Казаков Н.Ф. Диффузионная сварка материалов
Подождите немного. Документ загружается.

+-95 кгс/мм2,
6
:
|2-+25о/о'
11Б
240:300.
,[[иапазон
температур
(800.
850,900,
1000,
1100'с)
сварки
вь:бирали
с
учетом
темпера'
туры
плавленшя
(0,7+-0,8
7,',),
т. е.
в области
температурь1
рекри-
сталлизации.
}читьтвая
низкий
предел
текучести
титана'
а такх(е'
значительное
влияние
повь!1].]еннь1х
температур
^
с^в_арци'
влия_
ние
давления
при
сварке
исследовали
в пределах
0,25-1
кгс/мм2.
Фптимальное
время
вьтдер>кки
при температуре
сварки:
10. с;
\;5и10мин'
'
|1ри
испь1ташии
образшов
на
растя)кение
наблюдались
разру'
1пения
трех
видов:
по месту
соедйнения
6ез
заметньтх
следов
диф_
фузии,
йо месту
соединения
со
следами
диффузии,
по
основ1{ому
{'
й6таллу.
3 пр6шессе
механических
испь|таний
на
ударную
вя3-
кость
разрутшёние
происходило
без
значительнь1х
следов
диффу-
3|1у\
и
со
следами
диффузии.
Ре>кимьт сварки
Ёрй
низ*'х
температурах
(800
и 850'-€;
р
:
:0,5-:_0,8
кгс/мм2
й
с:1,5
мин)
не
обеспечивают
стабильньтх
результатов
сварки.
Больш:инство
о6разцов
ра3рушилось
по
м€€1};
ёва!ки
без
заметньтх
следов
диффузии.
?ем
не менее
с
увеличенией_Ёремени
вь1дер}кки
более
5 мйн:
при
тех
}ке температурах
мох{но
получить
достаточно
прочное'-.
.6ед"".,"е.
Аальнёййёе
повьттпение
температурь|
св1р-ки
весьма
'
ййБ'!рй""*'
"*,.,''.,
на прочности,
которая_йри
1000
и
1
100" 6
дах(е
при
вь|дерх{ке
5 мин
доётигла
80-90
кгс/мм2.
Бьтсокие
пока-
зателипрочностиполучень1ипри3[{ачительномень1шихвь1дер)к;
ках
(1
мйн
и 10 с),
о.{нако
они
отличались
нестабильностью'
1а-
кое
время
сварки це
мох{ет
бьтть
пр^изнано
_удовлетворительнь!м'-
во
всяком
случае
для
температур
900-1000"
с.
||ри
'е*,ер,"урах
1000
й :10о"
6
и вьтдер>кке
в течение
5-,
7 миц
мох<ет
6ьтт!^обеспечен
вьтсокий
предел
проч}1ости
сварного
соединения
титанового
сплава
вт5-1.
Фб
этом
свидетельствует,
у1 а|!алут3
хар актер
а
р
а3р
у1пения
обр аз
шов
пр
и испыта
ъ||т\4
на
р
астя
-
х(ение'
который
Ёсн6
укйзь:вает
на_диффузионнь:й
характер
соеди_
нения
при
сварке
в вакууме.
}ве_л-и_чение
времени
вь1дер}кки
до
7_\0
мйн
дай
при
температуре
900'
с 6лагоприятно
влияет
[1а,
величину
относительного
удлинения.
.
Фценйвая
рех<имьт
сварки
о6разцов
по.
даннь1м
механических'
испь:таний
нЁ
растях<ение'
мо)кно
отметить'
^ч1о
рецимьт
7:=
:
850,
900,
100ь'€
при
[
:5
ми!{
и [
:
|19^0'с
ур|А-|:
1 мин,
Р
:
0,5 кгс/мм2
(для_ образцов
диам€тром
10
мм)
обеспечивают
|оедиЁе*"е
с хар;ктеристиками
провности
и
пластичности
основ-
ного
металла.
Ёестабильное
временное
сопротивление
ра3рь1ву
и относитель-
ное удлинение
имеют
соединения
для
маль1х
3начений
временй
""де[,**''
1
:
1 мин;
7
:
800
и
850'
(
и [
:
10
с;
7
:
1000"€'
Ёекоторое
сни}кение
механических
характеристик
{1Р}1,
испБ1т8:
т1|т|| |1а
растя}кение
наблюдалось для
[е>кима
!
:
|100"
€;
р
:
:
0,5 кгс/мм2
А |
:
5 мин,
-что'
возмох(но'
связано
с чрезмернь|м
ростом
3ерна
и
некоторыми
структурнь]п1и
превращени91\{1{,
[й€}Ф'
180
Рцс.
|09'
!,епталш
!.!3
спла-
ва Б[5-|:
4_до
сварки;
б_после
с варк!'
щими'
видимо'
место
при
исследуемой
температуре
и
продол}ки_
тельности
вь1дер}кки.
Ёекоторое
сни>кение
механических
свойств
для
сварньтх
сое-
динений,
Ёо сравнению
с
основнь1м
металлом'
свя3ано
с
с;]
$_
г1ревращением
при
нагреве
и ох_л-1тд:ч"1_р'!]9}._:_:ч::
и
появле_
нием
игольчатой
структурь|
титана
а.' ти'{1а
мартенсит.
_
_1аким
образом,
}": 00о
и 1000" €
при 1 мин
и
Р
:
0,5
кгс/мм2
обеспечивают
временное
сопротивление
и относительное
-удлине-
ние'
равнь1е
даннь|м
характеристикам
основного
металла.
}1ехани-
ческие
испь|тания
сварнь|х
образцов
на
ударную
вязкость
прово-
дили
лишь
для
ре)кимов,
об_е_спенив1пих
хоро1пие
результатьт
при
йспьттании
на
растя>кение.
}дарная
вя3кость^о6разшов
лри
!
:
:
1000'
с,
[:5-+10
мин'
а так}ке
т: |100'с,
1:
1 мин
при_
Р
_
0,5 кгс/мм9
имеет величину
того )ке
порядка'
что
и
основной
металл по техническим
условиям.
Ёа основании
изло}|(енного
для
сварки
образ;дов
и3 сплавов
вт5-1 принят
оптимальнь|й
ре>ким
?:_1000"
с;
р:0,5
кгс/мм2;
1:5 мин; 8
:
10-6
мм
рт'
ст.
,[!алее,
вьтбранньте
оптимальнь:е
ре)кимы
проверяли^!з
о9Р11_
цах
'сплава
Ёть-:
размером
40ха0х45
пр_и
7
-
800,
1000,
1100"
€;
Р
:0,5+_1
кгс/мм1
и
[:5-+_10
мин'
Ёа
вьтбранном
опти-
мальном
рех{име
с
учетом
масп:табного
фактора
пРц
|.:.: 1000'€;
Р
:
0,5 к^гс/мм';
г
!
5+-:о
мин
свареньтйодели
деталей
(рис.
109).
}!еханические
испь|тания'
технологическая
проба
и
металлогра-
финеские
исследования
3онь1
соеди:ю!тия
свидетельствуют
о
хо-
ро1шем
качестве
полученнь|х
соединений.
,[1,ифузионная
сварка
в
вакууме
п-рименена
-в3амен
электро_
тплакой6й,
аргонодугоБой
и контактчой
стьтковбй сварки'
внося_
щих
больш:оё
количество
загрязнентцй
*т не
обеспечивающих
ста_
'
181
бильность
проч!!остньтх
и пластических характеристик
сварнь1х
соединений
титанового
сплава
для
исключительно
ответственнь|х
конструкций.
€варка
циркония. [ирконий
существует
в
двух
аллотропи'
ческих
модификашиях-
66 и
р.
!,о
температурьт
полиморфного
превращения
862-865'
€
он
имеет
гексагональную
плотноупако-
ванную
ре11]етку'
вь:ше
этой температурьт
-
кубииескую
объеплно-
центрированную.
,(о
1емпературьт
400-500" с
цирконий
слабо
реагирует
с
а3о-
том' но
ух(е
при 800_900'€
происходит сильное
взаимодействие
с образованием
на поверхност|1 н|1трида
циркония.
|!ри темпера-
туре 900-1000"
с
наблюдается
интенсивное
поглощение
цирко'
нием
водорода
с
образованием гидрида
циркония.
[иффузионную
сварку
циркония
вь1полняли
при следуют!\их
рех<имах:
7:
1000'(;
р
:0,1
кгё/мм2; 1
:30
мин
и 7
:750_
-:_950"
(;
р
:0,1
кгс/мм2; [
:20
мин.
€оединяемь!е
поверхности
перед
сваркой механически
о6ра6атьтвали
до
седьмого
класса 1пе'
роховатости.
Б прошессе
механических
испь:таний получе1{ь1
сле-
дующие
характерист||к|1
для
образшов,
свареннь!х
по
первому
рех{иму:
б"
:53,9
кгс/мм2;
6:
18о/о
и
р:
|2о/о' по
второму:
б,
:
59,3
кгс/мм2; 6
:
20о/о и
р
:
20о/о.
Б отличие от обьтчной технологической
схемь|
диффузионной
сварки'
когда температура
поддер}кивается
постоянной,
сварку
циркония
проводили
при
циклически
и3менявгшейся тем]1ературе:
30
с нагрев
до
950" €; 30
с вь|дер)кка; 30 с
нагрев
до
950'€
и т.
д.
Б связи с тем' что
различньте
модификациу|
циркония
имеют
разнь:й
уАельньтй
объем, аллотропическое
превращение
вь1зь!вает
фазовьтй
наклеп' и коэффишиент
диффузии
увеличивается
3а
счет
внутренних
напря}кений.
Бозникающие
и
исчезающие
ме>кфаз-
нь1е поверхности
ра3дела
со3дают
остаточнь1е
дефекть:
структурь|'
слу}кащие
источниками
избьтточного количества
вакансий.
€варка
ниобия.
||о комплексу свойств
ниобий
_
один
из наи'
более
персг1ективнь|х
тугоплавких металлов;
он обладает
доста-
точно
вьтсокой
прочностью
и
)каропрочностью'
имеет вь1сокую
пластичность
при
комнатной
и низких температурах'
вь1сокую
коррозионную
стойкость
в атмосфернь1х
условиях'
среднюю
плот-
ность'
не взаимодействует
с водой, перегретьтм
паром
и )кидкими
металлами
(литием,
калием' натрием
и
др.).
14нтенсивное
окисле'
ние нио6тая начинается
с температурьт 500' €,
взаимодействие
с во'
дородом
-
с
200-250" €;
пр'и нагреве в среде аз0та
нитридь1
образуются'
начиная с температурьт 600-800'
с.
€вариваемость
ниобия
и его
сплавов
3ависит
от содер>кания
в
них
элементов
внедрения.
!,есятьте
и
соть1е
доли
процента
этих
элементов
ре3ко
сни>кают
пластичность и
деформируемость'
ухуд-
1шают корро3ионную
стойкость'
свариваемость и обрабать|ваемость
на
станках.
[|ластичность
сварнь|х
соединений
зависутт
от
чистоть1
свариваемого
металла по элементам
внедрения,
особенно
а3ота.
€варка в вакууме по3воляет получать
качествен}1ь]е
пластич'
182
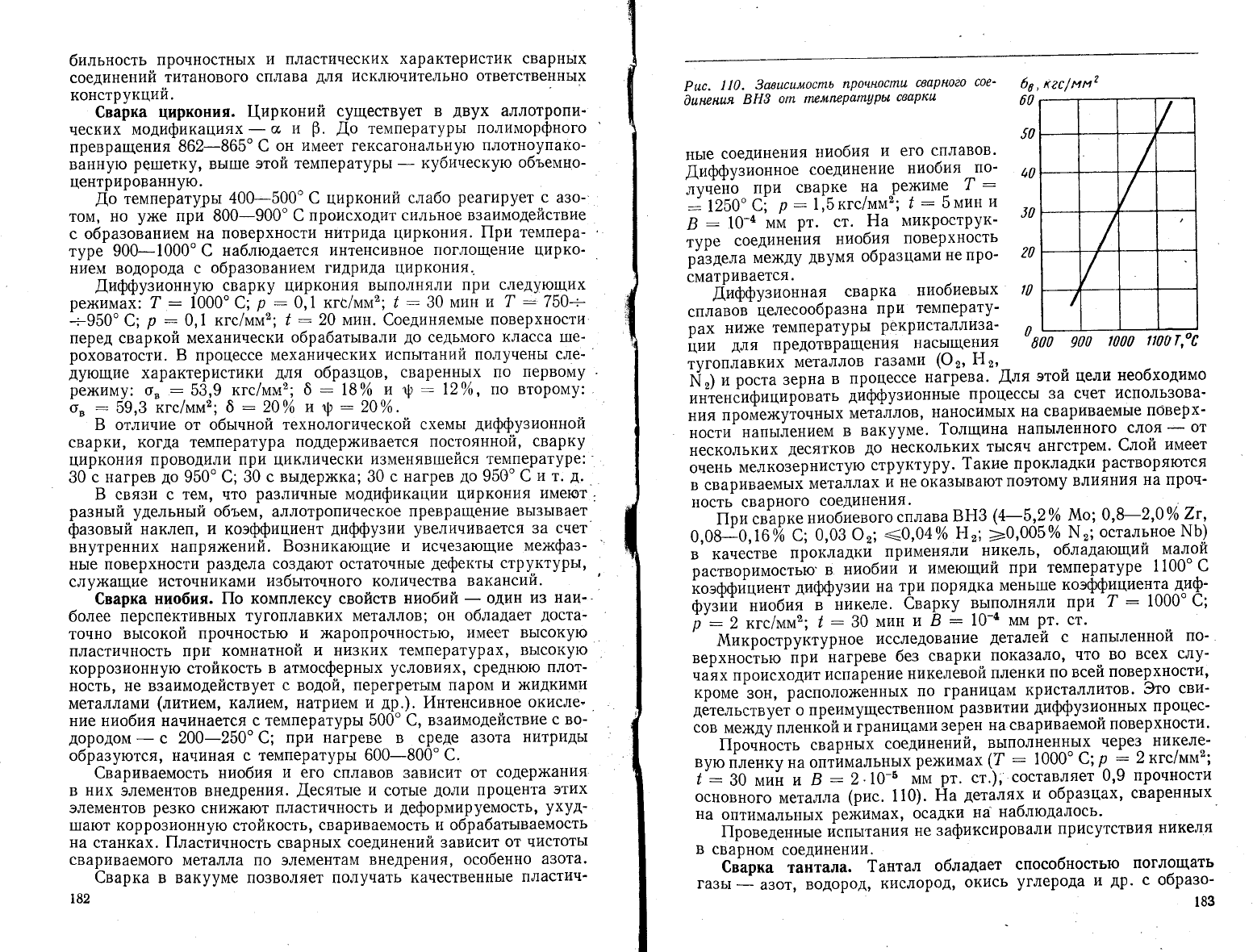
Рцс.
110.
3авцсцмосгпь
прочнос[пш
сварноео
сое'
б0,
0шненця
Б]13
опъ
п2мперопцры
сваркш
60
50
нь1е
соединения
ниобия
и его
сплавов'
[иффузионное
соединение
ниобия
_по_
40
лучёйо
при
сварке
на
ре)ки1\1е
т
:
:
тэьр;
91
р
:1,5кгс/мм2;
1
:
5мин
"
3о
6
:
10-д
мм
рт.
ст.
Ёа
микрострук_
туре
соединения
нио6ия
поверхность
ра1дела
ме)кду
двумя
образцами
не про_
20
сматривается.
[иффузионная
сварка
ниобиевьтх
/0
сплавов целесообразна
при
температу'
рах
ни'{е
температурь|
рекристаллиза'
ции
для
предотвращения
нас.ь!щения
0\-
800
900
1000
1100г,ос
тугоплавких
металлов
га3ами
(Ф',
Ё',
(11
"
р'"''
3ерна
в
процессе
нагрева.
Аля
этой
цели
необходимо
ин1енсифишировать
дифузионнь|е
процессь1
за счет
исполь3ова-
ния
пройе>куточнь|х
металлов'
наносимь1х
на
свариваемь|е
поверх-
ности
напь1лением
в
вакууме.
1олщина
напь1ленного
слоя
-
от
нескольких
десятков
до
нескольких
ть|сяч
ангстрем.
€лой
имеет
очень
мелко3ернистую
структуру.
1акие
прокладки
растворяются
всвариваемь|хметаллахинеоказь1ваютпоэтомувлия\1|тянапроч.
ность
сварного
соединения.
-при
с!'|рке
ниобиевого
сплав^а
вн3
(4-5,?'1у
\,;
0,8-2,0%
7г,
0,0Ё0,:ой
€;
0,03
Ф';
<0,04
о/о
|1';
20,005о/о
-\я!
остальное
\б)
в качестве
прокладкй
-
применяли
никель'
обладающий
малой
растворимость1о'
в
нмо6ий
и
имеющий
при
темпер9туре
1100'с
йоэф6йциент
дифузии
на три
порядка
мень1ше
коэффг-:}иен11диф-
фузйй
ниобия
Ё^йи*еле.
€варку
вь1полняли
лр|1
т:
1000'€;
/;":2
кгс/мм2;
,
:
30
мин
и 6
:
10-д мм
рт.
ст.
'
}1икроструктурное
исследова1{ие
деталей
с напьтленной
по-
верхностью при
нагреве
без
сварки
показало'
что
во всех
слу_
чаях происходит
испарение
никелевой
пленки
по всей
поверхности'
кроме
зон'
располох<ёнт:ьтх
по границам
кристаллитов.
3то
сви_
дётельствует
о преимушественном
развитии
диффузионнь1х
процес_
сов
ме)кду пленкои
и границами
3ер'ен
на
свариваемой
поверхности.
||ронность сварнь]х
соединений'
выполненн^ь1х
чере3
никеле-
вую
пленку на
оптималь!1ых
рех{им.*
('?
:
1000'
6;
р^
-
2 кгс/мм2;
/":30
*и1
и Б:2.10_6
йм
рт.
ст.);
составляет
0,9
прочности
основного
металла
(рис.
110).
Ёа
деталях
и образшах'
свареннь1х
на
оптимальнь1х
рех{имах'
осадки
на'
наблюдалось'
|1роведенньте испь1тания
не зафиксировали
присутствия
никел.я
в
сварном
соединении.
€варка
тантала.
1антал
обладает
способностью
поглощать
газь1
-
азот'
водород'
кислород'
окись
углерода
и
АР.
с
образо_
183
ксс/мм2
/
/
/
/
/
|
ванием соответствующих
соединений
-
нитридов' гидридов' окис-
лов и карбидов.
9истый тантал обладает
отличной
обрабать:вае-
мостью
и
тугоплавкостью'
однако
при вь]соких температурах
его
прочность
относительно невелика.
Бьтсокая пластичность тантала
(так
>ке,
как !| нио6ия)
по3во-
ляет легировать его сравнительно большими
количествами
других
элементов
без существенного
ухуд1пения
технологичности
сплава'.
€оединения
образцов
тантала
вь|полняли при
7
:
1650'€;
Р
:
|,2
кгс/мм2;
[:20
мин и 6
:'
10_д мм
рт.
ст.
€варка
молибдена.
.&1олибден кристаллизуется
в
решетку
объемно-центрированного
куба
и не
претерпевает полиморфнь:х
превраще!тий вплоть
до
температурь1
плавления. Фкисление
начи-
нается
при
400'€ и
свь:ше
600'с происходит
интенсивно. 3 среде
очищенг{ого
азота молибден
устойчив
от температурь1
плавления
до
1000'€.
Фн
инерте};
по отно1'шению
к водороА}. }1ол.ибден
устой-
чив против
воздействия :!1ногих
кислот'
растворов
щелочей
и
п{но-
гих
расплавленньтх
металлов;
растворяется
в
азотной
кислоте
и
расплавленнь1х
щелочах.
€варньте соединения
молибдена и его сплавов' полученнь1е
методами
сварки плавлением
(аргонодуговой,
электронно-лувевой
и
др.),
обладают
пони}кенной
пластичностью при
испь!тан\4|1
на
изгтаб
при комнатной
температуре.
Ёаилуншие
ре3ультать[
!13
||с-
следованнь|х
рех{имов
диффузионной
сварки молибдена
полу-
чень|
при
7:1700'€;
р:|
кгс/мм2; [:5 мин
и Б:
:
5.10-д
мм
рт.
ст.
Б соединениях'
вь1полненнь1х на
указанном ре)киме'в
зоне
кон:
такта' не наблюдается
никаких и3мененит?
структурьт.
€труктурА
места
соединения
совер1шенно
аналогична структуре
основного
металла.
Ёепроварьт
в 3оне контакта
отсутствуют
(см.
рис.
||-23).
}€варка
вольфрама.
€реди тугоплавких металлов
вольфрам
имеет
самь]е
вь1сокие
температурь!
плавления' модуль
упругости
и
коэффициент
теплопроводности.
1емпература полиморфного
пре-
вращения вольфрама
630'(; ни>ке
этой
температурь1
он
перехо-
дит
в
с6-модификацию
с
решеткой
объемно-центрированного
куба.
€ азотом и
водородом
вольфрам
не
в3аимодействует
до
темпе-
ратурь|
плавления'
но вступает в
реакцию
с аммиаком
с
образо-
ванием
нитридов'
ра3лагающихся
при температуре
600-300'
€.
Ёа воздухе
вольфрам
устойнив
до
температурьт
400'€.
||ри
аргонодуговой
сварке
вольфрам
склонен к
образованию
трещин;
рекомендуется
подогрев
до
температурь1 500'с
и прове-
дение
сварки
без :кесткого
3акрепления
деталей.
Бакуумнь:й
от-
}киг
при
температуре 1800" €
в
течение
1
ч
несколько
повь1шает
пластичность
сварнь]х соединений' температура
перехода
в хруп-
кое
состояние
которь]х составляет
700'6.
€оединение
вольфрама
дифузионной
сваркой вьлполнено
при
[:2200"(;
р:2кгс/мм2;
[:!5 мин и
Б:5.10-д
ммрт.
ст.
.||рактинески
!иффузионное
соединение обладает
такими
>ке
свой-
ствами'
что
и
основной металл.
184
€варка
тугоплавких
металлов
с
другими
металлами.
.&1ногие
3адачи
авиационной,
косминеской,
электронной
техники' химиче_
ского
ма1шиностроения'
судостроения'
приборостроения
и
т.
д.
могут
бь:ть
ретпень|
при
исполь3овании
комбинированнь|х
конструк-
ций
из сталей
с титаном
и
его сплавами.
€огласно
диаграмме
равновесного
состояния 1 |-Ре
раствори_
мость
)келеза
в с[-титане крайне мала
14
при комнатной
температуре
составляет
0,05-0,
\о/о.
1ри концентрации
>келеза более
0, 1%
в
сплаве
образуются
интерметаллические
соединения
11Ре и
11Ре'.
|]оявление
и!{терметаллидов
в сплаве 11-Ре
значительно
повь1шает
прочность'
но
ре3ко
сни}кает пластичность.
Раствори-
мость'титана
в
0-)келезе
достигает
-6,9%
при
температуре 1300'
с
и с
по[{и>кением
температурьт
резко умень1пается;
при комнатной
температуре
растворимость
т\1та\1а
в с-)келезе
мет1ее 2%о, !у|акси-
мальная
растворимость
)келеза
в
$-титане
при
эвтектической
тем_
пературе
(1080'6)
равна
250/о
Ре.
Фдна
из основнь1х
задач
при сварке титана со
сталями
-
вьтбор
присадочньтх
материалов' методов
и
ре)кимов
сварки' при которь|х
предотвращалось
или
резко
подавлялось
бьт образование хруп_
ких
интерметаллических
фаз
11Ре
и
1!Ре'. Ёепосредственная
сварка
титана
со сталью
не
дает
поло}кительнь|х
результатов.
|1рактинески
применяют сварку через промех{уточнь1е
вставки
или прослойки.
Ёдп+тственнь:й металл' хоро[по
соединяющийся
с титаном
и
сталью
без образования
интерметаллических
фаз,
-
ванадий.
Ёесколько
хух(е сваривается нио6пй.
!,оротпие
результать1
получень|
при
использовании
комбини-
рованной
вставки' состоящей
|43
технического тантала
(о"
:
:
70 кгс/мм2)
и
термообработан:той бронзы'
|1ри
непосредственном соединении титана со сталь1о методом
плавления 1пвь! чрезвьтчайно
хрупки' в них
образуются трещиньт.
6варка
титана
с
углеродисть]ми
сталяп1и
сопрово}кдается вь]деле-
нием
в
шве
карбидов
титана; при сварке
с
хромоникелевь|ми
аусте-
нитнь|ми
металлами
образуется
соединение титана с хромом' ни_
келем
и )келе3ом' которь1е охрупчивают
1пов
в еще больтшей сте_
пени'
чем при сварке титана с
углеродисть1ми
сталями.
}читьтвая
увеличение
растворимости
)келе3а в
$-11
по сравнению с
с_1|,
мох(но
предполох<ить
лучшую
свариваемость
со сталя]\,1и
$-фазо-
вь|х
титановьтх
сплавов.
!,
рупкие
химические соединения
образуются
при
взаимодейст-
вии
титана
с больтшинством
металлов.
}довлетворительной
пластич-
ностью
обладают
только соединения
1|+у,
т|+мо, т|+шь' т1
+
*7г,
|||Ё[,
в которь1х титан образует
ряд
твердь|х
растворов.
|1ри
сварке
во3никают затруднен\4я
из-за насьтщения титана
кислородом'
а3отом' водородом при
нагр.еве
до
температур'
пре-
вь!1пающих
400'
с,
в
ре3ультате
чего
пони}кается
пластичность
сварного
соединения
|1ри
сварке
в
вакууме
на
нагретой
титановой
детали
наблю-
дается
исче3новение
окисной пленки
за
счет
диффузии
в глубин_
!85
нь1е слои
металла
ионов
кислорода.
Аналогичньтй
процесс
проте-
кает
в
поверхностном
слое
сталу\'
Фчистка
поверхности
от
окис-
нь1х пленок
облегчает
соединение
свариваемь1х
металлов'
1итан
со
сталями
мо)кно
сваривать
электроннь1м
лучом
в ва-
кууме.
|1ри
сварке
чере3
проме)куточнь1е
вставки'
например
ти-
"ЁЁ,
.'
с'?лью
1)х1вн10т
нерез
ниобий
и бронзу,
получают
каче-
ственнь1е
соединения
3озмо>кна
контактная
сварка
так}ке
с
прип{енением
про\,1е}ку-
точнь1х
прокладок.
(елесообра3но
получать
соединение
титана
со
сталями
свар_
кой
давлением
без
расплавления
в вакууме
с минимальнь1м
пере-
ме1пиванием
соединяемь|х
металлов'
отсутствием
расплавления
и
защитой
от
окисления.
Рассмотрим
получение
соединения
титана
со
сталями
одним
и3 перспективнь|х
ёпособов
-
диффузионной
сваркой'
||ри
диффузионной
сварке
тптана
со сталями.в
3оне
контакта
о6ра6уется'й!оме>кутонньтй
слой,
охрупчивающий
сварное
соеди-
нение.
Б этом
слое
во3никает
интерметаллическое
соединение.
Б
процессе
сварки
не
удается
обеспечить
предельную
толщину
интерметаллида
(не
более
1-2
мкм),
по3воляющую
получать
соеди-
нение'
равнопрочное
свариваемь!м
металлам.
|1оэтому
сварка
ти-
тана
непосредственно
со
сталью
не
обеспечивает
достаточной
прочности
и
пластичности
соединения.
'
€варку
титанового
сплава
вт5-1
с армко-щ9-.цезом^вь]полняли
на
обр}зт{ах
при
температурах
700,
750;
в00,
850,
900
и 1000"
€'
Больйинство
образшов
разру1шилось
по
плоскости
контакта
двух
металлов
в процессе
механййеской
обработ_ки
на станке'
.
.:}1еталлографинеский
анали3
соединений'
вь1полненнь1х
при
минимальной
и максимальной
температуре'
показал'
что
у)ке
при
7
:700"
(,
р
:1,76
кгс/мм',
|:
10 мин
л
Б
:
10_3
мм
рт'
ст'
повь11шается
твердость
металла'
прилегающего
к плоско_сти
кон_
такта.
[11ирина'!рослойки
очёнь-
мала'
порядка
0,&_0,9
мкм,
в связи
с чем
нево3мо}(но
измерить
ее
твердость
ил|1'
произвести
рентгеноструктурнь:й
анали3.
||овьтш-тение
твердости
вь]зь1вается
'взаимодифузиёй
х<елеза
и ту:тана
прй
с|з1|ке
на
ре)ки\,1€
7:
1000'€;
Р
:
1,06
кгс/мм2;
/:
:
1[
мин
и том
)ке
вакууме
интерметаллидная
прослоика
возра_
стает
очень
незначительно
по 1ширине
-
Ао
\,2
мкм'
г{о
со
сторонь1
>келе3а
появляется
слабо
травящййся
слой
повь11пенной
тверАости,
1пирина
которого
составляет
3-3,5
мкм. 3тот
слой
и
слу}кит
при-
йит|оа
ра,руйе,'я
сварного
соединения-
_|!ро^нность
сварньтх
об-
разцов
при
испь|тан|114-ъ|а
ра3рь|в
0,
:
20-;-30 кгс/мм2'
Разрутпе-
ние происходило
по
плоскости
контакта
без пластической
дефор_
мации.
ё,,р.у
титанового
сплава
вт5-1 с
кор-ро3ионно'стойкой
.".,,#
х:ьн15
вьтполняли
при
темг1ературах
ф0,
700,
800,
900
и
1000'6,
давлениях
0,7-|,8
кгс/мпт2,
длительности
вь|дерх{ки
10-20 мин.
186
1ат< >ке,
как
|1
в
предь|дущем случае'
6ольшинство
сварньтх о6-
разцов
разруг:!алось
в'процессе
механической обработки
на станке.
[|ри
всёх
ре>кимах
сварки' начиная с
температурьт
700"
€,
мех<ду
тита11ом
и аустенитной
сталью
образуется
интерметаллидная
прослойка
вьтсокой. твердости.
[11ирина
прослойки
увеличивается
с
повьт1пением
температурь|.
Б
аустенитной
стали
рядом
с
интер-
металлидной
прослойкой
образуется
с-фаза' что мо)кно
объяс-
нить
диффузией
углерода
в
титан
и' как
следствие' обезуглеро>ки-
ванием
этого
слоя'
диффузией
титана в
сталь
и
деформашией
слоя.
||ри
сварке- титанового
сплава
с аустенитной
сталью х25н15
образуется
еще
более хрупкое соединение.
--&1аксимальная
прочность соединения'
полученного
сваркой
лри7
:900'
(;р:0,9кгс/мм2;
1:
10мин
иЁ: 10-? ммрт.ст.'
о,
:
29,6
кгс/мм2.
€варньте
соединения
из
титанового
сплава
вт5-1
со сталью
х15н15
чере3
прокладку
тантала
(6
:
0'08 мм)
разрутпались
от
легкого
удара
по
зоне контакта мех{ду
сталью
и
танталом.
|!о'
этому
детально
исследовали это соединение.
ббразшьт тантала
со сталью сваривали
при
[
:
1
100'
(;
р
:
:
1,13
кгс/мм2; [: \0 мин;
6
:
10-3 мм
рт.
ст.
!!1ех<ду
танталом
и
сталью
появлялись прослойки вьтсокой
твердости'
что мо)кно
от-
нести
3а снет образования
интерметаллидов
Ре11а
и \!1а. 1]]и-
рина
прослойки возрастала
при
повь11пении
температурьт
сварки.
Ёаличие
интерметаллидной прослойки Ре11а
препятствует
полу-
чению прочного
и пластичного соединения
титанового
сплава
вт5-1 со
сталью х25н15.
|!ри сварке
титанового
сплава
вт5-1 с армко-)келезом
чере3
прокладку из
молибдена
(г
:
800
и 1000'€;
Р
:
1,06
и
1,76 кгс/мм'; |
:10
и
20
мин;
6
:
10-3
мм
рт.
ст.)
наблюдалась
картина'
аналогичная
для
сварки
титанового
сплава
со сталью
чере3
прокладку таь|тала.
Разрутпение соединения
происходило
в
3оне
контакта мё>кду х(еле3ом
и
молибденом.
}1еталлографине-
ский
анализ
показь1вает наличие
прослойки вь:сокой
твердости
ме)кду
)келезом и
молибденом.
[11ирина
прослойки
в соединении'
вь1полненном
при 7
:
1000'(;
р
:
1,76
кгс/мм2; [
:20
мин;
6
:
10-з
мм
рт.
ст.'
составляет 3-7,5
мкм.
.[1.ля
сварного
соединения
молибдена
с )келе3ом
характерно
наличие
со
сторонь1
ц.е{9за
сла6о травящейся
полось1
повь11пен-
ной
тверАости
1пириной 30-50
мкм' которая
о6разуется
в
ре3уль-
тате
диффузии
и
деформации
и
представляет
собой тверАьтй
раствор
молибдена
в }келе3е.
|}рименение
при
сварке титанового.сплава
вт5-1 со
сталью
х25н15
в
качестйе
проме>кутонной
прокладки
никеля обеспечи-
вает
хоро1пую
свя3ь с аустейитной
сталью
и сопрово}кдается
обра-
3ованием
интерметаллической прослойки
с титановь|м
сплавом.
||ри
сваркё
"'''"'
вт1-1 с армко-)келезом
переходная
3она
состоит
из
твердьтх
растворов
(со
стороньт
)келе3а
и
титана)
и
интерметаллида
11Ре.
||ри
испьттании
|1а
растя>кение
все
свар-
187
нь|е
о6разць1
разрушаются
по
перёходной
зоне.
после
сварки
при
?
:700
и
900'€
разрьтв
локали3уется
на поверхности-контакта,
интерметаллида
с
6[-твердь1м
раствором
и
частично
в
@-фа3е.
пр11'
|1ал||ч|1и
пересь1щенного
твердого
раствора
|1л!4 1пирокои
полось1
эвтектоида
с
+
гет;
разру1пение
идет по этому
слою.
Ёаиболь_
тпей
пронности
соединения
соответствует
1пирина
слоя
интерме_
талл|1да
3-5
мкм.
Фсобенности
сварки
сплава
Ф14
с коррозионно_сто-йкими
ста_
ляп1и
исследованьт
на при\{ере
его
сваркй
со
сталями
12х18н10т
и
\22116|..&1еханические
свойства
соединений
во
многом
напо-
минают
свойства
чисть|х
металлов.
|1о
данньтм
послойного
спек-
трального
а|1ал||за,
взаимная
диффузия
)келе3а
и титана
при сварке
сплавов
со
сталями
сопрово}кдается
дифузией
хрома'
алюми-
н'1я
и
никеля.
|1ринем
в
переходной
зоне
концентрируются
хром
и
алюминий.
||редполох(ительно
и3менение
прочности
и пластич_
ности соединений
сплавов
со сталями
мо}кно
считать
свя3анным
с легированием
и и3менением
концентрации
твердьтх
растворов
и образованием
интерметаллида.
,4л"
соединения
сплава
Ф14
со
сталью
12х18н10т
9" :
:
ц) кгс|м*Ё
,
д'"
сплава
Ф14
с
х22н6т
б,
:
55_:_60
кгс/мм2'
€варка титанового
сплава
вт5-1
непосредственн-о-
со
сталью
12х1вЁ10т
прп
?:900"
(;
р:0,1
кгс/мм2;
1:
15
мин;
Ё:
:
10-д мм
рт.
ст.
по3волила
получить
соединение
лишь-
9
0,
:
:
28-:_33
к}с/мш:'
А &"
:0,75-+-1'кгс/мм2.
|1олунить
дифузион_
ное соединение
с
прочностью
вьтше
50%
прочности
стали
и3_3а
образования
проме)куточного
слоя
1!Ре
не
удается.
:
'||ри
сварке ти'айового
сплава
вт5_1 со
сталью
12х1вн10т
через промех(уточнь|е
прокладки
в
целях
повь1шения
пр_9чности
и
пластичности
сварного
соединения'
проведенной
в
|13€
ттм'
Б. Ф. ||атона,
показ?но'
что ванадий,
образуюший
непрерьтвнь:й
ряд
твердь1х
растворов
с титаном
и х(елезом'
не
является
опти'
мальнь1м
промФкуточнь1м
материалом'
так
как
при
диффузионной
сварке происходит
интенсивная
диффузия
угле_рода
из
стали
в ва'
на[ий с образованием
на границе
карбидов
!6.
||рименение
до'
полнительно
прослойки
хрома
для
подавления
диффузии
углерода
за счет
их
взаимодействия
не
по3волило
обеспечить
повь|шение
свойств сварного
соедине}{ия
сплава
вт5-1 со сталью
12х18н10т
с прослойкой
из ъанад11я
в связи
с тем'
что
прослойка
ванадия.
проницаема
для
хрома'
образующего
с титаном
соединения
11€г''
фя
предотвращейия
дифузйи
углерода
14з сталу\
в ванадий
ре-
комендуется
исполь3овать
прослоику
меди.
,[{едь
не
образует
ин_
терметаллических
соединений
с ванадием
и
}{(елезом'
а
углерод
не
растворяется
в
меди.
|1рон"6ст,
соединения
сплава
вт5-1
со
сталью
12х18н10т
через
прослойку
|тз
ванадия
и меди
зависит от толщи!{ьт
послед_
них' которая
дол}{{на
бьтть
критической.
||ри критинеской
толщине
прослоек мо}кно получать
соединение
сплава вт5-1
со
сталью
12х1вн10т прочностью в
2-3
раза
больше
прочности
меди
и ва_
188
11аА\4я.
[ля
полунения ста6ильнь1х
результатов
!{елесоо6ра3но
исполь3овать многослойньте
прослойки.
Аля
соединения
сплава
вт5-1
со сталью 12х18н101
опробовань1
прослойки
из
!
*
€ц
*
*
сталь
*
\1
и
!
*
€ш
+
ш;,
получаемь]е
прокаткой в вакууме
с
суммарнь|м
об>катием 5}-60
о/о
лри температуре
800-900' €.
€лой
никеля
улуч1пает
пластичность
соединения
на границе со
сталью
и лр|1
малой
толщине не
сних(ает
прочности сФ€Аине'
н|4я,
3ь:бирать оптимальнь1е
ре}кимьт
сварки
необходимо
с
учетом
ра3личия
физико-химических
и
механических
свойств сваривае-
мь1х
металлов
и
металлов
прослойки.
Фптимальнь|е
ре)кимь|
сварки
титанового
сплава
вт5-1 со
сталью
12х18н10т
чере3
прослойку
и3 ленть| !
*
€ш
*
\1
следующие:
[
:
1000' €;
Р
:
0,5
кгс/мм2;
1
<
15
мин.
9дарная
вязкость
соединений с
оптимальнь1ми
промех(уточ-
нь1ми
слоями прибли>кается
к ни}!{нему
пределу
ударной
вязкости
титанового
сплава вт5-1 и
достигает
'3,5
кгс.м/см2.
9гол
изгиба
плоских
образцов, вь|резанньтх
из
сварнь]х
стерх{ней,
составляет
50-60'.
}{а
оптимальнь|х
ре)кимах
сварень1 трубнатьте
переходники
и3
сг{лава
вт5-1
со сталБю 12х18н10т
диаметром
60
70 мм
и
длиной
до
100-150
мм.
Бакуумнь1е'
гидравлические'
вибрационнь|е
и
кор-
ро3ионнь1е
испь|тания
трубнатьтх
переходников
свидетельствуют
о
работоспособности
сварнь1х соединений
при
комнатной
и
повь1_
гшенной температурах.
[ифузионная
сварка
титанового
сплава
от4
со сталью
12х18н10т
с передачей сваронного
давления
3а
счет
предвари-
тельного
натяга
исследована
при получении
соединений
телеско-
пического
типа. Б этом
случае
детали
предварительно
собирали
с натягом'
величину
которого вьтбирали
по требуемому
для
сварки
давлению
с
учетом
и3менения
за счет
различия
коэффициентов
термического
рас|ширен|\я
у\
зависимости
от температурь1
физико-
механических
свойств
сварив'аемьтх металлов.
Ёаличие
на свари-
ваемь|х
поверхностях
малой конусности
(порядка
1 :
100) суще-
ственного
влцян1|я
на
качество полученного
соединения
вслед-
ствие
неравномерности
распределения
давления
по
длине
не
ока-
3ь1вает.
€обранньте
переходник|1
ил14
образцьт
сваривали
в
вакууме
при
[
:
800+850"
(;
|
:
10 мин
|т Б
:
10-д мм
рт.
ст.
€оединения'
в которь1х
охвать1вающую
деталь
и3готовляли
и3
сплава
014, имеющего
более
низкутй
коэфишиент
температур-
ного
расширения'
чем сталь
12х18н101,
при охла}кдении
разру-
1пались
с
образованием
3азора
по
интерметаллидному
слою. 3то
свидетельствует
о во3никновении
3начительнь1х
растягивающих
напряжений
в зоне
сварки. |1ронность
соединений
при сре3е' в
ко-
торь1х
охвать]вающую
деталь
вь1полнялу:,
|1з
стали
12х18н10т
1ри
оптимальном
значении
давления'
составляла
23-30 кгс/мм2.
Б
пооцессе
металлографинеского
исследования
не обнару>кены
189
расслоения
и
отличия от
соединений,
полученнь1х
при тех >ке
ре-
}кимах
сварки
с
прилох{ением внешнего
давления.
||рименение
в конструкциях
наряду с медью тита\|а
потребо-
вало
разра6отки
методов
соединения
титана с медью
и
ее спла-
вами. €варкатитана
с медью
и ее сплавами всеми
и3вестнь]ми
спо-
собами
затруднена
в связи
с больгшим
разли!1ием
свойств, малой
взаимной
растворимостью
и
образованием в
3оне соединения
хрупких
проме)кутонньтх
фаз.
в соответствии
с
диаграммой
состояния
эти металль1
образуют гамму хрупких
интерметал-
лидов
(1!'€ь:,
11€ш,
1|'€ш',
1!€ш,
и
1!€ш')
и
легкоплавкую
эвтектику.
6варка
г!лавлением титана с медью
и
ее
сплавап{и осуществля-
ется
успе1|]но
только при
использовании
проме>куточнь|х вста-
вок
и3
специально
вь1плавленнь1х сплавов
титана' легированньтх
молибденом,
ниобием
|\лп
танталом'
которь!е поних{ают темпера-
туру
превращения
'-
0
и обеспечивают получение однородного
титанового
сплава
со
стабильной
$-структурой,
не
сильно отли-
чающе*]ся
от структурь1
меди.
Ёаиболее качественнь|е соединения
титана
с медью
и ее
спла-
вами
получают сваркой
давлением
без оплавления'
в частности
диффузионной
сваркой нерез
проме}куточнь:й
металл,
не образую-
щей
хрупких
соединений с основнь1ми металлами.
Без примене-
ния проме}куточнь1х
металлов
удается
получать качественнь1е
соединения
только в
у3ком
температурно-временном
диапазоне
параметров
процесса.
7]иффузионную
сварку титана
вт1-1 с медью .&1Б
для
изгото-
вления
деталей
электровакуумнь|х
приборов вь|полня]от
на
ре-
х<име
7
:
350'
(;
р
:
0,5кгс/мм2;
/
:
10мини
Ё
:
10-д
ммрт.
ст.
Бьтбранная
температура сварки
несколько ни>ке температурь1
образования
>кпдкой эвтектики
(875'
с). |1ронность
получаемь1х
соединений
без
применения проме}куточньтх
11рокладок
суще-
ственно
ни)ке прочности исходнь1х металлов
и при
испь]таниях.
на
растя)кение
составляет 10 кгс/мм2.
€варенньте
натурнь!е
детали
вполне
работоспособньт
и
отвечают
условиям
эксплуатации.
|1о
указанной
технологии
изготовлень{
вь1водьт'
состоящие
из
титанового
диска
и
медг:ой тпайбьт.
в пнилдсв
исследована сварка титанового сплава
Ф14
с бронзой
Бр.{,0'8
и
получено
прочное сварное соединение'
|!ри оптимальном
ре)киме
в 3оне контакта титанового
сплава
с бронзой
образуется
}кидкая
фаза.
|1олного
соответствия
с
диа-
граймой
равновесного
состояния
€ц-11 не
наблюдается.
||о_
видимому'
легирующие компоненть|
сплавов
пони}кают
темпера-
туру
плавления.
Рентгеноструктурнь1м
анализом
в
переходном
слое
обнарух<ен интерметаллид
€ш'1|
с исках{енной гексагональ-
ной
решеткой.
|1овторнь:й нагрев
в течение
5 н
при теш1пературе
700'с
сильно
расширяет
диффузионную
зону.
|!ронность отдельнь|х сварнь|х
соединений
титанового
сплава
Ф14
с бронзой Бр.{,0,8,
вь]полненнь|х
на оптимальном
ре)киме'
190
достигает
30
кгс/мм?. Разрушение
происходит
на поверхности
контакта
проме}кутонной
фазьт
и
сплава
Ф14.
||ринципиальная
во3мо)кность
сварки молибдена,
ниобия,
тантала
|1
ванад'1я
со сталями'
сплавами
цветнь1х
металлов
и
дру-
гих
металлов частично
показана
в предь1дущих
разделах
при
рас-
смотрении
возмо}кности
исполь3ования этих
металлов
в качестве
проме}куточнь1х
прокладок
для
улуч1пения
свариваемости
раз-
личнь1х
трудносвариваемь1х
материалов.
1антал и нуто6утй
по свойствам
близки
к титану
и при сварке
с
ним
образуют твердь|е
растворь1
без
хрупких
соединений.
Ёио'
бий
удовлетворительно
сваривается
с медью
], меднь|ми
сплавами'
с
которь1ми
образует ограниченньте
растворьт.
]антал
с медью
растворов
и соединений
не образует. Фднако
обь:чно
в качестве
вставок
применяют бронзу.
|1,иобий
хоро1по сваривается
с вана-
дием
и
цирконием.
||ри
сварке нцо6ия с
никелевь|ми
сплавами
образуются
трещиньт;
рекомендуется'
их
сварка нерез
палладий.
1рулности
получения
сварньтх соединений
тугоплавких
металлов
со
сталями
и
сплавамтц
обусловлень|
так}1{е хрупкостью
тугоплав_
ких
металлов
после
нагрева
вь|1пе температурь'
рекристаллизац|1и
и
их вь]сокой хймической
активностью
при нагреве
до
температур
вь:ше 300'€.
|1ри
сварке
плавлением
молибдена с
ниобием,
вольфрамом'
сталями
и
другими
металлами
в сварнь!х
соединениях
образуются
трещиньт'
и
свар!{ь1е соединения
весьма хрупки.
||ронность
полу_
чаемь1х
соединений
мо}кно
повь1сить
пр именен
ием п
ромех(уточнь|х
вставок
и3
третьего
металла'
например
меди
или никеля.
Ёесмо_
тря
на отсутствие взаимной
растворимости
молибдена,
меди'
ме)кду
ними во3мо'(но
получение
сварн'ого
соединения'
равно_
прочного с
медью' если оплавлять
медь
на молибден.
Аналогично
возмо}кно
соединение
нио6ия с аустенитнБ1]!1}1
€?8.]19,йи'
если опла_
влять
сталь
на Ёиобпй
или его сплавь|. 1акое
соединение
полу_
чают
сваркопайкой'
^&1олибден
мо)кно соединять
с
коваром
(н29к18)
внахлестку
электронно-луневой
сваркопайкой.
Бо
избе>кание
образования
интерметаллических
соединений ме)кду
молибде.ном
и коваром
рекомендуется
применять
сварку
чере3
прослоику
из
другого
металла'
не образующего
интерметаллидов
ни с молибденом'
ни
с
легирующими
элементами
ковара' например
через
прослойку
и3
хрома
или
т'4тана.
[!ри
сварке
тант,!ла
и его сплавов
с )келезом
и сталями
обра_
зуются
интерметаллические
соединен[1я
тантала
и
}келе3а.
[ирконий
и
его
сплавь!
мо}кно соеди!{ять
с
достаточной
прон-
ностью
со сплавами
никеля
и
корро3ионно-стойкими
сталями
свар-
кой
трением.
(оедит:ение
циркон||я'
титана,
тантала
или
сплавов
ца
их
основе
с
углеродисть|ми
и корро3ионно-стойкими
сталями
мо)кно
вь!полнять
сваркой
взрь|вом,
}читьтвая
особеттностц
сварки
тугот!лавких
металлов
со ста-
лями'
сплавами
и
другими
металлами'
лучшими
способами
сле'
191
дует
считать
электронно-лучевую
и
дифу3ионную
сварку.
но
сварка лучом
неприменима
для
ра3витых
поверхностеи
контакти'
ро,!"'я
(плоских,
конических
и
т.
д.).
Б этом
случае
более.эфек-
тивно
применение
дифузионной
сварки.
Рассмотрим
диффу3ион-
ную сварку
некоторь|х
тугоплавких
металлов
со сталями'
спла-
вап{и
и с
другими
металлами.
€варку
йолибдена
со сталью
12х13
исследов_ал^и
н^а^^образшах
диа*е"!,ой
16 мм,
длиной
30
мм
при.[
-:900,
950,
1000,
1050
и
1100'ё;
р
:
0,5;
1;
1,5;
2
и
2,5
кгс/мм2;
!
:5;
10;
15
и
20
мин
п
Б
:
10-д-:_10-б
мм
рт.
ст.
Бизуально
макротрещинь1
не бьтли
обнару}кень]
н^а^Р:т
свар-
нь:х
образцах.
Фбразпьт'
свареннь|е
при температуре
900'с
в пре;
делах'принять1хвь|1певременисваркиидавлений'и3менении
геометрических
размеров
не
имели.
||ри температуре
1000'с
дефорйашия
набЁюдалась
при
давлении
1,5
кгс/мм2
и в!€мени.
.Бар!,"
10 мин.
|]овьтшег:ие
температурь:
до
1100" с
вь|,ь|в-ало
де-
;
формашию
,р,
д','.йии
1
кгс/мй'
йЁ,
време-ни
сварки
10 мин"
||[и
температуре
1200'с
образцьт
сильно
деформировались
при
давлении
0,5
-кгс/мм2
и времени
сварки
5
мин.
}1еталлографинески
в
проме}куточном
слое
обгтару>кеньт
зонь1
разл"Ё"ой
травимости._
€о
сторонь:
молибдена
наблюда-
лась
резко
очерченная
нетравящаяся
полоса
толщиной
0,$_
3
мкй
повь:тпенной
твердости
и хрупкости.
|(
унастку
повы_
ш:енной
хрупкости
прилегала
1широкая
слабо
травящаяся
по'
лоса'
составляющая
больтпую
настЁ переходной
зоньт.
1равимость
этой
зонь:
по 1пирине
неодинакова
|1
увеличивалась
по
направ-'.
лению
от стали
к
молибдену.
1|1ирина
этой
3онь1
менялась
-
в зависимости
от
ре}|(има
сварки.
€т!уктура
3онь1
имела
столб-
чатое
строение.
Разлйчная
травимость
участков
переходной
зоньт
о6ъяс1!яется
неодинаковой
к6нцентрашиеа
диффундйрующих
элементов
и о6ра-'
3ованием
ра3личнь|х
структур.
[иаграмма
равновесного
состояния
системь|
молибден->ке-
ле3о
пока3ьтвает'
что
молибден
с
)келе3ом
могут
образовьтвать
твер_.
дь1е
растворь:
с_Ре
и с-.&1о п_е_ременной_концентрации
и
,(ве!4нте!;
й.{'}'й,".'.""
фазь:
е-Ре'.&1о2
и о-Ред4о.
€оединение
Ре'|!1о'-
устойчиво
при
всех
температурах
вплоть
до
его температурь1
пла_
вления
(1450.
€). €оединение
Ре}1о
_образуется
по
перитектиче-
ской
ре|кшиш
л'ри
температур€-
1_5^49'ц
1емпературная
область
"уш..",','ния
Ё-6азьт
:[вш::ь+о'€.
|1ри
охлах{дении
эта
фаза
распадается
на
о-фазу
и
'с[_твердь:й-
р-аствор.
'
1,ром,
прису"с"}уйщий
в
стали
1,х13,
6бразует
с
молибденом
непрерьтвнь|й
р'д
твердь|х
растворов.
Фн находится
в
тверд0м
расйворе
моли6дена
и желе3а
и
приводит
к
образовани1о
хромо_
йолибЁенового
феррита.
е-фаза
отличается
повь1шенной
тверАо-
стью
и хрупкостьб.
|1оэтому
в
переходной
зоне
при
сварке
мо-
либдена
й стали
12х13
во3мо)кно
образование твердь1х
растворов
с-}1о, с-Ре, легированнь|х
хромом'
и интерметаллического
соеди'
\92
нения на базе
соединения
Ре'.&1о'.
3то
подтвер)|{дают
ре3ультать1
спектрального и
рентгеноструктурного
анал\4за.
;}1икротвердость
моли6дена
не
меняется
в 3ависимости
от
ре-
>кима сварки;
твердость
стали
повь1||]ается
в
зоне
локального
разогрева'
что связано
с
ускореннь1м
охла}|(дением
образцов
после
сварки' приводящим
к
мартенситному
превращению
в
стал\4.
1вердость
с-твердого
раствора
не
меняется
от
температурь1
и
да_
вления; твердость е_фазьт
несколько
возрастает
с
повь11пением
тем-
пературь1.
}{аксимальная
прочность
соединения
достигается
при |:
:900-:_1000'€;
р:\_+\,5
кгс/мм2;
|:15-+20
мин и
в*
:
10-4
:
10_6
мм
рт.
ст.' ов
:
39-+-46 кгс/мм2.
9тот
рех<им
мо}кно
считать
оптимальнь|м
для
сварки
молибдена
со сталью
12х13.
6ни>кение прочности
соединения
при
повьт1|]ении
температурь1
и време!{и сварки
свя3ано
с образовайием
хрупкой
с-фазьт,
твер-
дость
и
1пирина
которой
увеличиваются
с повь|11]ением
темпе-
ратурь1.
€вариваемость
молибдена
со сталью
12х18н9т
исследовали
лри
7:
1000;&1100
и
1200'(;
р:0,5;
0,8;
1; 1,б и
2 кгс/мм2;
|:5;
10;
15; 20
и
30 мин;
Б:
10-с
мм
рт.
ст.
Б зоне
контакта непроваров
нет.
€ветлая
полоса
тшириной
-5
мкм непосредственно
у
места контакта
свидетельствует
о про_
хох{дении
диффузионнь!х
процессов
при
соединении
этих
двух
металлов в
вакууме и
представляет
собой
смесь
интерметаллидов
$!{}!лена--($-о'РФ
с >келе3ом
и
молибдена
с никёлем (}4о\!,
}7[о\|,
и }!о\|/'
Фптимальнь:е
3начения
параметров
ре)кима
дифузионной
сварки
мол^ибдена
со сталью
12[18Ё9]:
|:
1200"
€]
р:0,5+-
+-1
-кгс/мм-2;
[: \5
мин
и
6
:
10_{
мм
рт.
ст.
.€з^а^рку}молибдена
с ковафом
(н29к18)
вь|полняли
при 7
:
:
1000-;_1300'€;
р
:
0,5_;-2
кгс/мм2;
1':
5-:_30
мин и в
-
:
10-д
мм
рт.
ст. Б качестве
оптимального
мо)кно
рекомендовать
следуютт(ий_
рех(им:
7
:
|100'€;
Р
:
0,5 кгс/мм';
1
:_
10 мин
А;Б
:
10-д
мм
рт.
ст.
''
Ёепровар
в
зоне контакта
при
этом
ре)*(име
не
наблюдается.
и1нтерметаллидьт
в
зоне контакта
распределень1
в виде
дисперс_
ньтх
включений'
}1олибден
с никелем
обладают
взаимной
растворимостью'
и
диффузионная
сварка их
не
вь|зьтвает
значительнь:х
ослох<нений.
сва-рка
вь|полнима
при 7:
950'
(;
р
:0,7
кгс/мм2;
!
:20
мтан
}:
6
:
10_д
мм
рт.
ст.
,\{о,'тибден
.
йед"то взаимно
нерастворимь:.
Фпубликованнь|е
р€3ультатьт по
диффузионной
сварке
молибдена с
медью
непосред_
ственно
ме}кду
собой весьма
противоречивь|:
одни
соединения
о6ла-
дают
достаточно вьтсокой
прочностью
-
до
16
кгс/мм2,
другие
-'неудовлетворительной.
Ёаиболее вь|сокие
прочностнь|е
показа-
19{"
,р,
ограниченной
маркопластической
деформации
меди
до.
стигаются
лри
7:950'
с;
р:1,5+-1,6
кгс/мй2]
#: 15+-30
мин
13
$.
Ф.
1(азаков
|93
к?с|пм?
-Ё
Ё*
Ё* Ё*
$Ё €ъ-
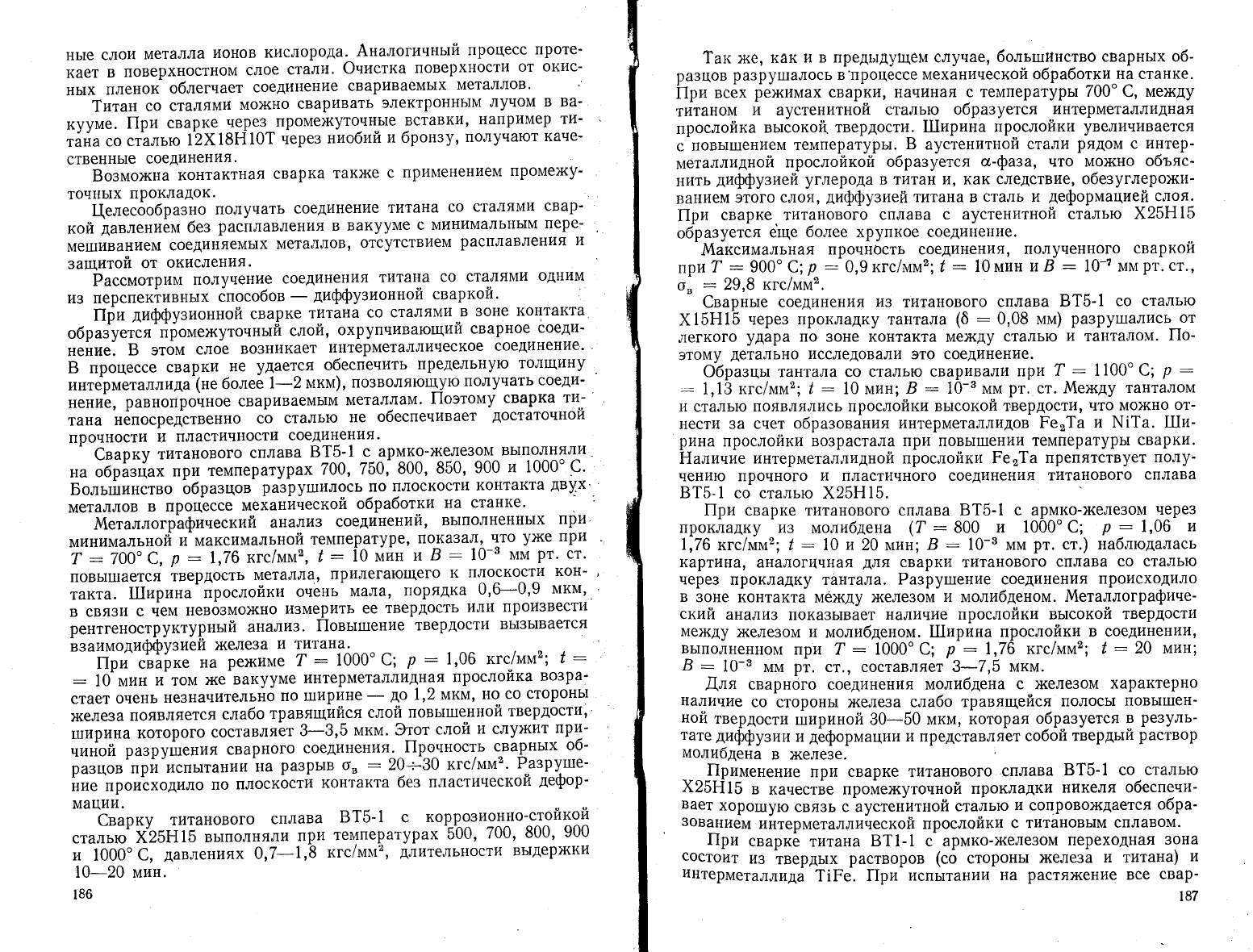
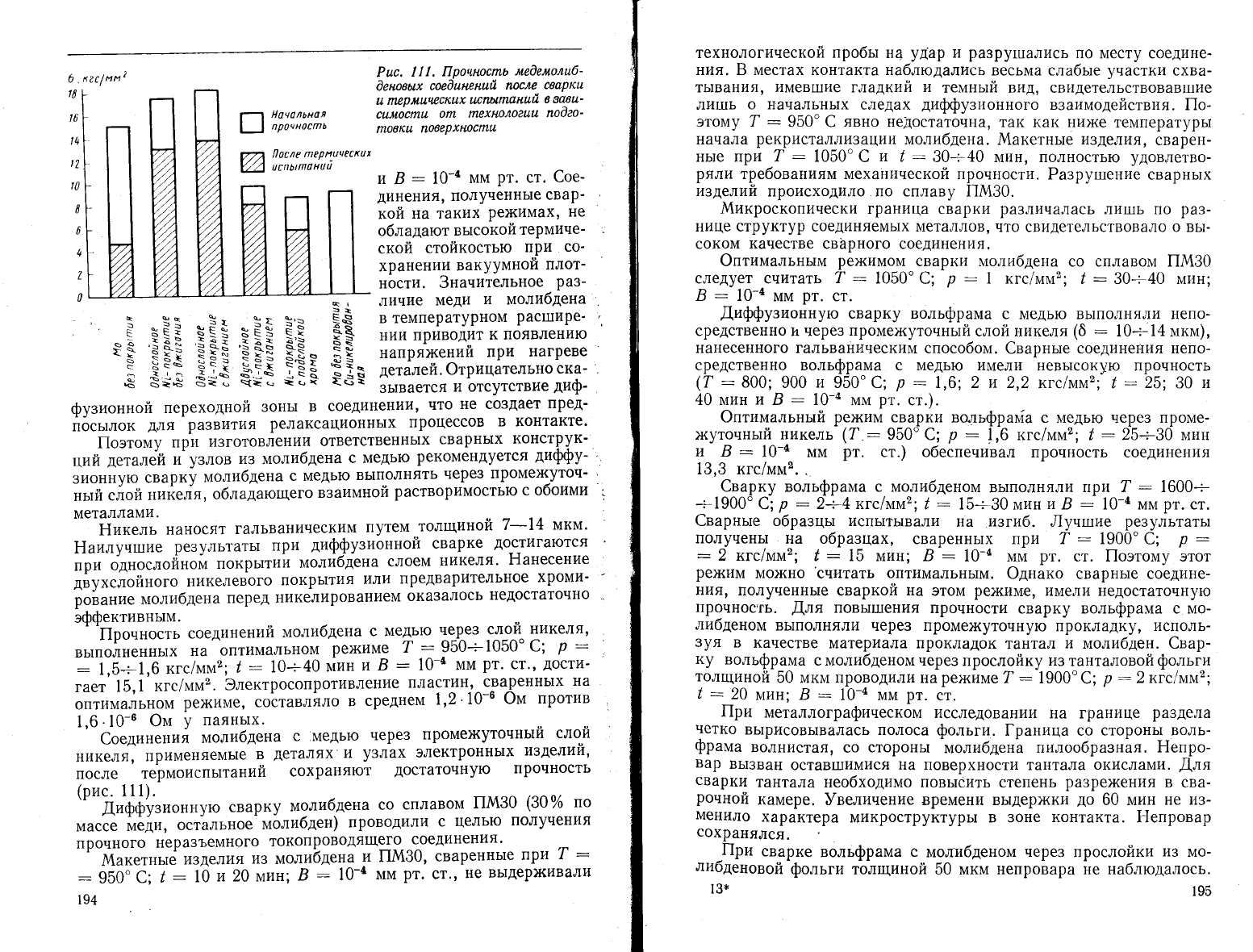
Рцс,
1
1 !, |7ропноспоь
ме0емолцб'
0еновых
сое0цненшй
после
сваркц
ц
пер141!|!ескшх
шспыпанцй
в вавал-
с!1мос!пц
о/п
п1ехнолоецш
по0ео-
,повкц
поверхнос!п!1
и
Б:10-с
мм
рт.
ст.
€ое-
динения'
полученнь]е
свар-
кой
на таких
ре)кимах'
не
обладают
вьтсокой
термиче-
ской
стойкостью
при
со'
хранении
вакуумной
плот-
ности.
3начительное
раз-
личие
меди
и
молибдена
в температурном
рас1шире'
нии
приводит
к появлению
напрях(ений
при
нагреве
деталей.
Фтрицательно
ска_
зь]вается
и отсутствие
диф'
фузионной
переходной
3онь]
в
соединет1ии'
что
не создает
пред-
пось1локдляра3витиярелаксационнь|хпроцессоввконтакте.
|1оэтому
при
изготовлеции
ответственнь1х
сварнь1х
конструк-
ций
деталей
и
узлов
из
молибдена
с медью
рекомендуется
дифу_
"
3ионную
сварку
молибдена
с медью
вь1полнять
чере3
промех{уточ-
'
ньтй
сйой
нике,пя,
обладающего
взаимной
растворимостью
с обоими
;
металлами.
Ёикель
наносят
гальваническим
путем
толщиной
7-|4
мкм'
Ёаилуятпие
результать1
при
диффузионной
сварке
достигаются
,р,
'|"'.'ой"ой
покрьттий
молй6дена
слоем
никеля.
Ёанесение
двухслойного
никелевого
покрь1тия
или
предварительное
хроми-
-
рование
молибдена
перед
никелированием
оказалось
недостаточно -
эффективньтм.
'_|1ронность
соединений
молибде|]а
с медью
через
слои
никеля'
вь1г1олненнь]хнаоптимальномрежиме?:950-:_1050.€;р:
:
1,ь*:,о
кгс/мм2;
Ё:
10-:40
йин
и
6:
10-д
мм
рт.
ст.'
дости-
гает
15,1
кгс/мм2.
3лектросопротивление
пластин'
свареннь1х
на
оптимальном
ре}киме'
составляло
в
среднем
1,2'10-6
Фм
против
1,6
.
10_6
Фм
у
паянь1х.
(оединений
молибдена
с
'медью
чере3
промех<утонньтй
слой
никеля'
применяемь1е
в
деталях
и
узлах
электроннь1х
изделий,
после
термоиспьттаний
сохраняют
достаточную
прочность
(рис.
1
1 1).
"
Аиффузионную
сварку
молибдена
со
сплавом
пм30
(30%
по
массе
меди'
остальное
молибден)
проводили
с
целью
получения
прочного
нера3ъемного
токопроводящего
соединения'
'
.&1акетньте
изделия
из
моли6дена
и
||}130'
свареннь1е
при
7
:
:
950"
€;
|
:
\0
тц 20 мин;
6
:
10-д
мм
рт.
ст.'
не
вь1дер)кивали
194
технологической пробьт н4
у!ар
и
ра3ру1|!ались
по месту соедине_
ния. Б местах контакта наблюдались
весьма слабь:е
участки
схва-
ть!вания'
имев1пие
гладкий
и
темньтй вид' свидетельствовав|лие
ли1пь
о начальнь1х
следах
диффузионного
взаимодействия.
|!о-
этому 7
:
950" €
явно недостаточн
а, так как }|их{е
тем|1ературь1
начала
рекристалл
изации
молибдена.
}1акетнь:е изделия'
сварен-
нь1е при 7
:
1050'(
и
!:
30+-40 мин' полностью
удовлетво-
ряли
требованиям механичест<ой
пронности. Разругшение
сварнь!х
изделий
происходило по сплаву
||.ш130.
А4икроскопически
граница
сварки
ра3личалась
ли1шь по
ра3-
нице структур соединяемь1х металлов'
что свидетельствовало о вь{_
соком
качестве
сварного соединения.
Фптимальнь1м
ре}<имом
сварки молибдена
со сплавом пм30
следует считать
7:1050"(;
р:1
кгс/мм2;
|:30-: 40 мин;
6:
10-{
мм
рт.
ст.
[иффузионную
сварку вольфрама
с медью вь]полняли непо-
средственно и чере3
промех{уточнь:й
слой никеля
(6
:
10;_14 мкм)'
нанесенного гальваническим
способом.
€варньте
соединения непо_
средственно вольфрама с медью имели
невь1сокую прочность
(7:800;
900
и
950'€;
Р:
|,6;2 и 2,2
кгс|мм2; [:25;30
и
40 мин и Б
:
10_д
мм
рт.
ст.).
Фптимальньтй
ре>ким
сварки
вольфрайа с медью
через
проме-
>кутонньтй никель
(г:950'(;
р
:1,6
кгс/мм2; [:25--30 мин
и
6
:
10-{ мм
рт.
ст.) обеспечивал
прочность соединения
13,3 кгс/мм2.
.
(варку
вольфрама
с молибденом
вь1полняли
при 7: 1600_;-
+-1900'
(;
р
:2+-4
кгс/мм';
|
:
15+_30
мин
и
Ё
:
10-д мм
рт.
ст.
€варньте образцьт испь{ть]вали
*та
изги6.
"г{унтпие
ре3ультать1
получень1
на образцах,
свареннь|х
при
7
:
1900"
€;
р
:
:
2 кгс/мм2;
1: 15 мин; 6
:
10-д мм
рт.
ст. |!оэтому этот
ре}ким
мо)кно
'считать
оптимальнь1м.
Фднако сварнь1е соедине_
ния'
полученнь1е
сваркой
на
этом
ре)киме'
имели
недостаточную
прочность.
.[1ля
повьтшения
прочности
сварку вольфрама с мо-
либденом
вь1полняли через проме)куточную
прокладку'
исполь-
3уя
в
качестве
материала прокладок
тантал
и
молибден' €вар_
ку
вольфрама
с молибденом чере3
прослойку
из
танталовой
фольги
толщиной
50 мкм проводили на
ре)киме
7
:
1900'(;
р
:2
кгс/мм2;
[
:
20
мин; Ё
:
10_д мп,1
рт.
ст.
|1ри
металлографинеском
исследовании
на границе
раздела
четко
вь1рисовь1валась
полоса
фольги.
[раница со
сторонь! воль-
фрама
волнистая'
со
сторонь|
молибдена
пилообразная.
Бепро-
вар
вь13ван
оставшимися
на
поверхности тантала
окислами.
!.ля
сварки
тантала
необходимо повь|сить степень
ра3ре}кения
в
сва_
ронной
камере.
}величение времени вь!дер)кки
до
60 мин
не и3-
менило
характера
микроструктурь1 в 3оне
контакта.
Ёепровар
сохранялся.
||ри
сварке
вольфрама
с
молибденом
через
либденовой
фольги
толщиной 50 мкм
непровара
|3*
прослойки
из
мо-
не наблюдалось'
195
€о
стороньт
молибдена
имелись
участки
с
исче3нувшей
границей'
3ерно
молибдена
хрупкое..
'||о
данным
металлографинеского_ая^ализа'
при
сварке
рассма-
триваемь1х
металлов
через
сплав
}1Б50,
нанесеннь]й
га3опламен-
нь1м
напь|лением'
гранйца
ме>т{ду
напь|леннь|м
слоем
и молибде_
ном
не
обнарух<ивается.
8е
мо>кно
определить
только
при
различ-
ной
величийе
зерна
в прослойке
и в
основном
металле'
1ехнологию
сварки
зеркал
рентгеновских
трубок
отрабатьт-
,,,^
"'
образшах
вольфрйа.марки
Б4,
вольфрама-рения
марки
БР10
и
молибдена
марки
.&14.
.[|ля
определения
рех<имов
дифузионной
сварки
в
вакууме'
обеспечивающих
равн6пронность
с^варного
сть1ка
и
основного
ме_
;;;;;'';;й;"
'6р,.ш,|
длиной
50
йм,
сечением
|2х12
испь1ть1_
;;;;
;,
изгиб.
!1спьттания
на
растях{ение
не
применяли
из-3а
неудовлетвор
ительной
мех1н
111с}91
обг
абать|в
аемости
вольфр
ама
при
комнатнои
температуре'
что
не
позЁоляло
получить
стабильно
о6работаннь1х
разрь|вньтх
образшов'
ог
--__
'Биметаллические
диски
диаметром
35
мм
штамповали
на
конус
с углом
17'
на
пятитонном
эксцентриковом
прессе
при
темпера_
ту!е
1300-1400"
с.
1(ачество
сварки
считалось
удовлетворитель-
н!!м
при
отсутствии
трещин
в
ос!!овном
металле
и
расслоения
по
плоскости
сварки.
3ксплуаташионную
проверку^^биметаллич-еских
(зеркал)
ано_
дов
проводили
при
{емпе|:атуре-2000-2500"
€
и частоте
вращения
6000
^'б/*"".
|(ачество
сварки
считалось
удовлетворительнь1м'
если
при
этом
не
наступало
расслоения
и
изменения
формьт
рабо_
ней
поверхности.
Аля
сварки
прутковьтй
металл
разрезали
на
3аготовки длинои
25
мм,
которь1е
ст*ковали
попарно
методом
дифузионной
сварки
в
вакууме
после
соответствующей
обработки
свариваемь!х
поверх-
;;й*:
||редварительно
свариваемь1е
поверх1{ости
подвергали
тплифованию
и
обезх<ириванию
спиртом_р6ктификатом'
||еред
с,,р*о*
соединяемь1е
поверхности
подвергали
хймической
обра-
ботке.
3
ряде
случаев
ме}1цу
свариваемь1ми
поверхностями
помещали
проме1куточный
слой
(проклалк})'
^
|[осйе
механической
и химической
обработки
свариваемь]х
по_
вер1ностей
детали
помещали
в
сва!очную
хамеру'
где
на них
г|одавали
установочное
давление
0,5
кгс/мм2'
[|осле
откачки
до
.'[!""'*
с"е,",,
разрех(ения
и
ра3огрева
до
необходимой
темпе-
ратурь1
на
детали
т1ередавали
сваронноё
давление'
3о
время
сварки
температуру
и
давлёние
поддер}кивал|4
постояннь1ми'
||о
оконча_
нии
времени
сварки
генератор
отключали'
и температура
посте_
пенно
сни)калась
за счет
теплоотвода'
Фхла>кдение
й
к.амере]про-
исходило
д'
""',фф'
ябб"
6
под
давлением
0'5
кгс/мм2'
3атем
напускали
во3дух,
даЁ}ение
снимали
1\
детали
вь|грух(али
и3 сва_
;;;*;;_;;-ъъ;]'!!'.'.
охла)кдения
сварнь1е
прутковьте
.
образць:
испь|ть1вали
ъта
изти6,
дисковь1е
биметаллические
обра3ць|
под-
196
вергали 1птамповке
и
металлографинескому
исследованию'
а зер-
кала
ультразвуковому
контролю и (вьтборонно)
металлографине_
ским
исследованиям.
[ля
разработки
технологии
диффузионной
сварки
в вакууме
молибдена
с
вольфраморениевь]м
сплавом
в_связи
с
дефицитно_
стью последнего
вначале
определяли
лараметрь]
диффузионной
сварки
молибдена и
вольфрама.
3атем
ре)кимь1
сварки
корректи-
ровали
применительно
к
соединению
молибдена
с вольфраморе_
ниевь|м
сплавом.
!,ля
соединения
молибдена
с вольфрамом
(и
вольфраморение_
вь1м сплавом) использовали
вакуум 10-3-10-4
п{м
рт.
ст., а
д]|я
ускорения
процесса
соединения и
поних{ения
температурь1
сварки
промех<уточную
прокладку
мех(ду свариваемь|ми
поверхностями.
Бсе образць1
поставляли
после
травления их
в
растворе
селитрь!'
Ре;ким
сварки
постоянньтй:
7 _
1900"
€;
Р
:
|,5 кгс/мм2;
|
:
:
15
мин;
сварке
пред1шествовала
комплексная
химическая
обра-
ботка. |1рослойки
наносили
после'
указанной
подготовки
поверх-
ности.
Ёаилуншей
в
даннь1х
условиях
оказалась
поверхность'
г{олу-
ченная
прокаткой.
Б последующей
работе
при
переходе на
сварку
реальнь!х
зеркал
вольфрамовьте
и
вольфраморениевь|езаготовки
свар\1'вали
непосредственно
по поверхностям'
полученнь!м
про-
каткой,
а молибденовь1е
3аготовки-обрабать1вали
на токарном
станке
для
улуч1пения
прилегания
сопрягаемь1х заготовок.
1(ом-
плексную
химическую
обработку
непосредственно
перед
сваркой
проводили
для
снятия
поверхностнь|х
пленок'
которь1е
всегда
образуются
на
металле'
соприкасающемся
с воздухом.
!,ля
определения
оптимального
ре)кима
сварки заготовки
и3
пруткового
металла
сваривали
всть1к.
(ачество
сварки оценивали
испь1таниями
на изги6.
!,обавка
ре!тия
повь11пает
пласт!1чность
вольфрама'
что по3во-
ляет
умень1пить
давление
при
сварке.
|1ятиминутная
продол-
)кительность
диффузионной
сварки вольфрама
обеспечивает
равно-
прочность
сварного
сть1ка и
основного
металла лри 7
:
1700'€
и
р'=^9
кгс/мм2,
лри
7
:
1800'( и
р:8
кгс/йм2 и
лри [
:
:1900"(ир:7кгс7мм2.
}величение
продолх{ительности
сварки
вольфрама
при прочих
равнь]х
условиях
приводит
к неоднородности
структурь1 свари-
ваемь]х
образцов
в
3оне сварки.
3то
подтвер}кдает
микрострук-
тура
зонь1
сварки
вольфрама,
полученная
при температуре
1в50"
с,
давленйи
5 кгс/мйъ,
"|е'е"''вь1дер}кки
20 мин.
}[икроструктура
зоньт
сварки молибдена с молибденом,
обес-
печивающая
равнопрочность
сварного сть1ка
и
основного
металла'
получена
прп
[
:
1700"
(;
р
:4
кгс/мм2; |
:
\5 мин.
[|овьтше-
ние
температурь1
при
неизменном
време!ти
сварки
позволяет
умень_
шить
необходимое
давление
при.сварке
одноименньтх
металлов.
Больфрам
с
молибденом
с}аривали
при
7
:
1600"
(;
р
:
:5
кгс/мм2
11
!:15
мин.
АанЁьтй
ре>кий
св6рки
обеспечивает
197
оав!1опрочность
соединения
при
испь]тании
на
изги6'
Б
процессе
!..,'у|''ции
биметаллические
зеркала
работают
при
температу-
ра*
л'
2200"
с,
возникающих
за 0,1
с.
Больтпие
градиенть]
темпе-
?'.'ур
естественно
вь1зь1вают
внутренние
напря}кения
переменного
знака'
которь]е
складь1ваются
с
напря)кениями'
обусловленньтми
йБй!рЁ,с"й"6й
силой.
Б
таких
условиях
наличие
видимой
под
мик$оскопом
г!олосьт
ра3дела'
нто
наблюдается
в
данном
случае'
недопустимо.
'Ре>''*,'
диффузионной
сварки
вольфраморениевого
сплава
с
молибденом
йет|а'ного
отличаются
от
!9щ'*.
дифузионной
сваоки
вольфрапта
Ё
*ол'о!е"ом
(?: 1700'(;
р:3,5
кгс/мм2;
с
:
ть
мин).'Ёа
микрофотографии
отчетливо
вь!является
темная
полоса
на
границе
раздела
мех{ду
вольфраморениевь1м_сплавом
и молибдегтом.
}величение
давления
до
5
кгс/мм'
при
прочих
равньтх
условиях
не
устраняет
включений
на границе
ра3дела'
^
1акий
образом,
дайе
Б
случае
применения
комплекснои
хими-
ческой
обработки
нт1 ||а
одном
и3
рех(имов
не
удалось
получить
качественногосоединения3аготовокиз.занал11ч|1янаповерхно.
стях
адсорбг:рованньтх
слоев
га3ов
и
других
веществ'
|!осле!уюйие
исс.|1едования
проводили
при
более
вь1соких
температурах
с пр[1менением
проме)кутонньтх
прокладок'
обеспе-
чивающих
в3аимную
диффузию
компонентов
соединяемь1х
ме-
"''ё3},*,
вольфрама
с молибденом
через
л^рослойку
из тантало-
вой
фольги
','.''""}й
й,
р"й"*.
г
:
:э0о"
(;
р
:2
кгс/мм2;
|
:
,0
мин.
||ри
этом
микроструктура
двух
сварнь1х
дисковь1х
биметаллических
образцов
йзменилась'
Ёа
границе
ме)кцу
сва-
оиваемь{ш{и деталями
четко
вь]явилась
полоса
танталовой
фольги.
б'ч-''"''
видимь:й
непровар
в
3оне
контакта
вь1зван'
очевидно'
наличием
окислов
на
поверхности
тантала
при
степени
разрех{е_
ния
10_3-10-6
мм
рт.
ст.
(вместо
рекомендуемого
для
тантала
вакуума
10-6
мм
рт.
ст.).
Ёесптотря
на
эти
недостатки'
сварное
"оедй"е""е
обладало
удовлетворительной
тт'ттампуемостью:
оно
,,щ.р*.''
формовку
Ёа
конус
под
углом
15'
при
темг|ературе
1400'с
в
штампе
для
зеркал.
}величение
времени
сварки
до
60
мин
при
прочих
равнь1х
условиях
не
изменило
характера
соединения
в
зоне
сварки'
}1е>кду
йетко
вьтделяюп1имся
слоем
фольги
и
свариваемь1ми
деталями
п
ри
металлогр
афинеском
исследо
в ани'7
об
н а
р
у>ки
в
а*зс:
^1:сплош:-
*'''',.
Фднак6
при
:,т''.овке
на
конус
под
у-глом
1
/"
расслоения
не произошло.
Б месте
перегиба
слой
вольфрама
треснул
и3_3а
,',й","'й
хрупкости
в
результате
-
развития
р-екристаллиза'
ции'
но
сварное
соединение
осталось
без
изменений'
йр"
,рийе"е"и"
прокладки
из молибденовой
фольгибыл
изме_
нен
ре)ким
сварки
вольфрама
с
молибденом:
?-:
1900"
€;
р
:
:4
кгс/мм';
|:15
мин.
Ёа микро|труктуре
3онь!
сварки
волфрама
с
молибденом
четко
видна
граница
мей,:{у
фольгой
и вольфрамом'
однако
несплош-
198
ность
отсутствует.
€о стороньт вольфрама имеются
участки
с
ис-
яезнувшей
границей; 3ерно молибдена
крупное. 3аготовка вьт_
дер)кала
формовку
в 1птампе при температуре
1400'с
(при
этом
у
края образца образовалась трещина
длиной
3
мм). [раница
ме)кду
вольфрамом
и
фольгой
четкая' однако
толщина ее в основном не
превь1шает
толщин ме)кзереннь|х границ вольфрама.,&[олибден
крупнозернистьтй.
!,анньтй
ре)ким
сварки не обеспечивает ста_
бильности
качества сварного соединения. [[ри
7
:
1900"
€;
Р
:
2 кгс/мм2;
,
:
30 мин
граница ме)кду вольфрамом
и
фольгой
отсутствует'
ее мо)кно определить
только по
ра3ности
величин
зерен.
|7ри 7
:
1900'(;
р
:2
кгс/мм2; /
:
60 мин
фольга
в про-
цессе
металлографинеского исследования
не
обнару>кивается.
(онтактная
поверхность
определяется
на
некоторь|х
участках
по
несколько
утолщеннь1м
граница1!1 3ерен.
|1ри исполь3овании прослойки
из молибдена' полученной га-
3онапь]лением'
ре)ким
сварки
т
:
1900"
€;
р
:4
кгс|мм2; !
:
:
30
мин.
€о
стороньт
молибдена'граница почти не заметна. €о
сторонь|
вольфрама
граница
определяется
только
по
разной
вели_
чине
зерен напь1ленного
слоя
и
вольфрама. Ёа границе напь1лен-
ного
слоя с вольфрамом в некоторь]х местах есть порь1.
€варку
чере3
прослойку и3
сплава мв50,
нанесенного
газо-
пламеннь1м
напь|лением'
вь1полняли г|а
рех(име
7
:
1900'€;
Р
:4
кгс/мм2;
1
:
30 мин.
.}4еталлографинеские
исследования
3онь1
сварки молибдена с вольфрамом не обнару>кили напь1лен-
ного слоя. |раница слоя со сторонь| молибдена отсутствовала'
а со сторонь: вольфрама определялась ли11]ь по
разной
величине
3ерен
слоя и
вольфрама.
|!ри применении прослойки из
рения'
-нанесенной
электроли-
тическим путем' сварку
вольфрам9рениевого
сплава с молибде-
номвь]полнял\1 на
ре)киме
7
:
1900" с;р
:2кгс|мм2;
|
:
30мин.
Фбразеш без
расслоений
вьтдер>кал
формовку
в 1птап{пе при темпе-
ратуре
1400"
с. 3лектролитически
нанесенньтй
рений
металло-
графинески не обнару>кивается.
|иния
ра3дела
отсутствует. €оеди-
нение
качественное.
Б
результате
проведеннь1х
исследований и проверки опь:тной
партии
свареннь]х зеркал вьтбран оптимальнь!й
рех<им:
т
-
:
1900'(;
р:2
кгс/мм2;
1:60
мин. ./1унтпие
результать1
при
сварке
молибдена
с вольфрамом получень1 г{ри
исполь3овании мо-
либденовой
фольги
толщиной
до
50
мкм, а при сварке
молибдена
с вольфраморениевь|м
сплавом
-
слоя
рения'
нанесе1{ного
элек-
тролитическим
цутем
€варку ниобия
со сталью
40!,'
вьтпол|1яли
для
армирования
ниобиевьтми
наконечниками
ультразвуковь1х
ви6раторов,
работаю-
щих
в среде
расплавленного
металла.
€ушественную трудность
для
получения
сварнь1х
соединений
рассматриваемь1х
металлов
представляла
ограниченная
растворимость
и
боль:лая
разница
в
температурах
плавления
(для
стали
40х г'л
=
1450" €,
а
для
ниобия
7,,
:2470'с).
€варное
соединение нио6ия
со
сталью
199