Казаков Н.Ф. Диффузионная сварка материалов
Подождите немного. Документ загружается.

водоэлектрические
течеискатели'
испь1тания
сх(ать1м
воцухом
с
обмазкой
1пва
мь1льной
водой,
испь1тания
керосином;
3)
лля
внутренних
дефектов
применять
ультразвуковую
дефектоскопию'
рентгенографирование'
гаммаграфирование.
_
)/льтразвуковой
контроль
основан на способности
ультразвука
отра)каться
от
поверхности
разделяющей
средь1
с
различнь|ми
акустическими
свойствами;
его
исполь3уют
для
обнарух<ения
маль1х
дефектов:
непроваров
и трещин. €
помощью
ультразвука
мох{но
с
достаточной
достоверностью
обнару>кивать
структурнь!е
изменения
материала
в зоне
свариваемь1х поверхностей.
.[|.ля
контроля
сварнь1х
соединений
лиффузионной
сваркой
в
вакууме
исполь3уют
способьт,
основаннь1е
на
капиллярнь|х
явлениях'-
люминесцентную
и
цветную дефектоскопии'
|4х лри-
меняют
для
вь]яв.цения
поверхностньтх
дефектов.
!увствитель_
ность
люминесцентного
способа
контроля
3ависит
от
многих
факторов: рода
применяемого
люминесцентного
вещества;
тол-
щинь1
его слоя;
способности
проникать
в мельчайтлие
полост|'{
дефектов;
вида
|1 мощности
источника
люминесценции
и
т. п.
||еред люминесцентньтм
контролем
сварнь|е
у3ль1
_
очищают
ацетоном
или бензином.
Аля
полного
заполнения
дефектов
на
всто глубину люминесцирующим
веществом
сварнь1е
у3ль|
подо_
гревают
до
темг!ературьт
50-60'
€, затем
покрь1вают
люминесци-
рующим
веществом.
3а счет охла)кдения
во3духа
холоднь|м
люми}{есцирующим
веществом
его объем
в полости
дефекта
умень1т]ается
и еще более
заполняется
люминофором.
|]осле
вь1дер)кки
в_ванне с
.пюминофором
в
течение
20-40
мин
сварнь1е
у3ль]
вь1нимают
и промь1вают
поверхность
водой.
[{осле
су1шки
их покрь|вают
(проявляющим>
поро1пком
-
та,цьком
и
после вьтдер>ккй
10_15
мин
подвергают
ультрафиолетово-му
облу-
чени1о.
Фсматривают
детали
в
3атемненном
поме1т\ении.
^9^увстви-
тельность
способа:
раскрь]тие
дефектов
более 0,010-0,005
мм,
глубина
дефектов
более
0,03-0,04
мм.
|!ри
цветном
способе
контроля на
контролируемую
поверх-
ность наносят
слой
подкра1ленной
>кидкости,
например
смеси
керосина
с
,ттегким
минеральнь1м
маслом.
}(идкость
проникает
в
трещинь|' после чего'
как
и
при люминесцентном
способе,
ее
удаляют
с
поверхности
и3делия. Ёа
чистую поверхность
наносят
адсорбирующий поро111ок.
|1одкрагшенная
}кидкость
вь!ходит
на
поверхность
и
вь|являет
тем
самь!м
место
располо)кения
дефекта.
|(онтроль непроницаемости
проводят с
целью
проверки
плот-
ности
и прочности сварнь|х
11]вов. |1ри
гидравлических
испь1та-
ниях
со3дают
давления'
равнь1е
1,5-2
рабоним.
!(идкость
за-
полняет весь объем
изделия
без
воздутпнь|х
мешков,
опаснь1х
при во3мо)кном
ра3ру1пени14
14здел14я
в процессе
испь!тания.
3ремя вь]дер)кки изделий
под
давлением
так}(е
определяется
пра-
вилами
приемки.
280
||ри пневматических испьттаниях
и3делия
наполняют
во3ду-
хом
до
установленного
техническими
условиями
давления.
3ону
сварки смачивают
мьтльной водой
(раствор
250-300 г
60%-ного
хозяйственного мь]ла на 10 л водьт) и по
появлению
пу3ь|рей
в
3оне сварки определяют неплотности.
йасс-спектрометринеский
способ
применяют
для
проверки
изделий
на
вакуумную плотность; он основан
на
способности
обнарух<ивать
присутствие гелия в воздухе' проникающем чере3
неплотности сварного соединения' с
помощью гелиевьтх
течеиска-
телей.
.[1,ля
проверки и3делия' представляющие собой замкнуть:й
объем, присоединяют к течеискателю и обдувают
пробнь:м га3ом.
9астицьт пробного газа' проник1пие чере3
течь' попадают в ка-
меру масс-спектрометра' где
регистрируются
приборами. }[асс-
спектрометрияеский
контроль возмо)кно
проводить при комнат-
ной
и повьт]'пеннь|х
температурах.
677
16
[1ром
ь|1шленное
применен
ие
!.иффузионную
сварку
наиболее
целесообразно
при-
менять
в следующих
случаях:
для
и3готовления
деталеи
в
виде
композиций
из
различнь1х
материалов'
часто
ре3ко
ра3личаю-
щихся
своими
составом
и
свойствами
и
поэтому
трудно
подда_
ющихся
соединению
или вовсе
не сваривающихся
с
помощью
других
видов
сварки
и пайки;
при
и3готовлении
деталей,
у3лов
и изделцй
сло>кной
конфигурашии
!43
ра3нороднь|х
материалов
-
металль1
с
керамикой,
керйетами'
стеклом'
кварцем,
графитом,
полупроводниками'
ситаллом
и
т.
п.'
которь!е
нево3мо)кно
ка-
чественно
соединить
ни
одним
и3 и3вестньтх
способов
сварки.'
а
во многих
случаях
и лай'ки;
в процессе
получения
соединений
с
больтпой
размерной
точностью'
исключающей
последующую
механическую
обработку;
при
со3дании
новь1х
компо3итнь1х
материалов
и
более
слох{нь1х
многослойньтх
композиций,
соче|ающих
в себе
разнообразньте
свойства
составляющих
их
металлов'
сплавов
и неметаллов;
в
диффузионной
металлургии'
совмещающей
диффузио}1ную
сварку
со спеканием
поро1пков
или прокаткой;'при
и3готовлении
составной
металлической
детали
с
целью
экономии
более
дефицитного
и более
дорогого
материала.
Фборулование
для
дифузионной
сварки
сравн.ительно
не-
сло)кное
и недорогое.
Б
ийдивидуальном'
мелкосерийном
и
опь1т-
ном
производстве
исполь3уют
универсальнь|е
сварочньте
диффу_
зионнь|е
вакуумнь1е
установйи
(сдву). Ах сравнительно
легко
т|ереналах(ива|ь
при
изменении
размеров
свариваемьтх
деталей.
||$ошесс
диффузионной
сварки
-
вь|сокопроизводительньтй.
-&1а-
кси'ал,н,:й'экономический
-эффект
от его
внедрения
мох<ет
бьтть
получен
в массовом
или крупносерийном
прои3водстве
при
и3го-
товлении
деталей
относительно
крупнь|ми
партиями
||л14
|Руппо-
вь1м методом
(без
значительной
переналадки-установки).
Б этих
случаях
необходимо
использовать
многоместнь1е
приспособления,
полуавтомать|
или автомать1.
!,ля
иллюстрации
во3мо'{ностей
диффузионной
сварки
ни)ке
приведень!
примерь|
ее
промь]шленного
исполь3ования.
282
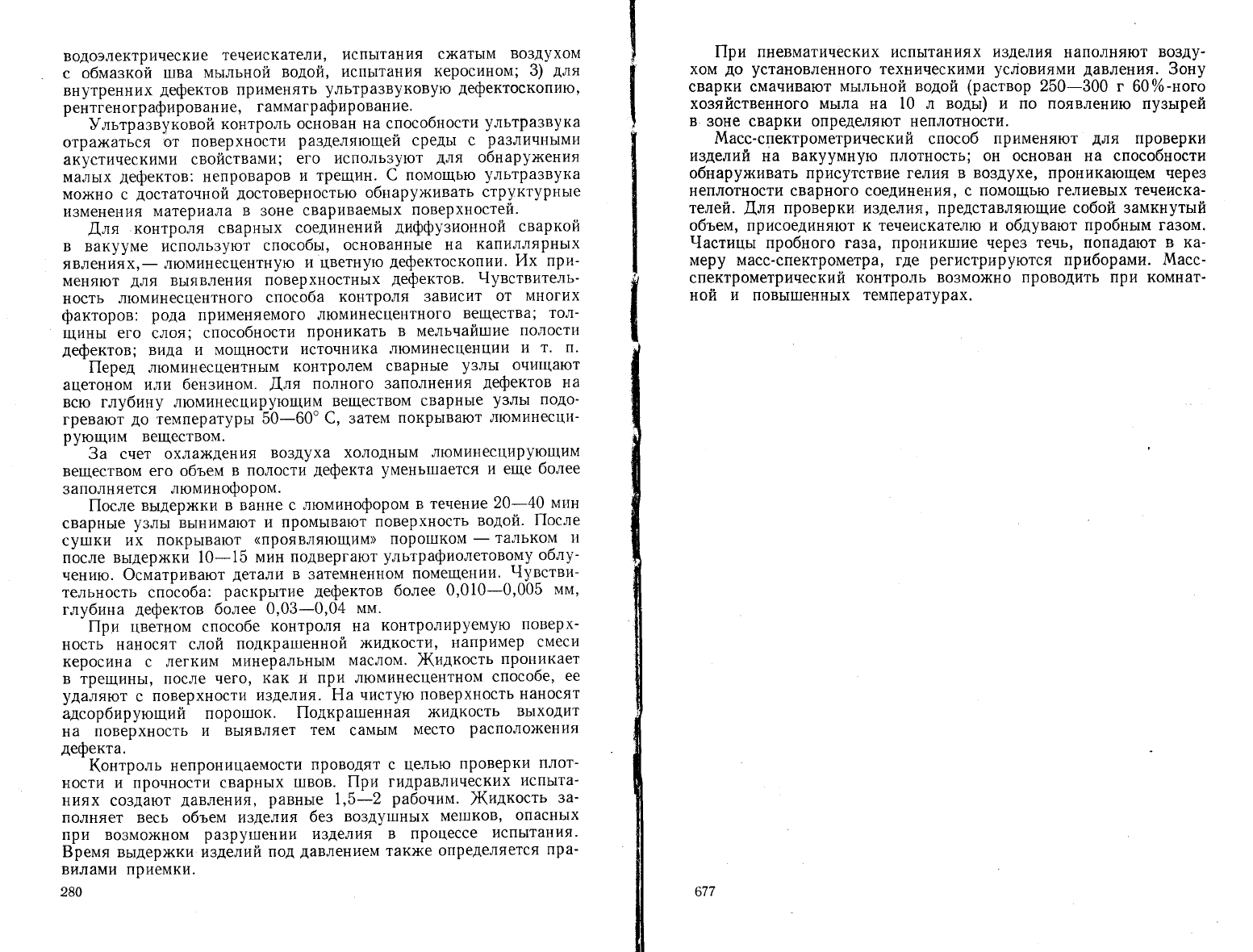
*-Ртлс.
138.
||рьобор 0ля
еазооюц0ко-
'.
с/пноео анол!]:]с|
Рцс,
139.
!,лтлнномерньте
порцспь!е
'
пруоы
1
Ршс,
1Ф. [(аркасьс
элекпрома2н[!п-
нь!х
катпц11!ек:
?:--сталь э10
+,12х1вн!0т;
б_сталь
э10
+
Бр.х0'8
+
12х|8н!0т
Разработана технология
диффузионного
соеди}{ения пористого
спеченного
и3^елия
из
никеля с
коррозионно-стойкой сталью
для
со3дания
пористого
фильтра'
применяемого в
приборе газо-
х(идкостного
анали3а.
Ранее в
приборе газо)кидкостного
аналт4за
стоял
'сетчатьтй
фильтр
сар>кевого сплетения.
3амена его на
по-
ристое
спеченное
изделие по3волила
со3дать принципиально
1:овь:й
прибор. ||ористьтй
элемент
устанавливают
в
о6орудование
взрь1во3ащить['
обеспечивающее
взрьтвобезопасность
3агазован-
нь1х производственнь1х
помещений
(рис.
138).
Ёа нефтеперерабатьлвающих
и химичеёких комбинатах
для
очистки
х<идкостей
и
газов
применяют
патроннь|е
фильтрьт,
осна-
щеннь|е
спеченньтми
пористьтми
трубами
(рис.
139).
Аля
полуве-
ния
длинномернь!х'(от
1 м
и более) труб
с
равномерно
распрёде'
ленной пористостью по
всей
длине
тре6уется
сло}кное
и
дорого-
стоят11ее
оборудование. Ёаиболее
распространеннь1е
методь1 соеди'
нения спеченнь1х
фильтрующих
элементов
-
сварка'
иногда
пайка,
склеиЁание,
завалБт|овка.
(ушествующие
методь]
не обес-
печивают наде)кности соединения
пористь1х
спеченнь|х
элементов.
|!ористьте
трубьт
ра3ру1|]аютея
|\3-3а контакта
соединяемь1х
эле-
ментов'
нал|\чия
окиёйой пленки в
зоне
нагрева' нарушения
по-
ристости.
Р1збех<ать
этого
позволяет
способ
диффузионной
сварки
в
вакууме, Бнедрен
технологический
процесс
дифузионной
283
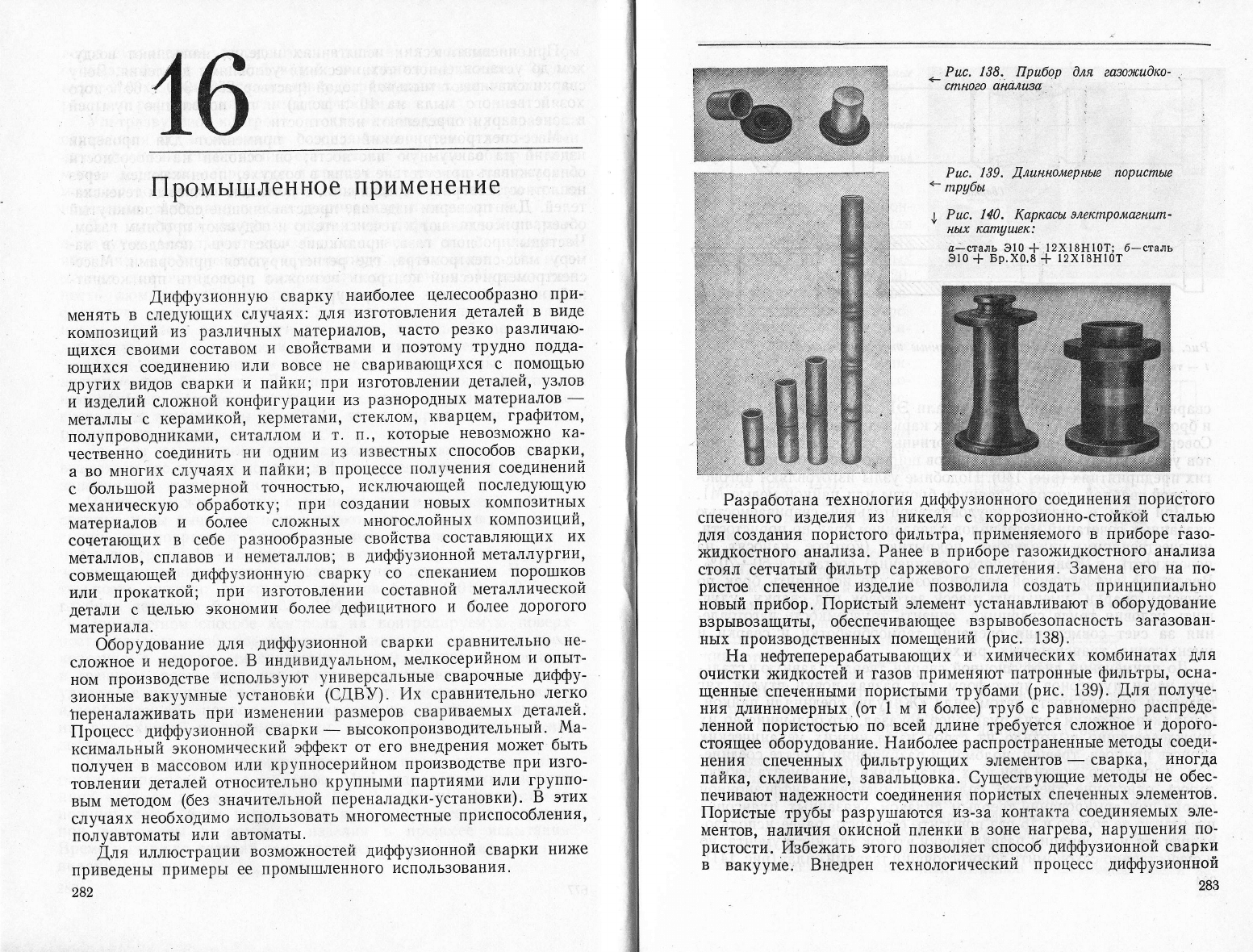
Ршс.
!4|', [!уансоны
пресс'форм'
армцровоннь||
гпвер0ьам сплаво14:
,
*
твердый сплав;
2
-
сталь
сварки
в
вакууме
материалов
стали
310
со
сталью
12х18н10т
и
бронзой
Бр.1,0'8
применительно
к каркасам
магнитных
кату1пек'
€овершенно
один
аков
ь\е
у1л|1 аналогичнь1е
кар
кась| электромагни
-
тов
ука3аннь|х
сочетаний
материалов
1пироко
применяются
на мно_
гих !тредпр||ятиях
(рис.
140).
|!одобньте
у3ль]
и3готовл-яют
арго-ч9_
дуговьй
сЁаркой,
мётодом
з,аливки
бронзьт
или лайкой
медью
}11.
'
||ри
этой
в связи
с неудовлетворительной
свариваемостью
.указанньтх
сочетаний
материалов
плавлением
брак
по
пористости'
некачественному
никелевому
покрьттию
(которое
наносят__на
.поверхность
в
3оне
сварного
соединения)
сос+аълял
50
70о/о,
Бнедрение
дифузионной^
сварки
позволило
исключить
брак
по
качеству
сварки'
умень1пить
массу
3аготовок
под
сварку'
улуч-
шить
условия
труда
сварщика'
снизить
трудоемкость
и3готовле_-
ъ|ия 3а
счет
совмещения
операций
термообработки
14 сварки
и
уменьшения
транспортнь|х
расходов.
-
Ао
применения
диффузионной
сварки
твердосплавнуюиё?а.|!Б:
ную
части
пуансонов
пресс-форм
для--развальцовки
втулот
т1г
додвески
3аднего
моста
автомобиля
<{игули>
соединяли
пайкой.
Фпыт
эксплуатац14|4та1\их
пуансонов
показал'
что
бодьтпинство
их
пре)кдевременновь1ходилои3строяи3-3ани3кихмеханических
свойств
припоев'
трещин'
поломок
и
разру1шения
в
месте
соедине-
ния.
|(ройе того,
по''и
при
всех
видах
пайки
инструмента
наблю-
далось
окисление
тверл6го
сплава.
|1рименение
диффузибнной
'сварки
при
армирован|ти
твердь1м
сплавом..
ука3аннь|х
пуансонов
.позволило
не только
в 15
раз
повь|сить
стойкость
ранее
исполь3о'
:Рав1шегося
на
операции
ра3вальцовки
втулок тяг
инструмента'
но
и
существенно
сэко}{омить
дорогостоящий
твердьтй
сплав
(рис.
141).
284
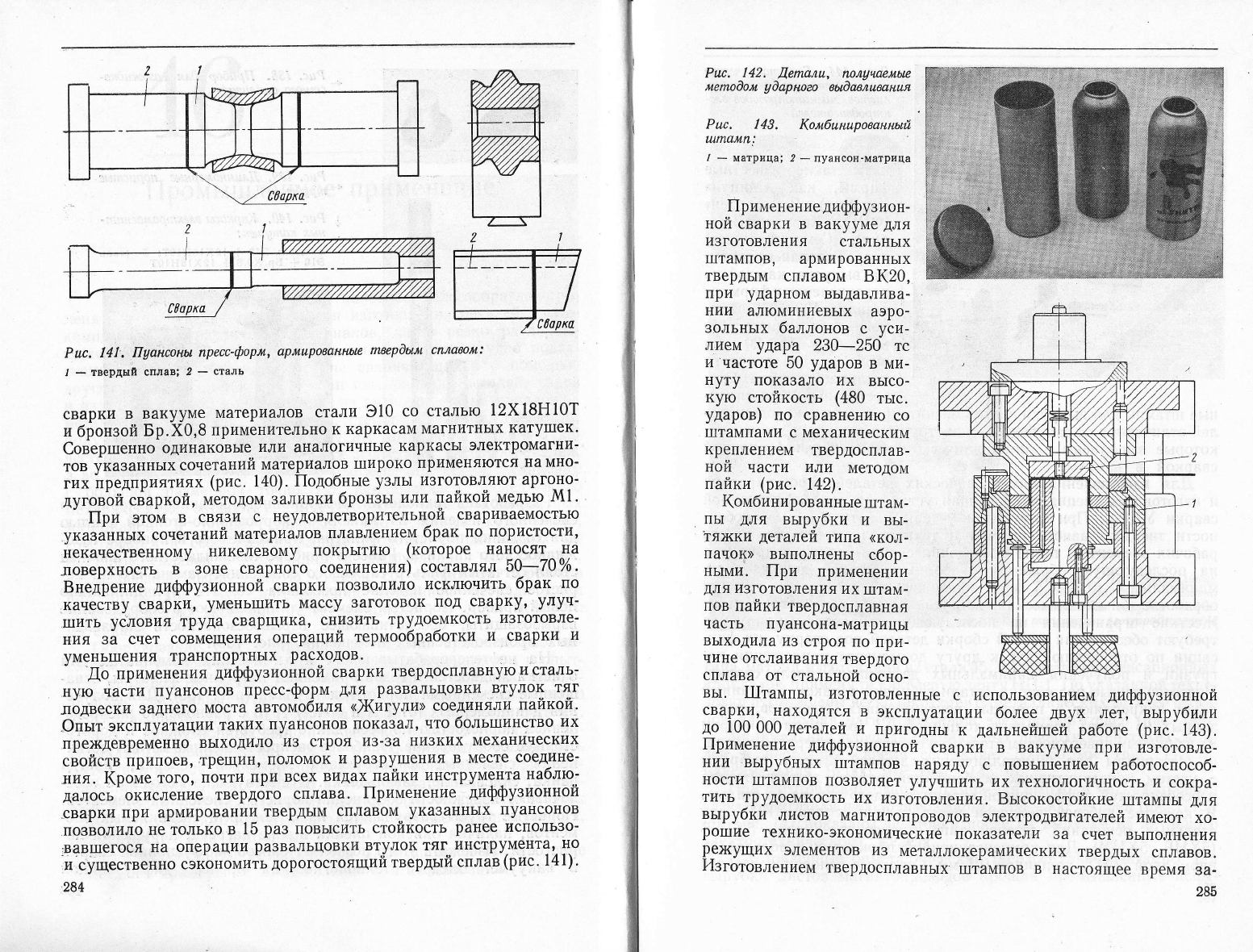
Рцс.
142.
фгпалш'
полуца2мые
мегпофм
у0арьюео
вы0авлшваншя
Рцс. 143.
!(ом6шншровант+ъсй
ш!памп:
1
_
матрица; 2
_пуансон_матрица
11рименение
диффузион-
нои
сварки в вакууме
для
и3готовления
стальнь1х
11]тампов'
армированнь|х
твердьтм
сплавом вк20,
при
ударном
вь1давлива-
ни\4
алюминиевь1х
аэро_
3ольньтх
баллонов
с
уси-
лием
удара
230-250
тс
и
частоте
50
ударов
в ми-
нуту
пока3ало их
вь1со_
кую
стойкость
(480
тьтс.
ударов)
по сравнению
со
1птампами
с
механическим
креплением
твердосплав-
нои
'
части или
методом
пайки
(рис.
142).
1(омбинированнь|е
1птам-
пь1
для
вь:рубки
и
вь1-
тя)кки
деталей
типа
(кол-
пачок)
вь|полнень1
сбор-
нь1ми.
||ри
применении
для
изготовления
их
1|]там_
пов
пайки
твердосплавная
часть
пуансона_матриць1
вь|ходила
и3
строя по
при-
чине
отслаивания
твердого
сплава
от
стальной
осно-
вь1.
1[[тампьт,
изготовленньте
с использованием
диффузионной
свар_к]т'_
_находятся
в
эксплуатации
более
двух
лет'
вьтрубили
до
100
000
деталей
и
пригоднь[
к
дальнейгпей-
работе
1ри?:.
:+з1.
|!рименение
диффузиойной
сварки в вакууме при и3готовле-
н|1и вьтрубньлх
1птампов
наряду
с
повьтгшением
-работоспособ-
ности
1'птампов
по3воляет
улуч1шить
их
технологичность
и
сокра-
тить
трудоемкость
их
и3готовления.
Бьтсокостойкие
1птампь1
для
вьтрубки
листов
магнитопроводов
электродвигателей
имеют
хо-
ро1|]ие
технико-экономическиё
показатели 3а
счет
вь]полнения
рех(ущих
элементов и3
металлокерамических
твердь1х
сплавов.
14зготовлением
твердосплавнь|х
1|]тампов
в
настоящее
время
3а-
286
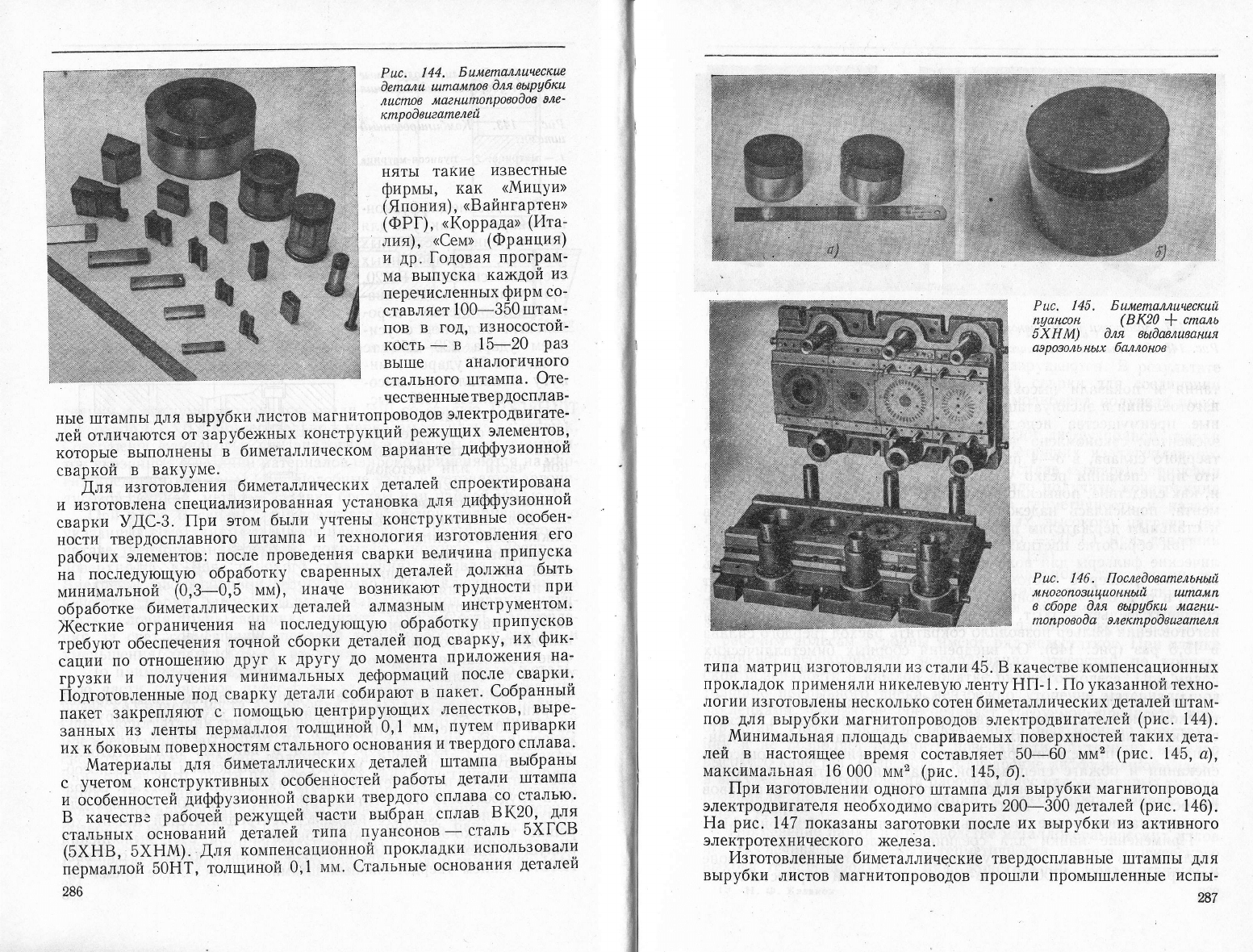
Рцс.
144.
Бшметпаллшцескце
0епоалц
ц1пампов
0ля выр
убкть
л!!сп!ов
маенцг/1опрово0ов
оле'
ктпро0вшеапелей
нять!
такие
известнь1е
фирмьт,
как
<}1ицуи>
(9пония),
<Байнгартен>
(ФРг), <<(оррада>
(йта-
лия),
<(ем>
(Франшия)
и
др.
[одовая
програм-
ма
вь1пуска
ка>кдой
из
перечисленньтх
фирм
со-
ставляет
100-350
штам-
пов
в год'
и3носостой_
кость-в
15-20
раз
вь11|]е
аналогичного
стального
тптампа.
Фте_
чественные
твердосплав_
нь1е 1птампь1
для
вьтрубки
листов
магнитопроводов
электродвигате'
лей
отличаются
от зарубе>кньтх
конструкций
ре>куших.
элементов'
которь1е
вь|полнень:
7 б"*етал'ичесй6м
варианте
диффузионной
сваркой
в
вакууме.
для
изготовления
биметаллических
деталей
спроектирована
и
изготовлена
специализированная
установка
для
диффузионной
.,'р1"
удс-3'
|{ри
этом'бьтли
у'116гть1
конструктивнь1е
особен-
ноститвердосплавного1штампаитехнологияи3готовленияего
рабоних
элементов:
после
проведения
сварки
вел.ичина
приг[уска
на
последующую
обработку
свареннь|х
деталей
дол>кца
бьтть
минимальной
(0,3-0,5 мм),
иначе возникают
трудности
при
обработке
биметаллических
деталей
алма3нь1м
инструментом'
[ёсткие
ограничения
на последующую
.обработку
припусков
треоуют
обеёпечения
точной
сборкй
деталей
под
сварку,
их
фик-
сации
по отно11]ению
друг
к
другу
до
момента.прилох{ения
на-
грузки
и получения
минимальньтх
деформаший
после
-сварки'
Ёодго"овленньй
под
сварку
детали
соби,:аБт
в
пакет.
€обранньтй
пакет
закрепляют
с
помощью
центриру^ю_щих
лепестков'
вь1ре-
3аннь1х
из ленть|
пермаллоя
толщиной
0,1 мм,
путе\4
приварки
их
к
боковь:м
поверхностям
стального
основания
и
твердого
сплава.
-
й,".р'''"'
й"
биметаллических деталей
штампа
вьт6рань:
с
учетом
конструктивньтх
особенностей
работьт
детали
штамг1а
и
особенностей
диффузионной
сварки
твердого
сплава
со-сталью'
в качествэ
рабонё*"
рех<ушей
насти
вьбран
сплав
вк20,
дл4
стальнь1х
оснований
'дет!лей
типа
пуанёонов
-
сталь
5хгсв
(5хнв,
5хнм).
.[|.ля
компенсационной
г|рокладки
использовали
йер*а!!оа
50нт,'толщиной
0,1
мм.
€тальньте
основания
деталей
286
н.]]
Рцс. 145
'
Бцметполлу:,:эскцй
пцансон
(8(20
*
спаль
5хнм) 0ля
вьс0авлцваншя
а.0
ро3оль
нь!х
балло
нов
Ралс.
146.
1осле0оваптельный
мноеопозшцшонньсй
ц1!памп
в сборе 0ля вырубкш маен!]-
пто
пр
ово 0 а о ле ктпр о 0 вс:еапел я
типа
матриц
изготов,'|я
ли
и3
стали 45.
8 качестве
компенсационнь1х
прокладок
применяли никелевую
ленту
нп-1.
|!о
указанной
техно-
логии и3готовлень1
несколько сотен
биметаллических
деталей
гптам-
пов
для
вьтрубки
магнитопроводов
электродвигателей
(рис.
144).
./!1инимальная
площадь
свариваемь1х поверхностей
таких
дета-
лей в
настоящее
время
составляет 50-60
мм2
(рис.
\45, а),
максймальная 16
000 мм2
(рис.
|45,
б).
11ри
изготовлении
одного
1птампа
для
вьтрубки
магнитоттровода
электродвигателя необходимо
сварить 200-300
деталей
(рис.
146).
Ёа
рис.
147 показань!
3аготовки после их
вьтрубки
из
активного
электротехнического
х{елеза.
14зготовленньте
биметалличе3кие
твердосплавнь!е
!штампь1
для
вь:рубки
листов
магнитопроводов
про1пли промь111;леннь1е
испь1-
287
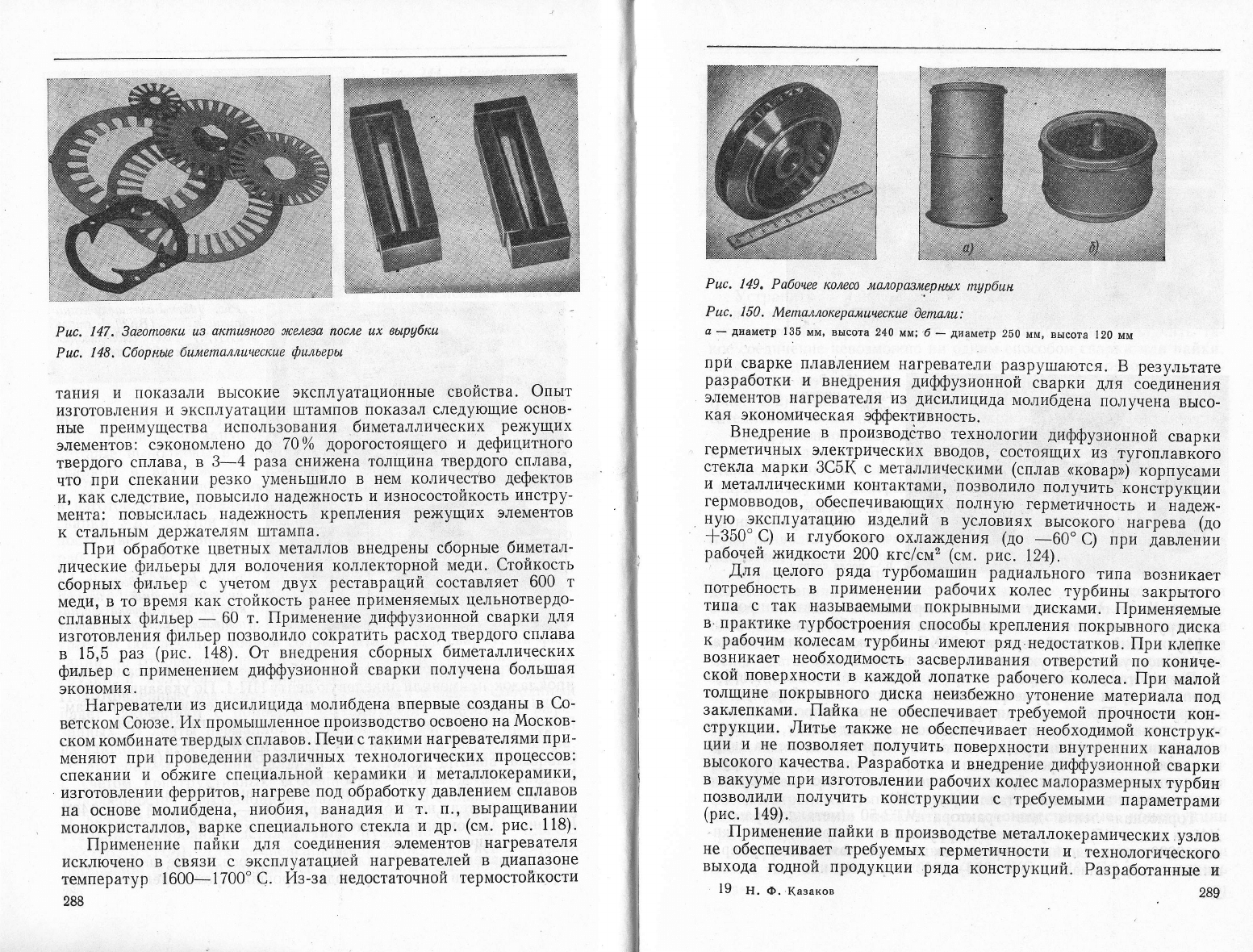
Рцс,
147. 3аеоповкц
[!3
ак1пшвноео 9юеле3а
после
шх вьсрубкш
Рцс,
!48,
€борньсе
боамегпаллццескше
фшльеры
тан'1я
и г1ока3али
вь|сокие эксплуатационнь1е
свойства.
Фпьтт
изготовления
и эксплуатации 1птампов
пока3ал следующие
основ-
нь1е преимущества
использования биметаллических
ре}кущих
элементов:
сэкономлег1о
до
70%
дорогостоящего
и
дефицитного
твердого
сплава'
в
3-4
ра3а
сни)кена толщина
твердого
сплава'
что
при сг1екании
ре3ко
уменьшило
в нем количестБо
дефектов
14'
как следствие,
повь|сило
наде)кность и
и3носостойкость
инстру-
мента:
повь|силась
наде)кность крепления
ре}кущих
элементов
к
стальнь]п{
дер>кателям
11]тампа.
||ри
обработке
цветнь1х
металлов
внедрень! сборнь:е-биметал-
лические
фильерьт
для
волочения коллекторной
меди. €тойкость
сборньтх
фильер
с
учетом
двух
реставраций
составляет
600
т
меди'
в то
время как
стойкость
ранее
применяемь|х
цельнотвердо_
сплавнь1х
фильер
-
60 т.
[|рименение
диффузионной
сварк|1
для
и3готовления
фильер
по3волило
сократить
расход
твердого
сплава
в
15,5
раз
(рис.
148). @т
внедрения
сборньтх
биметаллических
фильер
с прйменением
диффузионной
сварки
получена
больт.шая
экономия.
Ёагреватели
из
ду|су|л14ц14да
молибдена впервь1е
создан-ьт
в €о'
ветской€оюзе.
}4х
промьттшленное
прои3водство
освоено
на }1осков_
ском комбинате
твердь1х
сплавов.
|1ечи
с
такими
нагревателями
при_
меняют
при
проведении
различньтх
технологических
процессов:
сг1екании
и об>киге
специальной
керамики
и металлокерамики'
и3готовлении
ферритов'
нагреве
под обработку
давлением
сплавов
на
основе
молибдена'
нио6ия,
ванадия
и
т.
п.'
вь1ращивании
монокристаллов'
варке специального
стекла
и
др.
(см.
рис.
113).
|1рименение
пайки
для
соединения
элементов
нагревателя
исключено в свя3и
с эксг1луатацией
нагревателей
в
диапазоне
температур
1600-1700"
с.
Аз'за
недостаточной
термостойкости
288
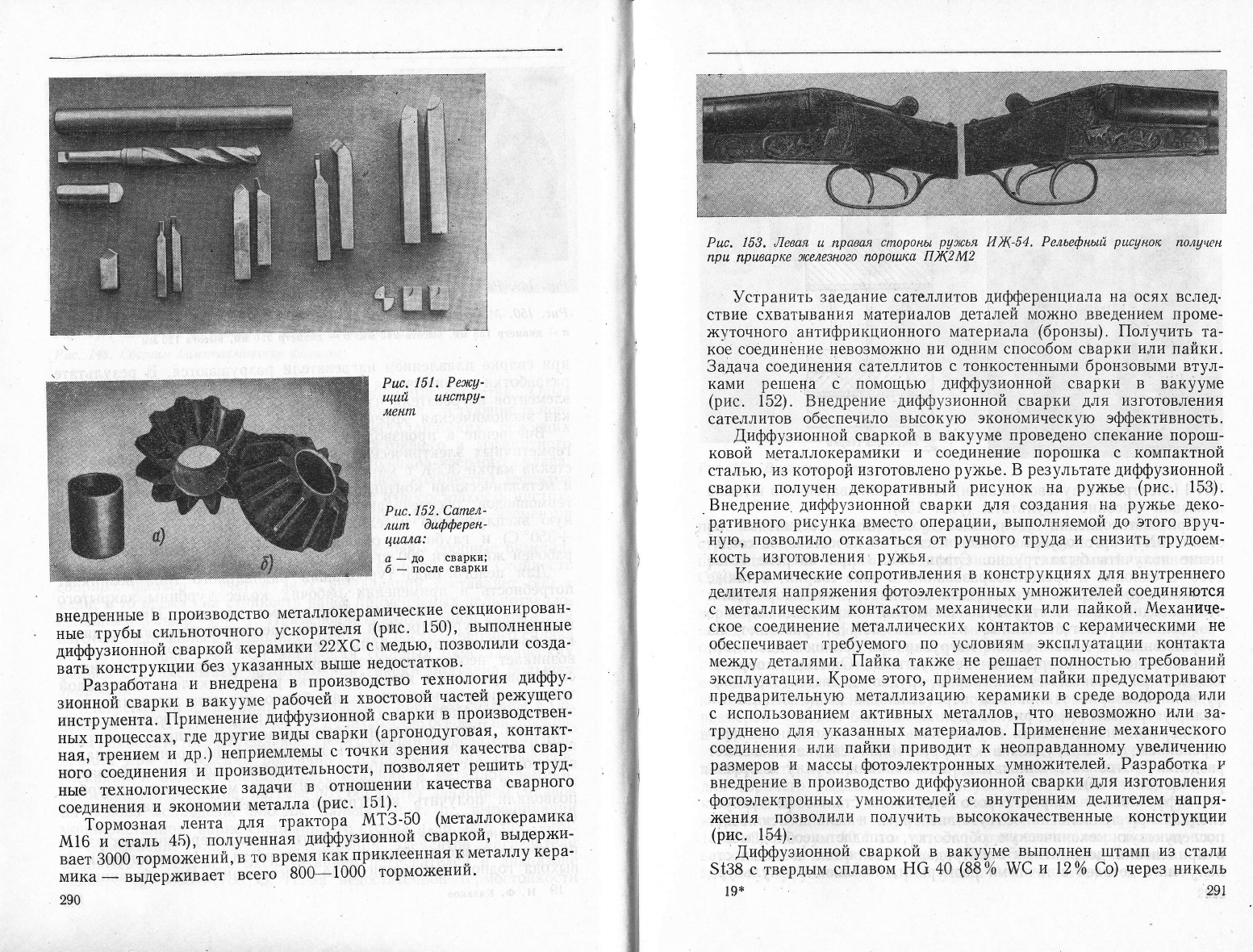
Рцс. 149.
Рабочее
колесо
малора['мерных
пцрбшн
Рцс' 150.
А4етпаллокерамшцеск1]е
0егпалш
:
@
*
диаметр
135
мм, высота
240
мм' 6
_
диаметр
250
мм, высота
120
мм
лри
сварке
плавлением
нагреватели
ра3ру1паются.
Б
результате
разработки
и
внедрения
диффузионной
-сварки
для
соединения
элементов
нагревателя
11'з
дисилиц!4да
молибдена
получе}1а
вь|со_
кая
экономическая
эффективность.
Бнедрение
в произйодётво
техноло[ии
диффузионной
сварки
герметичнь!х
электрических
вводов'
состоящих
и3
тугоплавкого
стекла
марки
3€5(
с металлическими
(сплав
.ковар,|
корпусами
и
металлическими
контактами'
позволило
получить
к0нструкции
гермовводов'
обеспечивающих
полную
герметичность
и надех{-
нуР-^?к^сплуатацию
изделий
в
условиях
вь|сокого
нагрева (до
+350'с)
и
глубокого
охлах<дения
(до
-60.
с) ,ри
да"ле"ии
рабоней
}кидкости
200 кгс/см2 (см.
рис.
!24).
[ля
целого
ряда
турбома:пин
-радиального
типа
во3никает
потребность
в
применении
рабоних
колес
турбиньт
3акрь|того
типа с
так назь1ваемь|ми
покрь1внь1ми
дисками.
|1рименяемьте
в'
практике
турбостроения
способь|
крепления
покрь|вного
диска
к
рабоним
колесам
турбиньт
имеют
ряд
недостатк6в.
|!ри
клепке
во3никает
необходимость
засверливания
отверстий
п,]
кониче-
ской
поверхности
в
ка>кдой
лопатке
ра6онего
йолеса.
|[ри
малой
толщине
покрывного
диска
неизбе>кно
утонение
материала
под
заклепками.
||айка
не
обеспечивает
трёбуемой
пронности
кон-
струкции.
,[!итье
так)ке
не
обеспечивае1
необходийой
конструк.
ци|1
|1
не
по3воляет
получить
поверхности
внутренних
каналов
вь]сокого качества.
Разработка
и
внедрение
диффузионной
сварки
в вакууме при и3готовдении
рабоних
колес
малора3мерньлх
тур6ин
по3волил_и получить
конструкции
с требуемь|ми
параметрами
(рис.
149).
[!рименение
лайки
-в
прои3водстве
металлокерамических
узлов
не
обеспечивает
требуемь|х
герметичности
и-
технологического
вь1хода
годной продукции
ряда
конструкций.
Разработаннь1е
и
19
Ё.
Ф. ](азаков
289
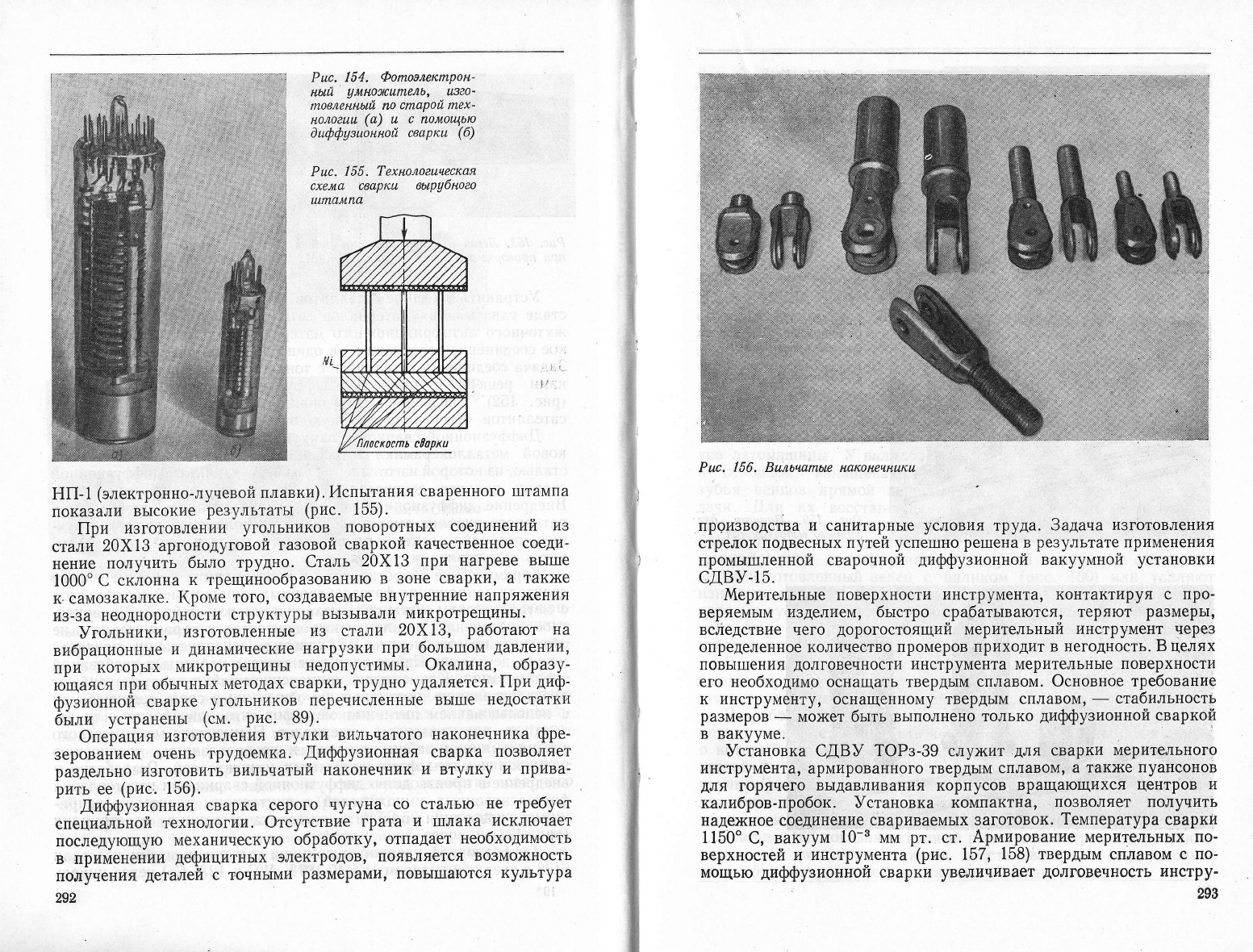
Ршс.151.
Реэюу-
щ|)й
!1нс//!ру'
'14енп|
Рцс.
152.
€апъел-
лш1/[
0шфферен-
ццала:
а
_
'\о
сварки;
б
_
после
сварки
внедреннь|е
в
прои3водство
металлокерамические
секционирован_
ййЁ'"руо,'
сильноточного
ускори19$!
(р"'
150),
в-ьтп-оляеннь]е
диффу'зйонной
сваркой
керайики
22\'(
с
медью'
позволили
созда-
ва|ь
1<онструкции
без
указаннь1х
вь11пе
недостатков'
--
Разрабс1]'"'
"
внедрена
в
пр,ои3водство
технология
диффу_
з"'','й
сварки
в
вакуу}е
рабон6й
и хвостовой
частей
ре}кущего
инструмента'.
|1римене:!ие
диффузионной
сварки
в
производствен_
нь1х
процессах'
где
другие
видьт
сварки
(аргонодуговая'
контакт-
''я,
"ре*"ем
и
др.)
йёприемлемь1
с
точки
зрения
качества
свар'
ного соединения
и
пройзводительности'
по3воляет
решить
труд-
нь1етехнологическиезадач|4вотно1пениикачествасварного
соединения
и экономии
металла
(рис'
15]['
-^
*'р''."',
лента
для
трактора
мт3-5'0
(металлокерамика
м16; ;;;;
45),
полуненная
дифузионной
сваркой'
вь]дерх(и_
вает
3000
тормойений,
в
то
вр9ц1
каклриклеенна1__т_#еталлу
кера_
мика
_
вь1дер)кивает
всего
300-1000
тормо>кений'
290
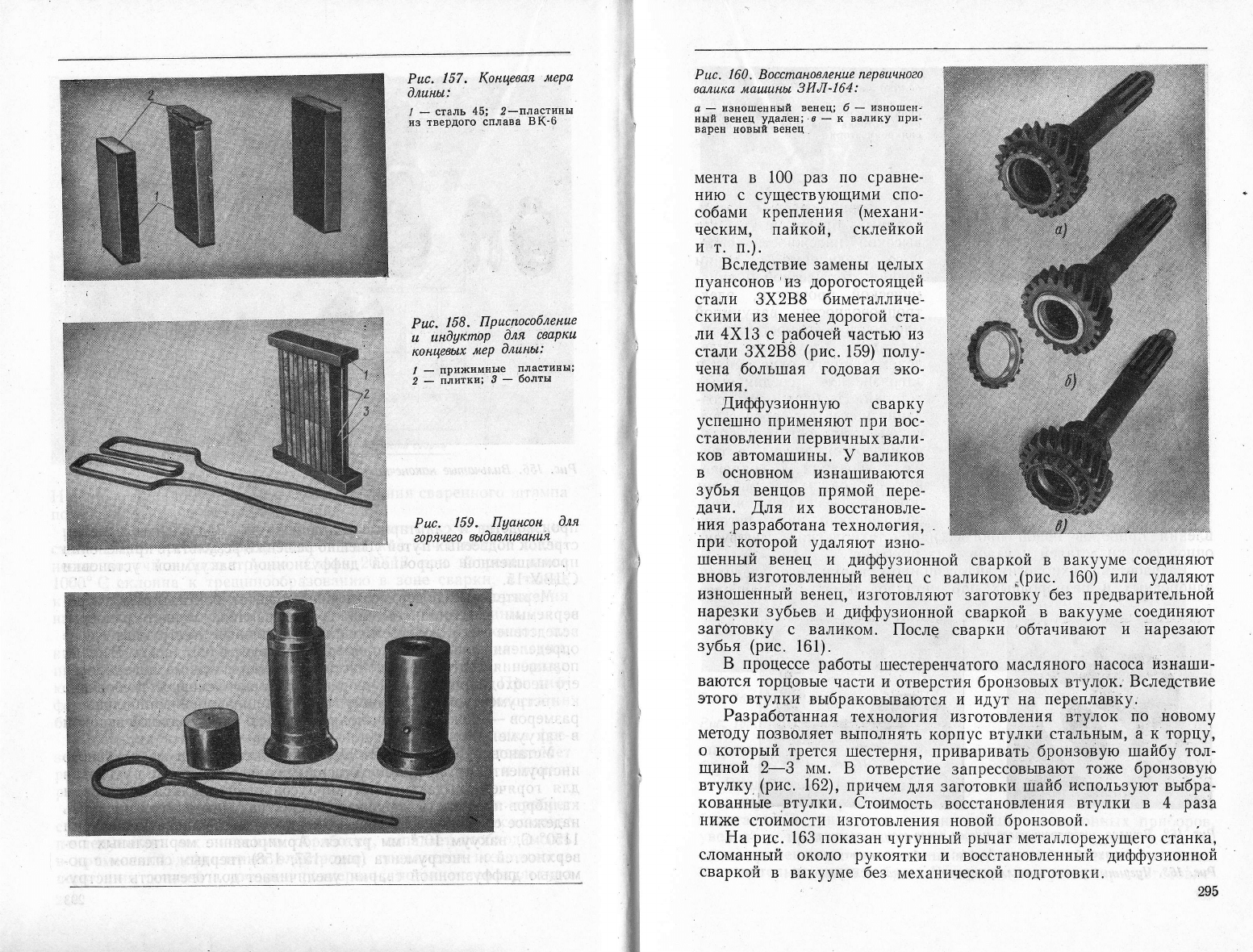
Рцс.
153.
'\евая
ц правая
с/поронь|
ру9юья
их-54' Рельефньсй
р!!с!нок
пол!цен
прц прцворке
э|селелноео порошко
пж2м2
}странить
заедание
сателлитов
диференци
ала на осях вслед.
ствие схвать.]вания
материалов
деталей
мо)кно
.введением
проме-
х{уточного. антифрикционного
материала
(б-ронзьт).
[{олунить
та-
кое соединёние
невозмо)кно
ни одн.им способом сварки
тали
пайки.
3адача соедине!{ия
сателлитов
с тонкостенными бронзовь|ми втул_
ками
ре11]еца
с помощью
диффузионной
сварки в вакууме
(рис.
152)'
8недрение
-дифузионной
сварки
для
и3готовления
сателлитов
обеспечило вь1сокую
экономическую эффективность.
[ифузионной
сваркой
в вакууме проведено спекание поро11]-
ковой металлокерамики
и
соединение
порошка
с
компактной
сталью'
из которо!
изготовлено
рух{ье.
Б
результатедиффузионной
сварки
получен
декоративньтй
рисунок
на
ру}кье
(рис.153).
.
Бнедрение
диффузионной
сварки
для
создания на
рух{ье
деко-
ративцого
рисунка
вместо оператт.ии'
вь|полняемой
до
этого врун_
ную'
по3волило отка3аться
от
ручного
труда
и
сни3ить трудоем-
кость
и3готовления
ру)кья.
(ераминеские
сопротивления
в конструкциях
для
внутреннего
дел
ител я н
ап
р
я)кен
ия
фотоэлектроннь1х
умно}кителей
соеди
н яются
с металлическим
конта{том
механически
или пайкой. }4еханиче-
ское соединение
металлических
контактов
с керамическими не
обеспечивает требуемого
по
усл0виям
эксплуатации контакта
ме)кду
деталями'
|7айка
такл(е не
решает
полностью требований
эксплуатации.
1(роме этого' применением
пайки предусматривают
предварительную
металлизацию
керамики в среде
водорода или
с
исполь3ованием
активнь1х
металлов'
что
нево3мо)кно
или
3а-
труднено
для
указаннь1х
материалов.
||рименение
механического
соединения
или пайки приводит к неоправданному
увеличению
ра3мер0в
и
массь!
фотоэлектронньтх
умно)кителей.
Разработка и
внедрение
в
прои3водство
диффузионной
сварки'для
и3готовления
.
фотоэлектроннь1х
умно}кителей
с
внутренним
делителем
напря-
жения позволили
получить вь1сококачественнь1е
конструкции
(рис.154).
!,иффузионной
сваркой
в вакууме
вь1полнен
1птамп
|13
стал'1
5138
с твердь|м
сплавом нс
40
(88
% шс
и 12%
€о)
нерез
никель
19*
291
Рслс.
154.
Фопоолектпрон-
ный
цмнооюштпель,
ц3ео-
гповленньсй по
сп1ор0й /пех-
ноло2!111
(а)
ш с помощью
0иффцзаонной
сваркш
(б)
Рцс.
1 55. !ехнолоет:.ческая
схемо сварк![
вырцбноео
шпампа
Ё||-
1
(электронно-лучевой [лавки).
14спьттания
сваренного
1птампа
показали
вь]сокие
ре3ультать1
(рис. 155).
|!ри
изготовлении
угольников
поворотнь|х
соединений
из
сталй
20х13
аргонодуговой
газовой
сваркой
качественное
соеди-
нение
полунить
6ьтло трулно.
сталь
20х13
при нагреве
вь11пе
1000'с
склонна
к трещинообразованию
в 3оне
сварки'
а так)ке
к. самозакалке. кроме
того'
со3даваемь1е
внутренние
напрях(ения
и3_3а
неоднородности
структурь|
вь13ь1вали
-ми]<р'отрещинь1.
}гольникй'
изготовленнь]е
и3 стал|т
20х13,
работают
на
вибрашионнь|е
и
динамические
нагрузки
при боль:пом
давлении'
пр||
которь1х
микротрещинь|
недопустимь].
Фкалина,
образу-
ющаяся
при
обьтннь|х
методах
сварки'
трудно
удаляется.
|!ри
диф-
фузионной
сварке
угольников
перечисленнь|е
вь]1пе
недостатки
6{тли
устранень|
(см.
рис.
89).
Фпе!ашия
и3готовленйя
втулки
випьчатого
наконечника
фре-
3ерованием
очень трудоемка.
[иффузионная
сварка
по3воляет
раздельно
и3готовить
вильчать1й
наконечник
и
втулку
и прива-
рить
ее
(рис.
156).
'
Аиффузионная
сварка
серого
чугуна
со сталью
не
требует
специальной
технологии.
Фтсутствие
грата
и
1шлака
исключает
последующую
механическую
обработку,
отпадает
необходимость
в применении
дефицитнь1х
электродов'
появляется
во3мо}(ность
получения
деталей
с точнь|ми
ра3мерами'
повь|1паются
культура
292
Ршс.
156'
Бшльцаптьсе наконечн!1к!)
пр9и3водства
14
са\1итарнь1е
условия
труда.
3адача
и3готовлени'я
стрелок подвеснь|х путей
успе1пно ре1пена
в
ре3ультате
применения
промьтш.тленной
сваронной
диффузионной
вакуумной
установки
сдву_15.
.[4,ерительнь1е поверхности
инструмента'
контактируя с про-
веряемьтм
и3делием'
бьтстро
срабать:ваются, теряют
ра3мерь|'
вс.г!едствие
чего
дорогостоящий
мерительнь1й
инструмен1 через
определенное количество промеров
приходит
в негодность. Б
целях
повь11пения
долговечности
инструмента
мерительнь1е
поверхности
его необходимо
оснащать
твердь1м сплавом.
Фсновное требование
к инструменту' оснащенному твердь1м
сплавом'
-
стабильность
размеров
-
мо)кет бьтть
вьтполнено
только
диффузионной
сваркой
в вакууме.
}с|1новка
сдву
1ФРз-39 служит
.для
сварки
мерительного
инструмента' армированного твердь|м
сплавом'
а
также пуансонов
для
горячего
вь!давливания
корпусов
вращающихся
центров
и
калибров-про6ок.
}становка компактна'
по3воляет получить
надех(ное
соединение
свариваемь|х заготовок.
1емпература
сварки
1150"
с,
вакуум
10_3
мй
рт.
ст.
Армирование мерительньтх по-
верхностей и
инструмента
(рис.
157'
158)
твердь1м сплавом
с по-
мощью
диффузионной
сварки
увеличивает
долговечность
инстру-
293
Ршс.
157,
|(онцевая
мера
0лшАы:
1
_
сталь
45; 2_пластины
из твердого
сплава
Б(-6
Ршс.
|58.
1распособленше
ш
шн0цкплр
0ля
сваркш
кюнщвых
мер
ол!1ны:
,
_
поия(имные
пластины;
2_плитки13_6олты
Рцс.
|59.
[7уансон
0ля
ео
р
яц2
ео
выа ав
л
.!.в
анц
я
Р шс.
1
60.
8осстпановлен:1е
первццноео
вал1.!ка машлны
3 |1,]!
-
|
64
:
4
_
и3во]ценный
вепец; 6
_
изно:пен,
пый венец
удален;'а
_
к
валику
при-
варен
новь1й
венец
мента
в 100
раз
по
сравне-
нию с существующими
спо-
собами
крепления
(механи.-
ческим' паиБ'ои'
склеикои
и
т. п.).
Бследствие 3амень1
цельтх
пуансонов'из
дорогостоящей
стали
3х2в8
биметалличе-
скийи
и3
менее
дорогой
ста-
ли
4х13
с
рабоней
частью из
стали 3х2в8
(рис.159)
полу_
чена боль1пая годовая эко-
номия.
[ифузионную
сварку
успе11]но
применяют
при вос-
становлении первичнь!х'вали-
ков
автома1шинь1.
} валиков
в
осн-овном изнашиваются
зубья
венцов
прямой
пере-
дачи.
Аля
их
восстановле-
11ия
.ржр
аботана
технология'
йри которой
уАаляют
и3но-
шеннь|й венец
и
диффузионной
сваркой
в вакууме
соединяют
вновь
изготовленнь:й
венец
с валиком:(рис.
160) или
удаляют
изно1пеннь1й
венец, и3готовляют
заготовку бе3
предварительной
наре3ки
зубьев и
диффузионной
сваркой в
вакууме соединяют
заготовку
с валиком.
||ослч
сварки
'обтачивают
и нарезают
зубья
(рис.
161).
Б процессе
работьт
11]естеренчатого масляного
насоса
|1знаши-
ваются
торцовь1е
части
и
отвёрстия бронзовьтх
втулок.' Бследствие
этого втулки
вь:браковь|ваются
п
идут
на
переплавку.
Разработанная
технология
изготовления втулок
по новому
методу
по3воляет
вь|пол}1ять
корпус
втулки
стальным'
а к
торцу'
о которьтй
трется
|шестерня'
приваривать
бронзовую
тпайбу тол-
щиной
2-3 мм.
Б
отвёрстие
3апЁессовь1вают
то)ке брон3овую
втулку
(рис.
162),
причем
для
заготовки
шай6
используют
вь:бра-
кованнь!е..втулки.
6тоимость
восстановления
втулки
в 4
раза
ни)ке
стоимости
изготовления
новой
бронзовой.
Ёа
рис.
163
показан
чугуннь|й
рь1чаг
металлоре}кущего станка'
сломаннь:й
около
рукоятки
и
восстановленньтй
диффузионной
сваркой
в
вакууме без механической
подготовки
295
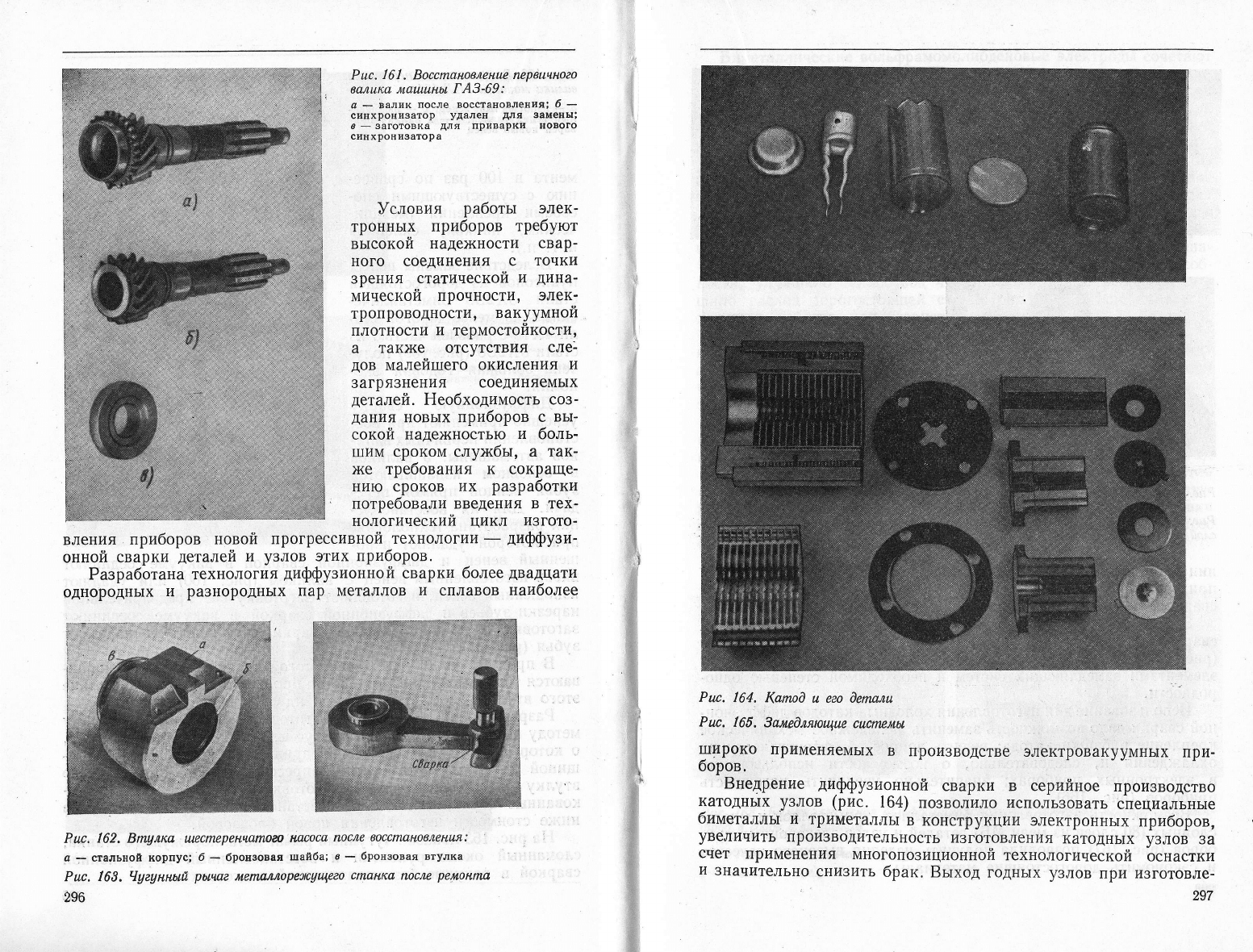
Рцс'
16!
'
Босспановлен[!е
первшчно?о
вал1]ка ма1111!ны [ А1
-69
:
а
_
валик после восстановления;
б
_
сипхро|{изатор
удален
для
замены;
а
-
заготовка
для
приварки
нового
еинхронизатора
}словия
работь1
элек-
троннь1х
приборов
требуют
вь]сокой
наде}кности
свар-
ного соединения
с
точки
3рения
.статической
и
дина-
мическои
прочности'
элек-
тропроводности'
вакуумной
плотшости
и
термостойкости,
а
так)ке отсутствия
сле-
дов
малейшего
окислен[1я
|1
загря3нения
соединяемь|х
деталей.
Ёеобходимость
со3-
дания
новьтх приборов
с вьр
сокой наде)кностью
и
боль-
1!]им
сроком слу'(бьт' а так-
>ке требования к сокраще-
нию сроков
их
разработки
потребовали введения в тех-
нологический
цикл
изгото-
вления
' приборов
новой
прогрессивной
технолог|1|4
-
диффу9и-
онной
сварки
деталей
и
узлов
этих
приборов.
Разработана технология
диффузионной
сварки
более
двадцати
одн.ороднь!х
и
ра3нородньтх
пар металлов
и
сплавов
наиболее
Ршч'
162.
8поцлкл шес/перенца!поФ
нс!соса
после
восс!т!ановленця:
с
_
стальной корпус;'6
_
6ровзовая
ш,ай6а|
в
-
бронзовая
втулка
Ршс. 163. \уецнный
рь[ц!е
]|'е!псшлореоюущеео
сп1анка
после
ре]\'!он/пс!
296
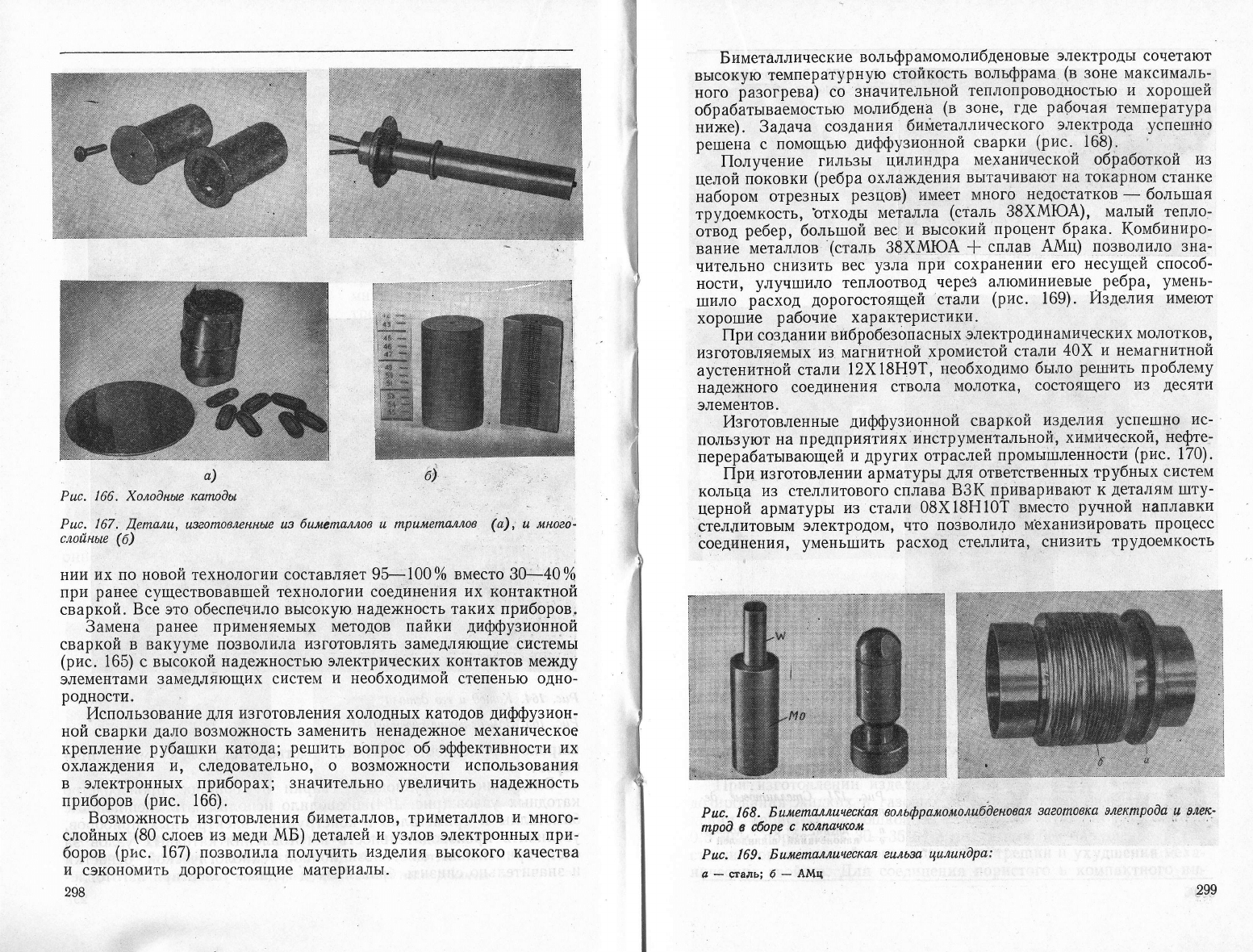
Рцс.
164. !{апо0
ц
еео 0етпалц
Рцс' 165,
3але0ляющше
с!]спемь|
94роко
применяемь|х
в
прои3водстве
электровакуу-мнь|х
при_
боров.
Бнедрение
диффу3ионной
сварки в серийное
прои3водство
катоднь1х
узлов
(рис.
164)
позволило использовать
специальньте
биметалльт
и
триметалльт
в конструкции электроннь|х
приборов,
увеличить
производительность
изготовления
катоднь!х
узлов
3а
счет
применения
многопо3иционной
технологической
оснастки
и
3начительно
снизить
брак.
Бьтход годнь1х
у3лов
при
изготовле_
297
Биметаллические
вольфрамомолибденовьте
электродь! сочетают
вь1сокую
температурную
стойкость
вольфрама
(в
зоне максималь_
ного
разогрева)
со
3начительной
теплопроводностью
и
хоротшей
обраб1тьтваемостью
молибдена
(в
зоне,
где
рабоная
температура
них<е).
3адача
со3дания
бийеталлического
электрода
успе|]тно
ре1шена
с помощью
диффузионной
сварки
(рис..
168).
_
|1олунение
гиль3ь1
цилиндра
механической
обработкой из
целой
поковки
(ребра
охла)кдения
вь1тачивают
на токарном
станке
набором
отрезных
резцов)
имеет много
недостатков
-
больш:ая
"рудое'к'с6ь'
ътходьт металла
(сталь
38хмюА),
мальтй
тепло_
отйод
ребер,
больтпой
вес
и вь]сокий
процент
брака. 1(омбиниро-
вание
_металлов
(сталь
38хмюА
*
сплав
А}1ш) позволило 3на_
чительно
сни3ить
вес
узла
при сохранении
его несущей способ_
ности'
улуч1пило
теплоотвод
чере3
алюминиевь1е-.-ребра,
умень-
1пило
расход
дорогостоящей
стали
(рис.
169). Азделия
имеют
хоро1лие
рабоние
характеристики.
||ри создании
вибробе3опаснь1х
электродинамич_еских
молотков'
и3готовляемь|х
и3 магнитной
хромистой
стали
40{,
и
немагнитной
аустенитной
стали
12х18н9т,
необходимо
бьтло
ретпить
про6лему
наде}1шого
соединения
ствола
молотка'
состоящего
14з
десяти
элементов.
14зготовленньте
диффузионной
сваркой
и3делия
успе|.шно
ис-
поль3
уют
на п
редп риятиях
инстр
ументал
ьной', хими'{еской,
нефте_
перер1батьтвающей-
и
других
отраслей
промьт1|]ленности
(рис.
1
70).
_
|[ри
изготовлении арматурь1
для
ответственнь|х трубньтх
систем
кольца
и3 стеллитового
сплава
93( приваривают
к
деталям
[пту_
шерной
арматурь|
и3
стал'1
08х18н10т
вместо
рунной
наплавки
стеллитовь1м
электродом'
что по3волило
моханизировать
процесс
соединения'
умень1шить расход
стеллита'
.снизить
трудоемкость
)б'
а)
Рцс. 166. 8'оло0ньсе кагпо0ы
Рцс'
167..,0,епоалц,
!13еоповленные цэ
бнмепаллов ц
!прцме!паллов
(а),
ш
мноео-
слойньсе (б)
нути
|тх
по новой технологии составляет
95-100% вместо 30-40%
при
ранее
существовавтшей
технологии соединения
их контактной
сваркой.
Бсе
это
обеспсчило вьтсокую наде>кность
таких
приборов,
3амена
ранее
применяемь1х методов
пайки
диффузионной
сваркой в
ваку}'1\де по3волила
изготовлять 3амедляющие системь|
(рис.
165) с вь:сокой наде)кностью
электрических
контактов
ме}кду
элементами
3амедляющих
систем
и
необходимой степенью одно-
родности.
14спользование
для
и3готовления
холодньтх катодов
диффузион-
ной
сварки
дало
во3мо}кность
3аменить ненадех{ное
механическое
крепление
рубашки
катода;
ре1шить
вопрос об эффективности
их
охла)кдения
и'
следовательно'
о во3мо)кности
исполь3ования
в электронньтх приборах;
3начительно
увеличить
наде)кность
приборов
(рис.
166).
Бозмо>кность изготовления биметаллов' триметаллов
и
много-
слойньтх
(80
слоев
из
меди }4Б)
деталей
и
узлов
электроннь|х при-
боров
(рис.
167) по3волила получить
и3делия
вь1сокого качества
и
сэкономить
дорогостоящие
материаль1.
298
Рцс'
168.
Бшмепаллшчрская
вольфрамомолй0еновая
3аеоповка олекпро0а
спроё
в е6оре
с
1Флпач1Фм
Рцс. 169.
Бцлепаллшцеская
?цлы,а
цьслт:н0ра:
4_еталь:б_А]т1ц
!| 9л€к1
299