Казаков Н.Ф. Диффузионная сварка материалов
Подождите немного. Документ загружается.

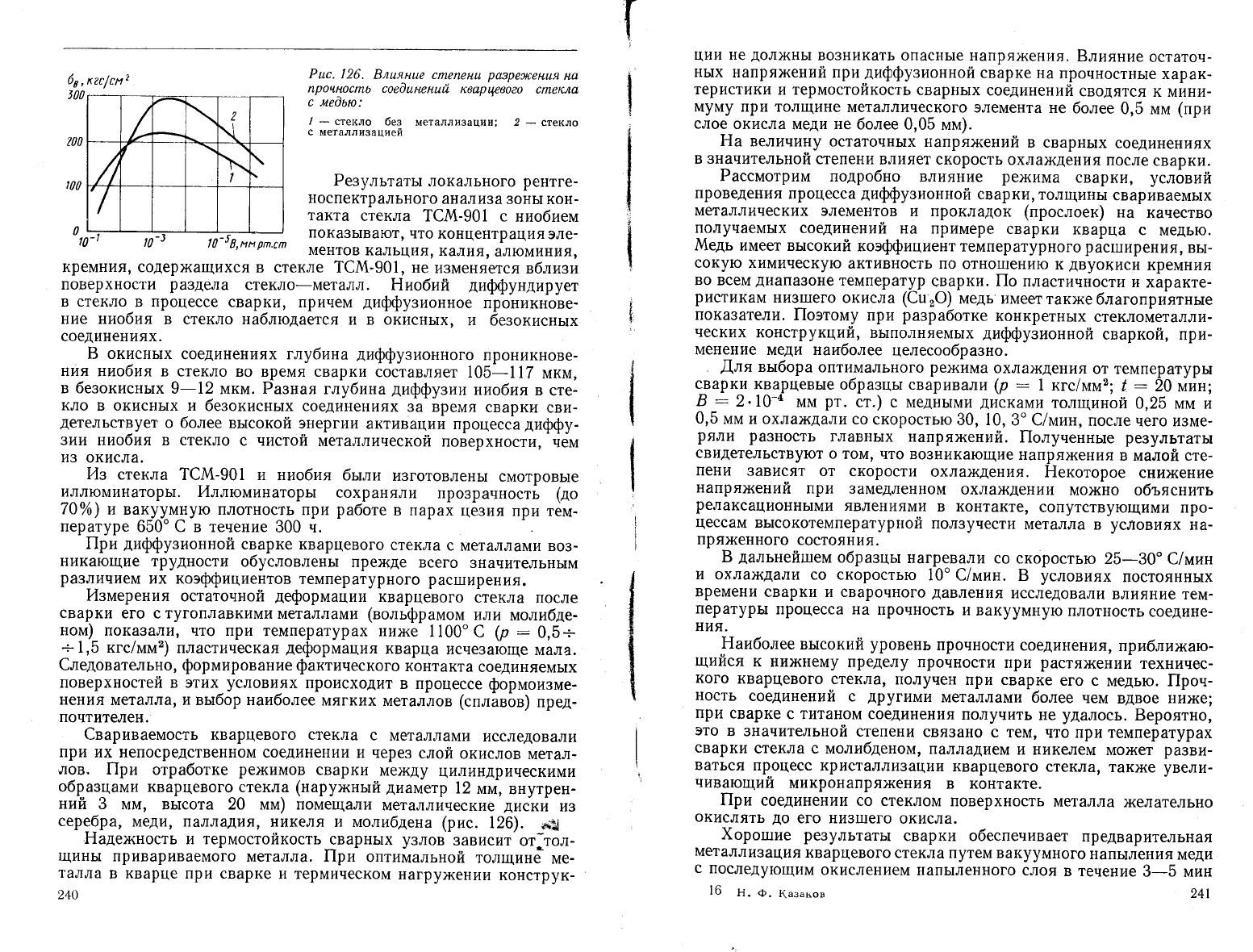
Рцс. 126.
Блцянце с!пепен[!
ра3ре9юенця
на
процноспь сое0цненшй
кворцевоео
сп!екла
с ме0ью:
1
_
стекло
без
металлизации;
2
-
стекло
с металлизацией
Результатьт
локального
рентге-
носпектр
ального анализа
зонь1 кон-
такта
стекла
тсм-901 с
ниобием
показь1вают'
что
концентрация
эле_
ментов
кальция'
калия|
алюминия'
ции
не
долх{нь|
возникать
опаснь|е напря}кения.
влияние
остаточ-
нь!х
напря)кений
при
диффу3ионной
сварке
на
прочностнь1е
харак_
теристики
и термостойкость
сварнь|х
соединений
сводятся
к
мини-
муму при толщине
металлического
элемента
не
более
0,5 мм
(при
слое
окисла
меди не более
0,05 мм).
Ёа
величину остаточнь1х
напря}кений
в сварнь1х
соединениях
в 3начительной
степени
влияет скорость
охла}кдения
после
сварки.
Рассмотрим
подробно
влияние
режима
сварки'
усл6вий
проведения
процесса
дифузионной
сварки'
толщиньт
свариваемь|х
металлических элементов
и
прокладок
(прослоек)
на
качество
получаемь|х
соединений
на примере
сварки
кварца
с
медью.
.&1едь имеет
высокий
коэффициент
температурного
расширения'
вь|_
сокую
химическую
активность по
отно1пению
к
двуокиси
кремния
во всем
диапазоне
температур
сварки.
||о пластичйости
и
характе_
ристикам
ни31шего
окисла
(€ш
'Ф)
медь имееттак)ке
благоприятньте
показатели.
||оэтому
при
разработке
конкретнь|х
стеклометалли_
ческих
конструкций,
вьтполняемьтх
диффу3ионной
сваркой' при_
менение
меди наиболее
целесообразно.
Аля
вьтбора
оптимального
ре}кима
охла)кдения
от температурь!
сварки
кварцевые
образшьт сваривали (р
:
| кгс/мм2;
!
:
20
мйн
в
:
2. 10_д
мм
рт.
ст.) с меднь1ми
дисками
толщиной
0,25 мм и
0,5
мм и охла}кдали
со
скоростью
30, 10,
3'€/мин'
после
чего и3ме_
ряли
ра3ность
главнь|х
напря)кений.
|[олуненнь|е
результать|
свидетельствуют
о том' что
во3никающие
напрях{ения
в малой сте_
пени
зависят
от
скорости
охла}кдения.
Ёекоторое
сни)кение
напря'<ений
при замедленном
охла}кдении
мо}кно
объяснить
релаксационнь|ми
явлениями
в контакте'
сопутствующими
про-
цессам
вь|сокотемпературной
пол3учести
металла
в
условиях
на_
пря)кенного
состояния.
Б
дальней:шем
образцьт
нагревали
со скоростью
25_30'
(|мин
и
охлах{дали со скоростью
10" €/мин.
Б
условиях
постояннь1х
времени
сварки и сварочного
давления
исследовали
вл||я\1ие тем-
пературь|
процесса на
прочность
и
вакуумную
плотность
соедине-
н11я.
Ёаиболее
вьтсокий
уровень
прочности
соединения,
прибли>каю-
щийся
к ни}кнему
пределу прочности
при
растя>кении
техничес-
кого
кварцевого
стекла'
получен
при сварке
его с
медью. |1рон-
ность
соединений
с
другими
металлами
более
чем
вдвое ни)ке;
при
сварке
с титаном соединения
получить
не
удалось.
Бероятно,
это
в 3начительной
степени
связано
с тем'
что при температурах
сварки
стекла с молибденом'
палладием
и никелем
мо}кет
разви-
ваться
процесс
кристалли3ации
кварцевого
стекла' так}ке
увели_
нивающий
микронапряжения
в
контакте.
||ри
соединении со стеклом
поверхность
металла
}келательно
окислять
до
его ни31|]его
окисла.
{,оротшие
ре3ультать1
сварки обеспечивает
предварительная
металлизация
кварцевого
стекла путем вакуумного
напь|ления
меди
с
последующим
окислением
напь1ленного слоя
в течение
3-5 мин
г
кремния' содер)кащихся
в стекле
1€}1-901' не
изменяется
вблизи
поверхности
раздела
стекло-металл.
11иобий
дифундирует
в стекло
в
процессе
сварки'
причем
дифузионное
проникнове_
ние ниобия
в стекло наблюдается
|1 в окиснь1х'
и безокиснь:х
соединениях.
Б окиснь:х
соединениях глубина
лиффузионного
проникнове-
ния
нио6ия в стекло
во время сварки
составляет
105_117
мкм,
в безокисньтх
9-12
мкм.
Разная
тлу6ина
диффузии
нио6ия
в
сте_
кло
в окиснь1х и
безокиснь1х соединениях
за время
сварки
сви_
детельствует
о более
вьтсокой энергии
активации
процесса
диффу_
зии ниобия в стекло
с чистой
металлической
поверхности'
чем
из
окисла.
йз стекла
тсм-901 и
нио6ия бь:ли
изготовлень1
смотровь1е
иллюминаторьт.
14ллюминаторь:
сохраняли
прозранностЁ
(до
70о/о)
и вак-у_умдую плотность
при
работе
в парах
це3ия
при тем_
"*##
;я;3'**
ж':ь 13';;,
^."ого
стекл
а с
металл
ами
во3
_
никающие
трудности
обусловлень|
пре}кде
всего
значительнь1м
различием
их коэффициентов
температурного
рас1пирения.
14змерения
остаточной
деформации
кварцевого
стекла
после
сварки
его стугоплавким|4
металлами (вольфрамом
|1л|\
молибде-
ном)-
показали' что при
температурах
них<е
1100"
с
(р
:
0,5-:-
;-1,5
кгс/мм2)
пластинеская
деформация
кварца
исче3ающе
мала.
€ледовательно,
формирование
фактинеского
контакта
соединяемь1х
поверхностей в этих
условиях
происходит
в процессе
формоизме_
нения
металла' и вьтбор наиболее
мягких
металлов (сплавов)
пред-
почтителен.
€вариваемость кварцевого стекла
с
металлами
исследовали
при
их непосредственном соединении
и
через
слой
окислов
метал-
лов. ||ри
отработке
ре)кимов
сварки
ме)кду
цилиндрическими
образ_цами кварцевого_
стекла
(нару>кньтй
диаметр
12
мм,
внутрен_
ний
3
йй, вьтсота 20 мм) помещали
металлические
диски
и3
серебра,
меди' палладия,
никеля и молибдена
(рис.
126).
*!
Ёаде>кность
и терм0стойкость-сварнь|х
узлов
3ависит
от]тол-
щинь1
привариваемого
металла. |!ри
оптимальной
толщине
ме_
талла
в кварце при сварке
и термическом
нагру)кении
конструк-
240
16
!|.
Ф.
1(азаков
241
при температуре
в00" с. 1акая
технология позволяет с вьлсокой
точностью контролировать
толщину слоя окисла.
Фбщие свя3и
ме)кду металлом и
стеклом во3никают
ух{е
в процессе напь|ления
меди; окисление
наг;ь1ленного слоя
увеличивает
их
прочность.
|!ри
этом
диффу3ионная
сварка
сводится по существу
к в3аимодействию
металла с металлизированнь]м
слоем на стекле.
|!ерел этой
операцией
образць1 из кварцевого
стекла обезх<и-
ривают
в
этиловом спирте и
травят
в плавиковой
кислоте
с
после-
дующей
тщательной промь:вкой в воде
и сугпкой.1равлениев пла-
виковой
кислоте необходимо
для
удаления
поверхностного на-
пря)кенного
слоя и микротрещин'
возникающих в процессе
1пли-
фования
торцов. 1емпература
ра3огрева
образца
при напь!лении
550-750'€,
вакуум
2.\0_4
-:-
10_6 мм
рт.
ст.
1олщина
напь|ленного
слоя
5-10 мкм.
||осле металли3аци|4
и окисления напь1ленного
слоя
торцовь1е
поверхности кварцевь1х
образцов сваривают с мед-
нь1м
диском.
||рослойка закиси меди
в 3оне соединения
сних{ает
остаточнь|е
напря)кения в среднем
на 15-200/о.
3ксперименть1
по определению
влияния степени
разре}кения
вакуума на
прочность соединений
квар:{евого
стекла с медью
пока3али' что применительно
к вьлбраннь:м вариантам
подготовки
и
ре}киму
сварки
(7
:
950"
(;
р
:
1
кгс/мм2; ,
:
30 мин) наибо-
лее вьтсокая
прочность соединения
достигается
в вакууме
10_3+-
*-5.10_д
мм
рт.
ст. |!олуненная
3ависимость слу)кит
наглядным
дока3ательством
того' что механи3м
взаимодействия
металлов
со
стеклом
отличен
от механизма
в3аимодействия
металлов
при
соеди-
нении
их
друг
с
другом'
когда при
повь1тпении
глубины
вакуума
создаются
благоприятнь1е
предпось|лки
для
контактирования
юве-
нильнь1х
поверхностей,
их
активации
и
повь1шения
прочности
соединения.
в
рассматриваемом
случае
в вьтсоком
вакууме
происходит
энергичная
диссоциация
промех(уточного
слоя 3акиси меди'
что
приводит
к обеднению
кислородом зонь| соединения;
в
ре3ультате
общие
связи ме)кду
стеклом и металлом
становятся
недостаточно
прочнь1ми.
|!ри
сварке
в низком вакууме
металлизированного
стекласмедью
обе поверхности
окислень|'
что препятствует
обра-
3ованию ме}кду
ними
металлических
связей. Фптимальной
счи'
тается слегка восстановительная
атмосфера,
в
которой при тем-
пературе сварки
окисль| восстанавливаются
только
на поверхно-
стях контакта.
.&1о>кно полагать'
что при вьтсокотемпературной
сварке в
сверх-
вь1соком
вакууме
(10-8
мм
рт.
ст.), когда
становится
возмох(нь1м
диссоциативное
испарение
двуокиси
кремния'
прочность соедине-
ний кварша с металлом
снова возрастет'
так как
вь:деляющийся
при
диссоциац14и
кислород
мо)кет
привести
к образованию
новь|х
химических
связей ме)кду
стеклом
и металлом.
||роме>куточнь:й
слой зак14с!4
меди
хоро|по
просматривается
на
поперечнь:х
тплифах
сварнь1х
соединений'
полученнь|х
на опти-
мальном
рех{име
сварки
(см.
рис.
п-35).
14зунение кось|х п:лифов
242
(<5')
позволило
вь1явить
дополнительнь|е
детали
строения
пере_
ходной зонь:.
9астицы меди
и ее 3акиси
проникли в стекло
на не-
которую глубину.
9астицьт закиси
коллоидального
ра3мера
на_
блюдаются
и после
полного
стравливания
меди
с поверхности
кварца.
}1етодом
локального
рентгеноспектрального
анали3а
1{а
косом шлифе
(<10')
установлено'
что
глубина
диффузии
мели
в
стекло
составляет
несколько
микрометров.
€варнь:е
соединения
вь1дер)кали
испь1тания
на
^взкуумную
плотность
и
термостойкость
по
ре>киму
20-700-20'с.
Ёа основании
полученньтх
даннь|х
разработана
технология
диффузионной
сварки
ряда
узлов
и3 стекла
и металла' в
частности
вакуумно-плотных
термостойких
соединений
газора3ряднь1х
приборов
и т. п.
€варньте
у3ль|
имеют
мень1]]ие
размерь!-.и
массу
г:о сравнению
с
паяными
и превосходят
их. по
термостойкости
и
другим
эксплуатационнь|м.
характеристикам.
-
-(италл
-
с!еклокристаллический
материал'
получаемь:й
в
ре-
3ультате
катализированной
кристалли3ации
стекла
особого
со-
сйава
путем
специальной
термообработки,
в процессе
которой
он
превращается
в микрокристаллический
материал.
Бо всем
объеме
этого материала
равномерно
распределень|
мельчаи1|]ие
кристал-
лики
(менее 1 мкм),
находящиеся
в
непосредственном
контакте
друг
с
другом
или
соединеннь|е
чере3
тонкую пленку
остаточного
стекла.
||о
структуре
ситалль1
занимают
проме)куточное
полох(е_
ние ме)кду
стеклами
и
керамикои.
€италлы
обладают
вьтсокой
температурой
размягнения'
хоро_
шей химической
устойнивостью'
маль1ми
диэлектрическими
поте-
рями'
вь:сокой
механической
пронностью
и
коэффициентами
темпе-
ратурного
рас1пирения,
близкими
к
даннь|м
коэффишиентам
ме'
таллов'
применяемь1х
в электровакуумнь1х
приборах'
и
находят
1пирокое
применения
для
и3готовления
надех{ных
и
долговечнь1х
приборов,
в особенности
работающих
в
диапа3оне
сверхвь1соких
частот.
||рименение
ситаллов
улуч11]ает
электрические
параметрь_|
приборов и
повь|шает
наде}кность
их
работьт
-в
условиях
резкой
смень1 температур
и
тропической
вла>кности.
Фднако
применение
ситаллов в значительной
мере 3ависит
от во3можности
получения
вакуумно-плотнь|х
и термостойких
соединений
их с металлами,
применяемь]ми
в электровакуумнь!х
приборах.
Фдин из
перспективньтх
способов
получения
вакуумно-плотнь1х
и термостойких
соединений
ситаллов
с
металлами,
-.диффузион-
ная
сварка.
€вариваемость
ситаллов
с металлами
диффузионньтм
способом
исследовали
при
получении
соединения
ситалла марки
ст-35-2
с медью
}[Б.
|1ри сварке
предварительно
металли3ированнь|х
и без
покрь:-
тия ситаллов
с медью
получень|
удовлетворительньте
ре3ультать|.
||ри
сварке
ситаллов
с коваром
н29к18
ввиду больтшого
различия
в
коэфишиентах
температурного
рас1ширения
происходило
рас-
трескивание
ситалла
в около[|]овнои
3оне.
16*
243
{
Фсновньте
параметрь|
ре)кима
лиффузионной
сварки ситалла
ст-35-2
(без
металлизации) с медью
}1Б следующие:
7
:
850-:-
*-900'€;
р:0,5-:-0,8
кгс/мм2; !:|5-20 мин;
Ё:10-{.'
-;-
10_5 мм
рт.
ст.
Анализ микрошлифов ситалло-металлических
соединений
по-
ка3ал наличие полного
контакта без трещин и
непроваров по зоне
соединения' 3аметньтх
изменений микроструктурьт
вбли3и зонь|
контакта
не обнару>кено. |1ри испьттании
-йа
статический изгиб
ра3ру1пение
образцов происходило по ситаллу.
.[4еханическая
прочность при этом составляла
примерно 1300 кгс7см2.
Асльттантая
образцов на термостойкость
показали' нто образцьт вь!дер)кивают
16 воздутпнь|х
теплосмен
*20
+
600
+
20'€ без нару1пения ва-
куумной плотности
дифузионного
соединения.
[|ри испьттании
в интервале
температур
-173
+
20
-
\73' с образшь: сохранили
вакуумную
плотность после пяти
теплосмен.
€варку ситалла марки со-115м
с титаном Б1!,
инваром
36Б,
медью
}1Б, алюминием вь|полняли
в ||Ёй/1А€Б.
(италл
марки со-115м
характери3уется маль1м'
близким
к нулю'
коэфициентом
температурного
рас1||ирения.
Благо-
даря
этому материал
получил применение
в качестве базового
элемента точнь1х оптических систем'
работающих
в проходящем
свете.
Бьтбор металлов бьтл обусловлен
требованиями'
предъявляе-
мь1ми
к
конструированию
и изготовлению металлостекляннь|х
и
металлокерамических
у3лов
электровакуумнь|х
и га3ора3ряднь|х
приборов.
||олунение качественного соединения
во
многом
обусловлено
отсутствием слоя трещин на
свариваемой поверхности
ситалла.
||оэтому поверхности
под
сварку тплифовали
или полировали
с обязательнь1м последующим химическим
полированием, обеспе-
чивающим
удаление
трещин. Ёепосредственно
перед сваркой
ситалл обез>киривали
в €€1* и обезво>кивали
в этиловом
спирте.
€вариваемьтй
металл
(в
виде
диска
толщиной 0,3-0,5
мм)
разме-
щали
ме>кду
ситалловьтми образцами.
Бакуумирование и нагрев свариваемь|х
образцов
ситалла с
ме-
таллом
в сварочной камере осуществляли
под
предварительнь1м
давлением'
равнь1м
10-15%
сварочного. Фбразць:
нагревали со
скоростью 10'€/мин. €варонное
давление
прикладь|вали
к образ-
цам
после
достих{ения
последними
температурь! сварки. €корость
охлах{дения свареннь|х образцов
8-10" €/мин.
[иффузионную
сварку
ситалла с
металлами
вь1полнял\4
т1ри
7:
670-:-800"
€;
Р
:
0,3+-1
кгс/мм2;
}: 60 мин;
Ё
:
10-3-:-
+-10_д
мм
рт.
ст.
1ермодинаминеский
а|1,ализ
пока3ал'
что соединения
ситалла
с
алюминием'
медью и инваром
возмох.(нь1 только при наличии на
металлах
окисных
пленок.
Ёе
удалось
получить соединение
инвар
+
(ш1о'
Ре'Ф',
Ре)
+
ситалл, так как на поверхности
инваРа
невозмо}кно получить прочную окисную пленку.
244
|!ри
сварке ситалла
со-115м
с медью
^&1Б
возмо>кно
соедине_
ние€ш
_|(€шФ,
€ш'Ф){с14талл.
Фднако
получение постояннь|х
окис_
нь1х
пленок
на
поверхности
меди
свя3ано
с
рядом
трулностей.
Бь:звать
образование
окиснь1х пленок'
равномернь1х
по
всей
поверхности
контакта
и постоянной
толщинь|'
на ал}оминии не
трудно.
|1оэтому
принципиально
Розможно
соединение ситалл-
ал|оминий
при
!
:500,
560, 600'(;
р:0,1;
0,|5; 0,2
кгс/мм2
и !
:45
и 60 мин.
[[ри повь|1пении
температурь| сварки
до
620"
и
давлен'1я
до
0,3
кгс/мм2 площадь
взаимодействия
увеличивается'
но
в 3оне
контакта
появляются
макро-
и микротрещинь|.
Б
зоне соединения
ситалл-металл
возникают
3начительнь|е
напря)кения'
вь|зь|вающие
растрескивание
с|1талла.
Аа>ке
при
не3начительнь1х
растягивающих
нагрузках
сварнь|е
образць:
си_
талла
с медью
через
алюминиевую
прокладку
разруш!ались
по
ситаллу
с образованием
воронкообразного
вырь1ва.
|!рименение
компенсаторов:,1з
с||талла
увеличивает
ра3мерь|
конструкции'
но значительно
повь|[пает
прочность
сварного
соеди-
нения.
Фптимальнь|м
ре)кимом
сварки
соединений
с|1талл-алюминий-
ситалл
(с компенсаторами)
следует
считать
7
:
620"
(;
р
:
:
0,3
кгс/мм';
,
:
60 мин;
Ё
:
10_4 мм
рт.
ст.
-&1еталлографинес-
кими исследованиями
таких соединений
установлено'
что
соедине_
ние качественное'
без
несплогпностей,
непроваров
и микротрещин
(см.
рис.
п-36).
||олуненньте
ре3ультать1
с
учетом
температурь1
рекристалли_
зации ситалла
(в00"
с),
вьтсокой
пластичности
алюминия
и проч-
ности его окисной
пленки
по3волили
рекомендовать
алюминие'
вую
фольгу
в качестве
технологического
подслоя
при
сварке
си_
талла с медью'
титаном
и инваром.
!,ифуз
ион н
ую
свар
ку соеди
1{ен
и я сит алл-
алюмини
й-медь-
су|талл.
проводили
в
два
этапа.
Ёа
первом
э_тапе
получень1
два
образша
ситалл-алюминий
(с*.
рис.
п-37)'
на втором
-
ситалл-алюминий
с медью.
€варку
на втором
этапе
вь1полняли
при 7
:
380, 420"
(;
р
:
0,4;0,51
0,в
кгс/мм2;
!
:
|5;30;
45 мин;
Ё
:
10_д мм
рт.
ст. }1аксимальная
прочность
полу-чена
при свзрке
на
ре)киме
!:ц20"(;
р:0,5
кгс/мм2;
!:4ь
мин
и
в_
:
10
д
мм
рт.
ст.
}}4сследования
показали'
что соединение
с14талла
с металлами
во3мо}кно при соответствующем
подборе
проме}куточнь]х
материа-
лов' имеющих
не3начительную
ра3ницу
в коффишиентах
темпе'
ратурного
рас11]ирения
с ситаллом.
€варка
керамики
,[1ифузионная
сварка
керамических
материалов с ме'
таллами наиболее
полно
разработана
для
соединений керамики
22\( и .&17 с медью'
что
свя3ано
с
1пироким
приме!{ением этих
сочетаний
в
реальнь|х
конструкциях.
245
|(ераминеские
материаль| на основе окиси
алюминия
характе-
ри3уются
вь:сокой твердостью
и низкой
пластичностью'
и эти
свойства
сохраняются в
условиях
лиффузионной
сварки.
Ёаличие
стеклофазьт'
располагающейся
преимущественно
по
границам зе_
рен
корунда'
увеличивает
деформационную
способность
кера_
мики.
3то связано
с тем' что при повь|тпеннь1х температурах
вя3-
кость стеклофазь:
на несколько
порядков
ни>ке вя3кости
двуокиси
алюминия.
|!олзунесть
керамики начинает
проявляться
при на-
греве ее
вь|1пе температурь|
1100-1300'
€. |1оэтому
фактинеский
контакт
керамики
с больтшинством металлов
при
дифузионной
сварке
формируется
преимущественно в процессе
их пластического
деформироъану|я.
Формирование
сварного
соединения
3аканчи_
вается образованием
общих
связей преимуществе|{но
координа_
ционно_ковалентного
типа, если термодинамически
возмо)кно
химическое
взаимодействие
металла
(его
окисла)
с
одним
из
окис-
лов керамики и
достигнут
необходимь:й
уровень
активации
по-
верхностей.
3нергия активации
стеклофазь: керамики
значительно
ни}|(е' чем энергия активации
окисла алюминия. ||оэтому
во3ни-
кают общие свя3и'
происходит химическое взаимодействие и
раз-
вива}отся
диффузионнь1е
процессь1' в первую
очередь по
границам
3ерен
керамики.
1(оличество
и состав стеклофазь: часто ока3ь|вают
ре|пающее
влияние
на свариваемость
ее с металлами'
так как эти
факторьт
определяют
кинетику
всех стадий процесса. ?ак, при
одинаковом
содерх(ании окиси алюминия
(около
95%) в керамиках
22\(
и
Б[_4 состав и
количество стеклофазь|
ра3личньт.
Размягчение
стек-
лофазьт в
керамике 22\( лроисходит
при более ни3ких температу-
рах'
и'
как следствие' прочность
диффу3ионного
соединения
ее
с
медью
3начительно вь!ше'
чем
прочность
керамики Б[-4 при
сварке
на тех }ке
ре)кимах.
Ёаиболее вь1сокая механическая
прочность
лиффузионньтх
соединений
различнь1х
керамических
материалов
с
медью
дости-
гается
при
содер)кании
стеклофазь: в керамике около 10-1б%.
€ушественное
влияние
на
свариваемость керамики с
металлами
оказь1вает
и ее кристаллическая
структура. Бьтсокие и стабильньте
ре3ультать|
по прочности
и
вакуумной
плотности свар1-1ь]х соедине-
ний обеспечиваются
при величине
зерна 8-16 мкм.
9величение
ра3меров
зерен
в керамике'
содерх{ащей стеклофа3у'
приводит
к
умень|шению
протях(енности
границ
и' следовательно'
участков
наиболее активного
взаимодействия.
1(роме
того' в крупг{озерни-
стой керамике
в больп_тей
степени ска3ываются поврех{дения при-
поверхностного
слоя
(трещинь:), вносимь!е
при
п_тлифовании. Фд-
нако
чрезмерное
умень1пение
величинь[ зерна сни)кает скорость
миграции
стеклофазь:
и
тормозит
ра3витие
третьей
стадии про-
цесса
сварки'
что свя3ано
с
умень1пением
диаметра
капилляров
в
реакционной
зоне.
||ри сварке с
металлами
керамики'
не
содер}кащей
стеклофазу
(например,
А-995)'
наблюдается
аналогичная
закономерность
_
246
прочность
соединений
крупнозернистой
керамики
с медью
в не_
сколько
ра3
ни)ке'
чем
мелко3ернистой.
9то
еще
ра3
доказь1вает'
что наиболее активно
процессь|
химического
в3аимодействия
про-
текают по
границам
зе|ен
(да>ке при
отсутствии
стеклофазьт)'
||ри экспериментальном
определении
оптимальнь1х
параметров
,роцёсса
диффузионной
сваркй
керамики
с металлами
за критерий
качества обьтчно
принимается
вакуумная
плотность
соединения'
его механическая
прочность
на
статический
изгиб,-
стойкость
к термоударам
и
прогревам
по
ра3личнь1м
циклам.
!,иффузион'
ную сварку
мо)кно
проводить
как
в
вакууме'
так-|1
в
среде
водо_
рода.
Ё}лйчие
окисла
на поверхности
металла облегчает
его
хи-
йи'ес*'е
взаимодействие
с
керамикой.
||оэтому
наиболее
вь1сокие
механические
показатели
соединения
достигаются'
если восста'
новительная
активность
средь|
в
сварочной
камере
не-вь1сока
и
и на
металлической
поверхности
сохраняется
тонкий
слои
окислов.
|!ри сварке
меди
с керамикой
тип9
22хс
такой
ср9Рй
мох<ет
бьтть'водород
с
'о,*ой
[осьт
5-10'(
или
формигаз
(Ё'.:
\2
:
:
1 : 3).'5^с,ериментами
по
сварке
вь|сокоглиноземистой
кера-
мики
'.:('_ээь
с
разлинньтми
металлами
(сплав н29к1в'
никель,
титан и
др.)
ус"|"овлено'
что
прочностнь1е
пока3атели
соединений,
полученнь1х
в среде
водорода.
и
в вакууме,
6лизки.
!,иффуз-ион_
ную сварку
меди
с керамикой
проводят
при
температурах,6лиз'
'й* ^ "е
т",,
!"":
[000"
с; в
этих
условиях
весьма
интенсивно
испарение
меди
в
вакууме.
3то,
с одной
сторонь|'
приводит
к очи-
стке ее
поверхности
от
окислов,
с
другой
-
к
металли3ации
вну-
тренней полости
прибора.
Рсли
первое
не)келательно
сточки3ре-
нияпрочностисварногосоединения'товтороене)келательно
с точки 3ре!{ия
эксплуатации.
.[1,ля
других
металлов
температура
сварки
3начительно
ни}ке
их температурь1
плавления;
такой
механизм
очистки
металличес-
кой поверхности
в
вакууме
}{е
является
определяютт]'им..
Б част-
ности' в
случае
сварк11
керамики
с
коррозионно_стой-кой
сталью
в среде водорода
прочностные
показатели
соединений
невь:соки,
что свя3ано
с
повь1шенной
скло[{ностью
стали
к окислению
в во_
дороде
и
слабьтм
сцеплением
толстой
пленки окисла
с основой'
-€оединения
с
удовлетворительной
пронн9!1ьР
_мо)кно
полу_
чить только
при
температуре
нагрева
вь:гше 900,
€.
Ёаиболее
вьт-
сокие поочностнь1е
пока3атели
достигаются
при
температуре
сварки :бзо-:оьо'
€,
когда
медь
обладает
высокой
пластичностью
и
/егко
деформируется
]]од
нагрузкой,
что
ускоряет
ра3витие
фактинеского
конт1кта.
Рост
сваронного
давления
так)ке
облег-
нает
формирование
контакта
поверхностей
и
их активацию,
Б
Р€_
3ультате
чего
повь11шается
прочность
соединения.
}ровень
давле-
,'й"
"".''",
1,8_2
кгс/мм2,
вероятно'
критический;
дальнейгпий
рост
нагру3ки
приводит
к ослаблению
соединения'
так как
такое
вь1сокотемпературноенагрух{ениеска3ываетсянамеханических
характеристиках
керамики.
Аналогичнь:й
эфект
имеет
место
и при
увеличении
и3отермической
вь|дер}кки
под
давлением
247
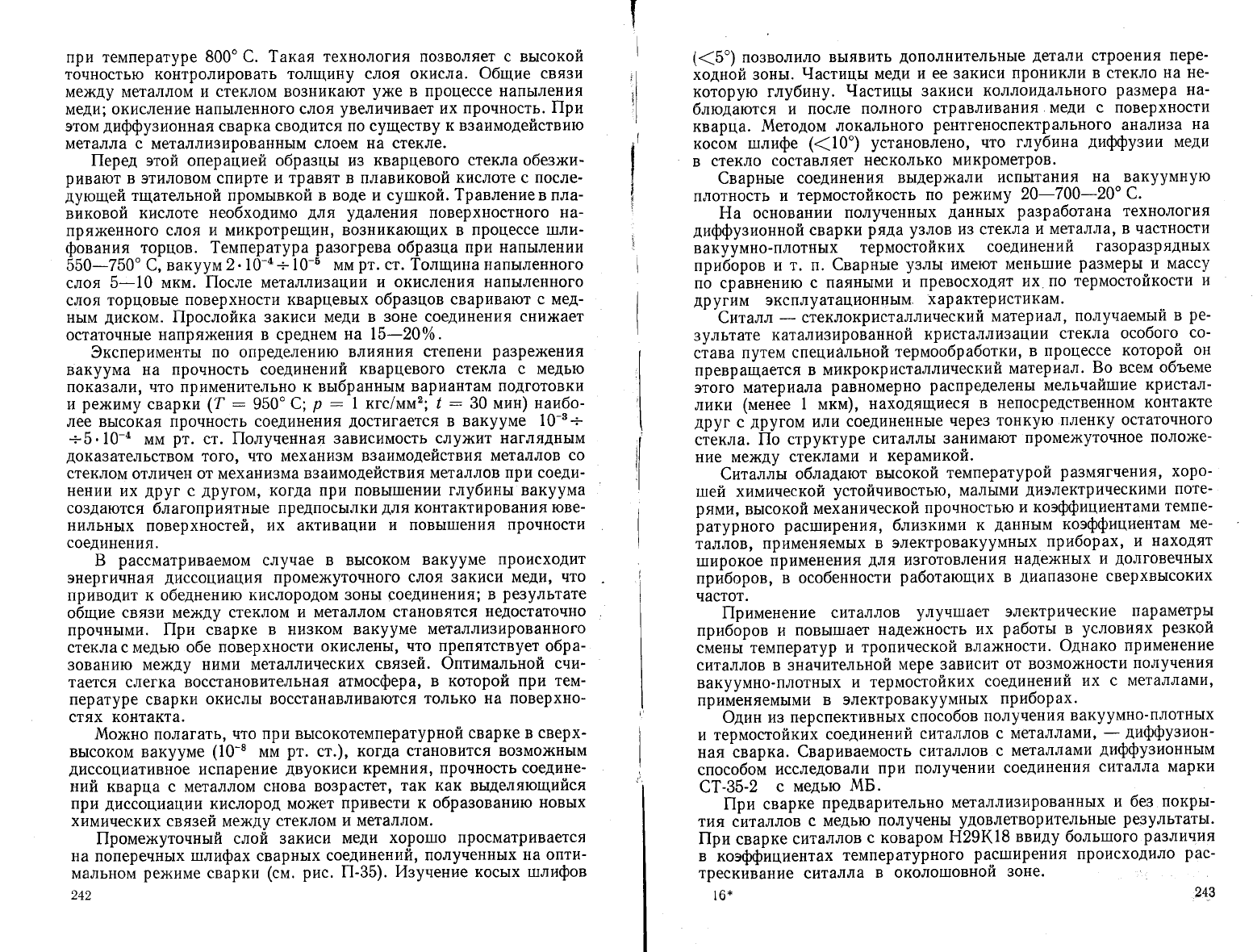
6щ
,
кес|сп2
Рцс.
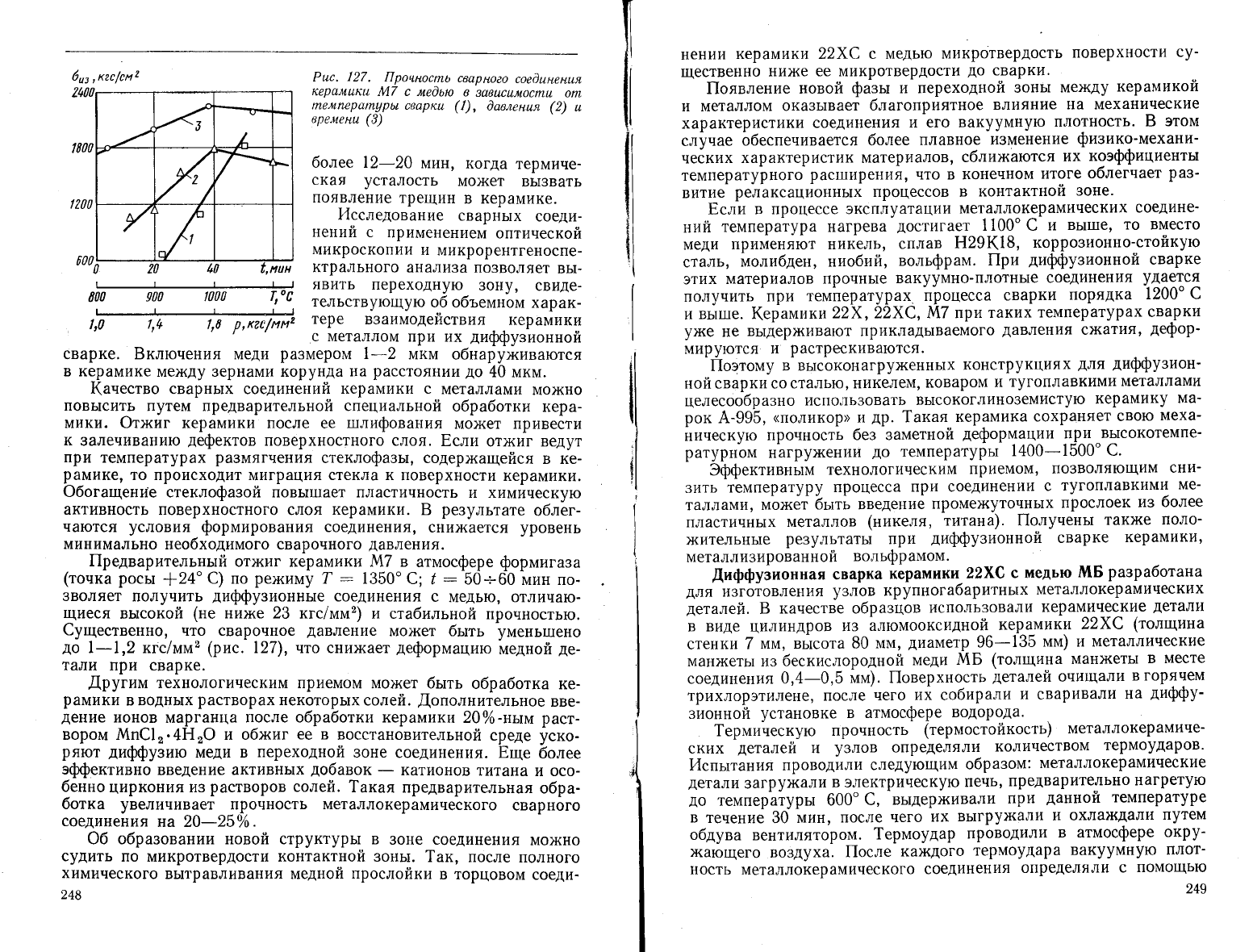
127.
|7роиностпь
св{1рноео
сое0цненсся
керамцкш
:|47 с
ме0ью в
3авцсцмос1т!ц
оп1
!пелперапуры
сваркш (1),
0авленшя
(2)
а:
временн
(3)
более 12-20
мин'
когда
термиче_
ская
усталость
мох{ет
вь1звать
появление
трещин
в керамике.
}4сследование
сварнь1х
соеди-
нений
с
применением
ог]тической
микроскопии
и
микрорентгеноспе-
ктрального
анали3а
позволяет
вь1_
00й
;.т;."'"
;;ж;#;#3'"33}'";
-"Ё##:
щ
1,0
|,4
1,0
р,кас/пм2
тере
в3аимодеиствия
-
-керамики
с металлом
при их
дифузионной
сварке. Бключения меди
размером
1-2
мкм
обнару>киваются
в керамике
ме){<ду зер}{ами корунда
на
расстоя!{ии
до
40
мкм.
1(анество
сварнь|х соединений
керамики с
металлами
мо}кно
повь|сить
путем предварительной специальной
обработки
кера-
мики. Фт>киг
керамики после ее
тплифования
мо){<ет привести
к
залечиванию
дефектов
поверхностного слоя.
Рсли
отх{иг ведут
при
температурах
размягчения
стеклофа3ь1' содержащейся
в ке-
рамике'
то происходит
миграция
стекла к
поверхности
керамики.
Фбогащение
стеклофазой повьтшает пластичность
и химическую
активность
поверхностного слоя
керамики.
Б
результате
облег-
чаются
условия формирования
соединения'
сни)кается
уровень
минимально
необходимого сварочного
давления.
||редварительнь:й
от}киг керамики .&17 в
атмосфере
формигаза
(тонка
рось:
{24"
€) по
ре>киму
7
:
1350"
€;
1
:
50+_60
мин по-
3воляет
получить
диффузионнь1е
соединения
с
медью' отличаю_
||циеся
высокой
(не
ни>ке
23 кгс/мм2) и стабильной
пронностью.
€ущественно,
что сварочное
давление
мо}кет бь:ть
умень1пено
до
|-!,2 кгс/мм2
(рис.
\27), что сних(ает
дефрмашию
медной
де_
тали
при сварке.
Аругим
технологическим приемом
мо)кет бьтть
обработка
ке-
рамики
в водньтх
растворах
некоторь1х
солей.
!,ополнительное
вве-
дение
ионов
марганца
после обработки керамики
20%_ньтм
раст_
вором .:11п€1'.4н2о и об>киг
ее в
восстановительной
среде
уско_
ряют
диффузию
меди
в
переходной
зоне
соединения. Бще
более
эфективно
введение
активнь1х
добавок
-
катионов
титана
и осо-
бенно
циркония
из
растворов
солей.
|акая
предварительная
обра-
ботка
увеличивает
прочность
металлокерамического
сварного
соединения
на 20-25о/о.
Фб образовании новой структуры в
зоне соединения
можно
судить
по микротвердости контактной зоньт.
1ак,
после полного
химического
вь|травлиъа|1ия медной
прослойки
в торцовом
соеди_
248
нении
керамики 22хс с медью
микротвердость
поверхности
су-
щественно
ни)ке
ее микротвердости
до
сварки.
|1оявление
новой
фазь:
и переходной
3онь{
ме)кду
керамикой
и металлом
ока3ь1вает
благоприятное
влияние
на механические
характеристики
соединения
и его вакуумную
плотность.
Б этом
слунае
обеспечивается
более
плавное
и3менение
физико_механи_
ческих
характеристик материалов,
сбли)каются
их
коэффициенть1
температурного
рас11]ирения'
что в конечном
итоге
облегнает
раз_
витие
релаксационнь|х
процессов в
контактной
зоне.
Бсли
в процессе эксплуатации
металлокерамических
соедине'
ний
температура нагрева
достигает
1 100' с
и
вь|1пе'
то вместо
меди
применяют никель'
сплав
н29к1в'
корро3ионно-стойкую
сталь'
йолибден, нио6ий,
вольфрам.
||ри
дифузионной
сварке
этих
материалов прочнь1е
вакуумно-плотнь1е
соединения
удается
получить
при
температурах
процесса
сварки
порядка
1200" с
и
вь]1пе. |(ерамики
22х'22хс, }17 при
таких
температурах
сварки
у}ке
не
вь1дер)кивают прикладь!ваемого
давления
с>катия'
дефор'
мируются и
растрескиваются.
[|оэтому
в вь1соконагру}(еннь1х
конструкциях
для
диффузион_
нойсварки состалью'
никелем'
коваром
и
тугоплавкими
металлами
целесообразно
исполь3овать
вь1сокоглино3емистую
керамику
ма-
рок
А-995,
(поликор)
и
др.
1акая
керамика
сохраняет
свою
меха-
ническую
прочность
без заметгтой
леформации
пРи
^высокотемпе_
ратурном
нагру)кении
до
температурь1
1400_1500'
с.
3ффективнь]м
технологическим
приемом'
по3воляющим
сни-
зить
температуру
процесса
при соединении
с
тугоплавкими
ме_
таллами'
мох<ёт
6ьтть введение
проме>куточнь1х
прослоек
из
более
пластичнь1х
металлов
(никеля,
титана). |1олуненьт
так}ке
поло-
х{ительць1е
ре3ультать|
при
диффузионной
сварке
керамики'
металли3ированной
вольфрамом.
!иффузионная
сварка
керамики
22\|
с медью
!}1Б
разра6отана
для
изготовления
у3лов
крупногабаритнь{х
металлокерамических
деталей.
Б
качестве образцов
исполь3овали
керамические
детали
в виде
цилиндров
из
алюмооксидной
керамики
22хс
(толщина
стенки
7
мм, высота 30
мм,
диаметр
96-135
мм) и металлические
ман)кеть1 из бескислородной
меди
.&1Б
(толщина
ман)кеть1
в месте
соединения 0,4-0,5
мм). ||оверхность
деталей
очищали
вгорячем
трихлорэтилене, после
чего
их
со6ирали
и
сваривали
на
диффу-
зионной
установке
в атмосфере
водорода.
1ерминескую
прочность
(термостойкость)
металлокерамиче_
ских
деталей
и
у3лов
определяли
количеством
термоударов.
}4спьттания проводили
следующим
образом:
металлокерамические
детали
загру)кали
в электрическую
печь'
предварительно
нагретую
до
темпера}урьт
600'€,
вьтдер>к14вали
при
данной
температуре
в
течение
30
мин,
после чего
их
вь1гру}кали
и охла}|(дали
путем
обдува
вентилятором.
1ермоудар
провод|1л\4
в атмосфере
окру_
х{ающего
во3духа.
|1осле
ка)кдого
термоудара
вакуумную
плот_
ность
металлокерамического
соединения
ог1ределяли
с
помощью
249
*
гелиевого течеискателя.
йспьттан|1я
\!а
термоудар
проводили
на
металлокерамических
деталях
и
у3лах,
и3готовленпьтх
диффузион-
ной сваркой при
ра3личнь]х
технологических
рех(имах.
€
увелинением
давления
на свариваемь1е
детали
при постоян-
нь1х
температуре
и времени
вь|дер}кки
термостойкость
соединения
керамики
с металлом
во3растала'
а
3атем
плавно
сни}калась.
3еличина
оптимального
давления
составляет
2-2,2
кгс/мм2.
€нихсение термостойкости
при
увеличении
давления
свьт1пе
2,2
кгс|мм2
объясняется
ра3ру1пающим
воздействием,нагру3ки
на
соединяемь1е
детали.
|1роисходит
вь|давлива|{ие
меди'
утонение
ее
в 3оне соединения
€
увелинением
температурь]
сварки
при постоянном
давлении
и времени
вь|дерх(ки
термостойкость
соединения керамики
с ме-
таллом возрастает
до
температурьт
1000'€,
а при температуре
вьтгпе 1040'
€
резко
падает.
€ни>кёние термостойкоёти
объясняется
увеличением
пластичности
меди' что приводит
к ее
утонению
в
3оне соединения
под воздействием
прило>кенного
давления.
Фптимальная
величина
температурьт
сварки находится
в
пределах
1000_1020"
с.
€
увелинением
времени
вь1дер)кки
термостойкость металлоке-
рамического
соединения
резко
увеличивается
и при вь]дерх{ке
20-45
мин
стабили3ируется.
^&1ох<но
предполо)кить'
что
при
6олее
длительной
вьцер)кке
во3мох{но
сних(ение термостойкости ме-
таллокерамического
соединения из-3а
устал-остньтх
свойств
ма_
териалов.
1аким
образом,
оптимальную величину вь|дер)кки
при
данной
температуре
следует
рекомендовать
равной
20-25 мин.
3
результате
проведенной
работьт установлен
оптимальньтй
технологический
рех{им
диффузионной
сварки крупногабаритнь|х
металлокерамических
у3лов.
Аля
керамических
деталей
22хс
диаметром
96-135 мм и меди
мБ
т
:
1000-:- 1020'
€;
Р
:
2+
-+2,2
кгс|м!+т2;
[
:
20_2Б
мин;
скорость
нагрева
10-15ъ
€/мин;
скорость
охла}кдения
3-10'€/мин;
общее время
нагрева
60-70
и
охла}кдения
120 мин.
Больтпое
3начение
для
получения
наде)кньтх крупногабаритньтх
металлокерамических
соединений
имеет
скорость охла)кдения от
температурь|
сварки
до
50, €
(температурь|
вь1грузки
деталей
из
пени). €корость
охлах{дения
от температурь1
сварки
до
700" €
составляет
3
-г
5'
€/мин и
от 700
до
50' с 5-10' €/мин.
Разработаннь:й
технологический
рех(им
диффузионной
сварки
металлокерамических
узлов
внедрен
в прои3водство.
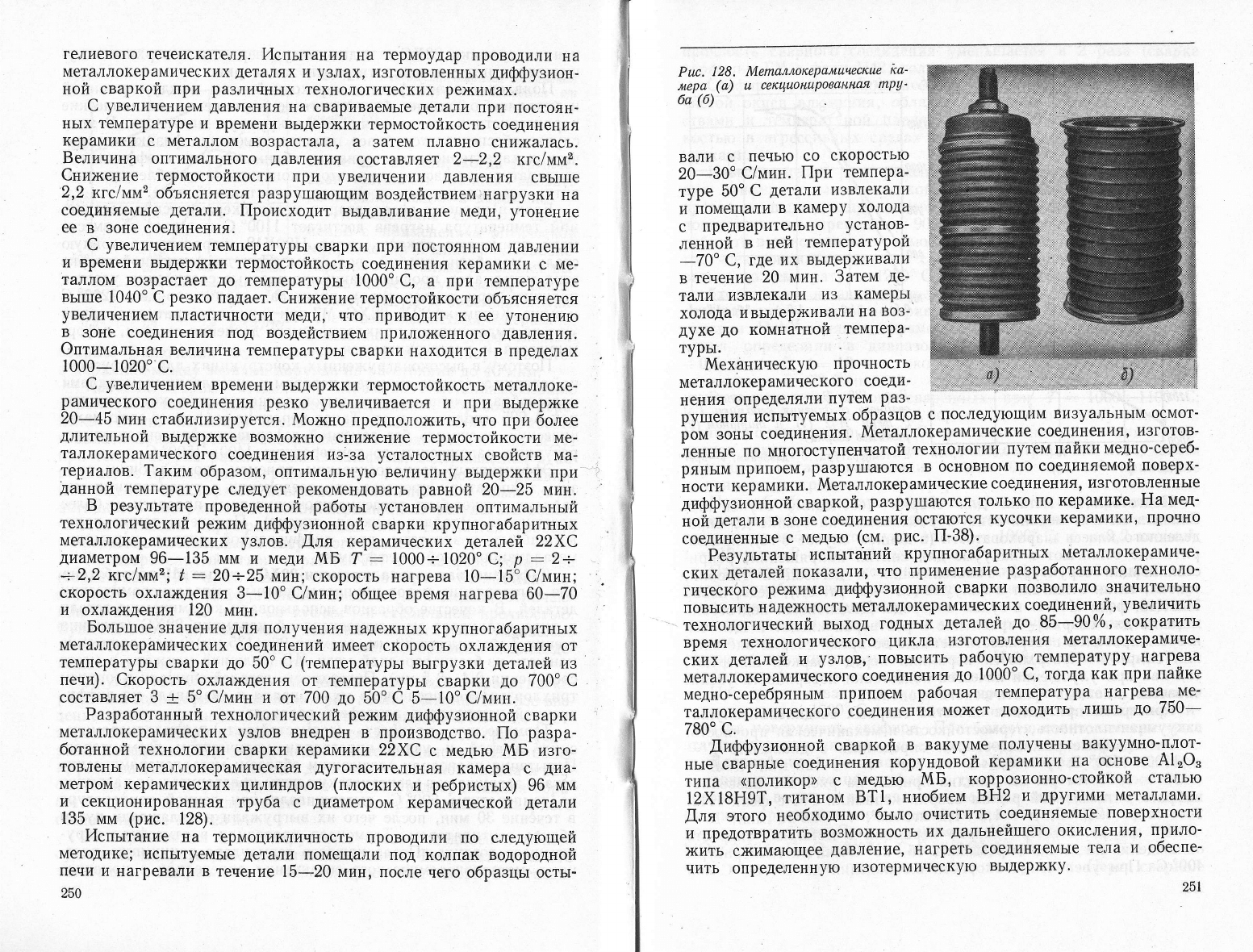
|1о
ра3ра-
ботанной технологии
сварки
керамики
22хс
с
медью }1Б изго_
товлень1
металлокерамическая
дугогасительная
камера
с
диа-
метрой
керамических
цилиндров
(плоских
и
ре6ристьтх)
96
мм
и-
секционированная
труба с
диаметром
керамической
детали
135 мм
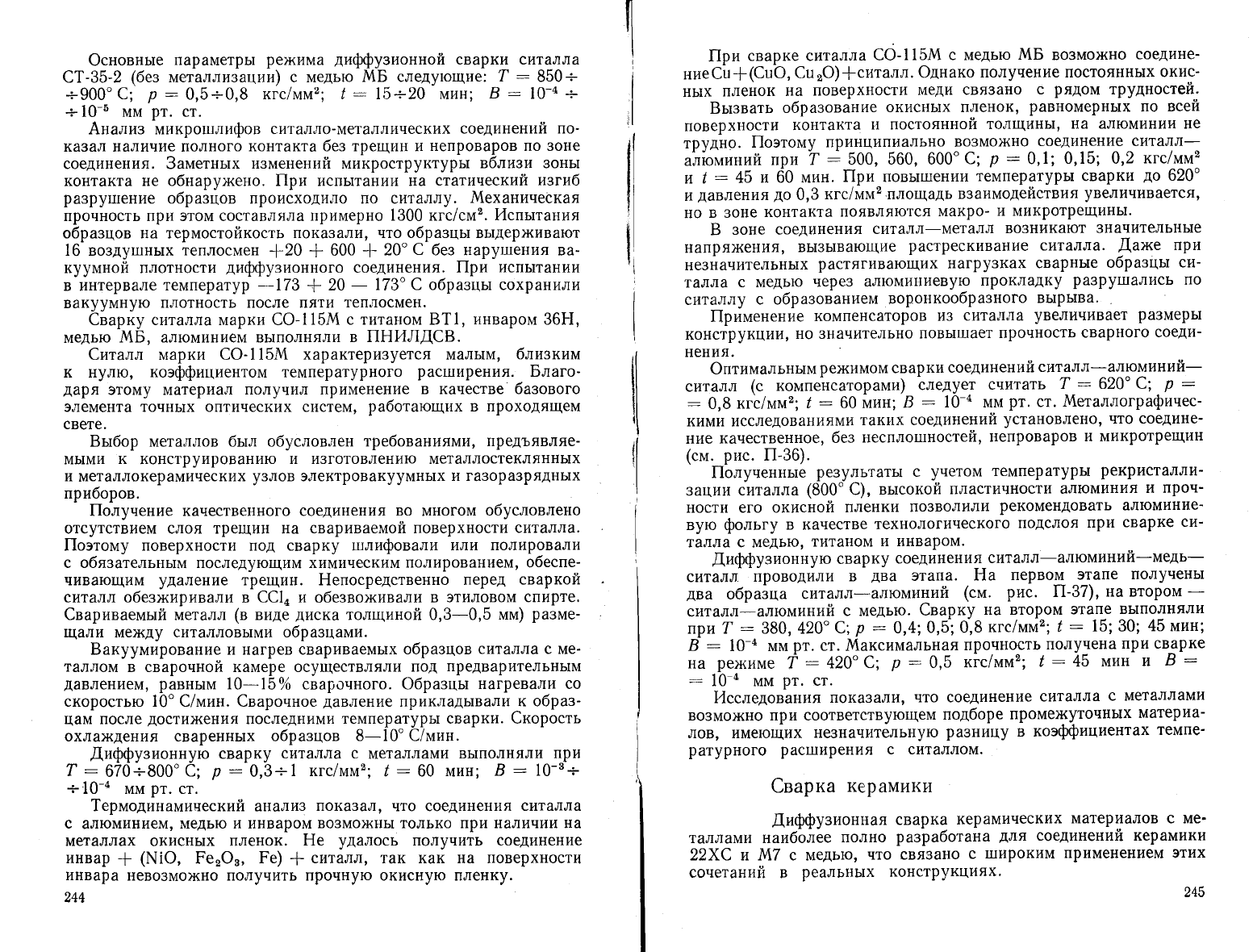
(рис.
128).
йспьттание
на термоцикличность
проводили
по следующей
методике;
испь1туемь1е
детали
помещали
под
колпак водородной
печи
и
нагревали в течение
15..--20
мин' после
него образшы
ость|-
2б0
Рцс'
128. /|1етпаллокерамцческце
ка-
мера
(а)
1!
секц!]онцровонная
пр!'
ба
(б)
вали
с
печью
со
скоростью
20-30"
€/мин.
||ри
темпера-
туре
50'
€
детали
извлекали
и помещали
в
камеру
холода
с
предварительно
установ-
ленной
в
ней
температурой
-70'
с,
где
их
вьтдерх(ивали
в течение
20 мин.
3атем
де-
тали
и3влекали
из камерь]
холода
ивь1дерх{ивали
на
воз-
духе
до
комнатной
темпера-
турь1.
/!1еханинескую
прочность
металлокерамического
соеди-
нения
определяли
путем
ра3_
ру1шения
испь1туемьтх
образцов
с
последующим
визуальнь1м
осмот-
р!:м
зоньт
соединения.
}1еталлокерамические
соединеь|ия'
и3готов-
леннь1е
по многоступеннатой
тех!гологии
путем пайки
медпо-сереб-
рянь1м
припоем'
разру1паются
в основном
по соединяемой
поверх'
н
ости
кер
амики.
}1еталлокер
амические
соединен
ия' и3готов_леннь|е
диффузи6нной
сваркой,
разру:'шаются
только
по керамике.
Ёа
мед-
ной
детали
в 3оне
соединения
остаются
кусочки
керамики'
прочно
соединеннь1е
с
медью
(см.
рис.
п-3в).
Результатьт
испьттаний
крупногабаритнь1х
-
металлокерамиче-
ских
дёталей
показали'
что
применение
разработанного
техноло-
гического
рех(има
диффузионной
сварки
по3волило
3начительно
повьтсить н
адехш ость
металлокер
амических
соединен
ий'
увел
ичить
технологический
вь|ход
годнь1х
деталей
до
85-90%'
сократить
время
технологического
цикла
и3готовле!{ия
металлокерамиче_
сйих
деталей
и
у3лов''
повь1сить
рабоную-температуру
нагрева
металлокерамического
соединения
до
1000'6, тогда
как
при пайке
медно-серебрянь1м
припоем
рабочая
температура нагрева
ме'
таллокерамического
соединения
мох(ет
доходить
ли1пь
до
760-
780" с.
,|1иффузионной
сваркой
в вакууме
получень1
вакуумно-плот-
нь:е свфь'е
соединения
корундо!зой
керамики
на
основе
А1
,Ф,
типа
(поликор)
с
медью
мБ, корро3ионно'стойкой
сталью
12х18н9т,
титаном
Б11, нио6ием
3Ё2
и
другими
металлами.
Аля
этого
необходимо
бьтло
очистить
соединяемь1е
поверхности
и предотвратить
возмо}кность
их
дальнейшего
окисления'
прило-
х(ить сх(имающее
давление'
нагреть
соединяемь1е
тела
и обеспе-
чить
определенную
изотермическую
вьтдер)кку.
251
6ц1' зас1нп2
6,', кес|см2
2-,7.,
//,
/
4
/
1200
а)
700
|
0,5 ?,0
р,ксс/сн2
оц1,
ксс|сн2
1
400
1000
10
15
[,нцн
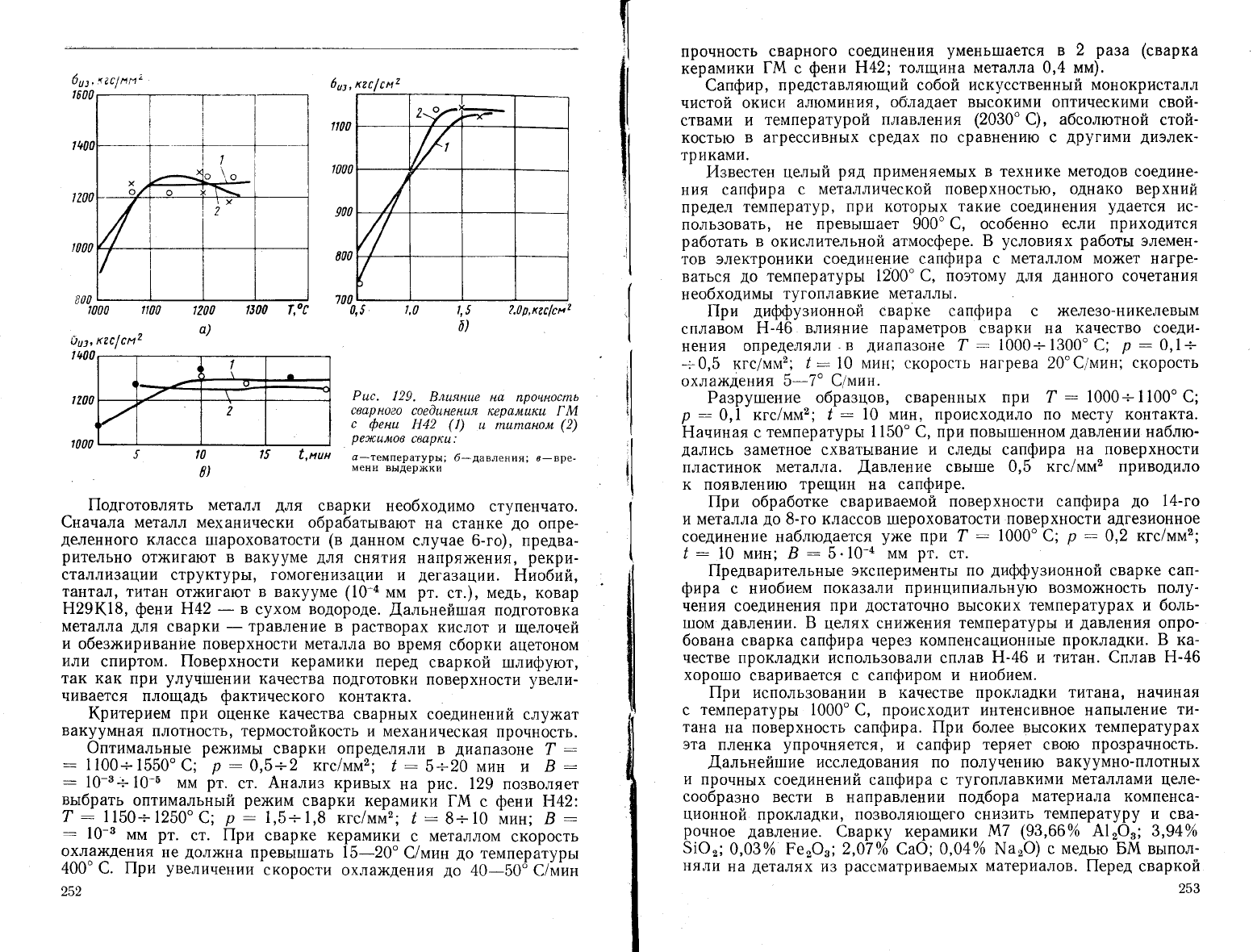
с-температурьт;
б-давления;
6-вре-
п
мени
вь!держки
|1одготовлять металл
для
сварки необходимо
ступенчато.
€начала металл механически о6ра6ать|вают
на
станке
до
опре-
деленного
класса 1пароховатости
(в
данном
случае 6_го), предва-
рительно
отх{игают
в
вакууме
для
снятия
напрях(ения'
рекри-
сталли3ации
структурь|' гомогенизации
и
дегазации.
Ёиобий,
тантал' титан
от}кигают в вакууме (10-ц
мм
рт.
ст.), медь' ковар
н29к18,
фени
Ё42
-
в
сухом водороде.
!,альнейтпая
подготовка
металла
для
сварки
-
травление
в
растворах
кислот
и
щелочей
и обе3х{иривание
поверхности
металла
во время
сборки ацетоном
или
спиртом. |1оверхности
керамики
перед
сваркой тплифуют,
так как
при
улуч1пении
качества
подготовки
поверхности
увели-
чивается площадь
фактинеского
контакта.
|(ритерием
при
оценке
качества
сварнь1х соединений
слух(ат
вакуумная
плотность' термостойкость и
механическая
прочность.
Фптимальнь1е
ре}кимь|
сварки
определяли
в
диапа3оне
7
:
:
1100+.1550"
€;
Р
:0,5_2
кгс/мм2;
!:5+20 мин
и Б
:
:
10_3
:
10_6 мм
рт.
ст.
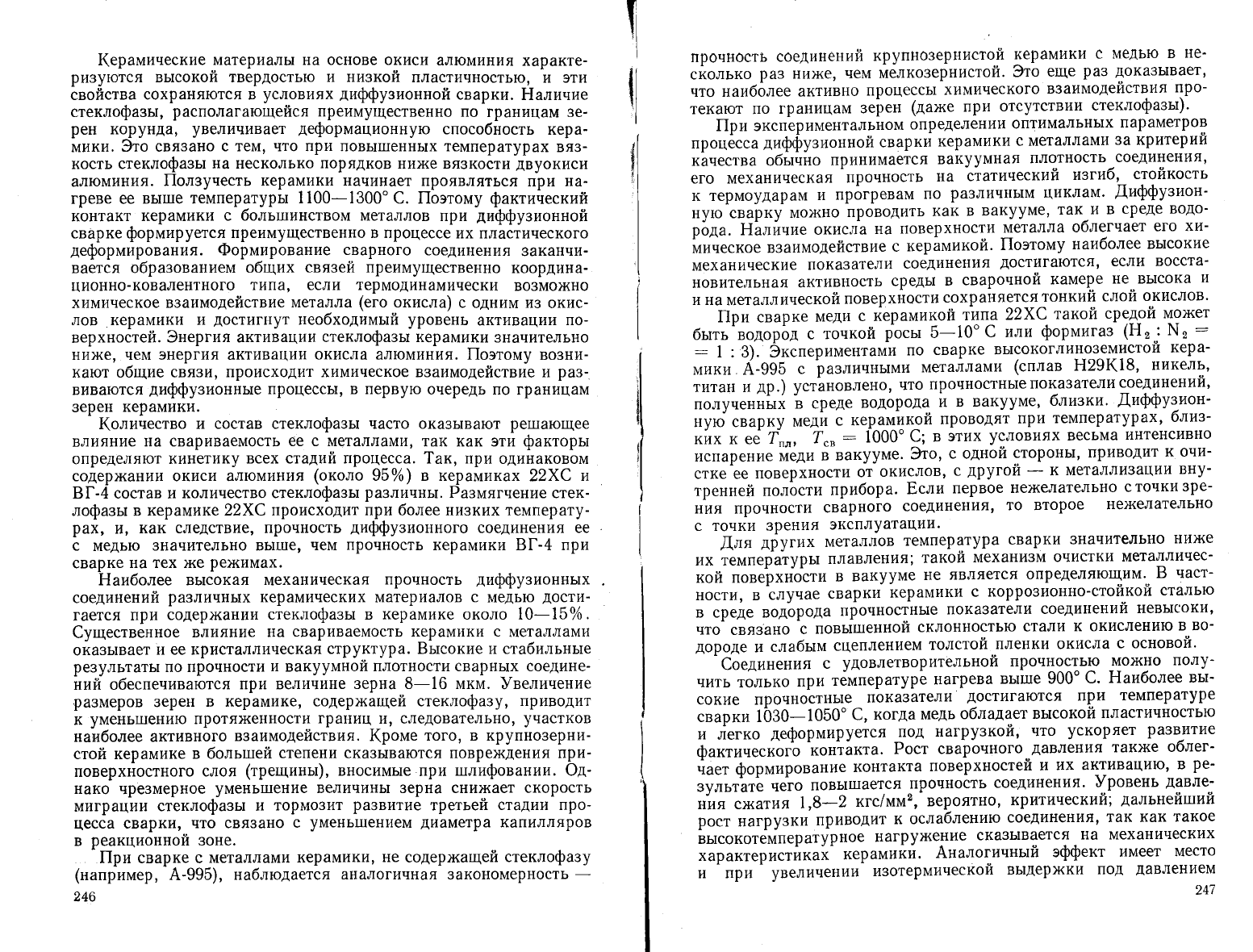
Анализ кривь1х
на
рис.
129
позволяет
вьтбрать
оптимальнь1й
ре>ким
сварки керамики
[}1
с
фени
Ё42:
т: |150-1250'(;
р:1,5;-1,8
кгс/мм2;
|:8_;-10
мин; 6:
:
10-3
мм
рт.
ст.
|[ри
сварке керамики
с
металлом
скорость
охла)кдения
не
долх<на
превь1шать
15-20"
€/мин
до
температурь1
400" с.
|!ри
увеличении
скорости
охла}кдения
до
40-5о6
с/йин
252
прочность
сварного
соединения
уменьшается
в 2
ра3а
(сварка
керамики
[}1 с
фени
Ё42;
толщина
металла 0,4 мм).
€апфир,
представляющий собой
искусственнь:й монокристалл
чистой окиси
алюминия,
обладает вь!сокими оптическими
свой-
ствами
и
температурой
плавлен|1я (2030'с)' абсолютной
стой-
костью в агрессивньтх
средах по сравнению с
другими
диэлек-
триками.
]4звестен
цельтй
ряд
применяемь]х в технике
методов
соедине-
|1ия
сапфира
с
металлической поверхностью, однако
верхний
предел
температур'
!!Р}} которь|х такие соединения
удается
ис-
пользовать'
не
превь;1пает
900"
с, особенно
если приходится
работать
в
окислительной
атмосфере.
Б
условиях работьт
элемен-
тов электроники соединение
сапфира с
металлом мох{ет
нагре-
ваться
до
температурьт
1200" €, поэтому
для данного
сочетания
необходимьт
тугоплавкие
металль1.
|1ри
дифузионной
сварке сапфира с
)келе3о-никелевь1м
сплавом
н-46
влияние параметров
сварки на
качество соеди-
нения определяли
-в
диапа3оне
7
:
1000-:- 1300"
€;
Р
:
0, 1-:-
_0,5 кгс/мм2;
|:
10
ш1иг(; скорость нагрева 20"(|мин;
скорость
охла)кдения
5-7'
(|мин.
Разругпение образцов, свареннь1х
при 7:
1000_1100'€;
Р
:0,1
кгс/мм2;
/
:
10 мин' г1роисходило по месту контакта.
Ёачиная с
температурьт
1 150'
€,
при повь]1пенном
давлении
наблю-
дались
заметное
схвать1вание
и
следь1 сапфира
на поверхности
пластинок металла.
.[[авление
свь11пе
0,5 кгс/мм2 приводило
к появлению
трещин
на сапфире.
||ри обработке свариваемой
поверхности сапфира
до
14-го
и металла
до
8_го классов ]'1]ероховатости
поверхности адге3ионное
соединение наблюдается
у)ке
при
7
:
1000"
(;
р
:0,2
кгс/мм2;
/
:
10 мин; Ё
:
5.10_д мм
рт.
ст.
||редварительнь1е
эксперименть1 по
дифузионной
сварке сап-
фира
с ниобием
показали принципиальную
во3мо)кность
полу-
че1{ия
соединения
при
достаточно
вь1соких температурах и боль-
1пом
давлении.3
целях
сни}кения
температурь1 и
давления
опро-
бована сварка сапфира через
компенсационнь1е прокладки. Б
ка-
честве
прокладки использовали сплав
Ё-46 и
титан.
€плав
Ё-46
хоро1по
сваривается с сапфиром
и
ниобием.
|1ри
исполь3овании
в качестве прокладки
титана'
начиная
с
температурьт
1000"
€,
происходит интенсивное напь1ление
ти-
тана
на
поверхность
сапфира.
||ри более
вь1соких температурах
эта
пленка
упрочняется'
и
сапфир
теряет свою
про3рачность.
Аальнейгпие
исследования по получению
вакуумно-плотнь|х
и
прочнь]х
соединений
сапфира с
тугоплавкими
металлами
целе-
сообразно
вести в направлении
подбора
материала компенса-
ционной
прокладки' позволяющего сни3ить
температуру
и
сва-
рочное
давление.
€варку
керамики
м7
(93'66%
А1'Ф';
3,94о/о
51Ф';
0,03% Ре'Ф';
2,07о/о
(аФ;0,04о/о
!х1а'Ф)
с медью Б^&1 вьтпол-
няли
на
деталях
и3
рассматриваемь!х
материалов. |!еред
сваркой
25з
1,0
1,5
о)
|
1
Рцс'
129'
Блцянце на
процнос!т[ь
сварноео
сое0соненшя
керамшкш [!\4
с
фенш
н42
(1)
т+ тпштпаном
(2)
реэ|сц]'4ов
сваркц:
/
2
предварительно
протравленнь1е
меднь1е
дета_лц
подвергали от_
)кигу
в среде
водорода
при температуре
600" 6.
}1аксимальная
прочность
вакуумно-плот1{ого
сварного соеди_
нения
получена на
ог1тимальном
рех{име
7
:
1050'€;
р
:
:
1,3 кгс/мм2;
[
:
15 мин
(в
среде
водорода).
Бакуумно-плотнь1е
соединения
не
удавалось
получить вплоть
до
температурь!
нагрева
900'€,
при
давлении
менее 1 кгс/мм2.
€
увелинением
давления
свь11пе
1,8 кгс/мм2
прочность сварного
соединения
падает;
увеличение
времени
вь|дер)кки
более 15 мин
так)ке
уменьт]]ает
прочность.
|!олуненньте сварнь1е
соединения
_
стойкие
к термоудару
(100%
свареннь!х
образцов
вь1дерх(али
83 термоцикла
без нару1пения
вакуумной
плотности).
Большое
влияние
на
прочность сварного
соединения
ока3ь1вает
фазовь:й
состав
керамики.
}казанная
вь11пе прочность
получена на кера_
мике
с
величиной кристалла 6-10
мкм'
количеством стеклофазь:
\\-1,4о/о.
(
увелинением
величинь| кристалла
прочность сварного
соединения
умень1пается.
}хуАгшение
качества
обработки
контакт'
ной
поверхности
керамики
(ни>ке
у7)
такх<е
сних(ает
прочность
сварного
соединения.
|(ерамику
}17 сваривали с
коваром' никелем'
молибденом
и
другими
металлами чере3
проме)куточ11ь1е
медньте
прокладки.
|{араметрьт процесса сварки
при этом соответствовали
параметрам
сварки
керамики }17 с
медью.
(ачество
получаемь]х
сварньтх
соединений
керамики
}17
с
медью почти
в 2
раза
превосходило
качество паянь|х соединений.
€вариваемость
керамических
деталей
на
основе
двуокиси
циркония
исследовали
на
поль1х
цилиндрических
образцах
из
двуокиси
циркония'
ста6илизпрованной
окисью
кальция илп
скандия'
диаметром
22 мм, вьтсотой 30
мм и толщиной стенки
1
мм.
Б качестве
проме}кутонной
прокладки
применяли
платину
и
ни-
кель в виде
фольги
толщиной 0,1_0,2
мм.
(онтактньле
поверхности
керамики перед сваркой
обрабать:-
вали
до
8-го класса 1пероховатости
поверх1{ости
и
кипятили
в
щелочном
растворе
в течение 3 в.
|!роклад1<|1 |43
платиньт обез-
)киривали перед сваркой
в €€1*,
прокладки из никеля
"гравил\4
в
Ё\Ф3
и такх(е обез>киривали
в
сс14.
|1ри
температуре
1070' с
наблюдалось
и3менение
кристалли-
ческой
решетки
керамики на основе
циркония,
сопровох(дав'
1пееся
умень1пением
объема на
7
о/о
.
в
свя3и
с этим
вьтбор
скорости нагрева
и охла)кдения
с
точки 3рения
целостности
соединения
играет
существенную
роль.
Ёапример, при на-
греве
со скоростью
30'
€/мин
керамика
растрескивалась.
|!редварительнь1е
исследования
показали' что
оптимальная
скорость нагрева
и охла>кде}1ия
керамики
составляет
10'
€/мин.
.[|ля
сварки
образшов
керамики
исследовали
рех(имь1:
т
:
:
1150-+'1300'€;
Р
:0,2_0,3
кгс7мм2; [
:5-20
мин; в
:
:
10_{ мм
рт.
ст.
254
||ри
сварке
в графитовом экране происходило
ра3ру1пение
керамики
-
она
превращалась в поротпок.
3то
мо}кно
объяснить
тем'
что при использовании
маслянь1х
средств откачки
получае-
мьтй в
камере вакуум обладает восстановительнь|ми
свойствами.
}}4спользование
графита в. качестве экрана
усиливает
восстано-
вительнь1е
свойства средь1' поэтому при
температуре
сварки
1150_1300'€
возмох<но
восстановление окиси
циркония
в ва-
кууме.
3того
не происходит при
нагреве
в молибденовом
экра}!е.
Б
связи с
повь11|]енной
хрупкостью
керамики
на основе
дву-
окиси
циркония
больтпое
3начение
имеет
вьтбор
оптимального
3начения
давления.
}довлетворительнь1е
результать1
получень1
при
давлении
0,3 кгс/мм2, что объясняется
вь1сокими
пластиче-
скими
свойствами материалов проме)куточньтх прокладок.
Ёемалова>кное
3начение имеет толщина проме)куточнь1х
про-
кладок.
|1ри толщине
прокладок мень1ше 0,8 мм трещинь1 на
керамике
в
3оне соединения
на наблюдаются.
[1ри толщине
про-
кладки
более
0,8
мм
она
начинает
играть
роль
самостоятельного
элемента
конструкции
с присущими ему
физико-механическими
свойствами.
€варка
оптической керамики
Фптическая
керамика представляет
собой
класс искус_
ственно
полученнь1х
поликристаллических горячепрессованнь1х
материалов' прозрачнь1х
в видимом и инфракрасном
участках
спектра.
3то
однофазовая керамика
на
основе
фторидов
щелочно-
земельнь|х металлов'
халькогенидов
цинк{
и кадмия, некоторь1х
окислов. 3ти материаль1
по своим оптическим свойствам соответ-
ствуют
монокристаллам'
но
их термомеханические
свойства
вь11пе'
чем
у
монокристаллов.
14з
них
и3готовляют лин3ь|' окна,
фильтрьт
и
другие детали.
||о
физинеским
свойствам
эти
соединения занимают проме>ку_
точное
место ме)|(ду
полупроводниками и
диэлектриками.
}{естко-
направленньтй характер ковалентнь1х
свя3ей
в
кристаллической
ре!петке
обусловливает их хрупкость при комнатной температуре.
€пособность
к пластическому
формоизменению
оптические кера-
мики
приобретают
при нагреве
до
температур 700-900'с. Бь:тпе
порога
хрупкости
они
деформируются
по механизму ползучести
с
довольно
вьтсокой
скоростью'
что приводит к бьтстрому
форми-
рованию
фактинеского
контакта и интенсивной
активации поверх-
ности
керамики
при
диффузионной
сварке с
металлами.
Ёаиболее
подробно и3учена свариваемость
с
металлами
оптиче-
ской
керам|\ки
на основе сульфида
цинка.
|1олуненньте
3акономер-
ности
в
определенной степени применимьт
и к сварке
других
опти-
ческих
керамик. Фтличительная
особенность
технологии
сварки
-
необходимость
проведения процесса
не
в вакууме'
а
в
инертной
газовой
среде'
так как в вакууме при
температурах
сварки
ме)кду
металлом
и
оптической
керамикой
протекают
реакции
с образо-
265
т
!!
ванием га3ообра3нь1х
продуктов' приводящих
к вь1травливанию
обоих
материалов.
Бакуумйо-плотнь]е
соединения сульфида
цинка
с
медью
и
сплавом
н29к18 получень1
при
сварке
в аргоне на
рокиме
7
:
:
850"
(;
р
:
0,8-:-
1 кгс/мм2; !
:
40
мин. Бь:6ор
ука3аннь!х
металлов
для дифузионной
сварки обусловлен необходимостью
максимального
сни)кения
напря)кений,
возникающих
в
соедине-
|1ии
11з-за
разности
коэфициентов температурного
рас1пирения
керамики
и
металла.
Фтносительно низкий
уровень
напря>кений
при сварке
со сплавом
н29к18 обеспечивается совпадением
коэффишиентов
температурного
рас1пирения
керамики
и металла
при
температурах
ни)ке
точки 1(юри сплава. |[ри сварке
х<е
с
медью
эффективная
релаксация
напря)кений
мох<ет протекать
путем
пластической
деформации
тонкой медной манх(еть]
("е
более
0,5
мм).
|1ротекание
прямь]х
реакций
(окислительно-восстановитель-
ного
типа) ме}кду сульфидом
цинка
и металлами' названнь1ми
вь|1ше'
в
условиях
сварки нево3мох(но'
поскольку сродство
цинка
к сере
при всех
температурах
остается
более
вь:соким. Фбразова-
ние
)ке
сварного
соединения
происходит за счет
растворения
керамики с образованием
твердь1х
растворов
ее
элементов
(шинка
и
серьт)
в
свариваемом
металле. |1ринем
равновесная
концентра-
ция
твердь|х
растворов
при
сварке с
медью
составляет
7о/о, а п|и
сварке
с коваром
-
2о/о при температуре сварки.
1акая
малая концентрация твердого
раствора'
по-видимому'
недостаточна
для
формирования
переходного слоя, обеспечива-
ющего
постепенное
изменение
физико-химических
свойств от
керамики
к металлу. |1ровность соединений'
полученнь1х
по вьт1пе-
приведенному
рел(иму'
составляет
30-90% прочности
керамики.
[1оэтому
для
повь]1пения прочности сварного соединения
рекомен-
дуется
предварительное
сульфидирование
поверхности металла
перед сваркой.
3ксперименть1 по сварке с сульфидом
цинка
предварительно
сульфилированнь1х
в
многосернистом аммонии образцов
меди,
х(еле3а
и ковара
показали' что прочность соединения
достигает
прочности
керамики.
Разрутшение
соединений
происходит по
керамике.
€ульфидирование позволяет сократить
врещя при оди-
наковь|х
температурах примерно
в
2
раза.
€огласно
исследованиям
Р. А. }1усина, технологически
|\
экономически
целесообразно
вь!полнение
некоторь!х
конструк-
ций,
например
оптических
окон,
с
применением горячего прес-
сования
поро1]тка' т. е.
и3готовления оптической
керамики с
при-
вариванием
ее к металлу.
в период
нагрева люминфорного
по-
ро1пка
сульфида
цинка
со свариваемь1м
металлом
на
поверхности
последнего
образуется
сульфидная
пленка
благодаря наличию
в
поро1|1ке 2п5 некоторого
количества
свободной серь1
и
серо-
водорода'
обусловленнь:х
технологией полунения
ука3анного
люминофора. €ледовательно,
при
совмещенном
процессе спе'
256
циального
сульфидирова|\у1я
металла не
требуется.
Ёе требуется
так'(е проведения
трудоемких
операций подготовки
керамики
к
сварке.
|!рименение
вь1соких
давлений
прессования исключает
в этом
случае
использование
для
сварки
вь1сокопластичной
меди.
|1о-
этому металлические
элементь1
для
сварки,
совмещенной с
полу-
чением оптической
керамики, изготовляют
из
сплава Ё29(18.
.[|авление
горячего
прессования' на
порядок превь11пающее при-
нятое
лля лиффузионной
сварки'
мо)кет привести к заметной
деформации
металлического
элемента
окна. Фднако
проведение
процесса
в пресс-формах со3дает
условия,
при которь!х
металл
находится
в
состоянии,
близком
к всестороннему с}катию.
|1оэтому
уп{ень1пение
толщинь1
ман)кеть! происходит не более' чем на
до-
пустимую
величину
-
10-15%.
|!ри сборке
пресс-формь1
металлическую
деталь
-
ман>т{ету
или обойму
укладь1вают
в специальное гнездо'
вь1точенное
точно
по ее конфигурации.
3атем
в
пресс-форму 3ась|пают
до3ированное
количество
поро11]ка сульфида
цинка.
[|ресс-форму
устанавливают
в вакуумную камеру сваронной
установки
и производят холодное
прессование под небольтпим
давлением
(200
кгс/см')
дл"
некото-
рого уплотнения
поро1пка'
после чего процесс
ведут
на
ре){{име
горячего
прессования керамики
7п3: 7
:
850'
(;
р
:2500
кгс/см2;
|
:20
мин; Ё
:
10_3 мм
рт.
ст.
Аля
сних{ения
напря>кений,
возн}1кающих из-за
разности
коэффишиентов
температурного
рас-
1пирения керамики и сплава
н29к1в охла)кдение
до
500'€
ведут
со скоростью 5-7'
€/мин,
далее
10-15'€/мин.
|акая технология по3воляет
получить
в
одном
цикле
око-
1печнь]е конструкции
торцового и охвать]вающего
типа. 1ермо-
циклирование
(20 термоциклов)
без нару1пения
вакуумной плот-
ности
вьтдер>кали
100%
окон
охвать1вающего
типа.
Фкна тор-
цового
типа вь1дер>1<ивал:г1 без
потери вакуумной
плотности
4_
5
термоциклов.
€варка
полупроводниковь|х
материалов
Бьтстрьтй
рост
полупроводникового
приборостроения
потребовал
создания
новой
технологии и оборулования
для
мон-
та)ка
и
сборки
элементов
приборов методами
пайки
и сварки.
||олупроводниковь]е керамические материаль|,
и3готовляемь1е
на
основе 7пФ-|\Ф, и А1'Ф'-51с-51,
можно
использовать
в
со-
четании с
металлами только при
условии
сохранения
исходнь1х
электрофизических
и механических характеристик
керамики
после
получения
соединения.,г|егко
восстанавливающиеся
7пФ
и 5!€ исключают
во3мох{ность
сварки
этих
керамик
в
восстано-
вительной
атмосфере.
||рименение
диффузионной
сварки
позволило получить надех(-
нь1е соединения
полупроводниковь|х
материалов
с титаном
911-1
и
нихромом
!,20Ё30.
.[1ля
сохранения
исходнь|х характеристик
\7
н. Ф.
ка!акоз
257
керамики
температура
нагрева
ее
не
дол}кна
г1ревь]шать
.800'
с'
Б
}тих
условия{
удовлетворительное
развитие
стадий
диффузион-
ноЁ:
свйрки
(формироват:ие
фактического
контакта'
активации
и
х,1мическое
в3аимодействие)
мо}кно
'
обеспечить
применением
пластичной
проме>кутояной
прослойки
химически
оса)кденного
никеля.
||ри
соединении
керамики
на
-основе
7пФ-||Ф,
с
титаном
у)ке
в процессе
""
никелирования
формируется
Факт11е_чй
кон-
1акт,
а
при
сварке
возникают
химические
свя3и'
5авер1пается
образованйе
соединения
формированием
контакта
и
химическим
вз!имодействием
ме}(ду
никелевь1м
покрь1тием
и
титаном'
!!9'у-
чение
качественн,'х
'с'ед""ений
обеспечивает
сварка
при
т
-
:7ьо'(;'р:1,5
кгс/см2;
/:
15
ми|!
4
:^1ц'
]т1м
рт.
с'г.
|1ри
св1рке
керамики
на
основе
А12о3-51с-5!
с лихромом
налич}1е
в ее составе
кремния
облегчает
образование
общих
свя-
зей
в
контакте'
поэтойу
процесс
мо}кно
вести
без
применения
прош|е)куточнь|х
прокладок.
Ёо
использование
п!ок;'!&.т|к]'{
оса)к-
дённого
никеля
по3воляет
снизить
температуру
сварки
на
100'
и процесс
мо}кно
вь1полнять
по
рех(иму'
приведенному
вь1ше.
€варка
полупроводниковь1х
кристаллов
кремния
с
медь1о
и моли6деном
вес!ма
затруднена
в свя3и
с
тем,
что
соединяемь1е
материаль1
имеют
существенное
ра3личие
в
физинеских
и
химиче-
ских
свойст"ах,
их
энергия
активации
поверхностной
диффузии
'Ё''Бдй,!й'"а.
|1ри
пони)кеннь1х
температурах
-сварки
т
:
':
1ф*о,+)
7',
6той
энергии
недостаточно'
чтобь:
образовать
монолитное
соединение
даннь1х
разнороднь|х
материалов'
||оэтому
для
интенсификации
диффузионнь1х
процессов
поверхности дета_
|ей
никелировали.
3атем
в)кигали
никель
для
увеличения
проч-
ности
покрь1тия
и снятия
внутренн_их
напря)кений
и
подвергали
3олочению
гальваническим
путем.
}1едную
детзль^
никели!овали'
т;;й;;;
"окрь:тий
на
соединяемьтх
деталях
6-3
мкм'
Бсе
три
детали
и3
кремния,
молибдена
и меди
сваривали
одновременно
в
одном
приспособлении.
"
Бйй*,,'диффузионной
сварки"
т
:
150_450"
€,
р
:
0'1*
-;-3,5
кгс/мм2;
!
:
10-:-60
мин.
|1они>кептие
температурь1
сварки
с
370'
до
150'€,
повьтшение
д.,'",""
до
3,5
кгс/йм',-
'зремени
сварки
до
120
мин не
позволило
1,''у,"',
диффузионного
соединения'
Фтсюда
мо)кно
сделать
вьтвод,чтовакуумиудельнь|еусу|л|4ятакойвеличиньтнеока3ь1-
вают
существенного
ъл:!4яну1я
на
получение
диф!339ннь1х
соеди_
нений
даннь1х
материалов
при
температурах
0,371,.,
так
как
в
этом
интервале
температур
мала
интенсивность дифузионньтх
процессов
(}мплитуда
тепловь1х
колебаний
атомов
не3начитель_
"',")-
д'"
ёозда"""
монолитного
соединения.
Ёа
поверхности
соединяемь1х
материалов
остаются
еще
слои
окислов'
прочно
связанньте
с
мета!лами
и
препятствующие
взаимЁой
диффузии
атомов.
258
Бьтсокое
удельное
с)кимающее
усилие
приводит
к
трещ14нам
в
кремнии'
|1ри соприкосновении
золочень1х
поверхностей
крем_
н|4я
|4 молибдена
имеются микронеровности'
которь1е при
сх{има-
ющем
усил|1||
вь|зь1вают
развитие
трещин
в тонкой кремниевой
пластинке.
(>кимающее
усилие
вь1зь1вает
появле}]ие
больтлого
количества
дислокаций
в
кремнии,
которь1е
вь1ходят на
поверх-
ность
и'
с одной сторонь|'
увеличивают
скорость
диффузии,
а с
дру_
гой
-
приводят к его
пластической
деформации
с
появлениеп{
источников
3аро)кдения
микротрещин'
развивающихся
в микро'
трещинь1.
Аля
умень1пения
влияния
микронеровностей
и
увеличения
равномерности удельного усилия
применяли
медную
и алюминие_
вую прокладк||' а так)ке
поро1шок
А1
2о3
или слюду.
Анализ
3ависимости
прочности соединения
от
длительности
вь1дерх{ки пока3ал' что
прочное
соединение
никелированной
меди с золочень1м
(никелированнь:м)
молибденом
образуется
в те_
чение
20
мин,
в то время
как
ме>кду 3олочень1м
(никелированньтм)
молибденом
и
3олочень1м
кремнием
-
только
в течение
60
мин.
[1оэтому
оптимальнь1м
ре)кимом
сварки
молибдена
с
медью
и
кремнием
следует
считать т
:
370" €;
р
:2
кгс/мм2;
Ё
:
60
мин
и Б
:
10_3 мм
рт.
ст.
}1еталлографинеское исследование
3онь1
соединения
3олоченого
молибдена
с
золочень1м
кремнием показало'
что на
границе
ра3_
дела
образуется
эвтектика' где преобладает
граничная
и поверх_
ностная
диффузия.
}олщина слоя образующейся
эвтектики
не3начительт{а
за
счет сх(имающего
усилия'
которое вь1тесняет
ли1шнюю
массу
эвтектического сплава из-под
кремния'
со3давая
вокруг
него
эвтектическу1о
полоску. при
диффузионном
соединении
никели_
рованного
молибдена
-
золоченого
кремния
природа
образова'
|{ия
соединения
та
)ке'
что и
в
предьтдущем
случае..Фтсюда
мо)кно
сделать
вь1вод' что
на
качес{во
и прочность
диффузионного
со_
единения э"[их материалов 3олочение
существенного
влцян||я
не
оказь1вает. |]оэтому
исключение этой
операции
из существу-
ющей
технологии
уменьшит
трудоемкость
и сэкономит
драго_
ценнь:й
материал.
|1о гранг:г1е
ра3дела
диффузионного
соединен1'|я
никелирован_
ная
медь
-
никелированньтй
молибден
непровар
не наблюдался.
Ёепродол>кительность
сварки объясняется
бьтстротой
взаимной
диффузии
соприкасающихся
никелированнь1х
поверхностей.
||рон-
ность
увел!|чивается
3а счет
в}кигания никеля
в
молибден.
}зльт полупроводниковьтх приборов'
полученнь1е
диффузион-
ной
сваркой,
вьтдер>кали
тринадцатикратное
термоциклирование.
[ля
интенсификации
дифу3ионнь1х
процессов
молибден
|4
кремний сваривали с применением серебрянь!х
покрьттий
и про-
кладок
лри|
:
400-* 1100"
€;
Р
:
0,5-:-30
кгс1мм2; /:5-:-60
мин.
|1окрьттие
толщиной 6-8
мкм наносили на
молибденовь|е тштифтьт
химическим
и
гальваническим
способом.
(еребряньте
прокладки
\7*
259