Казаков Н.Ф. Диффузионная сварка материалов
Подождите немного. Документ загружается.

7аблпца
5
ступень
||ервая
Бторая
7о5
1 190
2\,0
1,5
60
120
|1
р
и
меч
а}1 и е. 8:2.10-5 мм
рт.
ст
€варньте соединения
подвергали механическим }|спь1таниям'
на
растя)кение
(табл.
4) ут металлографинеским
исследованиям.
|1ронность
полученнь1х соединений
практически
равна
прочностй
основньтх
}'атериалов в исходном состоянии.
!,арактеристики
пластичности сварного соединения
так)ке
не
и3меняются. Б
зоне
сть]ка
раздела
отсутствует
граница.
!,иффузионн)'ю
сварку
образцов
и3
сплавов
инконель
713с!
5-816
и
1!,-никель вь|полняли на оптимальнь]х
ре}кимах' разра-
ботанньтх
для
сварки
аналогичньтх |1,л|4
близких по составу оте-
чественнь|х никелевь1х
х(аропрочнь|х сплавов
и никеля.
.|1,иффузионную
сварку
листов и3
хромоникелевого сплава
применяют
при производстве космических
кораблей
в Англии.
1еплозащитную обшивку из сплава
]А-\1€г приваривают
к ос-
новному
листу.
|!ри соединении
дисперсионно-упрочненнь|х
метал./|Фв
|3€[й8:'
триваемого
типа обьтчной сваркой
плавлением эффективная
проч-:
ность сварного соединения
(отнотпение
прочности сварного
соеди-
нения
к прочности основного
материала) при
повь]1пенной
темпе'
'
ратуре
составляет
литпь
40_50%. в
процессе
сварки
нарушается
распределенгте
1|Ф', что приводит
к потере эфекта
механической
,
обработки.
€плав 1А-1,{1€г
мо)кно соединять
пат]кой. Б этом случае
проч;
ность
сни>*<ается
3а снет
диффузии
припоя
в
осг|овной
металл;
кроме того,
1!{ох{ет о6разовь:ваться
пористость. 3ффективная
прочность паяного
соединения
составляет около 50%.
|1оскольку
при
диффузионной
сварке
отсутствует
расплавление
соединяемь1х
металлов'
пр}1менение ее вместо сварки
плавлением
и пайктл весьма
перспективно.
Фднако
при
диффузгтонной
сварке
ме)кду
д!умя
соединяемьтми
деталями
из
с!]лава
1А-\!€г обра-
зуется'1онкая
рекристаллизационная
полоска
мелкого 3ерна.
|1ри повьттшенной
температуре
непрерь]вная
линия сварки
и 3она
мелкого
3ерна ослабленьт
и соединение
разрушается
при ни3ких
нагру3ках._3ффективная
прочность
соедийения
составляет
0-60%'
|(роппе того'
на
линии сварки
во3ника1от
несвареннь|е
участки.
Бь:сокое
сопротивление
пол3учести
сплава 1А-\|€г
при повь1-
1пеннь1х темпер атур ах
препятствует
обр
азован
ию тесного
ко1{такта'
необходимого
для
цолной
сварки
по
всей
границе
ра3дела.
160
Фбразцьт сваривали
внахлестку. €варньте
соединения;
!&в1!@_
прочнь1е
основному металлу'
получень[
на специально
обработан_
ном
сплаве при использовании
двухступенчатого
сварочного
цикла
(табл.5).
3аметньтх
деформаций
после
сварки
зафикси-
ровано
не бь:ло.
}(ачество сварнь1х
соединений
оценивали по
ре3ультатам
ме_
таллографического
а|1али3а
и испь|таний
на ползучесть
и
срез.
||еред
испь[танием все
образць!
подвергали термообработке
в
ва_
кууме
при температуре 1260" с в течение 1
н. Фбразцы
на срез
испь1ть!вали на
во3духе при
температуре
1090"
с
со скоростью
1,3,мм/мин.
14спь:тания
на
пол3учесть проводил14
при
темпера_
туре
1090"
€
с нагрузкой
-7
кгс.
1
1
Ё{.
Ф.
1(азаков
€варка
ра3нороднь|х
металлов
и
сплавов
6варка
ра3нороднь1х
металлов
по3воляет
экономить
дорогостоящие
и
дефицитньте
уатеР:1альт'
создавать
наиболее
рациональнь,е
кон""рукции
у3лов_
и^изделий'
умень1пая
их
массу
и
размерьт,
а
в
р"д|-слунаёв
создавать
совершенно
новь1е
кон'-
струкции'
'',-*'.й"е
з6просам
современной
науки
и
практики'
-'''лй
б'',*',*'ва
сочетаний
разнород!1ьтх
металлов
и
сплавов'
которьте
приходится
сваривать'
характернь1
существеннь1е
разли_
чия
в
температуре
плавления'
плотности'
коэфициентах
тепло'
6;;";";й;_Ё,'йЁ',,_
'йенно
1
инейного
р
ас1пир
ен
ия
. Фтл
ичаются
такх(е
и
кристаллографияеские
характеристики
-
тип
ре1петки
'
и
ее
параметрь1.
Фднако
ттаибольп-:ие
затруднения
обусловл.ень1
тем'
чт9
в
9']::"
1цинстве
случаев
при
ограййченной
взаимной
растворимости
для
йй',"й"
'6мбинаций
свариваемь1х
металлов
нрезвыяайно
трудно
избех<ать
образования
с,ойких
и[1терметаллических
фаз'
о6ладаю''
йй*
о'','Бй
тверАостью
и
хрупкостью'
---
йаиболее
успейно
свариваются
отдельнь1е
парьт
металлов
'
способами,
,р,
*-ф,'х
о6еспечивается:
1)
минимальное
время'
контактирования
сойиняемьтх
металлов
в
}кидком
состоянии'
что
умень1пает
ра3меры
прослоек
хру_пких
интерметаллидов
либо
дах(е
предотвращает
их
во3никновение;
2) надех{ная
3ащита
металла
при
сварке
плавлением
от
действия
окру}кающего
во3'
ду1{]
з:
пр.д'''!,'шение
образования
хрупких
интерметаллидов
!Ё:доорс]м
Ёромех|уточнь:х
ийи
комбинированнь1х
и3
ра3нороднь1х
металлов
вставок'
хоро1по
соединяемь1х
с
ка)кдь1м
элементом
Ёй!р'!'.**'й
пары;
4,
подавление
роста
интерметаллических
;ъ;';"'
фаз
легйрованием
металла
1пва некоторь|ми
компонентами.
"Алительность
нагрева
и
контактирования
соединяемь1х
эле'
ментов
при
сварке
плавлением
мо}кно
регулировать
смещением
источника
теплоть1
на
один
и3
элеме}{тов
1о6ь'нно
легкоплавкий),
;;;
_;;;;'ктной
сварке
_
исполь3ованием
электродов
ра3ного
р'азмера
и сечения'
применением
теплоотводов
и
т'
п'
'
к'*,''им
сварнь1й
соединениям
из
разнороднъ1х-.-металлов
и
сплавов
наряду
с
требованйями
прочности'
вакуумной
плотности'
162
термостойкости,
плот|{ого
электрнческого
контакта
|1а
значи_
тельной площади'
соприкосновения'
удовлетворительной
работьт
в специальньтх
средах
и т.
п. предъявляются
вь|сокие
требования
к
сохранению
точнь]х
ра3меров
исходнь1х
деталей.
(л*арка
алюминия и
его
сплавов
со сталью
€варка
алюминия
и
его
сплавов
со
сталью
3атруднена
из_за
ре3кого
ра3личия
физико-химических
свойств
этих металлов.
|1ри
взаимодйствии
алюминия
с >келе3ом
образуется
ряд
интер_
металлидов:
РеА1,;
Ре'А1';
Ре'А1,;
РеА1';
РеА]
и
Ар.,
которьте
обусловливают
хрупкость
соединения
[10;
19,
34, 45,'641.
Больтпое
ра3личие
в
температурах
плавления
затрудняет
сварку алюминия
или
его сплавов
со сталью
путем
расплавления
соединяемь|х
металлов.
|1ри
сварке плавлением'
взрь1вом
и кон_
тактной
возмох(1{о
образование
соединения
алюми\1ия
или
его
сплавов
с образованием
слоя
интерметаллидов.
Бьтстрое
повь|1пение
температурьт
в
зоне
сварки
не по3воляет
9в_1р
ивать
сталь
н епосредственн
о
с
вьтсокопр
очнь1ми
спл авами
А.[,1г,
А}1г6 и
дР.
Р
подобйьтх
случаях исполь3уют
сварку
перез
сло|.!
алюминия.
|1ластину
предварительно
приваривают
к
стал|4
(сварка
трением)
у!и-у
торцу
заготовки
сплава_(прихватка
арго_
нодуговой
сваркой).
^[4еханические
и эксплуатационнь1е
свойётва
соединений
зависят
от толщинь|
алюминиевого
подслоя
и
анало_
гичнь1
свойствам
прокатаннь1х
биметаллов.
Фсобенности
сварки трением
ограничивают
форму
свариваемь|х
деталей:
по крайней
мере
одна
из
них
дол>кна
бьтйь. тейом
вращения.
!,олодной
сваркой
мо}кно
соединить
алюминий
и его
сплавьт
с.о
9т9.1ью.
Ёа
отдельньтх
образцах
соединения
12х18н10т
+
*
А}1г3
достигнуто
сопротивление
отрьтву 2\,5
-22,5
кгс|мй2
с^р_азрь1вом
по А}4г3,
на соединении 12х18н10т
+
А.:\4г6
-
29,9
-
30,2
кгс/мм2.
1аким
образом,
непосредственная
деформация
алюминиевь1х
сплавов
со сталью
по3воляет
получать
сопротивле_
ние
отрь|ву,
близкое
к прочности
алюминиевого
сплава.
Ёедо-
статок
таких
соединений
-
чувствительность
их
к
нагреву.
например'
п9с-{9
нагрева
соединения А}1г6
+
12х13Ё101'п{и
температуре
350'€
в
течение 1-2
н
у
больтшинства
сварнь1х
образцов
прочность
сни)калась в 15_20
раз
по
сравнению
с исход_
ной
после
сварки'
а
часть образцов
расслаивалась.
3 зоне
кон_
такта
появлялась
вторичная
фаза
неизвестного
состава.
Ёеоб-
ходимо
учить1вать
так}{е
во3мох(ность
концентрации
напря>кений
в
сплаве
А}{г6
на границе
нагартованного
слоя
на
расстоянии
0,5_
..'о
мм
от
зонь[
соединения.
|1олунение
соединения
рассмотрен_
нь1ми
видами
сварки
сопровох{дается
3начительнь|м
изменением
исходнь|х
ра3меров
деталей.
_-__Аиффузионной
сваркой
не
удается
получить
достаточно
проч-
ное
соеди}{ение
непосредственно
алюминия
и
его
сплавов
со
сталью
в
связи
с
образованием
интерметаллидов.
11*
|63
||ровное
соединение
алюминия
и
его
сплавов
со
сталями
полу'
чают
посредством
диффузио-нной
сварки
с
применением
промех(у-
точнь1х
прослоек.
|{ро!лойки
мо}кно
наносить
гальваническим
;у;;;;_"
;;!.6'',.*^'.
т.
п.
€остав
прослойки
вьтбирают
с
учетом
возмох(ности
появления
новь1х
фаз
в 3оне
контактирования
из
диаграмм равновесного
состава
€плав
А]!1ц
со.']й,й
!5.,,р"',.т
через
никелевую
прослойку'
Ёикель
наносят
гальваническим
путем
}{а
поверхность
стали
15
:
чере3
подслой
из
меди.
[варку
ведут
на
следующих
режимах
для_сварки
сплава
А}1ц
""
;;;;ъ
"га;''':-ы5б3
с;
р
:
|,4
кгс/мм2'
!:2
ми!:
2:
'
:
10_3
мм
рт.
ст.;
для
сварки^
ал_юминия
АА1
со
сталью
15:
7
:
:
ьйо"
ё,-
;':-|,,#?..7*й'
(АА1
более
пластичньтй)'
|
:2
мтаъ!,
Ё
:
10_3
мм
рт.
ст.
|{ри
испьттании
на
растях{ение
ра3ру11'ение
по
интерметаллиду
в слунае
сварки
алюйиния
АА1
происход]1т
при
толщине
пла-
стинь1
6
:
0,5
*",
]']
Ё'уй..,'',,
А|у1ц
_
,р.ч6
^:
1'5
мм'
Бсли
толщина
алюминия
АА1'составляет
1
мм,
а А}1ц
2
мм'
то
ра3ру_
1пение
происходит
частично
по
алюминию'
|1ри
толщине
пластины
[й{
.,"]йе
1 тим
и
А}1ц
свь11пе
2 мм
разру1|]ение
происходит
по
алюминию._- _
дал,""аш]ее
вощастание
вь1дер}кки
3начительно
сних(ает
проч'
ность
соединения.
5то
вьтзвано
интенсивнь1м
увеличением
1пиринь|
фазы
А1'1х{1,
(1 мкм).
'
9истйй
-айюминий
сваривали
с
ни3коуглеродистой
стал:ч
..'д*р''йием
0,131%
с
не|тосредственно
т|
через
проме}!{уточць!е
'
;;;;;;;;;'},'"-
]-
:'\5ъ
;'
;0б,''8б
и 500"
€;'
}'
-
7
^6,0э,
0,25,
0,5,
т:;;^г;;;у!'[];{с:
й;ъ,-]ыи
20
мин;
Ё:
10_в
мм
рт.
ст.
(см.
рис.||-26).
^(
--_^!---.2.
+_(
Рех<им
сварки
(?
:
500"
(;
р
:0'5
кгс/мм2;
!
:
5
мин
и
Ё
:
-!б]'
мм
!".
с'.1
обусловливает
появление
в
зоне
контакта
?
й"".рй".','й{"'и
.росл'ойки
(см'
рис'
|1-26'
с)'
€лой
интерме-
','ййд^'
образованнйй
за
счет
непосредственного
контакта
>келе3_
ного
и
алюмини";ь;;
-образшов,
нёровньтй
и
пористьй.
€лой
интерметаллида'
полученйй
в
ре3ультате
контактирования
по_
Бер"!''"'еи
нерез
прослойку
из
плавленой
-фольги
алюминия'
Б''',!Б""р!"'й
й
достаточно
прочнь1й
(см'
рис'
|1_26'
б)'
н1о
обеспе'
чивает
луч1пее
и
стабильное
качество
соединения
и
позволяет
регулировать
толщину
интерметаллидного
слоя'
определяющую
} основном
механические
свойства
соединения'
|!рименение
прокладок
из
меди
'
,"'"'"
(см'
рис'
п-26'
а)
предотвращает
появление
зонь1
интерметаллида'
имеющего
чре3_
вычайно
вь1сокую
хрупкость
и
твердость'
_-
-Б'р.у
,'то'',йЁ'й
стали
3вхмюА-чере3
прослойку
из
никеля'
наносимого
гальваническим
способом
на-сваренную
по_
веохность
стального
образша,
вь1полняли
при
?
:
100'
450
и
;Б6}ъ;';:-'йЁ]^)"7з"йЁй*};'
г:
20
мин
ш'Б
:
10_3
мм
рт'
ст'
Ёикелевую
,р'.''й*у
вь:бирали
с
учетом
условий
работьт
узла
!64
(узел
ра6отает
в коррозионнь1х
средах).
,|1ля
сравнения часть
у3лов
сваривали без прокладки.
€варенньте
узль1
испьтть|вали
на
прочность
внутренним
гидродавлением.
€варка
с
прокладкой
никеля обеспечивает более
стабильное
качество соединения'
чем
сварка без
прокладки.
[1рутки
алюминия АА0
и
стал14
12х18н101
диаметром
25-
32
мм
сваривали при
!
:
500' с;
р
:0,75
кгс/мм'; |
:30
мин
и
Б
:
10*3+-5.10-д
мм
рт.
ст.
.&1аксим^льная
прочность
соеди-
нения
(9
т<гс/мм2)
достигалась
при вь|дер}кке
30 мин. |1ри
указан-
нь1х
условиях
в месте
соединения
образуется переходная
зона
тпириной
4-6
мкм
с м|1кротвердость}о
50_140 кгс/мм2.
Больтпое влияние
на
прочность
соединения
алюминия
со
сталью ока3ь1вают
легирующие
добавки
магния' кремния и меди.
}1агний
в алюминии
отрицательно влияет
на свариваемость.
6
увелинением
содер}кания магния
в алюминии прочность
соеди_
нения
резко
сних(ается. 1-[ри
времени
сваркй
20 мин и темпера-
туре 525" €
пронность
соединения
чистого алюминия АА0
со
сталью
12х18н10т
составляет
3 кгс/мм2,
а
сплава алюминия
с
22о/о :119
_
2,5
кгс/мм2.
€
увеливением
времени
сварки
до
60 мин
отрицательное
влияние магния
на
прочность
ска3ьтвается еще
более значительно'
прочность практически
равна
нулю. 6
введе_
нием магния
в алюминий
скорость
роста
прослойки во3растает.
?аким
отрицательнь|м
влиянием магния
мох(но объяснить тот
факт,
нто
до
настоящего
времени
диффузионной
сваркой не
удается
получить
соединение
непосредственно
стали со сплавом
А}1г6.
€одер>кание
в алюминии
до
5%:'5! полох(ительно влияет
на
свариваемость
сплавов
алюминия со
сталью
12)(18н10т'
повь|-
1шая
прочность
соединения.
Фднако вследствие
повь11цения
сопро-
тивляемости
алюминиевь|х
сплавов ползучести
длительность
про_
цесса
до достих(ения
максимальной
пронности заметно во3растает.
|{ри
содер>кании
в алюминип
3о/о 5| максимальная прочность
соединения
повьт1пается
на
2
кгс/мм2 по
сравнению с прочностью
соединения
12х1вн10т
+
АА0.
|{ри
содерх{ании
5,6%
5|
прон_
ность
соединения
увеличивается
на 3 кгс/мм2.
,[[альнейтпее
повь|_
шение
концентрации
кремния
до
8%
практически не
увеличивает
прочности
соеди}{ения.
3то
связано с
ускорением
роста
интерме_
таллидной
прослойки.
Б
связи со сказаннь1м'
при
сварке стали
с
алюминиево-кремниевь]ми
сплавами
вряд
ли
целесообразно
исполь3овать
алюминиевь1е
сплавь1' содер)кащие не
более 5-6% 5!.
Ёаиболее
перспективно
легирование алюминия
медью.
Аля
соединения
стали
12х18н10т
со сплавом
^|-3%
€':.1, вьтполняе-
мого
при
температуре
525" €, пронность соединения
повь1шается
с
увеличением
продол}кительности
вь1дерх(ки'
и при
длительности
вьщер){(ки
60
мин
становится
вь11пе
прочности соединения сталут
с
алюминием
АА0
на 5-6 кгс/мм2.
Разрутление в этом
случае
происходит
по
сть1ку'
однако
металлографинеский а|\али3 показал
отсутствие
каких_либо
хрупких
фаз
в переходной
зоне
соединения.
||одобное
влияние
меди
на
длительность
сварки'
как
и в
случае
165
легирования
кремнием,
обусловлено
снижением
скорости
пол3у_
чести'
что
сказьтвается
на
длительности
обра3ования
фактического
;;;;;";'.
€варку
"'',"
6х18н10т
со
сплавами
системь1
А1-€ц
следует
вести
при
температурах
не
вь1ш!е
525'
с'
'[иффузионную
сварку
алюминия
]! его
сплавов
со
сталями
примейяют
в ядерной
тБхйике
в
ФР[.
Б
тех
слуна,*:}_9|д,1ме)кду
этими
металлами
недопустимо
]\'1еханическое
соединение
(по
кон_
.йру*'''.,м
сообрах<ениям),
соединение
пайкой..или
через
про_
ме)куточнь].
,."',*й__];;-;4'
"ре6'"а,'й
вьтсокой
коррозионной
стойкости),
применяют
диффу-зионную
сварку'-
Аз'ермодй"амических
ёообра>кений
часть
обп'тивктт
реактора
д',
р',й"шения
облунаемь|х
образлов
вь1полняют
и3
алюминия
и
его
сплавов'
все
проние
части
обшивки
и3готовляют
|1з
стал|!
!,10€г\!1118-9.
|1ри
сварке
сплава
А1}с193
со
сталью
8,10€г\|1118_9
сварньте
соединения
ра3ру!пались
от
сотрясения
при
1пирине
дифузион_
й'и1',,'
свЁ,:е
[2
мкм.
.[|унтшие
ре3ультать1
полученьт
при
ширине
лиффузионной
зоньт
8 мкй.
Рассматриваемь1е
металль!
сваривали
}"'"''т
:
500'
(:
о
:3
кгс/мм2;
/
:
10
мин'
'_'
-м'*.''.',",!й'
предел
прочности
соединения
при
растя}кении
д*1й!'Б'
]1'?."|*й{фй_
ййр",е
дифФтзионной
зоньт
3_8
мкм.
?1й";;;;"*.
["Ффу."'нной
зонь:
*"й6.
3
мкм
и
более
12
мкм
наблюдалось
ре3кое
сни}кение
прочности
соединения'
"
_
-й"?^'''.р
}6"'е"*,
й
аналтцз
соединен
ий с
тшир
ин
ой
диффузион
-
ной
зоньт
10
мкм
пока3ал
наличие
в
переходной
зоне
дРу^х.ф3:
с паз.пичнои
*".р'|йЁй;;';;;
нв
600
(ё9етлая
фаза)
и
нв
1000
['Ёй;;
фаза).
Б'лее'тв.ердая
фаза
является
интерметаллидом'
соответствующим
средней-
части
диаграммы
состояния
)келе3о_
алюминий,
а
именйо
РеА1,
или
Ре'А1,'
|1рояност,
?1']9
соеди_
;;;;;
7,|
ктс|мм".
йсследоБание
с
помощ,Р,мчтРо1о'нда
пока3ало'
что
происходит
диффузия
элементов
Ре,
А],
ш''
сг
и
1ц8'
€оединение
'.'.1}',]й*й"йБй
фэ9,8'и
сталью
^}
10€г\|т!
18-9
,,',''ййй
}ри
т
]'ьббъ
с;
р
:
3:9
кгс/мм2
и
!
до
30
мин.
3
срав'
нении
с
соединен'"*,"й
*6''р'*
|5,''
".'о',3ован
сплав
А1$93'
в
данном
случае
дифузия
протекает
значительно
медленнее'
б'!_'Б.''',."
6''"е'46чно
регулировать
процесс
при
равнь1х
"Ёй".|,*]{уй
в
!йФру,"'",Би
зонё
соединений
так}ке
найдена
ф..]-ЁБ[:,
йли
ге"А1],
одн
ако
количест_во
11о.ч ф1зь1зн
ачительно
мень1пе'чемприс"в,р*"А1}*:!93с!,10€г]х]1т!18.9.3тоявляется
;;"й;;й
болБе
медйенного
протекания дифузии
в алюминии'
не
содер)кащем
добавок
магния'
€варка
меди
и
ее
сплавов
с
другими
металлами
7з
диаграммь1
состояния
медь-}келе3о
следует'
что
при
диффузии
^Ё!:--с^',
образуется
е-твердь:й
раствор
ограяиненной
?'Ёйр'*'сти.
3
равновесном
состоянии
йри
комнатной
темпе_
ратуре
в с-Ре
р'.'ББбЁБ'й'!"
о'5и
€ц,
а
в'меди
-Ао
0'2оА
Ре'
166
{,
р уп
ки
х интерметалл
идов
не образ^у-ется.
Ра_с199Р^имость^
}келе3 а
монотонно
увеличивается
от
0,3-0,35%
при 700'(
до
2,6_2,9%о
при
1000'
6. |!ри
диффузии
меди
в сс-Ре
так>ке
образуется
тв^ер4^ь:ц
р1створ
ограниченн6й_
растворимости.
Б
диапазоне
750-335'
€
!астворимость
меди
увеличивается
-
до
3,50/о.
||ересы1ц9ние
а'
й
е-тверАьтх
растворов
приводит
к обра^зован!{Р^пРи
835'
с
эвтек_
тоу|да
&
+
е. Б
инйервале
температур
835-910'
€
растворимость
меди
в
с-Ре
умень1|]ается'
причем
медь сни}кает
температуру
66
.-
т
превращения
в
}келе3е.
|1ри
этих
температурах
могут
существо_
вать
как
а-твердьтй
раствор
меди в х(еле3е'
так и
т-тверАьтй
раствор
меди
в )келе3е'
прйнем
йредельгтая
растворимость
меди
в
$-Ре
больтше,
чем
в с-Ре. |1ри
больтпих
скоростях
охла)кдет1ия
при
сварке
в переходном
слое
во3никает
пересьтщенньтй
твердьтй
рас1вор
меди с )келе3ом'
но
да}ке
при
содер}кании
)келе3а
до
2-
2,5,/,
-с"руктурно-свободное
)келе3о
не
обнару>кивается.
[{ри
сварке
плавлением
грацица
сплавления
ме}кду сталью
и
медьр
ре3кая'
с
включениями
ф4зьт,
обогащенной
>келезом.
}худтпает
в3аимную
растворимость
>келе3а
и
меди наличие
в стали
углерода'
а
улуч1шают
марганец
и кремний'
}1арганец
сних(ает
критинескую
точку
и
рас1пиряет
область
т-твердого
раствора'
в котором
медь
растворяется
в значительно
боль:пем
количестве'
а
кремний
упроиняет
3ерна
твердого
раствора.
3атруднения
при сварке
меди со
сталью
свя3аньт
с
вь1соким
сродством
меди
1{ кислороду'
низкой
температурой
плавления
меди'
различнь!ми
величинами
коэффициентов
теплопроводности'
линейного
рас1ширения
и
т. п.
€варка
плавлением
меди
со
сталью
часто
сопровох(дается
проникновением
меди
ме)кду 3ернами
стали'
возникновением
тер'
мических
напря)кений
и
разруштением
1пва
под
действием
эффекта
п. А. Ребиндера.
Ёа
углеродисть|х
и
низкоуглеродистьтх
сталях
трещи}1 мало' и поэтому
ра3рушения
невелики.
|1ол_унение
со_
е!цинений
с
аустенитнь|м[
сталями
(особенно
типа
18'8) весьма
слох(но
и требует специальнь1х
технологических
приемов
(при_
садки
никеля'
алюминиевой
бронзьт,
вь[соконикелевь1х
сплавов'
применения
защитной
атмосферьт
и
т.
А.).
!!1едь
и
ее сплавьт соединяют
со сталью
рунной
Ауговой
сваркой
плавлением
специальнь|ми
электродами'
сваркой
под слоем
флюса
и
в
среде
3ащитнь[х
га3ов.
Б
ряде
случаев
применяют
предвари_
тельнь:й
подогрев у|зделия.
14з
перспектив|{ьтх
способов
сварки
меди
и ее
сплавов
со
ста-
лями'
которь1е
у}ке
на|'шли
применение'
следует
рекомендовать
сварку
в3рь!вом
и
диффузионную
сварку.
1ак,
прочность сварного
соединения
:\43
со ст!ййю
12х18н9т
составляет
16,8
кгс/мм2
при
отсу-тстви
и
р
е3кого повь11[]ен
ия
ми кр отвердости
в
зон
е
соединег1
ия.
!{иффузионная
сварка
меди
и ее сплавов
со сталью
по3воляет
получать
качественнь|е
соединения.
€оединение
меди
с
)келе3ом
при
диффузионной
сварке
проис_
ходит
чере3
кристаллическую
смесь
(эвтектоид)
с6-твердого
рас'
167
Рцс.
103.
Аёпэаль
шз споалш(1)
ш
хромшстпой
бронзы (2) после
сварк!1
твора
меди в х{елезе
и
соответствующего
рас-''
твора
х{елеза
в меди.
|1оявление
эвтектоида
обнару>кивается
метал-
лографически
нерез
20 ,'
и 30
мин
при темпёра-
туре
750'€.
Фптимальньтй
рех<им
сварки
меди
}11
с
армко-х(ел.е3ом:
7
:
:
900'
(;
р
:
0,5 кгс/мм2; !':
20мин иЁ
:
10_8+10_д
мм
рт.
ст.
}1еханические
свойства соединения
меди
с
х{еле3ом
зависят
от
1ширинь1
промех(утовной
фазьт,
образуюшейся
в
зоне
контакта.
'
1|1ирина эвтектоидйой
просйойки
в
соединении'
вь1полне!{ном
на
оптимальном
рех{име'
равна
2-3
мкм.
||ри
увеличении
чиру!{ь-1
эвтектоида
до
ц и 6'мкм
бв
сни)кается
от
17,5-20
до
11-12,5
и 3-5
кгс/мм2, а
6
от
20_30
до
14_15
и9-\|%.
-1
€варку
хромистой
6ронзьт с
корро3иошно-стойкими
сталями
1рис.
103[в"тЁолняли
на образцахий€ц9цуях
из
хромистой
6ронзы
Бр.[0,8'и
сталей
12х18н10т
и
14{,\7ъ12'
Фптимальнь1е
ре)кцмь1
'
сварки
ука3аннь1х
металлов
определяли
с
учетом
опь1та
сварки
.
меди с
х<еле3ом.
"||ри
сварке
хромистой
бронзьт^Бр.[08
со сталью
12х18н10т
на оптимальном
ре)киме
(7
:
900'6;
Р
:
| кгс/мм2;
!
:
\5 мин;
6
:
10-9
мм
рт.
ст.)
п$едел
прочности
при
разрР|ве
достигал
"
28_35
кгс/мм2, а 0тносительное
удлинение
19_24о/о
-
€!арное с'"1'не'""
Бр.},0,3со'сталью
14х17н2,
вь1полненное
7
на
оптимальном'
рех(име'
ра3ру1палось
по
обогащенному
хромом
контактному
слою
Бр.!,0,8
(см.
рис.
|\-27).
Аля
повышения
прочности
сварка
меди
и ее
сплавов
с
х(еле3ом
и сталями
проведена
чере3
просйойку
из
никеля.
Ёикель
обра'
'
3ует непрерывный
рял
тверльтх
растворов
с
>п(еле3ом
и
медью'
что
имеет
больтшое
значе}{ие
для
сварки
разнороднь1х
метал_
лов.
€огласно
диаграмме
равновесного
состояния
Ре_\!-€ц,
никель
значительно
увеличивает
растворимость
х(елеза
в
меди
и меди
в >келезе
с об|:азованием
растворов
ограниченной
раство-
]
римости
до
температурьт
910'€
(в с-Ре) и образует^ряд{вердь1х
!'с.воро'
в
1-Ре
и
йеди_
цр4
температуре
вь11ше 910"
с'
Б инте9'
!але
т6мператур
750_850'6
в плоскости
контакта
х(еле3а
с
ни'..
келем
образуется
прослойка
типа
эвтектоида'
состоящая
и3
смеси
твердь1х
раство1|ов
меди
в
}келе3е
и никеля с
)келе3ош1
в меди.
|[ри темЁерат$рах
эоо
и 950"
с
в
переходной
зоне
образуется
непрерывнь1й
р"д
твердь1х
растворов.
168
.Равнопрочное
меди
соединение
образуется
при
г
>900.с
и !
>
15
мин.
|!ри
увелинении давления
сверх
оптимального
или
умень1шении длительности
вь|дерх{ки
структура
переходной
зонь:
изменяется'
не
соответствуя'
диаграмме
равновесного
состояния
свариваемь1х
!металлов.
йсследова:*ие
распределения_х{еле3а'
никеля
и меди
в
соеди-
|{ении' полученном
при
!
:
900'
€;
р
:
0,25
кгс/мм';
}
:
15
йин
и Б:10._3
мм
рт.
ст.'
вьтполнено
на
рен.ген;;йй
йй*р'."''"_
заторе
<}1икроскан>.
|!рослойка
никеля
(20
мкм)..более
проницаема
для
'(еле3а'
чем
для
меди.
на месте
прослойки
послё
дифузио["'й
",'р'"
оказь1вается
тройной-
тверльтй
раствор
перемейй6а
концентрации
с постепеннь|м
умень1шением
содер)кания
}<елеза
до
следов.
Б
никелевой
прослойке
содерх<ание
меди
умень1паетс
я
1|1+
мерно
д9
!0%.
!,альнейш:ее
его
умень:пение
н6б'юда"'.]
'
.',е
шириной
30
мкм.
Ёаряду-
с
симметричнь1м
проникновением
никеля
в
х(елезо
и
медь
с общей
:лириной
зоньт
70-90
мкм
наолю!ай{"{
у',.'*,
ин ой
структурь|'
отйинающиеся
хар
акт"р
''
р
'.йры;;й"'
"
икеля
со сторонь1
)келеза.
.||ри
микр-оскопическом
исследоР,а1т\4и
образцов,
полученнь1х
+:^фРетччной
сваркой
при
дав!ении
вьт1пе
оптимального'
со
сторонь1
х(елеза
всегда
наблюдается
фаза,
исче3ающая
при
опти-
мальном
времени
и
давлеътпи.
!,иффузионной
сваркой
полунен
блок
цилинлров
(распредели-
тель),
работающий
в
у&овиях
торцового
трения
и
в
целях
экономии
дефицитньтх антифрикционнь|х
сплавов
нй
основе'Ёд'''й.,''"'
ьц-)п
и
повь11шения
долговечности
работь:
изготовляемьтй
из
ра3нороднь1х
металлов
(стал.и
и
брот!зьт).
Б
блоке
ц'''"др',
корпус
и3готовл-ен
из
стали
40},_1
цо_лвих<ньтй
ра6оний
торец
_
и3
оловянной
бронзьт
Бр.Ф€Ё
10-2-3.
_---уруктура
бронзьт
состоит
и3 с[-твердого
раствора
и
включе_
:'::^т:-1''идаа
*
€ш'5п,
(илиа
*
€ш!5п;;
никель,'добавляемьтй
]'
0Ронз.у'
увеличивает
количество
эвтектоида'
но
не
образует
новь|х
фаз,-'находясь
в
составе
твердого
р1.''ор,'_ё.й,.ц,
"*
*а-створимь|й
в
меди,
присутствует
в виде
отдельнь|х
включений.
11'|астичность
боонзьт
незначительна'
температура
плавления
-850"
с.
^^_Ёепосредственная
сварка
стали 40{
с бронзой
Бр.Ф€Ё
10_2_3
:11руднена^}{ли
да}ке
невозмо;кна
ввиду
того,
что
ух<е
при
темпе_
|':1Р:^]50'€
из
бронзь1
вьтделяется
свинец,
которьтй
Ёе ,ходит
:"::::::"'1"рдого
раствора
и
является
механичесйой
примесью,
ьшодимФй
в
боонзу
с
целью
сних{ения
коэффициента
трения.
Б_месте
с
тем
6емп.!р,'ур|
78б"
ё_?й.й,
для
образо
ван\\я
диффу-
зионного
соединенйя
й6статочной
пронност14
с^[алп
с основнь1м
ком{]онентом
бронзьт
_
медью.
б
связи
с
этим
разра6ота-н_а
техн-ология
Аиффузионной сварки
стали
40!,
с
бронз6й
Бр.осй
10-'-';
помощью
промех{уточных
169
меднь1х
прокладок'
а
так)ке
прослоек'
нанесеннь|х
гальваниче'
ским
способом.
(варку
вь1полняли
чере3
промех<утонньтй
материал
в
трех
,.рй',}.*'
1)
6ронза
*
сталь
40{,
нерез
предварительно
прива_
оеннь1е
к стали
меднь1е
прокладки;
2) оловянное
покрь1тие
на
а;;;;;
*
сталь
40!,.
нерез
предварительно
привареннь1е
к
стали
меднь1е
прокладки;
3)
никелево"
,'*р,''йй'с3р',6"
*
сталь
40х'
'
[[ои сварке
меди
с
х{елезом
оптимальная
температура
сварки
900_950"
(,
но
и3_за
присутствия
леткоплавкого
свинца
темпе-
оатура
сварки
не
дол>кна
п!евьтш-тать
760-780'€'
так
как
в
этом
;
;;ш;";;'й
.6йБ{].'."
опл
авлен
ие
,',"ч}^19_']:
^т
}- ч'
€начала
.,.р",'!7-;';;;;"'
9ора,.".ш
с
медью
лри
?
:
900'
€;
р
:-1-
|гс/мм';^
|
:20
мин
и 6
:
10-3
мм
рт'
ст''.
покрь|вали
бронзу
оловом
или
никелем'
а
потом
проводили
диффузионную
сварку
бронзьт
.'
.",',Б.-б'/р*у
бронзьт
Бо'Ф€Ё
10_2-3
со
сталью
40х
вь1полняли
на
оптимальнь1х
ре'к"йа*"
т
-
730-:-760"
€;
р":
о,ь_
*!с/мм2;
[
:20
мин
и
6
:
10_3
мм
рт'
ст'
йсследование
диффузионного
-соелинения
-40\'
+
ш1
+
+
ь;.с'ён
й-)-з
показало,
что
при
!
_
750"
€
и
более
происхо_
дит
значительная
диффузия
олова'
)келеза
и
меди
в
промтуточньтй
;;;;;;;'
слои."йъ;'6'"д"".""'
40х
+
€ш
*
Бр.Ф€Ё
10-2-3
в
медь
интенсивно
дйффундируют
никель
и олово'
причем
1пирина
".р#й'а
.'",,
,'
'''Ёу
в
у,т-у,9
ч1за
больтле'
чем
по никелю'
6 1очки
зрения
оптимального
распределения
:::у-'11т
продол-
)кительност,
.".р',
йЁ!"
"
6р',.ой
мох<но
ограничить до
8-10
мин'
пои
этом
никель
успевает
проникнуть
на
^глубину
10_20
мкм'
:
;";;;"";;)?]_[ь
й*й.
п'д'оное
соединение
йштеет
вь|сокую
проч-
ность
в
исходном
состоянии'
но
плохо
вь1дерх<ивает
резкое
пони-
х{ение
температурь1
при
3акалке'
"'"'Бй''й"БЁбё]о-10
с
содер>канием
в_10%
5п
и
6-11%
Рь
обладает
по
сравнению
с
бронзами'
содерх{ащи}{и
цинк'..никель
}
и
другие
элеме!|ть1'
пони>кеннь1ми
мехАническими
свойствами
?;"^:':Ё*зб
кгс/й';,
но
более
пригодна
для
работьт
на
трение
йри
менее
удовлетворительной
сма3ке'
"
''
в
'?!Б]'ЁйБ{.,".'
определяющее
эксплу
атационнь!е
свойства
д,""'й
бр'...',
-
наличие
в
структуре
мелкозернисть1х
равно_
йерно
распределеннь|х
включений
свинца'
-'й'"6''её
тпироко
применяемь|е
методь1
соединения
-
сварка
,''Б/",й.й
"
п{йка
мало
применимь1 для
получения
соединения
6;;;;;'ь;'.с!ё'
:б:
:о с
низк6углеродисть1ми
сталями.
|1ри
сварке
плавлением
происходит
оплавление
и
вьтгорание
легированнь1х
;;;;й;
,
,3р',.", что
приводит
к пористости
металла
1'пва.
Бозмох<наяприэтомликвацияоловаисвинцаприводиткрезкому
сних(ению
,*.,,у,{'шй'ннь!х
свойств
изделий.
||ри
пайке
трудно
обеспечить
спло1шность
соединения
по_все-й_п99ерхности
контакта'
'__(.,'-.',енное
соединение
6роязь:
Бр'9с
10-10
с ни3коуглеро_
д""{}}'"'{'й
10
полунено
д3гфФх-зи'одцой
сваркой
в
вакууме
на
следующих
р"*"*!!
(в
:
1о-а*'
5':о-,
мм
рт'
ст'):
170
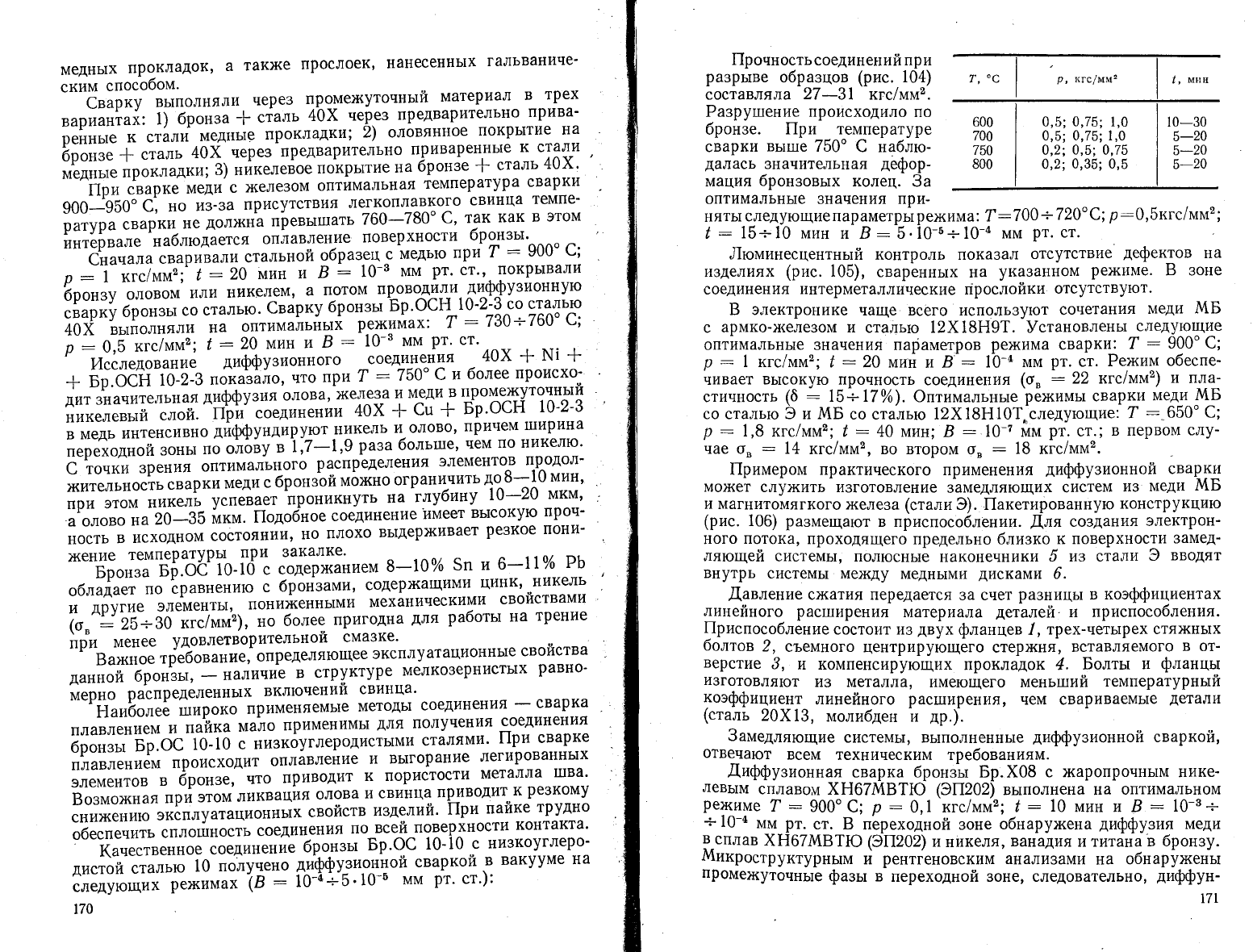
|{ронность
соединений при
разрьтве
образцов
(рис. 104)
составляла
27_3\
кгс/мм2.
Разрутпение
происходило
по
бронзе.
|{ри температуре
сварки
вь:гпе 750'
€
наблю-
далась
3начительная
дефор-
мация
бронзовьтх
колец.
3а
оптимальнь1е
значения при_
нять1
следующие параметрй
ре>ким
а: !
:7
00
_
7 20'
(;
р
:
0, 5кгс/мм2
;
|
:
1б-10 мин
и Б:5.10_6-:-10_д
мм
рт.
ст.
,г|юминесцентньтй
контроль показал
отсутствие
дефектов
на
и3делиях
(рис.
105),
свареннь1х
на
указанном
рех{име.
Б зоне
соединения
интерметаллические
г!рослойки
отсутствуют.
Б электронике
чаще всего исполь3уют
сочетания
меди
}1Б
с
армко-х(елезом и
сталью 12х1вн9т. }становлень1
следую1|!.ие
оптимальнь]е значения па$аметров
ре)кима
сварки:
7
:
900" €;
р
:
| кгс/мм2;
[
:20
мий
и 6':
10_д
мм
рт.
ст.
Ре>ким
обеспе_
чивает
вь1сокую
прочность
соединения
(о,
:22
кгс|мм2)
и
пла_
стичность
(6
:
15- 17%).
Фптимальньте
рёх<имьт
сварки
меди
}4Б
со сталью 3 и }1Б
со сталью 12х1вн10т-слелуюшие:
7
:
650"
(;
р
:
1,8
кгс/мм2; [
:
40 мин;
6
:
10_7 мм
рт.
ст.;
в первом
слу_
чае бв
:
14
кгс/мм2, во втором
б"
:
18 кгс/мм2.
|1римером
практического применения
диффузионной
сварки
мо)кет
слу)кить изготовление
3амедляющих
систем
из
меди
}1Б
и магнитомягкого
}келеза (стали
3). [_[акетированную
конструкцию
(рис.
106)
ра3мещают
в приспосо6лении.
Аля
создания
электрон-
ного
потока'
проходящего
предельно близко
к поверхности
3амед-
ляющей
системьт' полюснь]е
наконечники
5 из стали
3
вводят
внутрь
системь1 ме)кду
меднь1ми
дисками
6.
"[1,авление
с}катия передается
3а счет
ра3ниць!
в коэффициентах
линейного
рас1пирения
материала
деталей-
и приспособления.
|1риспособление
состоит и3
двух
фланцев
./,
трех-неть1рех
стях{нь1х
болтов
2,
съемного
центрирующего
стерх(ня'
вставляемого
в от-
верстие
3,
и компенсирующих
прокладок 4.
Болтьт
и
фланцьт
изготовляют
и3 металла'
имеющего меньтпий
температурньтй
коэффициент
линейного
рас1ширения'
чем свариваемь1е
детали
(сталь
20х13,
молибден ,
др'[.
3амедляющие
системьт' вь]полненньте
диффузионной
сваркой,
отвечают
всем
техническим требованиям.
Аиффузионная
сварка бронй Бр.!,08 с
х(аропрочнь1м нике-
левь1м
сплавом
хн67мвтю (эп202)
вь1полнена на
оптимальном
ре)киме
7:900'
(:
р:0,1
кгс/мм2'
|:10 мин и Б:10_3-:-
+_
10_д
мм
рт.
ст. Б
пёреходной зоне
обнару}кена
диффузия
меди
в-сплав
хн67мвтю
(эп202)
иникеля,
ванадия
ит|4та11а
в бронзу.
}1икроструктурнь!м
и
рентгеновским
анал|1зами
на
обнару}кень|
промежутонньте
фазь:
в
переходной зо|те, следовательно,
диффун-
17\
р,
т<гс|
мм2
0,5; 0,75; 1,0
0,5; 0,75; 1,0
0,2;
0,5;
0,75
0,2; 0,35; 0,5
72
//
гтг_т1
ъ!
ё)
в1 0)
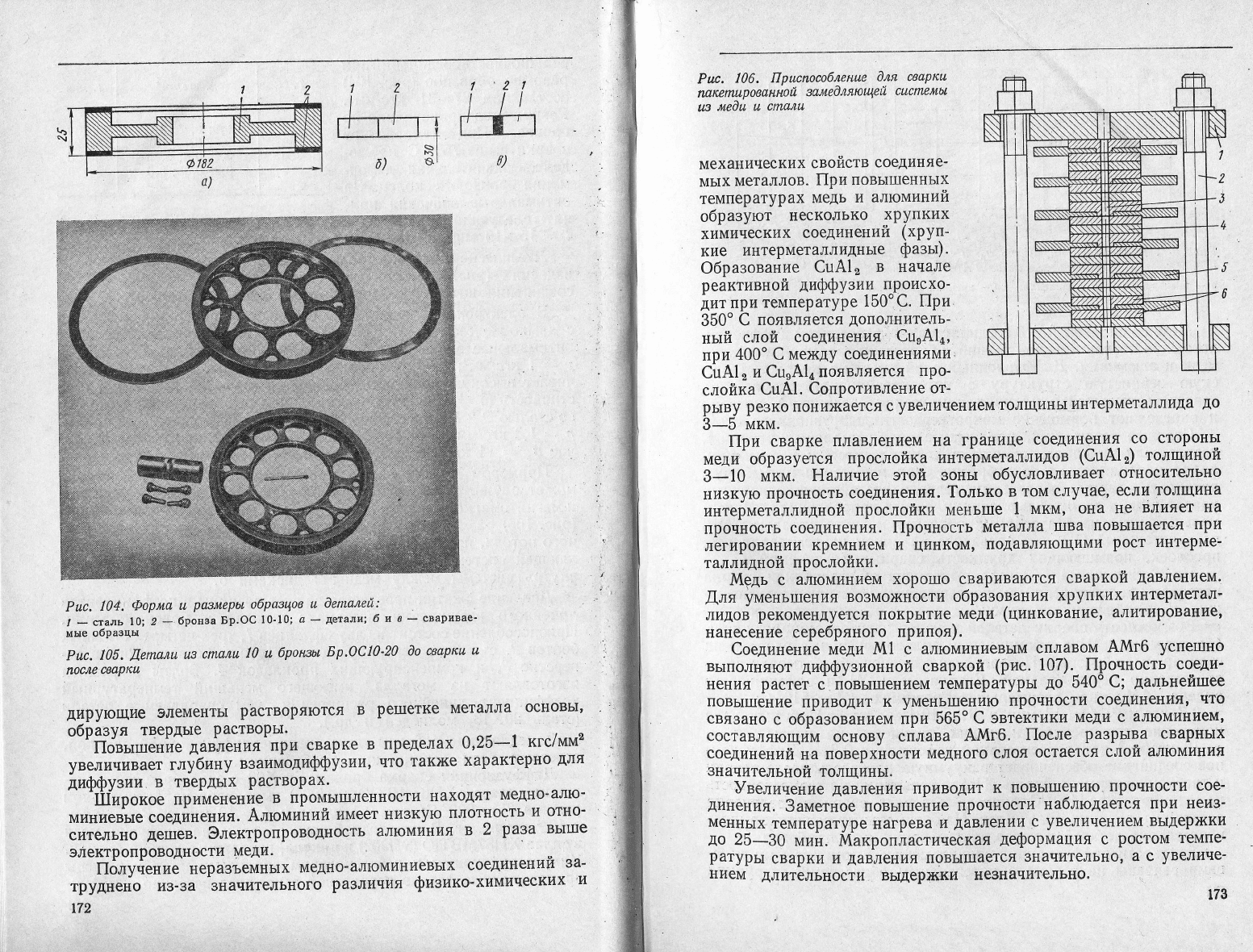
Рцс.
104.
Форма
ш
ра31|ерь!
образцов
ш 0епалей:
,
-
сталь
|0; 2
_
бронза
Бр.Ф6
|0-10;
с
_
детали;
б п
в
_
сваривае_
мые
о6разцы
Рцо.
105,
Аепалш
!/3
спал!.!
|0 ш
бронзьо
Бр'9€|0-20
0о
сваркш
ш
после
сваркц
дирующие
9лементь1
растворяются
о6ра3уя
твердь1е
растворь|.
в
решетке
металла
основь1'
|1овьтшение
давления
при
сварке
в
увеличивает
глубину
взаимодиффу3ии'
пределах
0,25-1
кгс/мм2
что
так}ке
характерно для
диффузии
в
твердь1х
растворах.
'
'йирокое
при:.мененйе
в промышленности
находят
медно-алю_
миниевь|е соединения.
Алюминий
имеет
низкую
плотность
и
отно-
сительно
де1'шев.
9лектропроводность
алюминия
в
2
ра3а
вь11пе
электропроводности
меди.
|!6лу,1ение
нера3ъемнь1х
медно-ал1оминиевьтх
соединений
за'
труднено
и3'за 3начительного
ра3личия
фи3ико_химических
и
172
Ршс.
106. !7ршспособленше
0ля сваркш
паке!пцрованной
заме0ляющей
сшспемы
цв
ме0ц ц
с!т[ал![
механ
ических
свойств
соединяе_
мь|х
металлов.
при
повь11шеннь]х
температурах
медь
и алюминий
обра3уют
несколько
хрупких
химических
соединений
(хруп_
кие
интерметаллиднь1е
фазьт).
Ф6разование
6шА1,
в
начале
реактивной
диффу3ии-
л^р9исх0-
дит
при
температуре
150'(. |1ри
350"
с
появляется
доподнитель-
нь1й
слой
соединения'
€ш,А1*,
при
400' €
ме>кду соединениями
(шА1
,
и €ш"А1д
появляется
про'
слойка
€цА1.
€опротивление
от-
рь|ву ре3ко
пони)кается
с
увеличениемтолщинь[
интерметаллида
до
3-5
мкм.
|!ри
сварке
плавлением на
границе
соединени.я
со сторонь'[
меди
образ!ется
прослойка
интерметаллидов
(6шА1')
толщиной
3_10
йкм.
Ёаличие
этой зоны
обусловливает
относительно
ни3кую
прочность
соединения.
1олько
в-том
случае'
если
толщина
инте'мет'ллидной
прослойки мень|ше
1
мкм,
она
не
влияет
на
прочность
соединения.
|1ровность
металла
1пва
повь11шается
при
легировании
кремнием
и
цинком'
подавляющими
рост
интерме:
таллидной
прослойки.
!\{9дь с
алюминие*
хорошо свариваются
сваркой
давлением'
,[1ля
умень1пения
во3мо}кности
образования
хрупких
интерметал'
лидов
рекомендуется
покрь1тие
меди
(:!инкование'
алитирование'
нанесение серебряного
припоя).
€оединенйе йеди
.]!11 с алюминиевым
сплавом
А.]!1г6
успе11:но
вь1полняют
диффузионной
сваркой
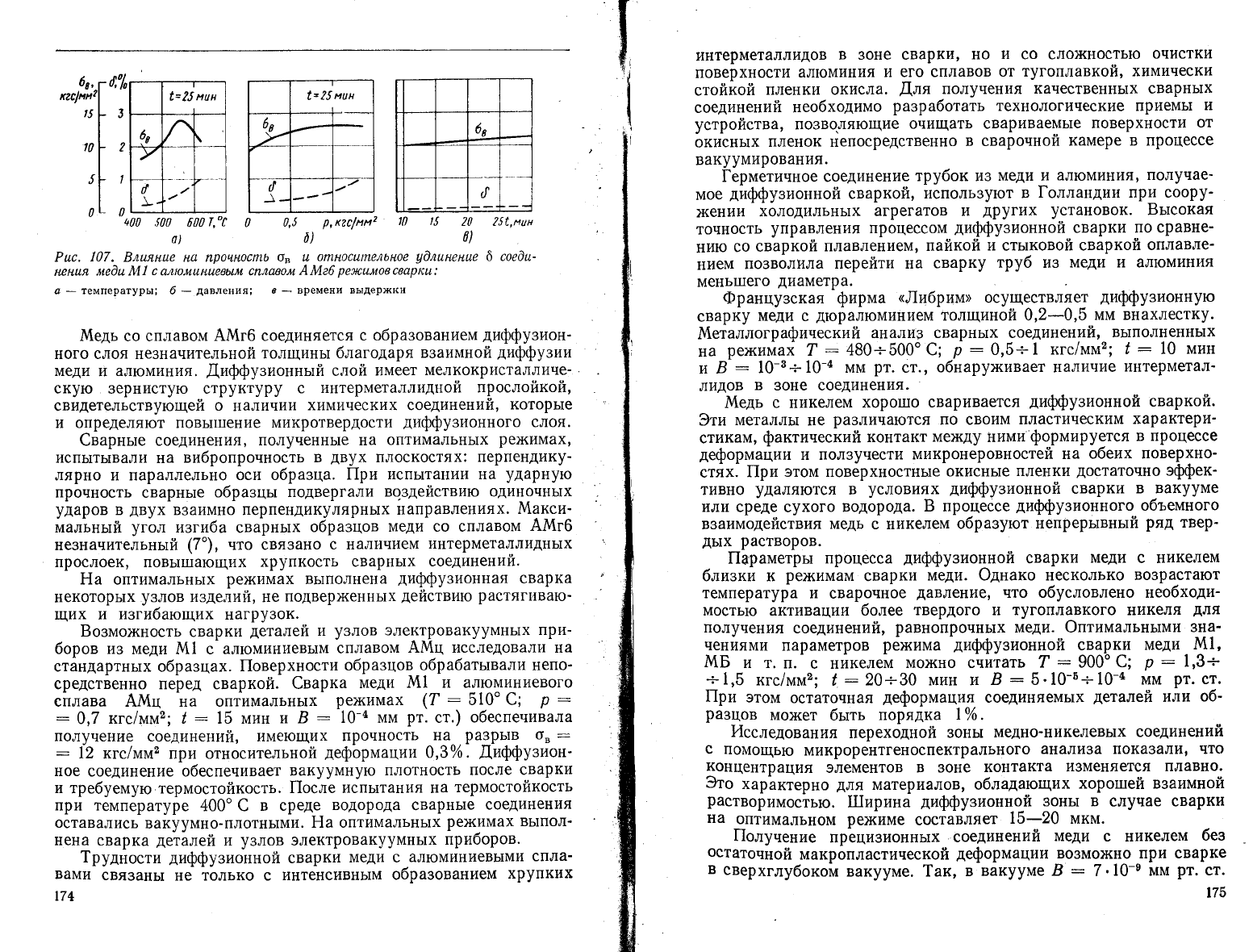
(рис. 107).-
||ро^нность
соеди'
нения
растет
с
повь1|пением
температурь1
до
540'
6;
дальней:шее
повь[[шение
приводит
к
умень1шению
прочности
соединения'
что
свя3ано
с образованием
при 565'с
эвтектики
меди
с
алюминием'
составляющим
основу
сплава
А.|!1г6.
|1оеле
ра3рь1ва
сварнь1х
соединений
на
поверхности
медного
слоя
остается
слой
алюминия
значительной
толщиньт.
}величение
давления
приводит
к
повы1пению.
прочности
сое-
ди!{ения.
3аметное
повьттлейие
прочности
наблюдается
при
неи3-
меннь1х
температуре
нагрева
и
давлении
с
увеличением
вь|дерх{ки
до
25_30
мий. }1акропластическая
деформация
с
ростом
темпе-
ратурь|
сварки и
давления
повь11пается
3начительно'
а с
увеличе_
нием
длитёльности
выдер>*{ки
не3начительно.
173
|= 25 пон
Ф
{
!
|= 25
мцн
6о
у
(!
_\-
6',
г
4,[
кас|пнэ
15
Р
3
?0 ?5[,нон
а)
Рцс'
107.
Блцянце на процнос!пь
оь ц
о!т[нос[|!пельное
у0лшненше
6 сое0ц-
тсенця
ме0ц й
1 с
алюмцнцевь!м спла|]ом
А!|1е6
реэюимов
сваркц:
@
_температуры;
б
_давления;
а-- вРем€ни вь|держ|(и
}1едь со сплавом
А}1г6 соединяется
с обра3ованием
диффузион-
ного слоя незначитедьной
толщинь1
6лагодаря
в3аимной
диффузии
меди
и
алюминия.
!,иффузионнь]й
слой
имеет
мелкокристалличе-
скую 3ернистую структуру
с
интерметаллидной
прослойкой,
свидетельствующей
о
11аличии
химических соединений'
которьте
и определяют повь11пение
микротвердости
диффузионного
слоя.
€варньте соединения'
полученнь1е на
оптимальнь1х
ре}кимах'
испь1ть]вали на
вибропрочность
в
двух
плоскостях:
перпендику-
лярно и параллельно
оси обра3ца.
|1ри испьтта|114и
на
ударную
прочность сварнь1е
образцьт
подвергали
в93действию одиночнь1х
ударов
в
двух
взаимно перпендикулярнь1х
направлениях.
макси-
йал1ньтй
угол
и3гиба
сварньтх
обра3цов
меди со сплавом
А}1г6
не3начительнь1й
(7'),
что
свя3ано
с наличием
интерметаллиднь1х
прослоек' повь|1пающих
хрупкость сварнь]х
соединений.
Ёа
оптимальнь1х
ре'(имах
вь1полнена
диффу3ионная
сварка
н
екоторь!
х
узлов
14зделу|11' не
подвер )кен
н
ь1
х
действию
р
астя
г иваю-
щих
и изгибающих нагру3ок.
Бозмо>кность сварки
деталей
и
у3лов
электровакуумнь1х
при-
боров и3 меди }11 с алюминиевь1м
сплавом
А}1ц исследовали на
стандартньтх
образцах.
||оверхности
обра3цов
обрабать]вали непо_
средственно перед сваркой.
€варка
меди
м1 и алюминиевого
еплава А}1ц на оптимальнь|х
рех(имах
(т
:
510'€;
р
:
:
0,7
кгс/мм2; !
_
\5 мин
и 3
:
10-д мм
рт.
ст.)
обеспечивала
получение соединений, имеющих
прочность
на
разрь]в
б':
:
[2
кгс|мм2 при относительной
деформат\ии
0,3о/о.
!,иффузион'
ное
соединение обеспечивает
вакуумную
плотность
после сварки
и
требуемую термостойкость.
|{осле испь1тания на
термостойкость
при температуре
400" с
в среде
водорода
сварнь1е
соединения
оставались
вакуумно-плотньтми.
Ёа оптимальнь]х
рех(имах
вь1пол'
нена
сварка
деталей
и
у3лов
электровакуумнь|х
приборов.
1рудности
диффузионной
сварки
меди с
алюминиевь1ми
спла-
вами
связань[
не только с
интенсивнь1м
обра3ованием
хрупких
174
0!
400
''00
600
т,т
0
о)
0,5
р,
кас/нн2
10 15
о)
интерметаллидов
в зоне сварки'
но
и
со сложностью
очистки
поверхности
алюминия
и его сплавов
от тугоплавкой'
химически
стойкой
пленки окисла.
.[|ля
полунения
качественнь1х сварнь1х
соединений
необходимо
разработать
технологические приемь1
и
устройства'
по3воляющие
очищать
свариваемь1е
поверхности
от
окиснь1х
пленок непосредственно
в сварочной
камере в процессе
вакуумирования.
[ерметинное соединение
трубок из
меди и
алюминия'
получае'
мое
дйффу3ионной
сваркой,
используют
в
[олландии при соору_
)кении
холодильнь]х
агрегатов
и
других
установок.
Бьтсокая
точность
управления
процессом
диффузионной
сварки
по сравне_
нию
со
сваркой
плавлением,
пайкой
и
сть]ковой
сваркой
оплавле_
нием
позволила
перейти на
сварку
тру6 из
меди и алюминия
мень1пего
диаметра.
Французская
фирма
<.[!ибрим>
осуществляет
диффузионную
сварку
меди
с
дюралюминием
толщиной 0,2-0,5
мм внахлестку.
1!1еталлографинеский
анали? сварнь1х соединений'
вьтполненнь|х
на
рех<ийах
т:430-500"
(;
р:0,5+-1
кгс/мм2;
1: 10
мин
и
Б
:
10_3+-
10_{ мм
рт.
ст.'
обнарух<ивает наличие
и!{терметал_
лидов
в
зоне соединения.
}4едь с никелем
хоро1по
сваривается
дифузионной
сваркой.
3ти
металль1
не
ра3личаются
по своим
пластическим
характери-
стикам'
фактинеский
контакт
ме}1цу
ними
формируется
в
процессе
деформации
и пол3учести
микронеровностей
на
обеих поверхно-
стйх'
||ри
этом поверхностнь1е
окиснь1е
пленки
достаточно
эфек_
тивно
удаляются
в
условиях
дифузионной
сварки
в вакууме
или
среде сухого
водорода.
Б процессе
дифузионного
объемного
взаимодействия
медь
с никелем
образуют
непрерь1внь|й
ряд
твер_
дь1х
растворов.
||араметрьт
процесса
диффузиошной
сварки
меди
с никелем
6лизктц к
рех(имам
сварки
меди. Фднако несколько
во3растают
температура
и сварочное
давление'
что обусловлено нео6ходи-
мостью активат\|1и более
твердого и тугоплавкого никеля
для
получения
соединений'
равнопрочнь1х
меди. Фптимальньтми
зна'
чениями
параметров
ре}кима
диффузионной
сварки
меди
м1,
!!1Б
и т.
п.
с нйкелем
мо}кно считать
7
:
900'€;
Р
:
1,3+-
-+1,5
кгс/мм2;
[:20-30
мин и
6
:
5.10-6+-10_д
мм
рт.
ст.
||ри
этом
остаточная
деформация
соединяемь1х
деталей
или
о6-
разцов
мох<ет
бьтть
порядк-а
\о/о,
йсследования
переходной
зоньт
медно-никелевь|х
соединений
с
помощью
микрорентгеноспектрального
анал|13а показали' что
концентрация
элементов
в
3оне
контакта
изменяется
плавно.
3то
характерно
для
материалов, обладающих
хоро1пей взаимной
растворимостью.
111ирина
диффузионной
зонь1
в
случае сварки
на
оптимальном
рех(име
составляет
15_20 мкм.
||олунение
прецизионньтх
соединений
меди
с
!{икелем
без
остаточной
макропластической
деформации
возмох{но при сварке
в
сверхглубоком
вакууме. 1ак,
в вакууме
Б
:
7.10_9
мм
Рт.
ст.
175
получень1
соединения при 7:400"€;
Р:|
кгс/мм2
А
!:
:20
мин.
.|1,иффузионную
сварку
меди
с
константаном
вь1полняли на
оптимальном
рех{име
7
:
900' €;
р
:
1,2 кгс/мм2;
[
:30
мин
и Б
:
10_6
мм
рт.
ст.
3аготовки,
свареннь1е и3 меди
и константана'
могут подвергаться
прокатке или вь1тях(ке
для
получения
тонко-
стеннь1х
биметаллических полуфабрикатов,
и3
которь1х
мох(но
штамповать
детали'
например мембраньт.
Расслоения
и надрь]вь1
в
свареннь1х биметаллических
3аготовках в процессе
прокатки
|!л|т
!птамповки
не наблюдались.
][едь
с коваром
(н29к18)
сваривали
при
оптимальнь1х
значе-
ниях
параметров
рех{има
сварки 7
:
950"
с;
р
:
0,5-:-0,7
кгс/мм2;
/:10 мин
и 6:10_3+-5.10-4 мм
рт.
ст. ||ри этом
предел
прочности
сварнь!х соединений
при
растя)кении
составлял
22-24,4
кгс/мм2.
Б
слунае сварки при температуре них<е 950'
€
разрутпение
происходит
по
сварному соединению
со следами
продифундиро-
вав|пего
металла'
что свидетельствует о недостаточной
интенсив-
ности
диффузионньтх
процессов. |1овь:ш:ение
температурь1
до
1000'с
сних(ает
прочность
соединения
в
свя3и
с
измененР1ем
свойств
меди.
.[1авление
ни)ке 0,5
кгс/мм2
не
обеспечивает
факти-
9еского
контакта
соединяемь1х
металлов
на
первой стадии
про-
цесса'
а
увеличе1{ие
вы1пе
0,5
кгс/мм2
сопрово}кдается
3начитель-
ной
дформацией
соединяемьтх образ4ов.
||родол>кительность
вь1дер)кки
менее 10 мин
не
обеспечивает
в
достаточной
степени
протекания
дифузионнь1х
процессов.
}1еталлографинеское
исследование сварньтх
соединений
меди
с коваром' вь1полненнь|х
на оптимальном
ре)киме'
пока3ало'
что
медь
претерпела полную
Рекристаллизацию
(температура начала
рекристалли3ации
чистой йедй
находится
в пределах
180-=-230"
с).
}1епроварьт
и
рост
зерна' связаннь:й с перегревом' не наблюдаются.
}1а
оптимальньтх
ре}кимах
сварень1
детали
основания корпуса
прибора
для
электровакуумной техники. €варенные
детали
вьг
дер}|(али
испь|тания
на
вакуумную
плотность' термостойкость.
14спь:тания
на
термостойкость
проводили в интервале
температур
800_900"
€
с
вьтдерх<кой 10
мин и
охлах(дением
до
комнатной
температурь1.
€варньте соединения,
испь1таннь1е
на
термостой-
кость так)|{е вьцерх(али
испь1тания
на
вакуумную
плотность.
€варка
тугоплавких
и
активнь]х металлов
и их сплавов
к
тугоплавким
металлам' исполь3уемь1м
в сварнь|х
конструкциях'
относятся титан'
цирконий,
вавадий'
нпо6ий,
тантал'
хром'
молибден,
вольфрам
и
др.
1угоплавкие
металльт'обладают
рядом
общих
химико'метал'
лургических
и
технологических свойств:
вьтсокой
химической
176
т
#
1.
'
{
Рцс.
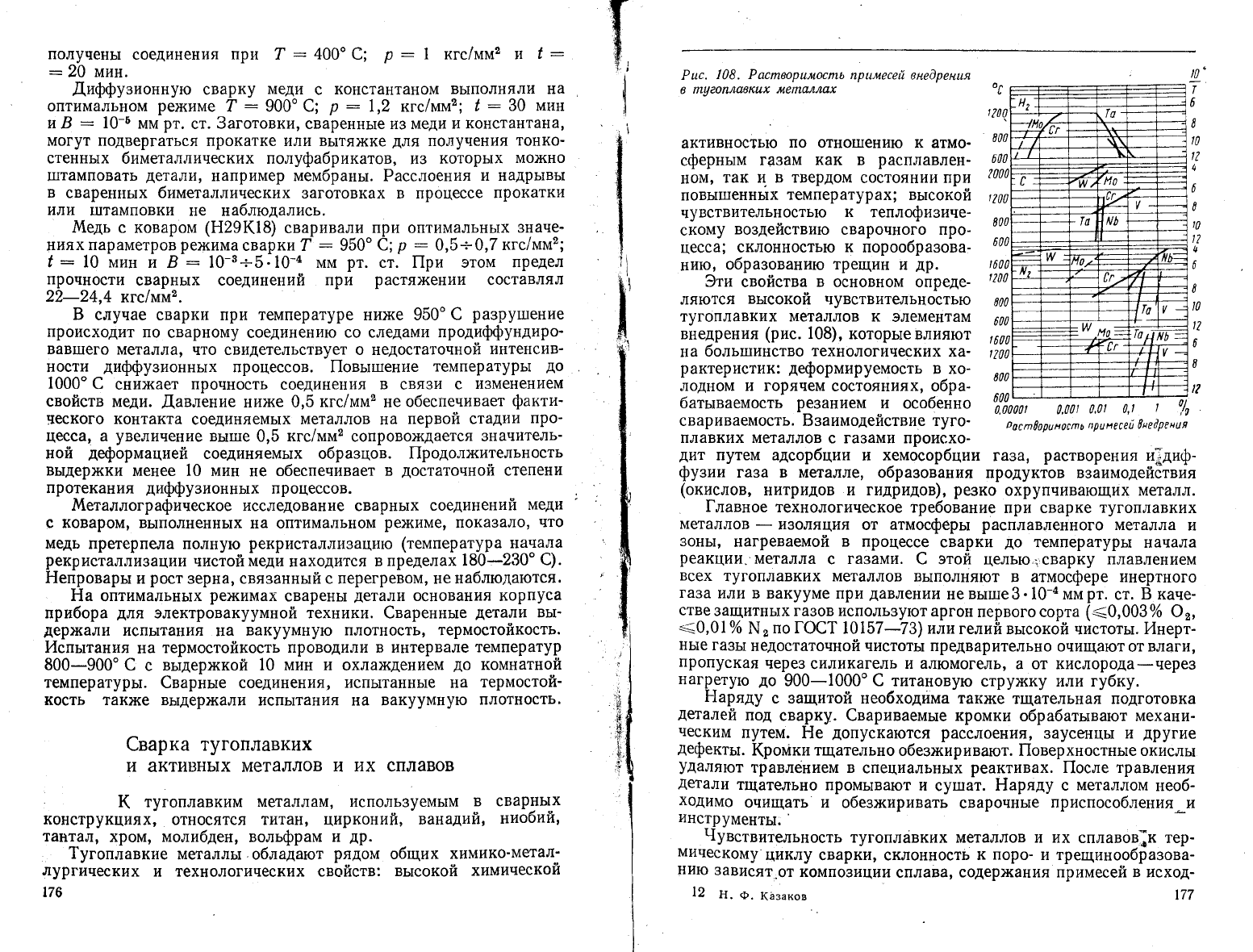
108. Распворшмосгпь
прнпесей вне0реншя
в
/пц2опла1}к.1х !14епаллах
активностью
по отно1шению
к атмо-
сферньтм
газам как в
расплавлен-
ном'
так и. в твердом
состоянии при
повь11пеннь1х
температурах; вьтсокой
чувствительностью
к
теплфизине_
скому
воздействию
сварочного про-
цесса;
склонностью
к
порообразова.
нию,
образованию
трещин
и
др.
3ти
свойства
в
основном опреде-
ляются
вьтсокой
чувствительностью
тугоплавких
металлов к
элементам
внедрения
(рис. 108)'
которь1е
влияют
на
большинство
технологических
ха-
рактеристик:
деформируемость
в хо-
лодном
и
горячем состояниях, обра_
батьтваемость
ре3анием
и
особенно
свариваемость. 3заимодействие туго_
плавких металлов
с га3ами происхо-
!0'
т
6
0
10
12
11
0
1?
ц
6
0
10
,?
6
8
!?
ь"
-;,
дит
путем адсорбции
и хемосорбции
га3а'
растворения
и]лиф_
фузии
га3а в металле'
образования продуктов взаимодействия
(окислов,
нитридов и гидридов),
резко
охрупчивающих
металл.
[лавное
технологическое
требование
при сварке тугоплавких
металлов
-
изоляция
от
атмосферь:
расплавленного
металла
и
зонь|'
нагреваемой в процессе
сварки
до
температуры
начала
реакции'
металла
с
га3ами.
€ этой
[€./{Б1Ф,;:€88рку
плавлением
всех
тугоплавких металлов
вьтполняют
в атмосфере инертного
газа
14л|1
в вакууме при
давлении
не
вь|||те
3. 10_д мм
рт.
ст.
Б каче_
стве
защитньтх га3ов исполь3уют
аргон
первого сорта
(<0,003о/о
Ф2,
<0,01% }х{,
по гост
\0\57-13) или
гелий вьтсокой
чистоть[.
йнерт_
нь1е
газь1
недостаточной чистотьт предварительно
очищают
от
влаги'
пропуская
чере3
силикагель
и алюмогель'
а от кислорода-через
нагр_етую
до
900-1000' € титановую
струх{ку |1ли губку.
Р|аряду
с защитой
нео6ходйма
такх(е
тщательная подготовка
деталей
под
сварку. €вариваемые кромки
обрабатьтвают механи-
ческим
путем.
Ёе
допускаются
расслоения'
3аусе}!цы
и
другие
дефектьт. 1(ромки тщательно
обезх<ир и вают. |1овер хностньте окислы
удаляют
травлёнием в
специальнь1х
реактивах.
|[осле травления
детали тщательно
промьтвают
и
су1пат.
Ёаряду с
металлом
необ_
ходимо
очищать и
обезх<иривать
сварочнь1е
приспособления*и
инструменты.
9увствитель[{ость
тугоплавких металлов и их
сплавов|к тер_
мическому
циклу
сварки' склонность
к
поро_
и трещинообразова_
нию
зависят'.от
композиции
сплава'
содер}(ания примесей в исход_
"йооот
0'001
0,0|
0,1
т
,/,
Ро
с
гп0о
рц
ностпь
п
р
т;
не
се
й
0не}р е
н
ш
я
|2
}1.
Ф.
1(!заков
177
номметалле'качестваподготовкиподсварку'качествазащить1
и'.технологических
ре}кимов
сварки.
*
д'"
соединения
тугоплавких
металлов
преимущественно
при_'
меняют
методь1
сварки
плавлением:
дуговую
в инертнь|х
газах
(в камерах
и
со
струйной
за]т\итой),
|тод
флюсом
(Аля титана).,
в
вакууме
электронно-лучевую'
ла3ером.
Аля
некоторьтх
изделий
перспективнь1
методь1
сварйи
без
расплавления:
дифузионная
в
вакуум9
и 3ащитнь1х
га3ах'
а
такх(е
в3рь1вом'
трением'
холодная
сварка
давлением'
химическим
оса)кдением
металла
из
газовой
фаз-ы
н
и>ке
темпер
атурьт
рекр
исталли3ации
свар
иваемь1х
металлов.
'
|!о свариваемостщ
технике
и
технологии
-сварки
тугоплавкие
'
металль1
мох(но
ра3делить
на
две
группь1:
1)
титан,
цирконий,
!афний,
ванадий]
ниобий,
тантал;
2[ хром,
молибден,
вольфрам.'
мЁ"-;;
первой
гру.п,'
,р, соблюдений
технологических
условий
сварки
обЁадаюЁ'хорошёй
свариваемостью.
(варка
металлов
второй
группьт
представляет
3начительньте
трудности
в
связи
с
малой
деформационной
способность1о
основного
металла'
повь1_
тпенной
нуЁет1ительностью
к элементам
в!{едрения
и
теплфизи_
ческому
Ёоздействито
процесса
сварки'
вь1зь1вающими
хрупкость
сварнь1х
соединении.
\р",,,',,йно
низкая
растворимость
в
этих
металлах
элемен-
"'"
,',.др"ййя
(напри*ер,
для
йолибцена
0,00020/о
Ф'1'0,003%
€;
0,000в %
-1.{
')
-
неизбех<нь1х
примесей
-
приводит
к вь|падению
окислов'
нитридов'
карбидов,
боридов,
образующих
с металлом
эвтектики.
31и
соединения,
располагаясь
по
границам
зерен'
.
в
условиях
напря)кенного
состояния
вь|3ь1вают
образоваЁ!18
(!!4!
:
сталли3ационнь1х
трещин'
чему
способствует
охрупчивание
ме_
талла
в свя3и
с возникновением
крупнозернистой
структурь1
при
тепловом
воздействии
сварки.
Фсновньте
пути
получения
пластичнь|х
сварньтх
соединении'
,
стойких
против
образования
трещин:
вь|сокое
качество
исходнь1х
материало}
(основ!того
и присадочного'
защитньтх);
приме1{ение'
техники
и
технологии
сварки'
гарантирующих
ненась1щение
примесями;
применение
специальнь|х
присадочнь1х
материалов'
улучшающих
пластичность
сварного
соединения;
улуч1пение
на-
прях{енного
состояния
в
сварнь1х
соединениях;
рациональное
конструирование
сварнь|х
узлов'
направленное
на
ослабление
напря)кенногосостояния;применениеспециальнь|хтехнологи--
ческих
приемов:
для
металлов
втор'ой
гр_у-[чь'^-
подогрев
в
про-
ц"...
.,/р.и
(дй|
молибдена
>200-315"
с,
для
вольфрама
}з+о"
€),
снятйё
остаточнь|х-^напря}кений
после
сварки
(ц*т*ч
1ибдена'при
температуре
980'с
1 н,
для
вольфрама
при
123[,-(.
1-2 н).
/у1еталль:
первой
группь1
(титан,
ширконий
и
др.)
обладают
хоротшей
стойкостью
против
горячих
кристаллизационнь1х
тре-
щин'
но
склоннь1
к задерх<анному
разру1пению
и образованию
холоднь1х_трещин.
€клонность
металлов
первой
группь1
к
трещи_
нообразов}нию связана
в первую
очередь
с
водородом'
охрупчи_
178
вающим
металл вследствие
гидридного
превращения
при содер-
>1<ани14
его
вь11пе предельной
растворимости
и внутреннего адсорб-
ционного
эфекта.
6клонность
к
растрескиванию
обусловливается
так'(е
охрупчиванием
вследствие
нась1щения элем9нта1\,1и внедре-
ния
(Ф',
\1', €)
и
теплофизического
воздействия
сварки' вь13ь1ваю-
щего
перегрев'
-укрупнение
зерна
и вь1падение
хрупких
фаз.
{а-
рактернь]е
особенности
тех1тики
и
технолог|!\4
сварки
металлов
первой
группь]
подробно
рассмотрень1
на примере титана'
которьтй
из
всех тугоплавких
металлов
наиболее
11]ироко
применяется
в
промь1шленности.
6варка
титана. 1итан
имеет
две
аллотропические
модифика-
ции:
вь1сокотемпературную
(р
:
т!) с объемно-центрированной
кубинеской
ретпеткой
и
ни3котемпературную
(с
:
т!) с плотно-
упакованной
гексагональной
реш-теткой.
1емпература полиморф-
ного
превращения
ти'гана
сЁ
=
р
в
равновеснь!х
условиях равна
приблизительно
382'€.
Б зависимости
от
фазовоцо
состояния
при комнатной
темпе-
ратуре
сг{лавьт
титана мо}!(но
условно
ра3делить
на
три
группь|:
а-,
(а
*
Р)-
и
$-сплавьт.
1руАности
сварки титана
и его сплавов
вь]3ь1ваются
в
основном поглощением
га3ов'
их
дифузией
в зону
сварки
из основного
металла'
повь|1пеннь|м
содер)канием
газов
в металле'
а так}ке
структурнь|м!т
превращениями
в металле 1пва
и около111овной
зоньт.
Больтшая
химическая
активность
титана
при вь1соких
температурах
по
отно1пению
к кислороду'
а3оту
и
водороду
сни}кает
пластические
своиства
и вя3кость титана'
а
в
сварнь1х
1пвах
заметно
повь!1пает склонность
к хрупдому
ра3-
ру!пению
и
образованию
трещин.
Б связи с
этим сварка
его методом
плавления
возмох(на только
при
условии
3ащитьт
от окру)кающей
атмосферьт.
1акая
3ащита
наиболее
наде}кно
осуществима
|\ри
Ауговой
сварке
в среде ней-
тральнь1х
газов
(аргона'
гелия
||л|1
их смеси)
и
электронно-луче-
вой
сварке.
[ля
титана
г{оло)кительнь|е
ре3ультать1
дает
так)ке
контактная сварка.
[азовая
(кислородно-ацетиленовая),
атомно-
водородная и
дуговая
сварка
металлическими
электродами
для
титана
неприменима.
Б настоящее
время
для
больтпих
сечений
1пироко и
успе1шно
применяют
электрошлаковую
сварку
под слоем
флюса.
Фднако
больтшинство
и3 применяемь|х
видов
сварки
не обеспе'
чивает
одновременно вьтсокой
прочности
и пластичности
соеди-
нения'
которь]е свойственнь|
титану
й
его
сплавам.
[иффузионная
сварка
в вакууме
-
один
из наи6олее
перспек-
тивнь1х
методов
для
со3дания
соединений
титана
и его сплавов'
равнопрочнь|х
основному металлу'
в случае'
если
формь:
и
раз-
мерьт
деталей
позволяют
со3дать
ра3рех(енное
пространство
во_
круг
места
соединения
и передА1ь
усилие
для
обеспечения
плот_
ного
контакта
свариваемь1х
плоскостей.
€плав
вт5-1 относится
к
однофазнь|м
сгтлавам титана
и со-
дер}кит
5% А1, 25о/о 3п; его
йехайические
свойства:
б'
:75-у
\2*
179