conceived pro-
duction effort can be lost due to EPA penalties. So environmental concerns must
be a part of the materials selection and design effort, as well as a requirement
for manufacturing facilities. There are four problem areas: airborne vapors, skin
contact with allergens, dust, and disposal of waste.
Many resins contain ingredients with low boiling points. Polyester and vinyl
ester contain styrene whose odor permeates even well-ventilated facilities. Phe-
nolic resins have the sweet odor of unreacted phenol and give off formaldehyde.
A group of mechanics working on a highly classified project were awarded
compensation for medical problems because, reportedly, they were working in
an inadequately ventilated area and absorbed some chemicals.
An early curative for epoxy resin mixes prepared on the shop floor required
melting prior to use. Brown fumes were produced. I experienced them. They
stained our clothes (I was wearing ‘‘epoxy’’ workpants) and anything else
nearby. The first curative for polyurethane castings also required melting and
was a carcinogen. Both compounds where withdrawn after years of use.
Epoxy resins produce dermatitis once the body becomes sensitized. My best
technician did not develop a rash until 17 years of exposure, but I have seen
new employees develop rashes in several months. The only cure seems to be to
avoid contact with epoxy materials prior to cure and with dust from cured panels.
Material suppliers are required to provide materials safety data sheets listing the
ingredients in generic terms. These sheets should be carefully reviewed by the
safety team before new materials are introduced to production. In well-ventilated
areas, in my opinion, problems, except for dermatitis, are not significant as long
as normal precautions are taken. Food and drinks, for example, are no longer
allowed in lay-up areas.
Chips are produced when metals are drilled or cut. Composite machining, on
the other hand, produces dust. Recently, water jet cutting of composites, which
does not produce dust, has been introduced into production. Also, water-cooled
drills produce a gritty slurry instead of dust. Maximizing the use of water-cooled

1368 USING COMPOSITES
drilling in modern equipment is cost effective and provides a free safety benefit.
Dust can be controlled by using vacuum hoses next to cutters, spray booth filters,
and vacuum cleaners to replace brooms.
The EPA has guidelines for the disposal of solvents and paints. Composite
scrap and dust should be buried. This is especially true for carbon/graphite
composites. Once, in Cleveland, scrap carbon fibers were incinerated and the
residue was blown into a transformer that shorted out. Much of the city was
dark until repairs could be made.
Even though a history of effective methods to prevent environmental problems
exists, using new materials or inattention can cause problems. So, to reduce
environmental hazards in the factory, the designer should confer with the safety
department before transmitting a design to the production department.

1369
CHAPTER 45
COMPOSITES IN CONSTRUCTION
Ayman S. Mosallam
Division of Engineering
California State University
Fullerton, California
1 INTRODUCTION 1369
1.1 General 1369
1.2 Advantages 1370
2 CONSTRUCTION APPLICATIONS
OF COMPOSITES 1370
2.1 Aggressive Environments 1370
2.2 Repair and Retrofit Infrastructure
Systems 1371
2.3 Internal Reinforcement of
Concrete Members Using
FRP Composites 1399
2.4 All-Composites Structural
Applications 1401
3 DEVELOPMENT OF CODES
AND STANDARDS 1416
4 NEW STRATEGY AND
RECOMMENDATIONS 1418
BIBLIOGRAPHY 1420
1 INTRODUCTION
1.1 General
For the past few decades, the aerospace industry was the major user for fiber-
reinforced polymer (FRP) composite materials. Recently, civil engineers and the
construction industry began to realize the potential of these materials in provid-
ing remedies for many problems associated with the deterioration and corrosion
of infrastructures.
Civil engineers have dealt with different types of composite materials for
decades, including wood (natural composites), plywood (laminated natural com-
posites), and concrete (particulate composites). Polymer composites are ‘‘engi-
neered’’ materials that encompass a wide range of materials where two or more,
physically distinct and mechanically separable, components are combined to-
gether to form a new material that possesses properties that are notably different
from those of its individual constituents. The primary load-carrying component
is the fibers, while the matrix acts as a binder, an environmental protector, and
stress distribution phase of the laminate. Fibers are available in different types,
grades, and shapes. Typical types of structural fibers include glass (E, S, AR
grades), aramid (Kevlar), and carbon fibers with different grades. Two types of
polymers are available, namely thermoplastic and thermoset polymers. In most
of the structural application, thermoset resins are preferred. Examples of ther-
HandbookofMaterialsSelection.EditedbyMyerKutz
Copyright Ó 2002 John Wiley & Sons, Inc., NewYork.
1370 COMPOSITES IN CONSTRUCTION
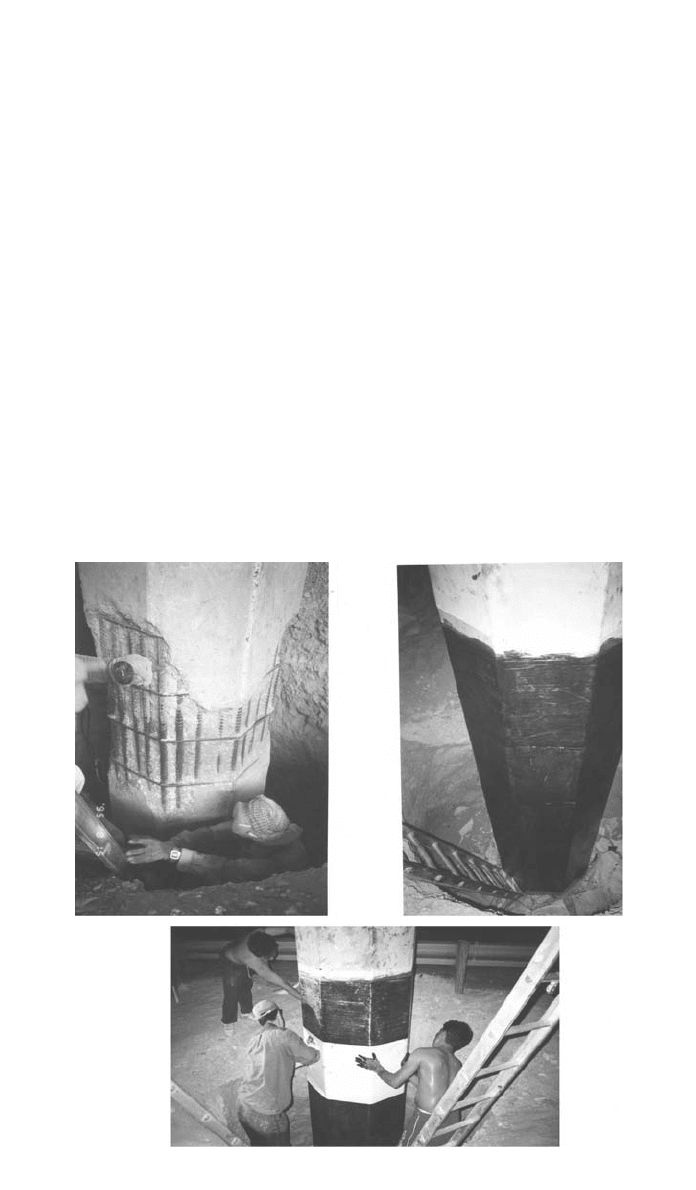
Fig. 1 Seismic upgrade of columns using composites.
[Courtesy of Structural Composites Construction Inc. (SCCI)]
moset resins include epoxies, unsaturated polyesters, vinylesters, aminos, phe-
nolics, and urethane resins.
1.2 Advantages
Some of the attractive and unique features of these materials are their durability
and resistance to the marine environment, their toughness, particularly at low
temperatures, their vibration damping capabilities, their energy absorption under
earthquake loading, their electromagnetic transparency, their low value of co-
efficient of thermal expansion, pigmentability and decorative characteristics, and
their high strength-to-weight ratio. These unique properties can be used to pro-
duce an optimum structural system with minimum life-cycle cost, fabrication
and construction cost, and time.
2 CONSTRUCTION APPLICATIONS OF COMPOSITES
Applications where composite materials can show their superiority over other
conventional materials are discussed below.
2.1 Aggressive Environments
●
Waterfront structures
●
Water and wastewater treatment plants structural elements
●
Water declination plants
2 CONSTRUCTION APPLICATIONS OF COMPOSITES 1371
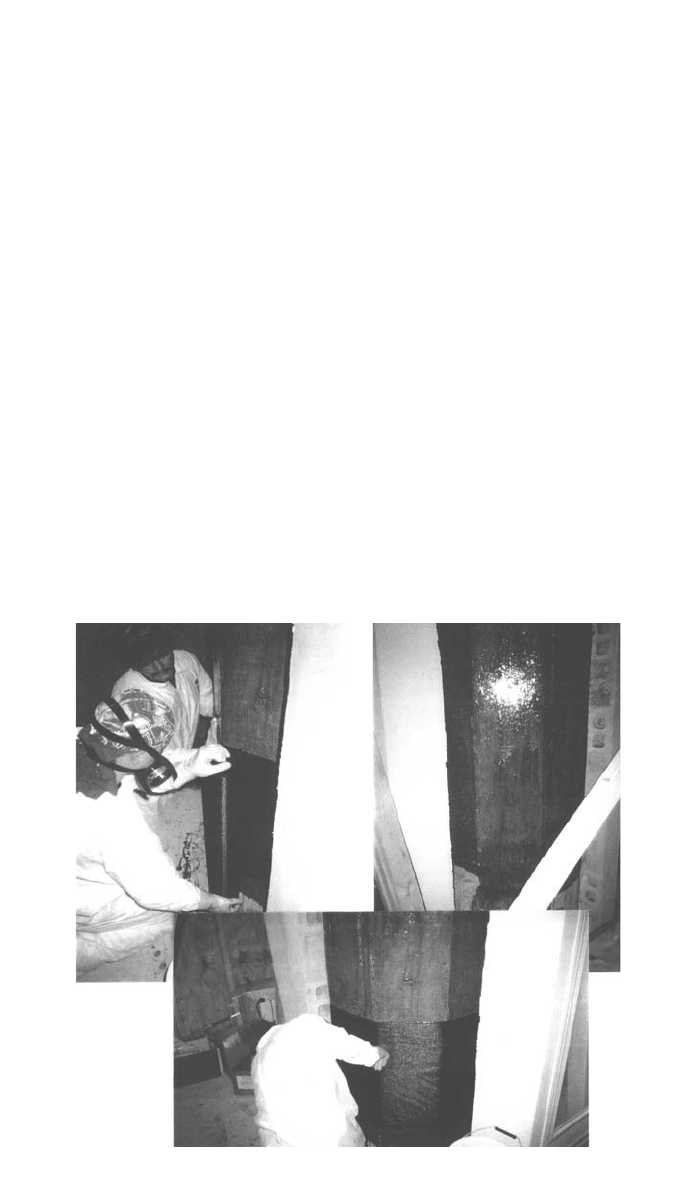
Fig. 2 Reinforced concrete corroded column repair applications using composites.
(Courtesy of Sigma Composites, LLC)
●
Off-shore structures (off-shore oil rig platforms, marine risers, etc.)
●
Cooling towers
●
Petrochemical and nuclear power plants
●
Paper and pulp mills
●
Chimneys
●
Pipes
2.2 Repair and Retrofit Infrastructure Systems
Due to their unique properties, composites can provide structural engineers with
the answers to many structural problems. The two major applications are seismic
repair and rehabilitation (Fig. 1), and corrosion repair (Fig. 2). These apply to
buildings, bridges, and other infrastructure systems. Composites can also be used
to upgrade the structural performance and capacity of reinforced concrete, steel,
and wood and masonry structural members inland and off-shore. In this process,
several laminates of composites are bonded to the finished surfaces of the struc-
tural member in the specified directions. In early 1990s, the majority of the
applications focused on the ductility enhancement of concrete columns, espe-
cially in seismic areas such as California. In this particular application, the fibers