Казаков Н.Ф. Диффузионная сварка материалов
Подождите немного. Документ загружается.

на
установках'
спроектированнь1х
и и3готовле11нь1х
на
москов-
ском
комбинате
твердь1х
сплавов
им с. п'
€оловьева.
|!еред сваркой
торць1 изделий тшлифовали
на
торце1плифоваль-
ном
станке и обезх<иривали спиртом
или ацетоном. ||ри
диффу-
зионной
сварке в вакууме
и
оптимальном
ре)киме
7
:1400_
+-
1500'
(;
р
:
4 кгс/мм2, !
:
5_7 мин
физинеская
граница
ме)кду
свариваемь1ми
материалами
полностью
отсутствовала.
€труктура зоньт
сварки
и ее прочность
не
отличались
от
струк-
турь| и прочности исходного материала. !!4зменений
физико-меха-
нических
свойств
соединяемь1х материалов в
3оне сварки
по сравне-
нию с исходнь1ми
не
обнарух<ено.
12
€варка
пористь|х
металлов
€варка
волокнисть|х и поро|||ковь|х
металлов.
3озмо>к-
ности сварки плавлением
и пайки при соединении пористь1х
ме-
таллов весьма
ограничень|'
так как при
наличии
х<идкой
фазьт
по-
следняя 3атекает
в
порь1
и под
действием
капиллярнь1х
сил
мо}кет
проникать
на 3начительную
глубину, нару1пая
исходную прони-
цаемость
пористого металла.
(роме
того' при
сварке
плавлением
в процессе
кристалли3ации
11]ва происходит
3начитель!{ая
усадка
литого
металла'
приводящая
к
образованию
трещин.
Аля
соединения пористь|х
металлов весьма перспективна
диф-
фузионная
сварка' при
которой путем варьирования
технологи-
ческими
параметрами процесса мох(но получить
качественное
соеди-
нение.
[1роведение
сварочного
цикла
без
увета
специфики
пори-
сть[х металлов мо}кет
привести к изменению
ра3меров
и пористости.
|{ри
изунении механизма
и кинетики
процессов' происходящих
при
диффузионной
сварке
пористь1х металлов'
необходимо
иметь
в виду
особенности
фазового равновесия,
обусловленнь|е
дисперс-
ностью
фаз.
Б
области вь1соких температур' когда
диффузионная
подвих{-
ность
атомов и
упругость
паров
достаточно
велики' в пористь1х
телах
самопроизвольно
протекают
процессьт' обусловленнь:е
стремлением
системь1
и
умень1пению
свободной
энергии и' в част_
ности'
того
слагаемого' которое свя3ано с наличием
развитой
по-
верхности.
Ёсли в
процессе спекания
под
действием
сил
поверх-
ностного
натя}кения не происходит 3начительной
пластической
деформации'
то
при прило)кении с)кимающего
давления'
как это
имеет
место
при
дифузионной
сварке'
дол'{ен
наступить
момент'
когда
напрях{ения превь|сят предел текучести
и
начнется
пласти-
ческое
течение
материала' сопрово)кдающееся
изменением
формьт
конструкции
со
значительной
усадкой'пор.
!,иффузионную
сварку
пористь|х
металлов следует проводить
при
тщательном
контроле
основнь1х
технологических параметров
процесса.
}величение
с}кимающего
давления
вь|1пе
допустимого
мо}кет
привести
к
умень11]ению
пористости
в
зоне контакта и
да>1<е
полному
ее
исчезновению. 1емпература
сварочного
цикладолх(на
221
{
{1
бьтть
строго
лимитирована
да}ке
при
весьма
ни3ких
давлениях'
так
как в области
вь1соких температур'
когда
диффузионная
подви)к_
ность
атомов
и
упругость
паров металла
достаточно
велики' мо_
>т{ет
прои3ойти самопроизвольньтй
процесс коагуляции
пор.
|!оверхности
свариваемь1х
пористь1х металлов необходимо
подготовлять
в
соответствии
с
особьтш:и требованиями:
а)
для
во_
локнисть1х
металлов
х{елательно
исключить процесс
механической
о6ра6от-ки,
которьтй
приводит
к отслаиванию
волокон
1{
ухуд1пает
качество соединения;
б)
детали
из поро1пковь]х
металлов перед
механической обработкой
следует
пропить]вать
специальнь1м
напол_
нителем'
которьтй
перед сваркой
удаляется
испарением
в вакууме.
}казанньте обстоятельства
необход'1мо
учить1вать
при
разработке
технологии
диффузионной
сварки
металлических
материалов.
|[ористое )келезо с
пористь1м
)келезом
(однородньте металльт)
и пористое )келезо с
пористь]м
>келезографитом
(разнороднь1е ме-
таллй)
сваривают
при 7:800'€;
р:10
кгс/мм2; Ё:10-:-
-:-15
мин и
Б
:
10-3-:-
10_6 мм
рт.
ст.
||оскольку образцьт
из
пористь1х
металлов'
в
отличие
от ком-
пактнь1х'
вследствие
пористости
имеют
развитую
поверхность'
покрь1тую
окислами
и адсорбированнь]ми
газами'
они
в больтпей
степени
(нем
компактньте) ну)кдаются
в
удалении
поверхностнь|х
пленок' препятствующих
образованию
металлических
связей
и про-
теканию
во время
сварки
дифузионньтх
процессов.
|!оэтому
после со3дания необходимого
ра3ре}кения
(без
давления)
необхо_
дим
нагрев
образцов.
Аля
равномерного
прогрева
ток
подают
импульсами по следующему
ре>киму:
11осле
десятисекундного
на-
грева
обра3ца
ток вь1ключают на
10
с
для
вь1равниван|1я
темпера'
турь1 по объему
материала. ]акой
ре)ким
поддер}кивают
в
тече_
ние
2
мин'
при
этом
происходит
диссоциация
газов.
|1осле оконча!тия
подготовительного
периода на
контактируе-
мьте образць1
подают
необходимое
давление
до
10
кгс/см2.
|!ро-
цесс''сварки дл\4тся
10_15 мин. €вареннь:е образць1
охла)кдают
до
комнатной
температурь1 и вьтнимают
и3 вакуумной
камерьт.
Аля
исследования
влияния
вь1сокочастотного
нагрева
в
усло-
виях
ра3ре)кения
на
механические
свойства
материала
испь|тань1
две
партии контрольнь1х
плоских
образцов.
Фбразць: первой
пар-
т|1и подвергали
предварительному спеканию
при
температуре
1200" с в
атмосфере водорода.
Бторая партия образцов
оставалась
неспеченной.
Фбе партии
образцов
нагревали
до
температурь|
800"
с и вь1дерх{ивалй
в течение 5 мин йри
давлении
5
кгс/см2.
Аанньте,
полученнь1е
при
исследовании'
показали'
что
при
на_
греве образцов в вакууме
ра3мерьт
пористого материала несколько
уменьтшйлись.
||рон::ость
предвар1{тельно спеченнь]х
образцов
после кратковременного нагрева
в вакууме
осталась
практически
неизменной. ||ронностньте свойства
неспеченного
материала
повь1-
сились. Фднако они 3начительно
ни>ке свойств
предварительно
спеченного материала.
1аким образом,
при
даннь|х
ре}кимах
совме-
щение
операций спекания
и припекания
исключается.
222
||ронность
сварного соединения пористь1х
однородньтх
метал-
лов
практически не
и3меняется. |1ронность сварнь1х соединений
из
ра31{ороднь|х
материалов возрастает. Ёаблюдается не3начитель-
ное
умень1шение
пористости исходнь|х
материалов
в
деталях
после
сварки.
}меньтление
пористости
мо)кно
объяснить
увеличением
длительности
пребьтвания пористь]х
материалов
при вь|соких
температурах
в
процессе
сварки по
сравнению
с
процессом
спека-
ния.
|1ри испь1тании сварнь]х
соединений
на
изгиб отслаивания не
наблюдалось.
}1еталлографинеские исследования показали'
что при оптималь-
нь1х
условиях
происходит прочное
соединение
пористьтх металлов
ме)кду
собой.
[раница
ра3дела
не
просматривается.
Ёеобходимость
сварки
пористь]х аустенитнь1х сталей связана
с
созданием на нефтеперерабать]вающих
и
химических заводах
очистнь|х соорух(ений.
|1ористьте трубьт из етал14
12[18Ё9, при-
меняемь1е
для
этих
целей;
характери3уются отно1шением
длинь1
к
диаметру'
значительно превь11пающим
десятикратное.
||олу-
нать
трубьт
такой
длинь1
с
равномерно
распределенной
по всей
длине
пористостью
(порядка
30-40о/о)
весьма
трудно.
,[|ля
этого
требуется слох(ное
и
дорогостоящее
оборудование.
3адана облег-
чается
при получении таких.труб путем соединения
отдельнь|х
элементов. €варка
плавлением' и пайка не всегда
обеспечивают
качественное соединение. |{рименение
дифузионной
сварки
по-
зволяет
получить качественное сварное соединение.
€оединение
требуемого качества получено сваркой на
опти-
мальнь1х
ре)кимах
7:1200'€;
р:0,3
кгс/мм2;
[:|
мин
и
Б
:
10_3
мм
рт.
ст. }казанньтй
ре)ким
по3воляет сваривать
трубьт любой
длинь|
на специальной
установке.
}величение температурь1'
давления
и времени сварки
вь|1пе
оптимальньтх значений шриводит к
деформации
металла
в
3оне
соединения' нару1пению геометрической
формь:
изделий
и измене-
нию
фильтрующих
свойств
пористой
стали.
||ри испьттании
сварнь1х соединений на
изгиб
до
ра3ру1пения
они
вь|дер}кивают
нагру3ку 300-400
кгс. Разру:шение происходит
по
основному металлу.
|1рименение
диффузионной
сварк::1
для
соединения
деталей
из
пористого
титана позволяет
3начительно
повь]сить
коэфи{иент
исполь3ования
металла при и3готовлении
деталей
и
сократить
трудоемкость
и3готовления пресс-форм
для
получения
деталей
}{з
пористого
титана
слох<ной
формьт.
|1ри изготовлении
деталей
сло>кной
конфигурацу\и
из компактного
титана коэффициент
ис-
пользования
металла
обьтчно не
превь|1пает
0,3_0,5,
а отходьт
необратимьт.
|1рименение технологии
порошковой
металлургии
позволяет
повь|сить
коэффициент исполь3ования
металла
до
0,в_0'9.
€ократить
трудоемкость
изготовления пресс_форм
для
получения
деталей
сло>кной
конфигурации
мо)кно путем
сварки
таких
конструкций
из
отдельнь|х
прессованнь1х
элемен-
тов.
оо2
66;642,кас|нн2
0 5 70 ?0
[,нцн
р=0,35
кес/нп2
|о
60,,
у
--
о
ф;4%
':,1
ф;4%
!:1
т,'с
000
т=1000
ос
,{
о
Ё
60,,
1!
т
[г
0
'
10 20!,нцн
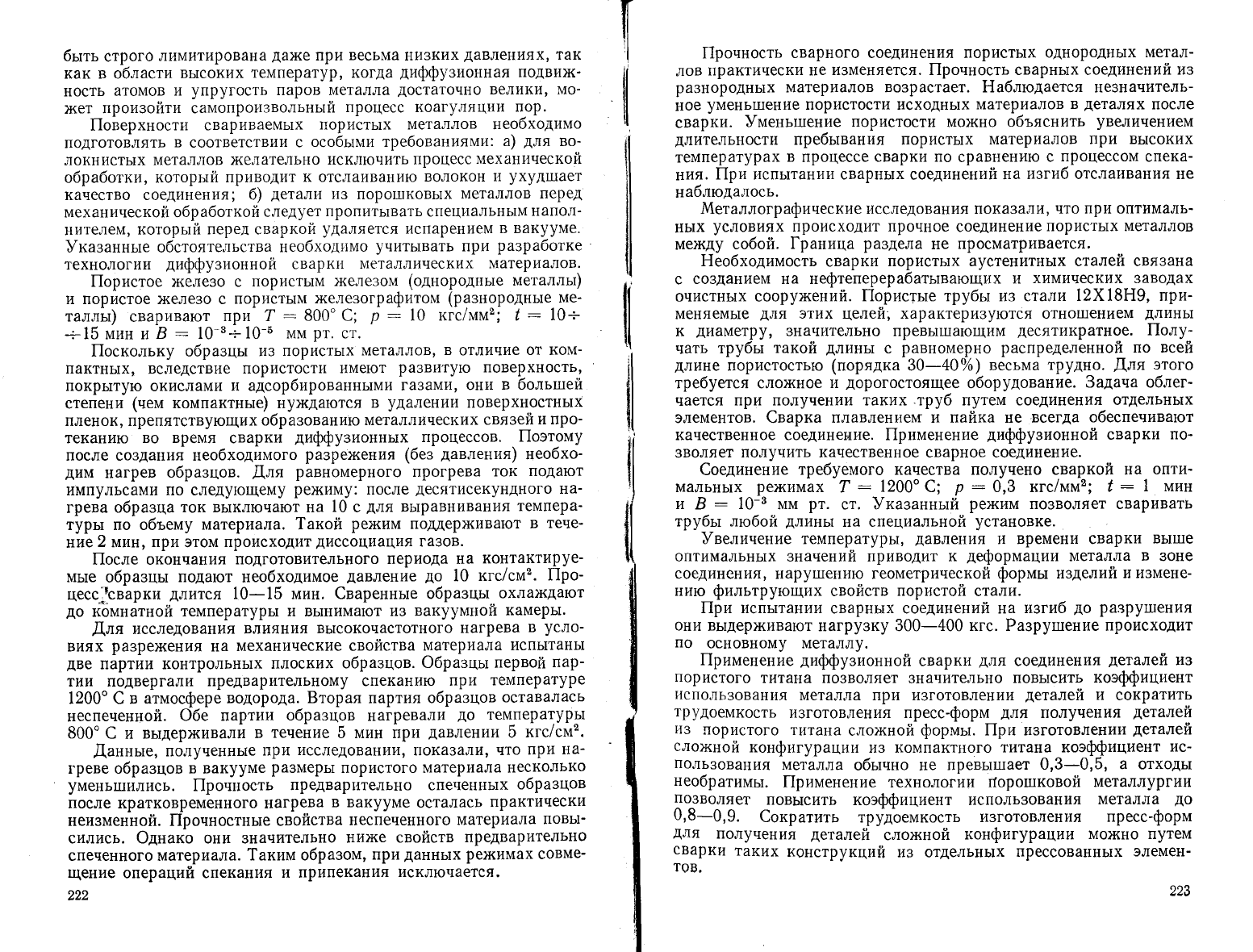
Р цс,
1 20.
3авцсцмосгпь
механц-
цескцх
свойстпв сварньсх
сое0ш-
неншй
поршстпоео п!ц1т|ана о!п
/пемпера1п!ры процесса
(!
:
:
10
мнн) ц
временц
сваркц
(р
:
0'2
кес|мм2)
€вариваемость
пори-
стого
титана
и3учали
на
образцах
размером
12х
х
12
х
40мм, и3готовлен_
нь|х
и3 титанового по-
ро1лка
марки
[|13
путем
холодного
прессования
в стальной
форме
(давле_
нием
7 тс/см2)
с
последу_
ющим
вакуумнь1м
спека-
ниемвтечение
4нпри
температуре
1500'€.
}(онтактньте
поверхнос-
ти образцов
под сварку
тплифовали''
а
непосред-
ственно
перед загрузкой
в сварочную
камеру
обез>киривали
четь1рех-
хлористь1м
углеродом.
7',(
0,1
кгс/мм2. €варка при температурах
них<е
800' €
требует
более
вьтсокой
обработки поверхностей,
что
для
пористого
нихрома
практически
не осуществимо.
||ри температурах
вь11пе
1050'с
дах<е
при
незначительнь1х
удельнь1х
нагрузках
(до-
0'2 кгс/мм2)
наблюдается
силь|1ая
дефор_
мация. |{ри
7
:
1000"
€;
Р
:
0,3 кгс/мм2
и !
:20;-40
ййн
деформация
не превь]тпала
0,5-0,8 мм;
это при
соответствующих
технологических
припусках
допустимо
для
сварнь]х конструкций.
|[ри
всех
ре>кимах
сварки'
3а исключением
г
:
800
и 850"
€;
Р:0,5
кгс/мм2;
/:
10
мин'
свар|{,ь|е соединения
отвечают
тре_
бованиям по герметичности.
,[1ля
пористь|х металлов
под понятием
герметичности подра3умевают
отсутствие
дефектов
в
3оне
контакта'
количество и
размер
которь1х
больтпе
пористости
исходного
ма_
териала.
€варньте конструкции
из пористого
металла
подвергали испь1-
танию на термостойкость
по
следующему
ре)киму:
нагрев
до;тем-
пературь1 900'с в электрической
печи;
охлах{дение
в}1ачале
сх{а-
ть1м во3духом'затем
в воде;
число
теплосмен
7
-\0в
минуту. |{спь1та_
ния
вь|дерх{али
соединения' вь]полненнь|е
лри 7:
980:1050' €;
Р
:
0,3+0,2 кгс|мм2;
!
:25
мин.
|{ри металлографинеском
исследовании
обг:ару>килось
неко_
торое
умень1пение
пористости
в
3оне
контакта'
величина которой
0,5-1
мм. [раница
соединения
с нихромом не обнару>кена.
Фптимальньтми
ре)кимами
сварки
для
получения герметич_
нь1х' прочнь]х и термостойких
соединений мо}кно
считать: 7
:
:
980"
(;
р
:0,2:-0,3
кгс/мм2; |
:25_40
мин и в
:5.10_6
;-
-4.|0-ц
мм
рт.
ст.
Б
процессе
сварки и
испь1таний
установлено
некоторое
умень1пение
пористости
свариваемь|х материалов
в
ре-
3ультате заращивания
пор
при температуре
сварки.
6варка
пористь|х металлов
с компактнь:ми. |1олучение
сварнь1х
соединений пористь!х
металлов
с
компактнь1ми
свя3а1{о
с трудно-
стями' присущими
сварке
цористьтх
металлов.
Б изделиях, пР0А-
назначеннь]х
для
очйстки и
до3ирования
}кидких и газовь|х
сред,
основньтми
элементами
которь1х
слу>кат
детали,
изготовленнь|е
из
г{ористь]х
поро1шковь1х
материалов,
необходимо применять не_
разъемнь1е'
относительно
герметичнь|е
соединения. Ёеразъемное
соединение
пористого
нике.пя
(с
пористостью 20;
38 и 48%)
и ком-
пактной
стали 12х18н101
полунали'
соединяя прутки
диаметром
20
мм
и
длиной
2;
5; 10 и 20 мм.
14сследование",
влияния
температурь|
на
прочность сварного
соединения
проводили
лри7
:
700, 800 и 900' €;
р
:0,25
кгс/мм2
и
!
_
20
_мин.
Блияние
давления
исследовали
при
0,25
и
0,5
кгс/мм2
и
постоянньтх 7
:
800'
€,
!
:
20 мин. Фпределение
оптимальной
длительности
вьтдерх{ки проводили
при
1
:
5,
10,
20и
35
мин;
7:800"€ и
р:0,25
кгс/мм2. Разре>кение
!
!абоней
камере
составляло
во всех случаях 2.10_6
мм
рт.
ст.
(-варенньте
детали
охла)кдались в
сваронной
камере
до
темпера_
турьт
100'€.
15
Ё.
Ф.
|(азаков 226
10
20
10
0
Азунали
влияние параметров
рех(има
сварки_н_а
кач^ество соеди-
нения
в
диапазоне
!
:800-:-!0о0"
€;
Р
:0,2;
0,35
кгс/мм2;
1:5-:-30
мин и 6:
10_д
мм
рт.
ст.
Анализ
представленнь{х
(рис. 120)
3ависимостей
показал'
что оптимальнь^тй
ре)кцц
сварки
йористого
титана ?
:
1000'
(;
р
:0,2
кгс/мм";
|
:
20 мин
и
Б
:
\0-ц мм
рт.
ст.
€варку
пористого
!{икеля
вьтполняли
на
образшах
и3
поро1пко_
вого металла.
|1ронное
соединение
пористого
никеля
с
пористьтм
никелем
(о,
:
16
кгс/мм2)
получено
при сварке_на
оптимальнь1х
рех(имах'т:
эоо*950"
(;
Р
:
0,3-:-0'5
кгс/мм2;
[:25
мин и
6
:
10_{
мм
рт.
ст.
||ри
качественной
сварке
на
оптимальнь|х
ре-
х{имах
л11ъ1|1я
стьтка
отсутствует
и 3начительной
усадки
пор
не
наблюдается.
Блияние
рех{имов
сварки
на
качество
сварнот-о_с_о-единения
не'
которьтх
конструкций
из
пористого
нихрома
\х|5}зт!)
изунали
при 1
:
800; 900;
950; 9в0
и
1о50'
9
р'
=
0,
1;
0,2; 0,3
и 0,5
кгс/мм2;
1':
10; 15;
20; 30 и
40 мин;
Ё:3'10_6.'5'10-6
мм
рт.
ст.
(см.
рис.
|1-33).
^
||редейьная
температура
сварки
ограничивалась
температурой
1050'с, вь|1пе
которой
пористь:й
нихром
теряет прочность
и на_
блюдается значительная
деформашия
при
давлениях
менее
224
!
;!
;!
{|
]!
,:|
Анализ
получен!{ь1х
ре3ультатов
испь|таний сварньтх
соедине-
ний
показал'
что оптимальнь1м
ре>кимом
сварки
пористого
никеля
с
компактной
сталью
12х18н10т
мо}кно считать
7
:
300" €;
Р:0,25
кгс/мм2;
!
:20
мин и
в
:2'10_5
мм
рт.
ст.
}1аксималь-
ная
прочность
сварного
соединения'
вь!полненного
на
этом
ре_
)киме,
о,
:
20 кгс/мм2.
(варньте
соединения
испь|ть1вали
внутренним
гидродавлением
до
раз!:ушения.
(оединение
никеля
со сталь}о
наблюдалось
по
всей
поверхности
контакта.
Бозникновение
участков
непровара
на
поверхности
контакта
объясняется
умень1пением
объема
пори-
стого
металла.
Беличина
усадки
при сварке
никеля
с
пористостью
3$ уц
420/о
составляла
0,1-0,4
мм
на
диаметр
20 мм.
Беличина
усадки
3ависит
от
температурь1
сварки
и
длу|тельности
вь]дер)кки'
с повь1шением
которь1х
величина
усадки
увеличивается.
€варньте
соединения'
подверх(еннь]е
испь|танию
на
термостойкость
по
ре-
)киму 20_700_20"
(
при
десяти
теплосменах
и охлах{дении
на
во3духе' отвечают
предъявленнь]м
к таким соединениям
требова-
нияй.
|1ронность
соединений
в процессе
испьттаний
на
термостой-
кость
не
нару|пается.
}1еталлографинеские
исследования
показали'
что
в
3оне
сварки
отсутствуют
дефектьт
в виде пор,
раковин'
непроваро-в]
по
ра3ме-
рам
превьт1пающие
ра3мерь|
пор пористого
металла.
}меньтпение
размера
пор по сравнению
с
их
размерами
на
исходнь|х
заготов_
ках, наблюдаемое
на
ряде
свареннь1х
деталей,
объясняется
осадкой
пористь|х 3аготовок
и
вероятнь1м
спеканием
при
повь]1пеннь]х
тем-
пературах за счет
увеличения
диффузионной
подви>к}1ости
атомов
металлов.
Фптимальной
температурой
диффузионной
сварки
компакт-
ного никеля
считается
900_1000"
€.
1акие
температурь1
не
могут
бьтть
приемлемь1
для
соединения
пористого
никеля с
компактнь]м'
так как при вьтсоких
температурах
происходит
необратимое
и3ме-
нение
пористости
в около1повной зоне
и создаются
дфектьт,
ана-
логичнь1е
возникающим
при сварке
плавлением.
1(роме
того'
при изготовлении
некоторь|х
у3лов
на поверхность
пористого никеля
наносят
активное
покрь1тие'
теряю-щее
свои
свойства
и
разру1шающееся
при
температурах
вьтш;е 600'€.
Бсилу
этого
для
сварки
пористого
никеля не
следует
применять
ре}кимь|'
рекомендованнь|е
для
сварки
компактного.
€варной
узел
представляет собой
две
пластинь1
из пористого
никел[
сплошной
конфигурации'
которь1е
приваривают с обеих
сторон
к
никелевой
рамке
толщиной
0,3 мм. ||ористую
никеле-
вую
ленту
и3готовляют
прокаткой
порошка из
карбонильного
никеля'
спеченного
при
температуре
1300'с в
атмосфере
водорода
(средний
радиус
при 0,5
мкм'
пористость
30-35%).
Аля
пони>кения
температурьт
сварки в качестве
прослойки
ис'
пользовали
три
вида
порошков:
электролитический
никель'
окса_
латньтй
никель'
полуненньтй
ра3ло}кением
щавелевокислого
никеля в атмосфере
€Ф,
при
температуре 330_350'€,
а
такх<е
226
смеси
этих поро1пков
с
поро1|]ком
оксалатного
серебра,
получен_
ного
термическим
ра3ло}кением
щавелевокислого
серебра. |1ри
вьтборе
порошков
руководствовались
известнь1ми
рекомендациями
о
том'
что с изменением линейнь:х
ра3меров
кристаллической
кру-
пинки и3меняются
некоторь1е ее
физико_механические
характе-
ристики;
в
частности'
температура
плавления
поро11]инок
меди
и серебра
сних{ается
до
400"
с. |1рименение
смесей
порот]]ков
с включением в их
состав
компонентов
с ни3кими температурами
плавления
такх(е сни}кает температуру
их
спекания.
|1оротпки
отличаются
не
только
ра3мерами
и
формой,
но и
структурой частиц.
|1оверхность
деталей
|в пористого
никеля
перед
сваркой
обез>киривали
в бензине
и спирте 14ли траьили
в кипящей
щелочи
(ФЁ
с последующей промьтвкой
в
дистиллированной
воде. |(ом-
пактньлй
никель
так}ке подвергали
травлению в
щелочи'
промь|вке
в
дистиллированной
воде
с.последующим
отх(игом при темпера_
туре
350'€ в течение
25 мин в вакууме.
|4сследовали
параметрь1
ре}кима
сварки:
7
:
350-:-600" €;
р
:
0,5-:-5,5 кгс/мм2;
изотермическая вь]дерх{ка
10-25
мин;
водород
с
точкой
росьт
-40'
€;
в
камере
со3дали
ра3рех(ение
по-
рядк^
10-2
мм
рт.
ст.' 3атем
подавали
водород
с
расходом
2
л/ч
при
нагреве и вь]дерх(ке и 15
л|ч
-
при охла'(дении.
(ачество
сварного соединения
оценивали гидравлическими
испь1таниями
на
герметичность
и
наде}кностью
работьт'соединений
в агрессивнь|х
средах; 3ону соединения исследовали
и3учением
микротплифов.
.&1аксимальт',ая
герметичность
около1повцой
зонь:
и
сварного
шва получена при
7
:
600'(;
р
:3'5
кгс/мм2 и
!
:
:20
мин.
}словия
образования
соединен|4я
|1а
границах
пористь:й
ни-
кель-микропоро1пок и микропоро1шок_компактттьтй
никель су-
щественно
отличаются
друг
от
друга.
.&1еталлографинеские
иссле-
дования
показали'
что на
границе
пористьтй
никель-поро1пок от_
сутствуют
дефектьт
в виде
непроваров, пор и
А!.
Фактинески она
сливается
с пористь1м
никелем' ее мо}кно
3аметить только по при-
сутствию частиц
серебра. Ёа границе
никель компактнь1й-по-
ро1пок
отчетливо виднь1 и3менения
структурь1 поверхностного
слоя компактного
никеля
и внедре11ия
отдельнь1х поро1шинок
и
цель|х
агрегатов в его поверхность.
||ористьлй
нихром соединяли со сталью
08х18н101
на опти-
мальнь1х
ре)кимах
сварки пористого
нихрома
с пористь1м нихро-
мом
(7
:
980'
(;
р
:0,2-:-0,3
кгс/мм2; [
:
25-40 мин и
6
:
:
5.10_6-;-
4.10-4 мм
рт.
ст.). |1ро.лность
сварного соединения при
испь1тании на
растях(ение
ов
:
35_40 кгс/мм2. }1еталлографи-
ческое
исследование
пока3ало'
что в зоне
контакта
существует
зона
в3аимной
диф}зии,
глубина которой
увеличивается
с
уве_
личением
времени
выдер}кки
при
сварке
Фсобенности
сварки
волокнисть1х материалов
с компактнь1ми
рассмотрень1
на
примерах
сварки
волокнистой
меди и вольфрама
15*
227
0
7
0
5
/]
2
7
(1,
ксс
|
нп2
/7
/
!
Б
Р=4105хас|пм2
о
р=0,22$кас|мм2
ы
р
4
0 72 16
20 24
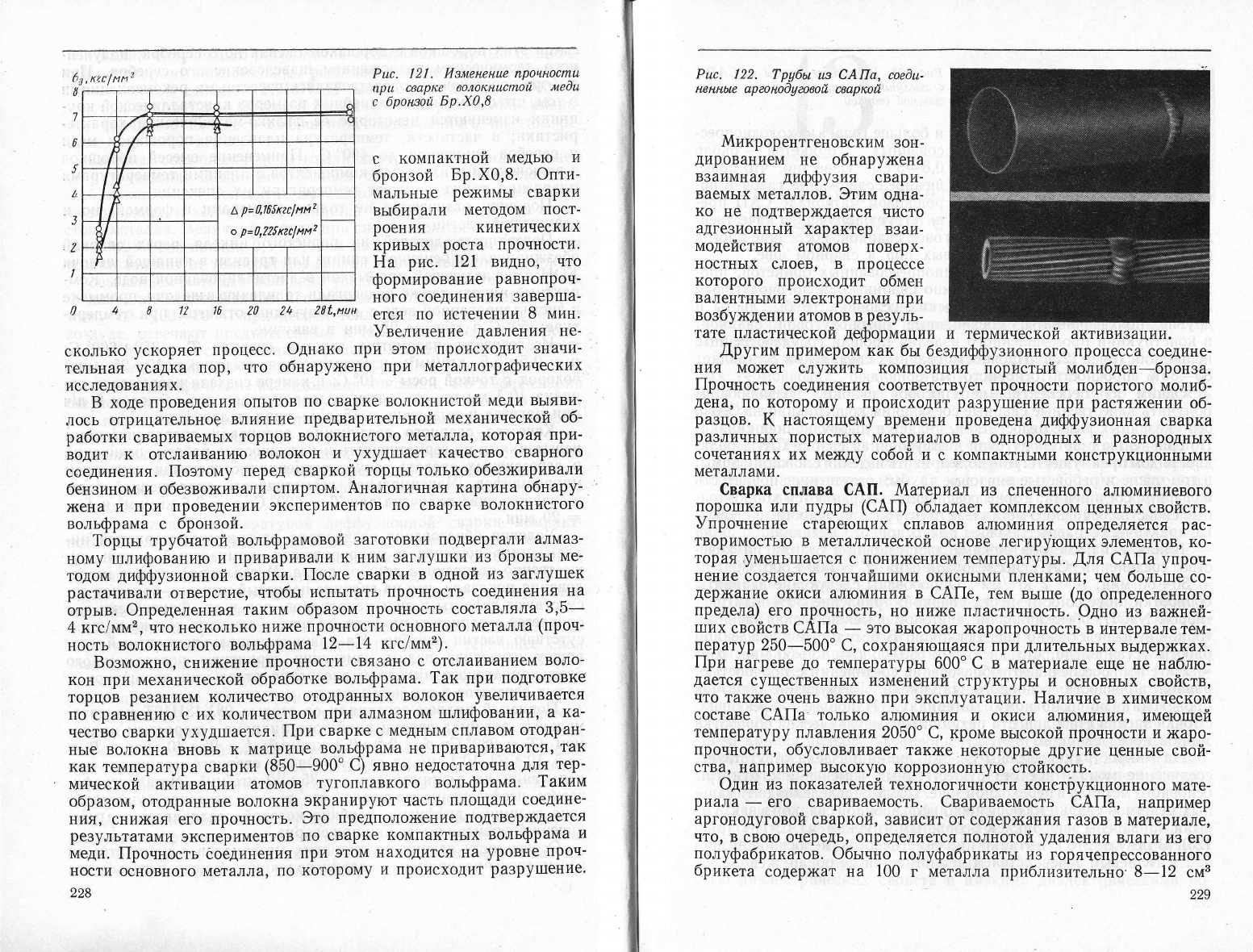
28[,нцн
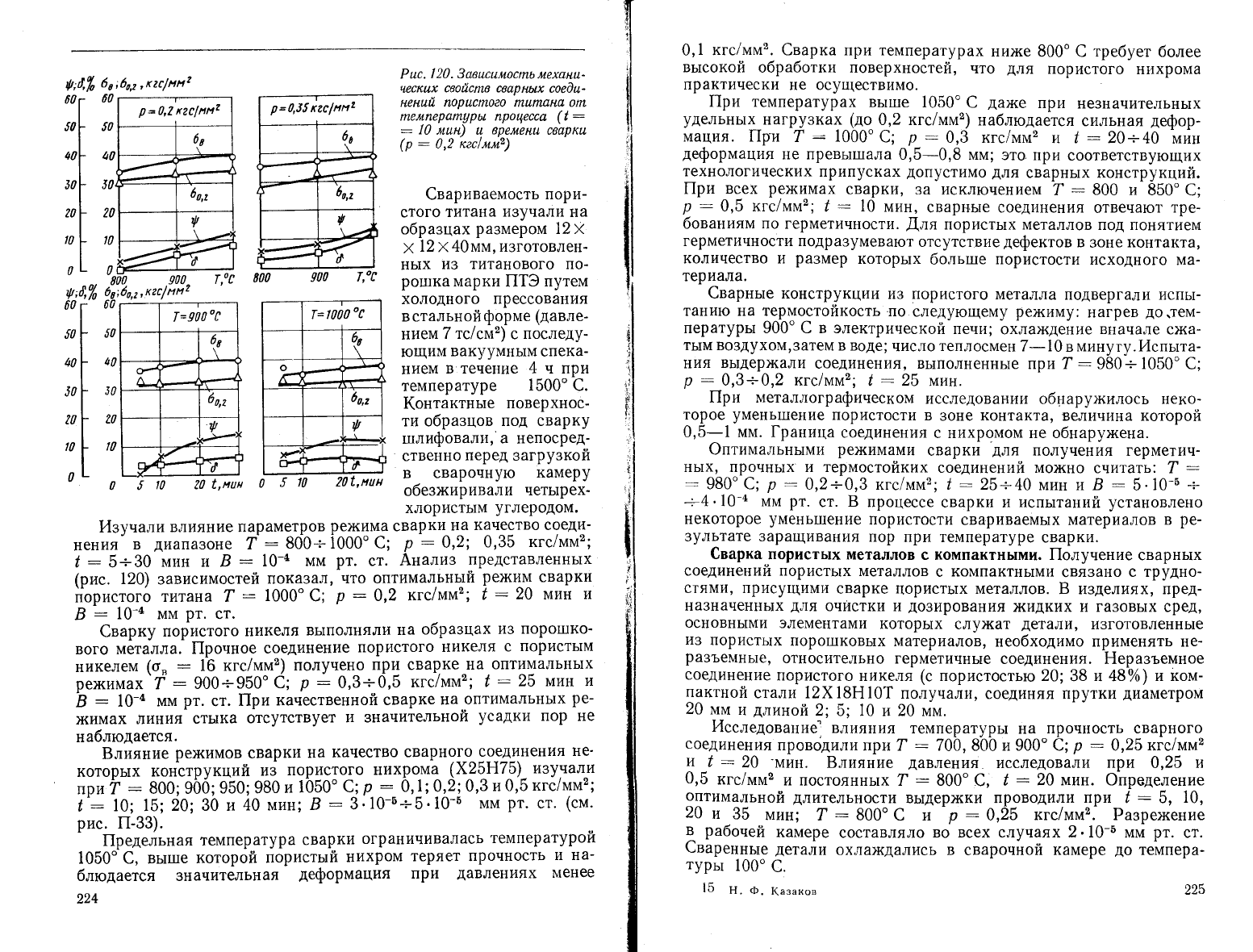
сколько
ускоряет
про1(есс.
Фднако
при
этом
происходит
значи_
тельная
усадка
пор'
что
обнару)кено
при
металлографических
исследованиях.
Б ходе
проведения
опь1тов
по сварке
волокнистой
меди
вь1яви-
лось отрицатель!{ое
влияние
предварительной
механической
об_
работки
свариваемь]х
торцов
волокнистого металла'
которая
при_
водит к
отслаиванию
волокон
и
ухуд11]ает
качество сварного
соедине!{ия.
|1оэтому
перед сваркой
торць| только обез>киривали
бензином и обезвох{ивали
спиртом'
Аналог|4чная
картина обнару_
х{ена и при
проведении
экспериме1{тов
по сварке
волокнистого
вольфрама
с
бронзой.
1оршь: трубчатой
вольфрамовой
3аготовки
подвергал|1
алма3'
ному
1плифованию
и приваривалут
к
ним 3аглу1|]ки
|!3 бронзьт
ме-
тодом
диффузионной
сварки.
|{осле сварки
в
одной
и3 3аглу1шек
растачивали
отверстие,
чтобь1
испь1тать
прочность
соединения
на
отрьлв.
Фпределенная
таким
образом
прочность
составляла
3,5__
4 йгс/мм2, что несколько
ни}ке
прочности
основного
металла
(прон-
ность
волокнистого вольфрама
\2-\4
кгс/мм2).
Бозмох<но, сни)кение
про-чности
свя3ано с отслаиванием
воло_
кон
при механической
обработке
вольфрама. 1ак при
подготовке
торцов
резанием
количество
отодраннь1х
волокон
увеличивается
по
сравнению
с их
количеством
при алма3ном
тшлифовани|4,
а
ка-
чество
сварки
ухуд1пается.
||ри
сварке
с меднь1м сплавом
отодран-
нь1е
волокна вновь к
матрице
вольфрама
!{е
привариваются'
так
как температура
сварки
(850-900'€) явно недостаточна
для
тер_
мической
_
актйвации
атомов
тугоплавкого
вольфрама.
]аким
образом, отодраннь|е
волокна
экрацируют
часть площади
соедине-
ния' сни}кая
его
прочность.
3то
предполох(ение
подтвер)кдается
ре3ультатами
экспериментов
по
сварке
компактнь|х
вольфрама
и
медтт.
|{ронность
боединеиия
при
этом находится на
уровне
проч'
ности
основного металла'
по
которому
и
происходит
ра3ру1шение.
228
Рпс.
121, Р!змененце
прочнос!пш
прш
сваРке
волокнцстпой
ме0ц
с бронзой
Бр.8.0'8
с
компактной
медью
\4
бронзой
Бр.
!,0,8. Фпти-
мальнь1е
рех{имь|
сварки
вьтбирали
методом
пост-
роения
кинетических
кривь|х
роста
прочности.
Ёа
рис.
121, видно'
что
формирование
равнопроч-
ного
соединения
3авер1па-
ется
по истечении
8 мин.
}величение
давления
не-
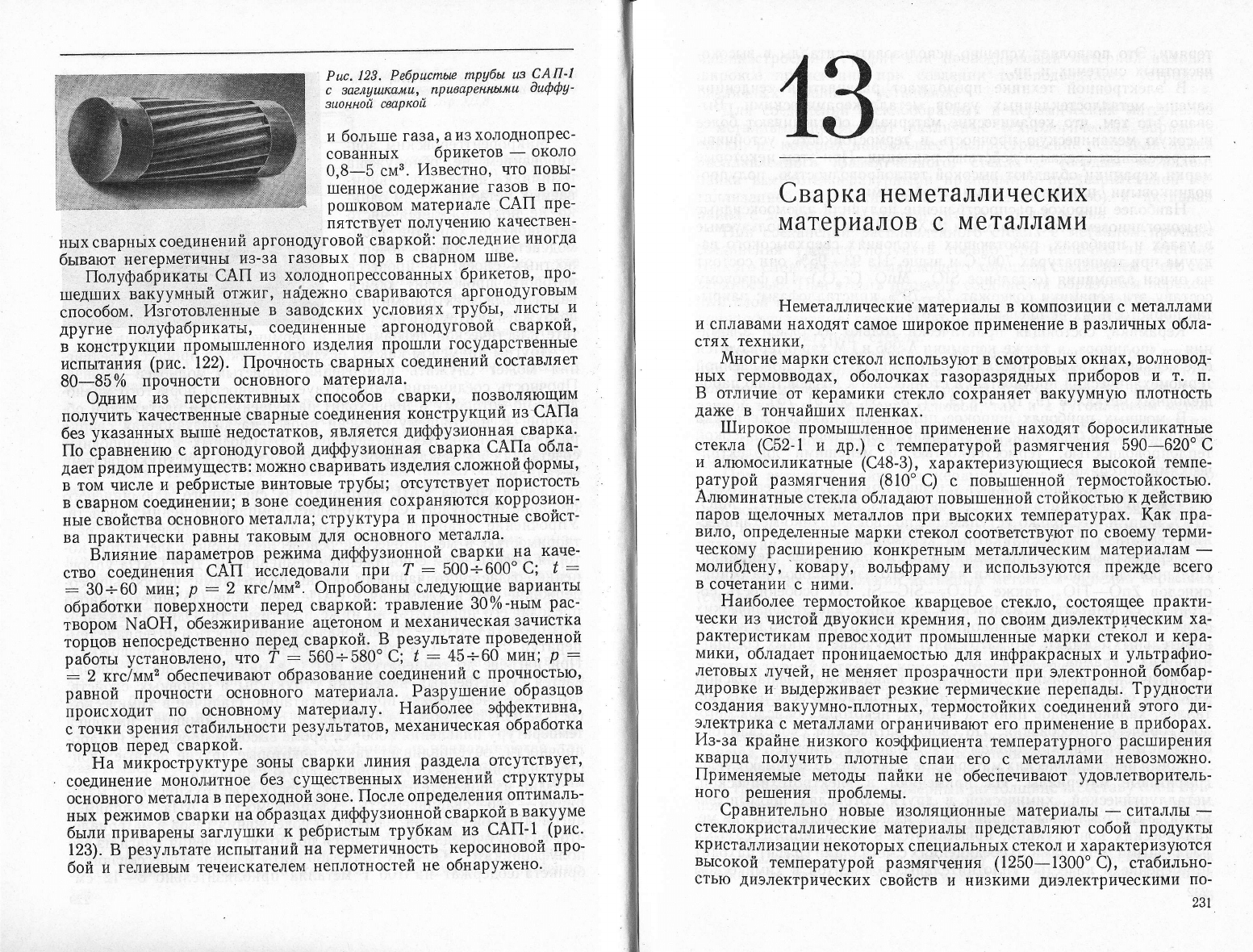
Рцс' 122.
7рц6ьс
шз €А1а, сое0ос-
неннь|е
ареоно0уаовой
сваркой
!\4икрорентгеновским
3он-
дированием
не обнару>кена
в3аимная
диффузия
свари_
ваемьтх
металлов.
3тим одна-
ко
не подтвер)кдается
чисто
адге3ионнь1й
характер
взаи-
модействия
атомов
поверх-
ностньтх
слоев' в процессе
которого
происходит
обмен
валентнь1ми
электронами
при
воз6ух<дении
атомов в
ре3уль-
тате пластической
Аформации
и термической активизации.
.[!ругим
примером
как бьт
бездиффузионного
процесса
соедине_
|{14я мох(ет
слух(ить
компо3иция
пористьтй молибден-бронза.
|-{ронность
соединения соответствует
прочности пористого молиб-
дена'
по которому и происходит
разруп!ение
при
растя>кении
об-
ра3цов.
(
настоящему
времени
проведена
диффузионная
сварка
ра3личнь|х
пористь1х материалов в
однороднь|х и
разнороднь1х
сочетаниях
их ме}кду собой и
с
компактнь1ми
конструкционньтми
металлами.
€варка сплава
€А||. .&1атер|1'ал \43
спеченного
алюминиевого
порошка
или пудрьт (сАп)
обладает комплексом
ценнь|х
свойств.
творимостью в
металлической
основе легирующих элементов'
ко-
торая ,умень1пается
с
пони)кением
температурьт.
!,ля
€А|1а
упроч-
нение со3дается тончайт.шими
окиснь|ми пленками;
чем боль:пе
со-
дер)кание
окиси алюминия в €А|1е,
тем
вь11пе (до
определенного
предела)
его прочн0сть'
но ни)ке
пластичность.
Фдно из вал<ней-
тпих
свойств €А||а
_
это вь1сокая
)каропрочность в
интервалетем-
ператур
250-500"
€,
сохраняющаяся при
длительнь1х
вь|дерх(ках.
|!ри
нагреве
до
темг1ературь1
600'с в материале
еще
не наблю-
дается
существеннь1х и3менений
структурь1 и
основнь|х свойств'
что
такх(е
очень
вах(но
при эксплуа'[ац|4и.
Ёаличие
в
химическом
составе €А|!а только
алюминия
и окиси алюминия' имеющей
температуру
плавления 2050'(,
кроме вьтсокой
прочности
и
>каро-
прочности'
обусловливает так)ке
некоторь1е
другие ценнь:е
свой-
ства' например
вь1сокую
корро3ионную
стойкость.
Фдин из
показателей технологичности
конструкционного
мате_
риала
-
его свариваемость.
(в4риваемость
€А||а,
например
аргонодуговой
сваркой, зависит от
содер}кания га3ов в материале,
что'
в
свою очередь'
определяется
полнотой
удаления
ълаги
и3 его
полуфабрикатов.
Фбьтчно
полуфабрикать| из
горячепрессованного
брикета
содер)кат на
100
г металла приблизительйо'8-12
см3
229
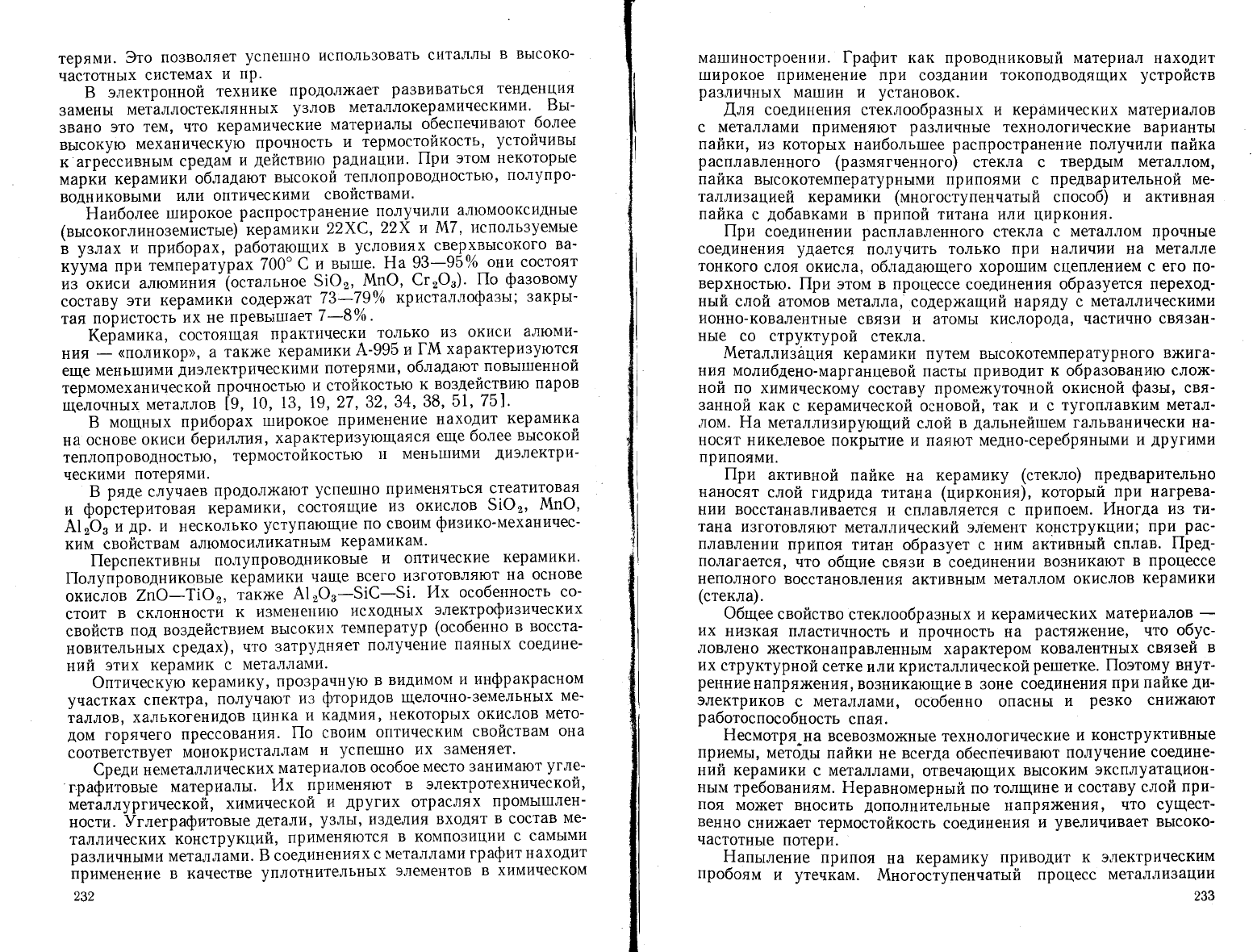
Рцс'
123. Ребршспье
порцбы
шз
9Ац-1
с
3а2лушк1]м1]'
прцварен1!ь|мш
0нффц'
зшонной сваркой
и боль1!]е
га3а,
аи3 холоднопрес-
сованнь]х
брикетов
-
около
0,8-5 см3.
йзвестно'
что
повьт_
1шенное содер}{{ание
газов
в по-
ро1пковом
материале
€А|!
пре-
пятствует
получению
качествен-
ньтх
сварнь1х
соединений
аргонодуговой'свар
кой : последн
ие
и!!огда
бьтвают негерметичнь1
из-3а
га3овь1х
пор
в
сварном
1шве.
||олуфабрикатьт
€А|1
и3 холоднопрессованнь1х
брикетов'
про_
шед1пих
вакуумньтй
от)киг'
на'дехшо
свариваются
аргонодуговь1м
способом.
йзйотовленнь1е
в
3аводских
условиях
трубы'
листь|
и
другие
полуфабрикатьт,
соединенные
аргонодуговой
сваркой'
в конструкции
г{ромь|1шленного
|1здел|1я
про1пли
госуцарственньте
испыта;,я
(рис.
122). |1ронность
сварнь|х
соединений
составляет
80_85%
прочности
основного
материала.
Фдним
и3
перспективнь|х
способов
сварки,
по3воляющим
получить
качественнь1е
сварнь1е
соединения
конструкций
из
{А||а
без
указанньтх
вьт1пе недостатков'
является
диффузионная
сварка'
||о сравнению
с
аргонодуговой
диффузионная
сварка
€А||а
обла_
дает
рядом
преимуществ:
мо>кно сваривать
и3делия
сло)кной
формь|'
в той
числе
и
ребристь1е
винтовь1е
трубьт;
отсутствует
пористость
в
сварном
соедине!!ии;
в
3оне
соединения
сохраняются
корро3ион_
ньте
с}ойства
основного
металла;
структура
и прочностньте
свойст_
ва практически
равнь|
таковь1м
для
основното
металла.
Блияние
параметров
ре>кйма
диффу3ионной
-сварки^ла
каче_
ство
соединения
€А||
иёследовали_
й|эи
?
:
500-:-600'€;
[:
_
30-:-60
мин;
р
:
2 кгс/мм2.
Фпробованьт
следующие
варианть1
обработки
пове!хности
перед сваркой:
травление
30%_ньтм
рас_
твором
}{аФЁ,
обезх<иривание
ацетон-ом
и механическая
зачистка
тор
цов
непосредственно
пе! ед сэ^а^р
ко_ц.^
Р
р
фультате
лр оведенной
ра6отьт
устаЁовлено'
что
7:
560_580"
(;
1
:
45-:-60
мин;
р
:
:
2 кгс7мм2
обеспечивают
образование
соединений
с
прочностью'
равной
прочности
основного
материала.--Разруш:ение.образцов
йроисходит
по основному
материалу.
Ёаиболее
эффективна,
"
т'*к"
зрения
стабильности
результатов'
механическая
о6работка
торцов
перед сваркой.
Ба
микроструктуре
3оньт
сварки
л|||1|1я
ра3дела
.отсутствует'
соединение
монол.итное
без
сушестве]нь1х
изменений
структурьт
основного
металла
в переходной
зоне.
|[осле определения.
оптималь_
нь1х
ре}кимов
сварки
на образцах
диффузионной
сварк9ч
в вакууме
бьтли привареньт
за.лу1пки^
к
ребрис!йй
трубкам
из
€А|1-1-.
(рис'
123).
Б'результате
испьттаний-на
герметичность
керосиновой
про-
бо!],
и
гёлиёвь:м
течеискателем
негтлотностей
не
обнарух<ено.
13
6варка
неметаллических
материалов
с
металлами
Ёеметаллические'
материальт в композиции
с
металлами
и
сплавами находят
самое 1пирокое
применение
в
различнь1х
обла-
стях
техники,
А4ногие
марки
стекол
используют
в смотровь1х
окнах,
волновод-
нь|х гермовводах'
оболочках
га3оразрядньтх
приборов
и т.
п.
3 отличие
от керамики
стекло сохраняет
вакуумную
плотность
да)|{е
в
тончай:ших пленках.
[1|ирокое
промь]1пленное
применение находят
боросиликатнь1е
стекла
(с52-|
и
др.)
-с_
температурой
ра3мягчения
590-620'6
и алюмосиликатнь1е
(с48-3),
характери3ующиеся
вьтсокой
темпе-
ратурой
размягчения
(810'€)
с
повьттпенной
термостойкостью.
Алюминатнь1е
стекла обладают повь]1пенной
стойкостью
к
действию
паров
щелочньтх
металлов
при вь1соких температурах.
1(ак пра-
вило'
определеннь1е
марки
стекол
соответствуют
по своему
терми-
ческому
рас1|]ирению
конкретнь1м металлическим
материалам
_
молибдену,
ковару' вольфраму
и исполь3уются
пре)кде
всего
в
сочетании
с ними.
Ёаиболее
термостойкое
кварцевое
стекло' состоящее
практи-
чески
из чистой
двуокиси
кремния' по
своим
диэлектрцческим
ха-
рактеристикам
превосходит
промьт1пленнь|е марки стекол
и кера-
мик|!'
обладает
проницаемостью
для
инфракраснь:х
и
ультрафио-
летовь|х
луней,
не
меняет про3рачности
при электронной
бомбар-
дировке
и вьщер'(ивает
резкие
термические перепадь1.
}рулности
со3дания
вакуумно_плотнь|х'
термостойких
соединений
этого
ди-
электрика
с
металлами
ограничивают его применение
в приборах.
Аз-за
крайне
ни3кого
коэфициента
температурного
рас1ширения
кварца
получить
плот1_1ьте
спаи его
с
металлАми
невозмох{но.
|1рименяемьте
методь1
пайки
не
обеспечивают
удовлетворитель-
ного
ре.пения
проблемьт.
(равнительно
новь|е и3оляционньте
материаль|
-
€}118,т|./]Б|
_
стеклокристаллические
материаль1 представляют
собой
продуктьт
кристалли3ации
некоторь1х
специальньтх
стекол
и характери3уются
вьтсокой
температурой
размягнения
(1250-1300"
€), стабильно-
стью
диэлектрических
свойств
и ни3кими
диэлектрическими
по-
231
терями.
3то
позволяет
успе11]но
исполь3овать
ситалль1
в вь!соко_
частотнь1х
системах
и
пр.
Б
электронной
тех}{ике
продол}кает
ра3виваться
тенденция
замень1
металлостекляннь1х
у3лов
металлокерамическими.
Бьт-
3вано
это
тем' что
керамические
материаль1
обеспечивают
более
вь1сокую
механическу1о
прочность
и термостойкость,
устойчивь1
к
агрессивнь1м
средам
и
действию
радиации.
|{ри
этом некоторь1е
марйи
керамики
обладают
вь1сокой
теплопроводностью'
полупро-
водниковь1ми
ил|\ оптическими
свойствами.
Ё а
иболее
ш
ир окое
р
ас п
р
ос
тр
ан енц9
п_о_л-учил_и
-алюмоокс
идн ь1е
(вьтсокоглинозем;сть|е)-керамики
22хс'
22\ и
д47,':тспользуемь|е
Ё
узлах
и приборах'
работают11,их
в
условиях_
св_е!^хвь]со1(ого
ва-
куума
при
температурах
700"
с
и
вь]1пе.
Ёа 93-95%
они состоят
из окиси
алюминия
(ос'а',,ое
5!Ф',
}1пФ, €г'Ф')'
|{о
фазовому
составу
эти
керамики
содер)кат
73-7^9о/о
кристаллофа3ь1;
3акрь1-
тая
пористость
их не
превь{гпает
7-$о/о
'
1(ерамика,
состоящая
практ11чески
только
из окиси
а.п|оми-
н|1я
-
(поликор>'
а
так)ке
керам|1ки
А_995
и
[А{
характеризуются
еще
мень1пими
диэдектрическими
потерями'
обладают
повь1шенной
термомеханической
пронностью
и
стойкостью
к
во3действи1о
паров
щелочнь]х
металлов
[9,
10,
13,
19,
27,32,34,
38,
51'
75].
Б
мощньтх
приборах
1пирокое
применение
находит
керамика
на
основе
0киси
6ериллия,
характерйзующаяся
еще
более
вь|сокой
теплопроводностью'
термостойкостью
}|
мень11]ими
диэлектри_
ческими
потерями.
Б
ряле
случаев
продолжают
успешно
применяться
стеатитовая
и
фо$стери'о,а"
керамики'
состоящие
и3
окислов
51Ф',
}1пФ,
А1;о;
"
[р.
,
несколько
уступающие
по своим
физико_механичес-
ким свойствам
алюмосиликатнь1м
керамикам.
|!ерспективньт
полуг!роводниковь!е
и оптические
керамики.
[1олупроводниковь]е
керамик1.т
чаще
всего
и3готовляют
на
основе
оки"ло}
7п9-||Ф',
такх<е
А1?о3-5!с-5|.
14х
особенность
со-
стоит
в склонности
к
и3ме1{ению
исходнь1х
электрфизических
свойств
под
воздействием
вь1соких
температур
(особенно
в восста-
|{овительнь!х
средах)'
что
затрудняет
получение
паянь1х соедине-
ний
этих керамик
с
металлами.
Фптинескуто
керамику,
про3рачную
в
видимом
и инфракрасном
участках
спектра'
получают
из
фторидов
щелочно-3емельнь|х
ме-
таллов'
халькогенидов
цинка
т\
кадм|1я, некоторь]х
окислов
мето-
дом
горячего
прессования.
|[о своим
ог1тическим
свойствам
она
соответствует
монокристаллам
и
успе1пно
их
3аменяет.
€реди неметаллических
материалов
особое место
занимают
угле-
графйтовьте
материаль1.
Ах
применяют
в электротехнинеской,
металлургической,
химической
и
других
отраслях
промь11плен-
ности.
}глеграфитовь1е
детали' узль1'
изделия
входят
в
состав
ме-
таллических
конструкций,
применя1отся
в
компози1дии
с
самь1ми
ра3личнь1ми
металлами.
Б соединениях
с
металлами
графит находит
применение
в качестве
уплотнительнь1х
элементов
в химическом
232
!
!!
]!
{|
машиностроении. [рафит как проводниковьтй материал
находи'|'
1широкое применение
при создании
токоподводящих
устройств
ра3личнь|х
ма1пин и
установок.
Аля
соединения стеклообразнь1х
и керамических материалов
с металлами применяют
ра3личнь1е
технологические варианть|
лайки,
из которь1х
наибольтпее
распространение
получили пайка
расплавле|{ного
(размягненного)
стекла с
твердь1м металлом'
пайка вь1сокотемпературнь|ми
припоями с
предварительной
ме-
таллизацией
керамики
(многоступеннатьтй
способ)
и активная
пайка
с
до6авками
в припой т||тана или
циркония.
[1ри
соединении
расплавленного
стекла
с
металлом прочнь1е
соединения
удается
получить
только при налич14|4 на
металле
тонкого
слоя
окис'ца,
обладающего
хоро1шим сцеплением с
его по-
верхностью.
[!ри этом в процессе
соединения
образуется
переход-
ньтй
слой атомов металла'
содер)кащий наряду
с
металлическими
ионно-ковалентнь|е
свя3и и атомь1
кислорода' частично
свя3ан-
нь1е
со структурой
стекла.
.&1еталлизАция
керамики путем вь1сокотемпературного
в)кига-
ния моли6дено-марганцевой
пасть1 приводит
к образованию
слох{-
ной
по
химическому
составу
проме)куточной
окисной
фазьт,
свя-
занной
как
с керамической основой'
так и с
тугоплавким
метал-
лом. Ёа
металли3ирующий
слой
в
дальнейгпем
гальванически на-
носят
никелевое покрь1тие
и паяют
медно-серебряньтми
и
другими
припоями.
|1ри
активной
пайке
на
керамику
(стекло)
предварительно
наносят
слой
гидрида титана
(ширкония), которьтй
при
нагрева-
нии восстанавливается
и
сплавляется
с припое1\,1.
7ногда
и3 т|1'
тана изготовляют
металлический элемент
конструкции;
при
рас-
плавлении
припоя титан
образует с ним
активнь:й
сплав.
|[ред-
полагается,
что общие
свя3и
в
соединени|1
воз||икают
в процессе
неполного
восстановления
активнь1м
металлом окислов
керамики
(стекла).
Фбщее
свойство
стеклообра3нь1х
и
керамических
материалов
_
их
низкая
пластичность
и прочность на
растя)кение,
нто
обус-
ловлено
}кестконаг1равленнь1м
характером
ковалентнь1х
связей
в
и х
структур
ной
сетке
|1
л\4 кр ист алл ической
ре1петке.
||оэтому
внут-
ренние
напря)кения'
во3никающие в зоне соединения
при
пайке
ди-
электриков
с
металлами'
особенно
опаснь1
и
ре3ко
сни}кают
работоспособность
спая.
Ёесмотря.на
всево3мо)кнь1е
технологические
и конструктивнь1е
приемь1'
методь1
пайки
не всегда обеспечивают
получе}1ие
соедине-
ний
керамики
с
металлами'
отвечающих
вь1соким
эксплуатацион-
ньтм требова\\иям.
Ёеравномерньтй
по
толщине
и
составу
слой
при-
поя
мох(ет вносить
дополнительнь|е
напря)кения'
что
сущест-
венно
сних(ает термостойкость
соединения
и
увеличивает
вь1соко_
частотнь|е
потери.
Ёапьтление
припоя
на керамику
приводит к э,цектрическим
пробоям
и
утечкам.
}1ногоступенчатьтй
процесс
металлизации
233
технологически
сложен
и
не
поддается
надежному
контролю'
|1аяньте
соединения
очень
чувствительнь1
к отклонениям
парамет-
ров
процесса
от
их оптимальнь1х
3начений.
3авь:шение
температурь1
пайкгт
|1л14
длительности
и3отермической
вь1дер'{ки
приводит
к
рас-
творениюслояметаллу1зациивприпоеи'вконечномитоге'сни-
>кению
качества
соединения.
|1рактинеский
опь1т
и сравнительнь|е
исследования
[|оказал|1'
что
диффузионная
сварка
в силу
присущих
этому
методу
особен-
ностей
й6зволяет
получить
более
наде'(нь1е
соедине1{ия
диэлек-
триков
с
металлам
и' 3ти
соединен
ия обладают
вь1сокими
эксплуата_
ционнь]ми
характеристиками
и
могут
применяться
в самь]х
ответ-
ственнь]х
электроннь!х
приборах.
Аля
соединения
графита
с
металлами
в основном
применяют
сварку
плавлением
и лайку.1у1етод
Ауговой
сварки
3аключается
в том'
что
соединяемь1едетали
(металл-графит)
помещают
в
ка_
;"ь';'в
*о''р'}
со3дан
вакуум'
и затем
напускают
аргон.
,[1уга
'о!бу"'да".ся
ме>кду
графитовьтм
изделием
и
волфрамовь1м
элек-
'рол'*.
Бначале
прогревается
деталь'
затем
дугой
расплавляется
металл
и
по
мере надобности
подается
присадочная
проволока
соответствующего
состава.
|1ри
электронно-лучевой
сварке
элек_
тронньтй
лун
.а*',е
сначала
направляется
на
графитовую
деталь
для
прогрева
ее
до
необходимой
температурь-т'
Б 6вя6и
с
во3мо)|{ностью
во3никновения
деформаций
в сварньтх
соеди||ениях
графита
с
металлом
не
рекомендуется
проектировать
конструкции'
в которь1х
вь]полнялись
бьт
швь| 3амкнутого
контура'
г|!йрола
сварного
соединения
.р:_фу':у:]'т1^':Р'э
сварке
плавлением
и
паике
такова'
что
металл'
проникающий
в
порь1
и кат|иллярнь1е
канальт
графита'
создает
металлический
каркас
тпва.
Ёачайо
ветвей
такого
каркаса
ока3ь1вается
надех(но
сварен-
нь1м
с
металлической
частью
контакта'
а
концьт
ветвей
(усов),
проникая
в графит
на
3начительную
величину'
кроме
химических
сЁязей
с
угле}о!ом,
образуют
чис?о
механическую
свя3ь'
грФи-
товая
часть
контакта
ока3ь1вается
армированной
металлом.
||о_
этому
больш-тое
влияние
на
прочность
сварного
соединения
ока3ь1-
вает
величина
и
характер
распределения
пор
в графите'
|1ри
сварке
плАвленйем
и пайке
необходимо
учить1вать
такие
вопрось1'
как
смачиваемость
графита
металлом'
возмох(ность
его
проник1{овения
в
порь|
и капиллярнь1е
каналь|
графита,
соотно11]е_
нйе
результатов
термического
рас1пирения'
Бсе
это сильно
3а_
трудняет
или
делает
нево3мо)кнь1м
соединение
плотнь1х
антифрик-
ционньтх
марок
графита
с
металлами'
которь|е
плохо
смачивают
его
и проникают
в
поры
на
3начительную
глубину'
€оединения
гра_
фит)
с
металлом'
Ёолу*енн,те
сваркой
плавления
или
пайкой,
при
работе
в
электролите
химически
разру111аются
и3_за
присутствия
в
1пве или месте
соединения
больгшого
количества
карбида
титат1а,
нестойкого
в
рабоней
среде.
|1ри сваркографита
о
металлам:,1,
как
и-
при соединении
стекла
или
керамики с
металлом,
весьма
:л,елесообразно
применение диф-
2з4
]
;
|
*
!
;
!'
\,
,!
ц
{]
фузионной
сварки'
так
как природа соединения
этим
методом
пре-
имущественно отличается
от сварки
плавлением и пайки.
||о-
скольку при
дифу3ионном
соедине}{ии
отсутствует х<идкая
фаза,
отпадают
перечисленнь1е
ограничения.
[ифузионной
сваркой
мо'(но
получить
наде)кное
соединение
графита
разлинной
пори_
стости
с ни3коуглеродисть1ми'
легированнь1ми'
коро3ионно-стой_
кими
сталями'
тугоплавкими
металлами
и их
сплавами.
€варка
стекла и стеклообразнь:х
материалов
Аля
стеклообразньтх
материалов характерно моно-
тонное
и3менение
вя3кости
при повь11пеннь|х
температурах
и на'
личие
специфинеской
вязкоэластичной
области'
1емпература
ра3-
мягчения
стекла
определяется
его
химическим составом
и во3ра_
стает
с
увеличением
в
нем содер}кания
двуокиси
кремния. Ёапри-
мер'
размягчение
боросиликатнь1х
стекол начинается
с
темпера_
турьт
600-700'с,
а наиболее
тугоплавкого
кварцевого
_
ли1пь
при
темпер:!туре
1100-1300" с.
[|ри сварке
стеклообразньтх]
материалов' имеющих
относи-
тельно
невь|сокую
температуру
ра3мягчения'
фактинеский
контакт соединяемь|х
поверхностей
обра3уется
при
пластической
деформации
стекла.
1емпература
процесса
и
давление
сх{атия
в
этом
случае
огр ан ичень1
условием
мин имального
формои3менения
стекла
при сварке
и могут ока3аться
недостаточнь1ми
для
эфективной
активации
поверхности
металла.
Б
слувае
сварки
тугоплавких
стеклообра3нь1х
материалов
пластичность
последних проявляется
лишь при
достаточно
вь|соких
температурах
и
формирование
фак_
тического
контакта
свариваемь!х
композицйй
мо>кет
происходить
в процессе
пластического
деформирования
металла. Активация
поверхности
стеклообра3нь!х
материалов
мо}кет стать
лимитирую'
щей
стадией
процесса
диффузионной
сварки.
€вариваемость
боросиликатнь1х
стекол
исследовали на
образ'
цах
из стекол
марок с49-2
+
с49-2
и
(87'1
+
с87_1.
[1ронное
вакуумно-плотное
качественное
соединение
боросиликатнь:х
стекол мох(но
получить при
введении
в
3ону соединения
промех(у_
точнь1х
прослоек
из вьтсокопластичнь1х
и активнь1х металлов
при
условии'
что
температура образования
соединения
не
ограничи-
вается
температурой
ра3мягчения
стекла.
[4зменяя
глубину
вакуума и температуру
сварки'
мо)кно
кон_
тролировать процессьт окисления
металлических
поверхностей,
используемь|х
в качестве проме)куточнь1х
прокладок
и восстанов_
ления
(Аиссошиашии)
окислов на
этих
поверхностях.
.[1ля
полунения
прочнь|х вакуумно-плотнь|х
соединений
6оро-
силикатнь1х стекол
марок
(49-2
и €37-1
использовали
металличес-
кие
прокладки
ковара и
меди в
виде
фольги
толщиной 0,05
мм.
Фбразшь: из стекла'
подлех{ащие
сварке'
тплифова_ли
до
6-го
класса
1шероховатости,
обез>киривал!4
и травили в
30%-ном
рас-
творе
плавиковой
кислоть]. 1равление
нео6ходимо
с
целью
удале'
235
ния
поверхностного
напря)кенного
слоя
и
микротрещин' во3никаю-
щих
в процессе
1плифования.
||ри отработке
параметров
ре)кима
сварки
боросиликатных
стекол
чере3 металлические
прокладки
и
исследования
на
вакуум-
ную
плотность, термоуАар,
вибропрочность
установлено'
что
до_
статочно
прочное соединение
образуется
при окислении
металли_
ческой
прокладки.
€оздание
перед сваркой
на
поверхности
металлической
прокладки
стабильной окисной
пленки способ-
ствует
образованию
прочного
соединения 3а
счет
протекания
дифузионнь1х
процессов
и химического
в3аимодействия
окислов
металлов с окислами
стекла с
образованием
переходного
слоя.
!,ля
полутения качественного
соединения
слой окисла
дол)кен
бьтть
равномернь1м
по всей
поверхности соединения
и одинаковь]м
по толщине. Б связи
с этим
проведение
процесса
окисления
про_
кладок
-
ответственньтй
этап подготовки
деталей
к
сварке.
Ёаиболее
прочная окисная
пленка на
коваре образуется
в интервале
температур
750-300" €
(в течение 30 с
для
фольги
толщиной 0,05
мм).
}1едь образует
два
окисла:
3акись
€ш2Ф
и
окись
€шФ. Фкись
меди
не обеспечивает
сцепления
поверхности
меди' так как она
не обладает
сцепляющим свойством
с находящейся
над
ней
за-
кисью
меди. |1оэтому наиболее
качественнь1е соедине|]ия
полу_
чень1
при
соединении
стекла
через
проме}куточную
прокладку
ни31пего
окисла
металла
(€п
'Ф).
[!ри вьтсокотемпературном
окислении
меди на
воздухе
до
3а-
киси меди
возникают трещинь1
из-за
отслаива|1утя
толстого
слоя
окисла от металла'
Фкисление
медной
фольги
на
воздухе
до
закис}1
меди при
температуре
200" €
в течение 30-60 с
обеспечивает
получение
достаточно
прочнь1х
вакуумно-плотнь|х
соединений
боросиликатнь1х
стекол.
€варку
боросиликатнь1х
стекол
чере3
металлическую
прокл.адку
вьтполняли лри !
:
530;-600"
(;
р:
0,5
кгс/мм2;
!:20
мин;
в:5,10_д
мм
рт.
ст.
6варньте соединения
вь1дерх(ивали
испь1тания
на
вакуумную плотность,
вибропрочность,
термоудар и
ударо_
прочность.
€вариваемость
боросиликатного
стекла
с
металлом
исследо-
вали
на образшах
из боросиликатного
стекла
марки €49_2 с
кова-
ром,
которь|е имеют
примерно одинаковь]е
3начения
коэффициен-
тов температурного
рас1пирения.
|1ри
сварке
этих материалов
технология подготовки соединяемь1х
деталей
(образшов)
имеет
определяющее 3начение.
Бакуумньтй
от}киг стекла
(7: 560-
;-600'
(;
|
:
60-;- 120
мин),
совмещаемьтй
непосредственно
с
про-
цессом
сварки,
по3воляет
устранить
остаточнь[е
напрях(ения'
воз_
никающие
встекле при его
и3готовлении
и механинескойобработке.
,[|ля
устранения
дефектного
поверхностного
слоя
стекло
мо}кно
обрабать|вать
в кислотном
растворе
следующего
состава:
100
мг
двухромовокислого
калия'
150 мг серной кислоть!'
1 л
дистил_
лированной
водь!;
время
обработки
30-40
мин.
236
Фбразшьт
сваривали
на
рех<име
7
|:20
мин;
Ё
:
5.10_д
мм
рт.
ст.
)кдения
15" €/мин.
:
590'
(;
р
:0,5
кгс/мм2;
€корость
нагрева
30, охла-
|[осле
сварки
образцьт
испь1ть1вали
на
вакуумную плотность
и сре3
в специальном
приспособлеттии.
11ри
сварке со стеклом
г|о_
лированного
сплава
н29к1в
прочяость соединения
бь:ла
недоста_
тойно
вьтсокой
(о,
:
1 кгс/мм2),
и
ра3ру1пение
происходило
в
плоскости
контактирования
с отдельнь]ми
вь|рь|вами стекла.
Ёа
унастках'
где
оскодки стекла
сохранились'
имелись отслоения.
Бакуумньтй
от)киг
сплава
н29к1в
перед сваркой
9тт\е
более
сни)кает
прочность
сварного
соединения'
что
свя3ано с
удалением
пленки
окислов
с
поверхности
металла
в процессе от)кига.
1( ана_
логичнь1м
ре3ультатам
приводит
и химическое
травление сплава.
3начительно
возрастает
механическая .прочность
соединения
и
количество
вакуумно-плотнь1х
образцов
в
случае
специального
окисления
поверхности
металла
гтеред сваркой.
{,арактер
!аз!}:
1пения
и качество
соединения
3ависят
от толщинь1
окиснои
пленки
и
прочности'ее
сцепления
с
металлом.
|1ри
соединении
стекла со
сплавом
н29к18
через напь|ленньлй
слой
металлов
(меди,
никеля)
во всех случаях
разру1шение
проис-
ходило
в контакте
напь1леннь1й
слой_сплав;
напь1ленньтй
металл
оставался
на
стекле'
что мо}кно
объяснить
сла6ой
его
адгезией
с металлом
при температуре
сварки.
Ёаиболее
вь|сокие пока3атели
получень1
при окислении
сплава
на
воздухе сразу
после
его
вакуумного
отх(ига.
Разруп-тение
локализовалось
при
этом
в
стекле'
сцепление
наблюдалось
по
всей
поверхности
контактирования.
14сследования
механи3ма
окисления
сплава
н29к18 с
приме_
нением
рентгеноструктурного'
электронно_графинеского
методов
анализа
и
электронной
микроскопии
пока3али'.что
при
вакуум-
ном
отх(иге
(7: 1200'(;
|:15
мин;
в:
\0-4 мм
рт.
ст.)-лля
)келеза
характернь1
повьт1пеннь1е
скорости
сублимации
и
диффу-
зии
(по
сравнению
с никелем
и кобальтом),
и
процесс носит
харак-
тер селективного
травления
поверхност1,1
сплава.
Бследствие
этого
приповерхностнь1е
слои
обогащаются
никелем
и кобальтом.
€опутствующие
от)кигу
процессь|
-
обезга>кива|1|1е
металла
и
рост
3ерен.
|1оследний
эффект 3амедляет
скорость
окисления
п!,и
^п9-
сйующей
изотермйнеской
вьтдерх<ке йа
во3духе
(7
:
750'€;
|
:5
мин). 3
ре3ультате
образуется
тонкий
прочпо
связаннь:й
с
металлом с'6й
''ш'и"елевиднь1х
окислов
типа
(€о]''11) Ре'Ф*,
способствующий
формирован
ию
пр очнь|х
вакуумно_плотнь1х
соеди-
нений.
|1ри
металлографинеских
исследованиях
поперечнь1х
и
кось1х
тплифов,
вь1ре3аннь1х
и3 соединений,
не
обнар.ух<ена
переходная
3она'
свидетельствующая
о
ра3витии
в3аимодействия
в
контакте.
1акая зона
вь1является
только
при
электронно-микроскопическом
исследовании
косого
п:лифа. |1ереходная
3она соединения
состоит
и3
двух
фаз.
Бероятно'
переходная
3она
формир-уется
в
процессе
химического
в3аимодействия,
приводящего
к
обра3ованию
твер_
237
т
Рцс.
!24. Болново0ньсй
еер-
|
мовво0:
!
,/_корпус;
2_переходнь|й
!
фланец
из сплава
29Ё1(;
3
_
стеклянньтй
диск
дого
раствора
ме)кду окислами
на
поверхности
металлов
и стекла
по тому }(е
механизму' что
и при
пайке
расплавленного
(ра3мяг-
ченного)
стекла с
твердь1м металлом. Ёо
при
диффу3ионной
сварке'
осуществляемой
в твердом состоянии, скорость
этих
процессов
существенно
них(е'
и процесс
растворения
металлического
окисла
в
стекле
полностью
не
завер|'шается.
[1о
разработанной
технологии сваривали
окошечнь!й
волновод_
ньтй
гермоввод
(рис. !24).
\иек
из
стекла
с49'2
толщиной 0,5-
0,25
мй приваривали
к переходному
фланцу
из сплава
н29к1в.
Аля
обеспечения
точной сборки
диск
помещали
в
специальнь1й
па3
во
фланше.
|[осле соединения
стекла
с
металлом
фланет1
и3
сплава
н29к1в
приваривали
или припаивали
к корпусу
прибора.
|{олу_
ченньте сварнь|е
соединения
преци3ио[1нь],
о6ладают
вь]сокой
ме-
ханической
проч}1остью и сохра}{яют
вакуумную
плотность
после
вибрационного нагру>кения.
Б волноводах стекло
сохраняет
тре-
буемьте свойства
(радио-про3рачность'
диэлектрическую
постоян_
ну|о
и
АР.),
так как при
диффузионной
сварке
оно не
доводится
до
размягчения,
и следовательно'
не
меняет своих
характеристик'
€варку силикатно-алюминатнь!х
стекол с
титаном
и
ниобием
исследовали
на
следующих
компо3ициях сил|\катно-алюминат_
ньтх
цезийстойких
стекол'
марках титана
и нио6ия:
1)
стекло
тсм-901
+
шь
(марки
нвпд);
2)
стекло
5г-1
*
\б
(марки
нвпд); 3) стекло
71А1
+
1!
(марки
Б11)
и 4)
стекло
527г
2,9\
у
*
11
(марки
Б11)'
!,ля
указаннь1х
компо3иций стекол
и металлов
коэффишиентьт
температурного
рас1пирения
бл'лцзки.
.[[ля
сварки
бьули
выбрань; следующие
граничнь]е
условия:
температура
сварки
-
область
ра3мягчения
стекла:
[
:
10-:-60
мин;
р
:
5+-
-;-
10 кгс/см'; Б
:
2+.5.10_6
мм
рт.
ст.
[1еред сваркой образцьт
нио6ия
и титана обез>киривали
в аце-
тоне' травили
в
смеси
кислот
нР
+
ншо3
и промь1вали
в
спирте.
€теклянньте
образцьт
после
полирования
промь1вали
в ацетоне
и
спирте.
3то
в
условиях
сварки
в
вакууме по3волило 3начительно
сни3ить
во3мо}кность образования
окисной пленки на
металле
в процессе
сварки.
}(ритерием
оценки
качества
полученных
соеди-
нений
слу}кила
вакуумная
плотность
и механическая
прочность'
которую
оценивали
по
ре3ультатам
испь|таний на статический
срез.
!{сследования
влия\1ия
ука3аннь1х
характеристик
по3волили
определить
область оптимальнь1х
температур сварки
силикатно-
алю_
минатнь1х
стекол
с
титаном и
ниобием
и
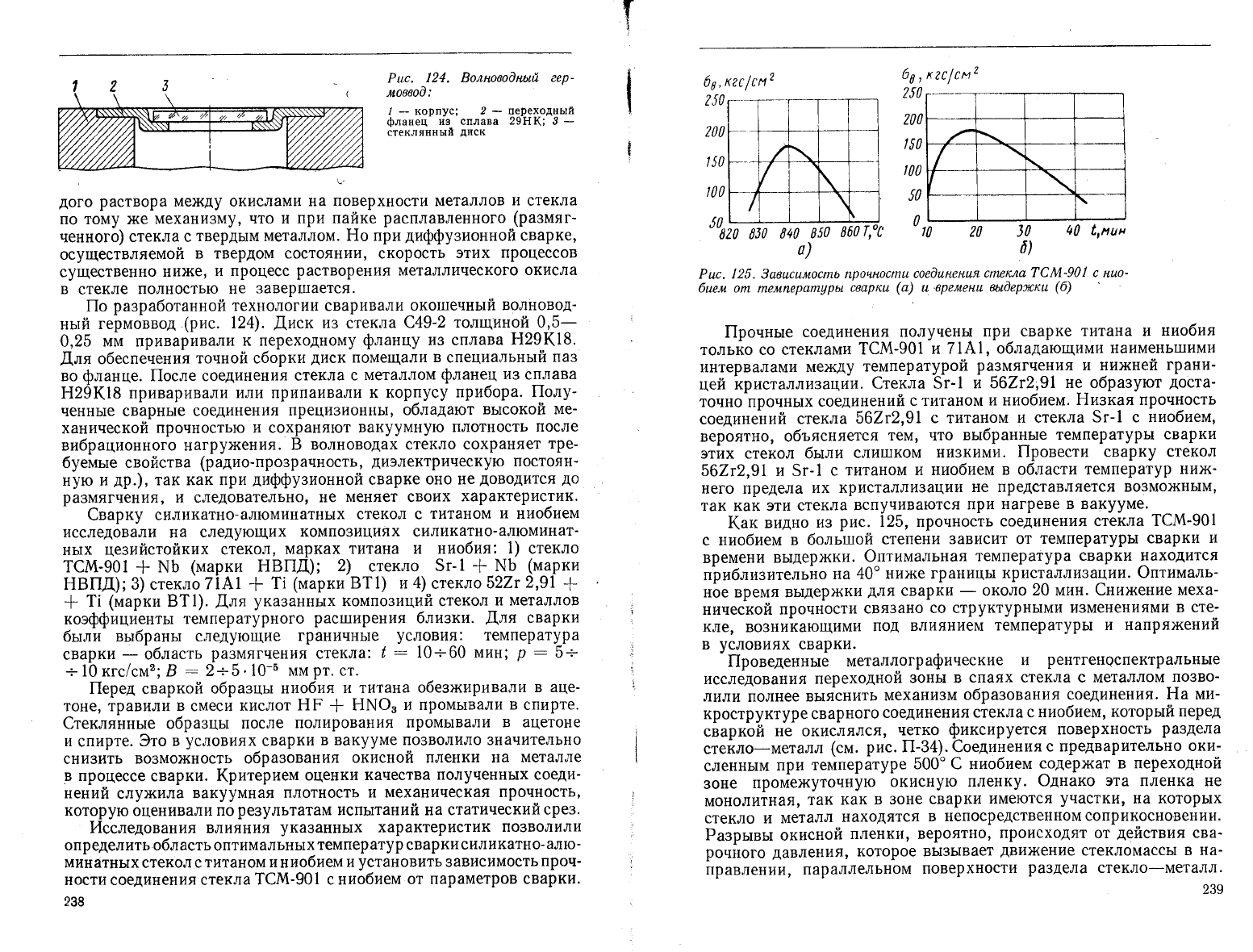
установить
3ависимость
проч_
ности соединения стекла
тсм-901 с ниобием
от
параметров сварки.
238
66, кас|см2
250
200
1
50
!00
50
200
150
100
50с
820
0
010
840
850
860
т,'с
а)
10
20 30
40
!,нон
б)
Р
шс'
1
25
. 3авцсцмосгпь
процноспц
сое0цненця
с/пекла
7€ й'90
|
с
нцо'
бцем опт !пемперопцрь!
своркш
(а)
ш'временц
вы0ерэюкш
(б)
|1роннь:е
соединения
получены
при сварке
титана и
нио6ия
только со стеклами
1€}1-901
ут 7\А1, обладающими
наимень1пими
интервалами мех(ду
температурой
размягнения
и ни>кней
грани-
цей
кристалли3ации.
€текла 5г-1
и 567г2,91
не_образуют
доста-
точно прочнь|х
соединений
с титаном
и ниобием. Ёизкая
прочность
соединений
стекла
567т2,9!
с титаном
и стекла
5г-1 с ниобием,
вероятно' объясняется
тем' нто вьлбранные
температурь|
сварки
этйх стекол бьтли
слишком
низкими.
|!ровести сварку
стекол
567г2,9\ и 5г-1
с
титаном
и ниобием
в области температур
ни)к'
него предела
их
кристалли3ации
не представляется
возмо}кнь1м'
так как
эти стекла
вспучиваются
при
нагреве в вакууме.
1(ак видно
и3
рис.
125, протность
соединения
стекла тсм_901
с ниобием
в больтпой
степени
зависит от
температурь|
сварки
и
времени
вь|дер}кки.
Фптимальная
температура
сварки находится
приблизительйо
на
40' ни>ке границь1
кристалли3ации. Фптималь-
ное время вь|дер)кки
для
сварки
-
около
20
мин.
€ни>кение
меха-
нической прочности
свя3ано
со структурнь1ми
изменениями
в сте_
кле'
во3никающими
под
в/{иянием
температурь|
и напря>кений
в
условиях
сварки.
||роведенные
металлографинеские
и
рентген0спектральнь|е
исследования переходной
зоны в
спаях стекла с металлом
по3во-
лили
полнее
вь1яснить
механи3м
образования
соединения.
Ёа ми-
кроструктуре сварного
соединения
стекла с
ниобием,
которь:й
перед
сваркой
не
окислялся'
ч€тко
ф:аксируется
поверхность
ра3дела
стейло-металл
(см.
рис.
|!-34). €оединения
с предварительно
оки-
сленнь1м
при
температуре
500'с ниобием
содер}кат в переходной
3оне
проме)куточную
окисную
пленку.
Фднако эта пленка не
монолитная'
так
как в
3оне
сварки
имеются
участки'
на которь|х
стекло и металл
находятся
в непосредственномсоприкосновении.
Разрьтвьт
окисной
пленки' вероятно'
происходят от
действия
сва_
рочного
давле1{ия'
которое вь13ь1вает
двих{ение
стекломассь1
в на_
правлении' параллельном
поверхности
ра3дела
стекло-металл.
239
б9,
кас
|сн2
/