К компетенциям - через инноватику
Подождите немного. Документ загружается.


61
( )
1 0 0
1
з 0 cosз sinз .
0 sinз cosз
n c c c
c c
Rot dF , =
− −
(3)
Затем на угол (90°– γ
n
) вокруг оси dF
w
:
( )
sin
г cosг 0
2 ,90
г cosг sinг 0 .
0 0 1
n n
w n n n
Rot dF =
−
−
o
(4)
И на угол i вокруг оси dF
n
:
( )
1 0 0
3 , 0 cos sin .
0 sin cos
n
Rot dF i = i i
i i
−
(5)
С учетом представленных выше поворотов составим матричное
выражение
( )
( )
( )
( )
1 , 2 ,90 3 ,
sin cos cos cos sin
cos cos cos sin cos sin sin cos sin sin si
n th
f n c w n n cut
lat
w
th n cut n lat n
th n n cut c n c lat c n
dF dF
dF Rot dF Rot dF Rot dF i dF
dF
dF
dF dF i dF i
dF dF i i dF i
°
= −η ⋅ −γ ⋅ =
⋅ γ + ⋅ γ ⋅ + ⋅ γ ⋅
= ⋅ η ⋅ γ + η ⋅ γ ⋅ − η ⋅ − η ⋅ γ ⋅ +
(
)
( ) (
)
n cos .
sin cos sin sin cos cos sin sin sin sin cos cos
c
th c n cut c n c lat c n c
i
dF dF i i dF i i
η ⋅
⋅ η ⋅ γ + η ⋅ γ ⋅ + η ⋅ − η ⋅ γ ⋅ − η ⋅
(6)
Если оси координат после поворотов имеют противоположное
направление, то в матричном уравнении их знаки противоположны
(–dF
cut
).
Перейдем от СК
th cut lat
dF dF dF
к СК
.
z x y
dF dF dF
Для этого повер-
нем первую СК на угол (90°– K
t
) вокруг оси dF
cut
:
( )
sin 0 cos
1 90 0 1 0 .
cos 0 sin
t t
cut t
t t
K K
Rot dF , K =
K K
−
−
o
(7)
Затем на угол i вокруг оси dF
th
:
( )
cos sin 0
2 sin cos 0 .
0 0 1
th
i i
Rot dF , i = i i
−
−
(8)
Получим матричное выражение:
62
1( ,90 ) 2( , )
sin cos sin sin cos
sin cos .
cos cos cos sin sin
lat x
cut cut t th y
th z
x t y t z t
x y
x t y t z t
dF dF
dF Rot dF K Rot dF i dF
dF dF
dF K i dF K i dF K
dF i dF i
dF K i dF K i dF K
= °− − =
⋅ ⋅ − ⋅ ⋅ + ⋅
= ⋅ + ⋅
− ⋅ ⋅ + ⋅ ⋅ + ⋅
(9)
Из (6) и (9) запишем системы уравнений:
sinг cosг cos cosг sin
cos
з cosг (cosз sinг cos sinз sin )
(cosз sinг sin sinз cos )
0 sinз cosг (sinз sinг cos cosз sin )
(
n th n cut n lat n
f th c n cut c n c
lat c n c
th c n cut c n c
lat
dF dF dF i dF i
dF dF dF i i
dF i i
dF dF i i
dF
= ⋅ + ⋅ ⋅ + ⋅ ⋅
= ⋅ ⋅ − ⋅ ⋅ − ⋅ −
− ⋅ ⋅ + ⋅
= ⋅ ⋅ − ⋅ ⋅ + ⋅ −
− sinз sinг sin cosз cos )
c n c
i i
⋅ ⋅ − ⋅
(10)
sin cos sin sin cos
sin cos
cos cos cos sin sin
lat x t y t z t
cut x y
th x t y t z t
dF dF K i dF K i dF K
dF dF i dF i
dF dF K i dF K i dF K
= ⋅ ⋅ − ⋅ ⋅ + ⋅
= ⋅ + ⋅
= − ⋅ ⋅ + ⋅ ⋅ + ⋅
(11)
Выразим dF
n
и dF
f
из (10) и (11) через dF
cut
и dF
z
:
sinг sin з cos г
sin sin
;
(sin
з sinг cos cosз sin )
cosг cos
n c n
n z
t t
c n c
cut n
Y
dF dF
K K X
Y i i
dF i
X
⋅ ⋅
= + +
⋅
⋅ ⋅ + ⋅
+ ⋅ −
(12)
cosз cosг sinз cosг
sin sin
(sinз sinг cos cosз sin )
cos
з sin г cos sin з sin ,
c n c n
f z cut
t t
c n c
c n c
Z
dF dF dF
K K X
i i Z
i i
X
⋅ ⋅ ⋅
= − + ×
⋅
⋅ ⋅ + ⋅
× − ⋅ ⋅ + ⋅
(13)
где
sin
з sinг sin cosз cos ctg sinз cosг ; (14)
cos
г sin ctg cosг ; (15)
ctg cos
з cosг cosз sinг sin sinз cos . (16)
c n c t c n
n t n
t c n c n c
X i i K
Y i K
Z K i i
= ⋅ ⋅ − ⋅ + ⋅ ⋅
= ⋅ − ⋅
= ⋅ ⋅ + ⋅ ⋅ + ⋅

63
Элементарный момент рассчитывается как произведение элемен-
тарной силы резания на радиус до рассматриваемого элемента:
,
.
dMz r dFcut
dMz
Fcut
r
= ⋅
=
(17)
С учетом (17) перепишем выражения (12) и (13):
sin г sinз cos г
sin 1
(sin
з sinг cos cosз sin )
cos
г cos ;
n c n
z z
n
t
c n c
n
YdF dM
dF
K X r
Y i i
i
X
⋅ ⋅
= + + ×
⋅ ⋅ + ⋅
× ⋅ −
(18)
cos г cosз sin з
sin 1
(sinз sinг cos cosз sin )
cos
з sinг cos sinз sin .
n c c
z
f z
t
c n c
c n c
Z dM
dF dF
K X r
i i Z
i i
X
⋅
= ⋅ − + ×
⋅ ⋅ + ⋅ ⋅
× − ⋅ ⋅ + ⋅
(19)
Значения сил F
n
и F
f
на одной режущей кромке могут быть полу-
чены интегрированием вдоль режущей кромки:
( )
( )
( ); 20
( ), 21
R
n n
rh
R
f f
rh
F dF r
F dF r
=
=
∫
∫
где
sin
ш
w
rh = – радиус перемычки; R – радиус сверла; w – ширина
перемычки (см. рис. 4).
Выражения (20) и (21) перепишем с учетом (18) и (19) и измерен-
ных значений осевой силы и момента:
sinз ( ) cosг ( ) ( )1
sin г ( )
sin ( )
R
c n
n z n
trh
r r Y r
F F r dr
K X r
⋅ ⋅
= ⋅ + +
∫
1 ( ) ( )
cos
г ( ) cos ( ) ;
( )
R
z n
rh
Y r g r
M r i r dr
r X r
⋅
+ ⋅ −
∫
(22)

64
cosг ( ) sinз ( ) ( )
cosз ( )
sin ( )
R
n c
f z c
trh
r r Z r
F F r dr
K X r
⋅
= − +
∫
1 ( ) ( )
cos
з ( ) sinг ( ) cos ( ) sinз ( ) sin ( ) ,
( )
R
z c n c
rh
g r Z r
M r r i r r i r dr
r X r
⋅
+ − ⋅ ⋅ + ⋅
∫
(23)
где
( ) sin
з ( ) sin г ( ) cos ( ) cosз ( ) sin ( )
c n c
g r r r i r r i r
= ⋅ ⋅ + ⋅
; (24)
изм изм
0,4 0,8
,
2 2
z z
z z
F M
F M= =
– значения осевой силы и момента для
одной главной режущей кромки в соответствии с (1);
изм
z
F
– изме-
ренное значение осевой силы,
изм
z
M
– измеренное значение крутяще-
го момента.
Геометрические параметры инструмента, изменяющиеся по длине
режущей кромки, найдем по следующим формулам [4]:
( ) arcsin ;
w
i r
r
=
(25)
sin
з ( ) arcsin ;
t
c
w K
r
r
⋅
=
(26)
0
tan
в( cos ( ) cosз ( ) cos(з ( ) ) sin )
г ( ) arctan ,
sin
c c t t
n
t
r i r r l r K K
r
R K
⋅ ⋅ − ⋅ + ⋅
=
⋅
(27)
где β – угол наклона винтовых канавок.
После вычисления нормальной силы и силы трения на главной
режущей кромке находим силу резания на главной режущей кромке
по формуле (2).
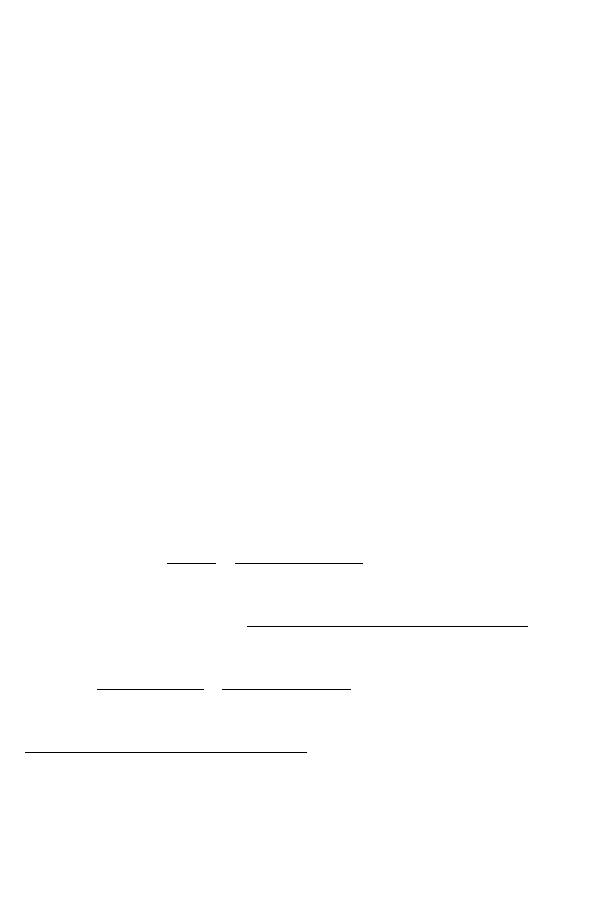
В соответствии с представленным математическим алгоритмом
в программном продукте Matlab написана программа расчета силы
резания на главной режущей кромке спирального сверла по извест-
ным значениям осевой силы и момента при сверлении. Интерфейс
программы представлен на рис. 7.
65
Рис. 7. Графический интерфейс программы расчета
силы резания на кромке сверла
Резюме
1. В статье представлен метод расчета силы резания на главной
режущей кромке спирального сверла по известным значениям осевой
силы и крутящего момента при сверлении.
2. Данный метод позволит проводить расчет силы резания на
кромке сверла с целью исследования ее зависимости от скорости
резания, тем самым проверить эффект ВСО при сверлении.
Список литературы
1. Виттингтон К., Власов В. Н. Высокоскоростная механообработка //
САПР и графика. – 2002. – № 11. URL: http://www.sapr.ru/issue.aspx?iid=328
(дата обращения: 27.08.2009).
2. Солоненко В. Г., Рыжкин А. А. Резание металлов и режущие инструмен-
ты : учеб. пособие для вузов. – М. : Высш. шк., 2007. – 414 с.
3. Абрамов А. И., Караваев Ю. Л., Лекомцев П. В. Сравнительный анализ
силовых параметров при сверлении пластичных и хрупких материалов //
Вестн. ИжГТУ. – 2008. – № 1. – С. 10–15.
4. Грановский Г. И., Грановский В. Г. Резание металлов : учеб. для маши-
ностроит. и приборостроит. специальностей вузов. – М. : Высш. шк., 1985. –
304 с.
5. Zhao, H., Ehmann, K. F. Mechanistic Model for Spade Drills for Wood Drill-
ing Operations, Pt. 1: Model Development // J. of Manufacturing Science a. Engi-
neering. – May 2003.– Vol. 125, Iss. 2. – Pp. 226–235.

66
М. В. Кацабов, студент;
А. Е. Банных, аспирант;
научный руководитель – канд. техн. наук В. В. Закураев
Новоуральский государственный технологический институт
Контроль качества фрикционных дисков©
Для контроля качества механических изделий необходимо изме-
рение геометрических параметров поверхностей. К геометрическим
параметрам можно отнести, например, угол наклона плоскости и раз-
личные отклонения от плоскостности. Для фрикционных дисков од-
ним из наиболее важных параметров являются именно отклонения от
плоскостности. Из-за механической и термической обработки дисков
происходит их искривление, вследствие чего они перестают отвечать
техническим требованиям. Отбраковка дисков происходит путем из-
мерения максимального отклонения от плоскостности.
На данный момент в большинстве случаев измерения происходят
вручную. Диск размещается на плоской плите и с помощью щупа
определяется существование зазора между плитой и диском. В случае
если присутствует зазор больше максимального допуска для данного
диска, диск считается бракованным. Как и в любых других ручных
измерениях, в данном случае присутствует множество ошибок изме-
рения, а сам процесс происходит достаточно медленно. Автоматиза-
ция процесса измерений повысит точность и ускорит процесс. При-
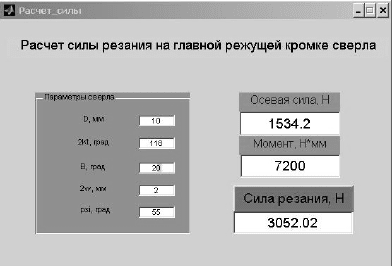
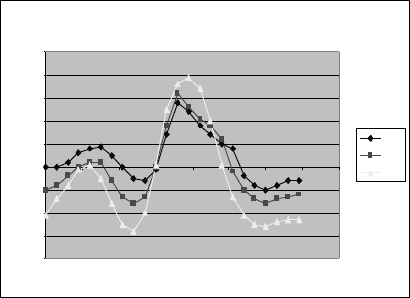
меры ручного измерения в виде карты высот приведены на рис. 1.
исх одная точность диск а №3
-50
-40
-30
-20
-10
0
10
20
0 50 100 150 200 250 300 350 400
угол поворо та
о т к ло н ен и я
Ряд1
Ряд2
Ряд3
© Кацабов М. В., Банных А. Е., Закураев В. В., 2009
67
исх одная точность диск а №4
-40
-30
-20
-10
0
10
20
30
40
50
0 50 100 150 200 250 300 350 400
угол поворо та
отк л он е н ия
Ряд1
Ряд2
Ряд3
Рис. 1. График изменения поверхности дисков от плоскостности
По результатам ручных измерений можно сделать следующие
выводы:
1) наибольшие значения отклонения дисков от плоскостности вы-
ходят за пределы, установленные допусками;
2) важным является то, что погрешность увеличивается от внут-
реннего диаметра к наружному; это свидетельствует о том, что наи-
более вероятной формой диска будет «тарелка»;
3) характер изменения графиков отклонений величины неплоско-
стности по окружности диска свидетельствует о возникновении
«волнообразного» колебания погрешности, т. е. по длине окружности
дисков образуется изогнутость.
Обобщая полученные результаты, можно утверждать, что пре-
имущественным характером искажения геометрической формы дис-
ков является «тарельчатость» с наложением волнообразной изогнуто-
сти на плоскость кольца.
Изучив варианты измерений, пришли к выводу, что процесс таких
измерений можно автоматизировать.
Наиболее простой способ измерения отклонения от плоскостности –
это сканирование поверхности диска в определенных точках с помощью
датчика расстояния, перемещаемого вдоль поверхности диска (получе-
ние карты высот). Так как процесс изготовления фрикционных дисков
исключает появление скачкообразных и резких изменений геометрии
поверхности диска, то при определенной плотности точек измерения
можно определить максимальное отклонение от плоскостности для каж-
дого диска.
68
Ключевым элементом измерительной системы является датчик
расстояния. На данный момент принято решение использовать бес-
контактный оптический датчик [1], который обеспечивает высокую
надежность и качество измерений. Точность измерения составляет
несколько микрометров.
После анализа возможных вариантов решения проблемы контроля
дисков была начата разработка измерительного комплекса с возмож-
ным размещением двух разных измерительных модулей (контактный
и бесконтактный). Сам же поворотный стол и несущая конструкция
остаются неизменными.
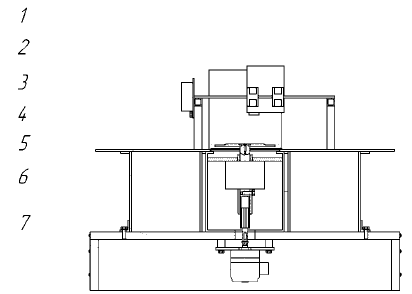
На рис. 2 изображен автоматический измерительный комплекс
с последующим разделением дисков на бракованные и удовлетво-
ряющие критериям качества. Диски на поворотный стол подаются
горизонтально из обоймы (на рисунке она изображена за датчи-
ком). После поступления диска на поворотный стол начинается
измерение диска, после чего диск со стола смещается либо вправо,
либо влево.
Рис. 2. Принципиальная схема измерительного устройства
На рисунке цифрами обозначены: 1 – бесконтактный оптический
датчик типа «Sick OD Hi» [2]; 2 – шаговый двигатель перемещения
датчика с передачей винт – гайка; 3 – поворотный стол; 4 – подъемное
устройство; 5 – шлицевое соединение между двигателем и гидро-
подъемником; 6 – станина; 7 – шаговый двигатель поворотного стола.
Схема управления измерительным комплексом довольно про-
стая. Для работы приводов используются два драйвера соответст-

69
венно для двигателя перемещения датчика и двигателя поворотно-
го стола. Двигатели управляются одним двухвходовым контролле-
ром. С датчика сигнал в уже цифровом виде (так как в датчике
данного исполнения есть как аналоговый, так и цифровой выходы)
поступает на контроллер датчика. После этого вся информация
приходит либо на микроконтроллер (мк), с «зашитой» на него про-
граммой управления измерительной системой. Также рассматри-
вается вариант подключения персональной ЭВМ к МК. Это ис-
пользуется для удобства пользования данной установкой людьми
без специального знания электроники.
Стоит отметить, что параллельно разрабатывается устройство прав-
ки фрикционных дисков, для которого необходимо знание карты высот
(усилие должно прилагаться к наиболее отклоненной точке на плоско-
стности диска). Если же пытаться автоматизировать процесс правки, то
необходимо наносить метку на диск для дальнейшего нахождения наи-
большего отклонения от плоскостности (не исключен вариант нанесе-
ния магнитной метки на диск). Для достижения наибольшей произво-
дительности возможно создание измерительно-правочного комплекса
модульного типа для увеличения надежности системы и исключения
человеческого фактора в производственном процессе.
Список литературы
1. Хоске М. Т. Датчики: Позиционирование // Control Engineering. – Dec.
2005. URL: http://controlengrussia.com/tematy_wiodance1205. (дата обращения:
27.08.2009).
2. Датчики расстояния // Sensors. – 2009. URL: http://www.sick-
automation.ru/catalog/sensors/complex/sensor_distance.html? (дата обращения:
27.08.2009).
А. С. Копкин, О. Л. Цветкова
Ростовская-на-Дону государственная академия
сельскохозяйственного машиностроения
Метод управления работой штукатурного робота
©
Актуальной задачей при формировании управления процессом
оштукатуривания является учет имеющихся запретных зон, которые
не подлежат обработке. В связи с этим интерес представляет разра-
© Копкин А. С., Цветкова О. Л., 2009
70
ботка метода планирования движений рабочего инструмента, обеспе-
чивающего обход запретных зон [1].
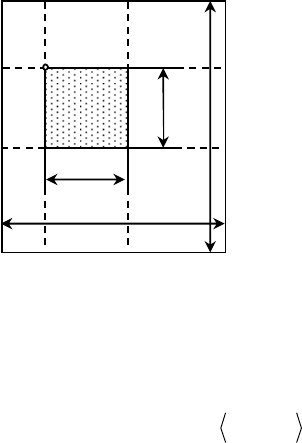
Рис. 1. Схема разбиения поверхности на участки
Поверхность, подлежащая обработке, представляется в виде множе-
ства
{
}
1
,...
r
Φ = ϕ ϕ
, где
r
– количество участков рабочей поверхности.
Компонентами этого множества являются участки траектории, не со-
держащие нетехнологические переходы:
( ) ( )
, ,
,
r r
r i j i j
y z
ϕ =
, где
( ) ( )
, ,
,
r r
i j i j
y z
–
координаты движения рабочего инструмента на участке
r
траекто-
рии в системе координат робота;
1...
r
i N
=
,
1...
r
j M
=
– номера гори-
зонтальной линии и точки на участке
r
. Нетехнологическими траек-
ториями будем считать дуги окружности, по которым робот соверша-
ет переход между прямолинейными вертикальными или
горизонтальными траекториями.
Координаты точек траектории движения задаются функциями,
вид которых определяется алгоритмом обхода запретных зон:
(
)
( )
( ) ( )
,
( ) ( )
,
, , , , ;
, , , , ,
r r
i j y f f
r r
i j z f f
y f i j h h y
z f i j s s z
=
=
где
hs,
– ширина и высота поверхности;
ff
hs ,
– ширина и высота
запретной зоны;
ff
zy ,
– координаты опорной точки (левый верхний
угол) запретной зоны в системе координат робота.
1
r
(
)
ff
zy ,
h
f
s
j
r
n
r
f
h
s2