Jan Svoboda. Magnetic Techniques for the Treatment of Materials
Подождите немного. Документ загружается.

470 CHAPTER 6. INDUSTRIAL APPLICATIONS
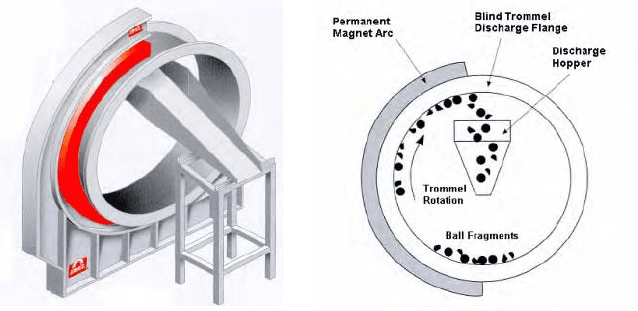
Figure 6.1: Schematic illustrations of the trommel magnet system [S86] (cour-
tesy of Eriez Magnetics, Inc.).
6.1 Treatment of minerals
6.1.1 Recovery of grinding ball fragments from SAG and
ball mills
Grinding ball fragments from SAG and ball mills cause serious wear to down-
stream processing equipment. These fragments, recirculating in a milling circuit,
cause wear to sumps, pumps, hydrocyclones and interconnecting piping. Mag-
netic separation systems designed to remove grinding ball fragments from the
mill discharge have been developed and successfully applied in milling circuits.
Trommel and trunnion magnet systems developed by Eriez Magnetics were
applied at the Escondida Copper Concentrator in Chile and subsequently at
other concentrators, including Los Pelambres [S86].
The trommel magnet shown in Fig. 6.1 consists of an arc of permanent mag-
nets mounted at the discharge end of an existing trommel screen. The magnet
removes the grinding ball fragments from the oversize material allowing the
oversize ore to be returned to the circuit for processing. As can be seen in Fig.
6.1. the system consists of a blind trommel, magnet sector, support structure
and a discharge hopper. The function of the blind trommel is to provide a flange
to transport the trommel oversize material through the magnetic field.
During operation, the trommel screen oversize material moves across the
blind trommel prior to discharging into a sump. Any strongly magnetic mater-
ial will be attracted to the magnetic arc and held to the rotating blind trommel.
This material is then released as it rotates past the end of the magnet sec-
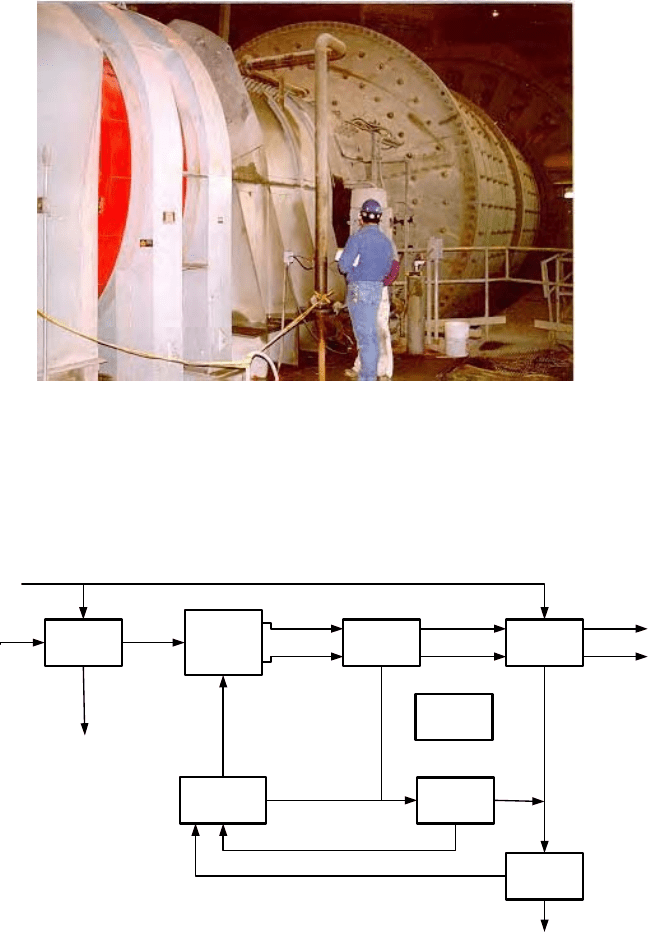
tor. Figure 6.2 shows an installed trommel magnetic system mounted on the
discharge end of a trommel screen.
After the installation of the trommel magnet in the Escondida concentrator
6.1. TREATMENT OF MINERALS 471
Figure 6.2: Trommel magnet (foreground) mounted at the discharge end of a
trommel screen (courtesy of Eriez Magnetics, Inc.).
Feed
preparation
Dense
medium
separation
Drain Rinse
Medium
storage
Medium
recovery
Densifica-
tion
Medium
recovery
Floats
Products
Water
Feed
Medium recovery circuit
effluent
Feed preparation effluent
Figure 6.3: Block flowsheet of a dense medium plant.
472 CHAPTER 6. INDUSTRIAL APPLICATIONS
126 tonnes of grinding ball chips were removed on the first day. This amount was
progressively decreasing with each subsequent day and after the fifth day the
recovered fragments stabilized at about 7 tonnes per day [S86]. When installed
at the Los Pelambres Copper Concentrator (Chile) on a SAG mill, on average
16.6 tonnes of ball chips per day were collected.
The trunnion magnet was subsequently designed to collect magnetically the
grinding ball fragments directly from the mill discharge stream without the use
or requirement of a trommel screen. The magnet installed at a ball mill at Los
Pelambres collected, on average, 34.8 tonnes of ball chips per day.
Installation of these magnetic systems for the removal of grinding ball frag-
ments resulted in extension of the lifetime of pumps by 300%, the milling
throughput increased by 5% and the energy consumption decreased by 10%.
6.1.2 Heavy medium recovery circuits
Dense medium separation has been practised for a long time in the coal, iron
ore and diamond industries and in spite of its long history and relative matu-
rity the process is being steadily improved. The DMS plant block diagram is
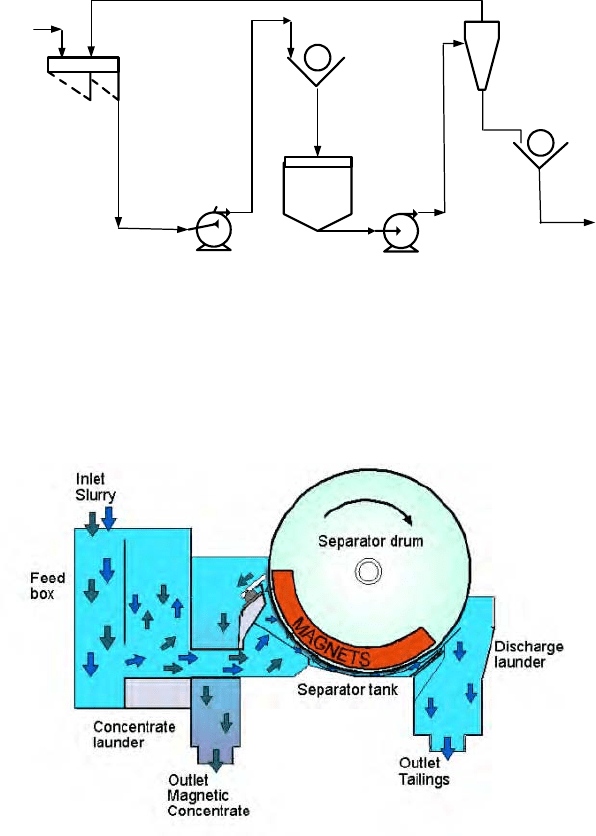
shown in Fig. 6.3, while Fig. 6.4 illustrates the medium recovery circuit with
water recycling. Since the major component of the total loss of heavy medium
is the magnetic loss, significant emphasis has been placed on the development
of the magnetic circuits and their operation. Improved drum and tank designs
provide better recoveries and correct adjustment and optimization of variables
aecting operation of magnetic separators also provide more e!cient and eco-
nomical operation of the circuit. Implementation of rare-earth drum magnetic
separation, with important consequences for better recoveries of heavy media
and for simplification of the entire circuit, will be the next step for improvement
of this mature process.
6.1.3 Beneficiation of iron ores
EVTAC Mining Co., Minnesota, USA
EVTAC Mining, the magnetite concentrate and pellet producer, has recently
faced a problem of the reduced feed grade and the need to move into mining areas
of lower-grade ore with a higher silica content and lower magnetic susceptibility
iron minerals. In order to reverse the losses of the magnetic minerals, low-
intensity magnetic separators developed during the 1960s were replaced by more
e!cient Metso Minerals machines.
The original 98 concurrent Stearns low-intensity magnetic drum separators
(900×2400 mm) in the rougher circuit were replaced in 2001 by 20 Metso Min-
erals counter rotation LIMS, shown in Figs. 6.5 and 6.6. In addition to consid-
erable reduction in floor space, the replacement separators oered advantages
such as a longer pick-up zone, increased retention time and self-adjusting level
control. The metallurgical performance of the new separators exceeded not only
6.1. TREATMENT OF MINERALS 473
Fresh water
Drain and rinse
screens
Dirty water recycle
Primary LIMS
Secondary LIMS
Classifying
cyclone
Effluent
Figure 6.4: Dense medium recovery circuit with water recycling (adapted from
Dardis [D13]).
Figure 6.5: Metso Minerals low-intensity counter-rotation permanent magnet
drum separator (courtesy of Metso Minerals).

474 CHAPTER 6. INDUSTRIAL APPLICATIONS
Figure 6.6: Metso Minerals low-intensity permanent magnet drum separator
(courtesy of Metso Minerals).
Table 6.1: Metallurgical results of rougher optimization at EVTAC Mining [E6].
Parameter Metso LIMS Stearns LIMS
Feed [% solids] 30 - 35 42.3
Davis Tube concentrate [%] 6.5 13.1
Recovery [% Fe] 99.6 96.9
Davis Tube total conc. [%Fe] 68.9 68.5
Davis Tube total tails [%Fe] 54.9 57.5
Silica in conc. [%Si] 19.3 18.0
Silica rejection [%] 26.8 27.3
that of the original separators but also the set target. The metallurgical results
from the optimized rougher circuit are summarized in Table. 6.1.
Following the success of the rougher circuit optimization, the Metso LIMS
machines were tested in the cobber position. The new cobbers improved the
recovery and grades in both the concentrate and tails streams and their in-
stallation resulted in a reduction of 75% in the original equipment [E6]. The
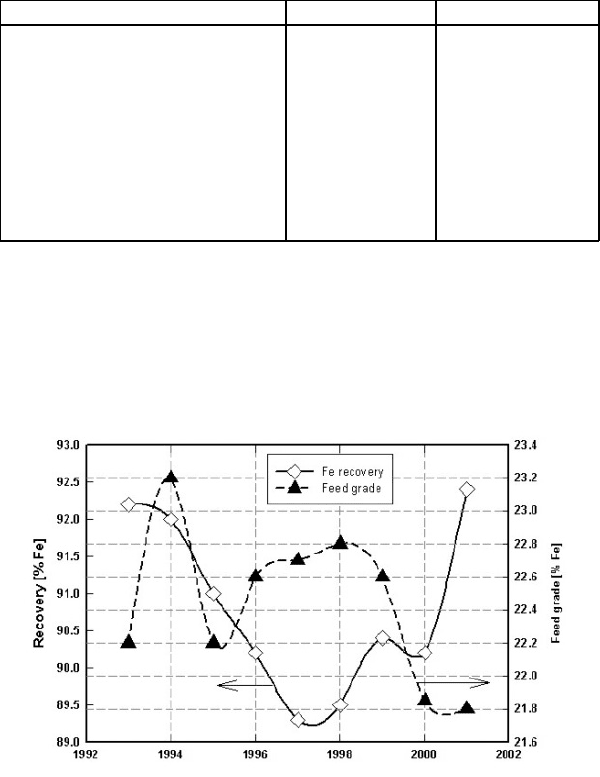
metallurgical improvements are recorded in Table 6.2, while Fig. 6.7 illustrates
the pattern of the iron recovery and the feed grade as a function of time.
Iron ore beneficiation by the Ferrous Wheel magnetic separator
Ferrous Wheel magnetic separators, described in Section 2.4 have been applied
to the beneficiation of weakly magnetic iron ores at several mining operations.
6.1. TREATMENT OF MINERALS 475
Table 6.2: Metallurgical results of cobber optimization at EVTAC Mininig [E6].
Parameter Metso LIMS Stearns LIMS
Feed [% solids] 35 - 40 43.7
Feed grade [% Fe] 21.6 20.8
Concentrate grade [% Fe] 33.1 32.4
Recovery [% Fe] 97.2 92.4
Mass recovery [%] 63.9 59.5
Davis Tube total conc. [% Fe] 68.8 69.1
Davis Tube total tails [% Fe] 53.8 61.9
Silica in conc. [% Si] 33.7 34.2
Silica rejection [%] 22.2 22.7
Figure 6.7: Magnetic iron recovery and the feed grade at EVTAC (adapted from
[E6]).

476 CHAPTER 6. INDUSTRIAL APPLICATIONS
Figure 6.8: Installation of sixteen Ferrous Wheel magnetic separators to recover
hematite from tailings ponds (courtesy of Eriez Magnetics, Inc.).
Process
Water
pumps
Magnetic Separation
Circuit for MUT Plant
Process water
Thickener
For Filtration
Circuit
Transfer
tank
pump
Slimes
For Classifying
Circuit
Tailings
process water
process water
Concentrate
+0,4 mm
-0,4 mm
Dilution
tank
pump
FW (05 equipment)
Concentrate
pump
Tailings
pump
HC-50a67
pump
Concentrate
tank
Tailings
+ Slimes pumps
protection screen
Process water
By-pass
Option
Figure 6.9: Magnetic separation circuit at the Mutuca Plant, Minas Gerais,
Brazil (courtesy of S.C. Amarante).

6.1. TREATMENT OF MINERALS 477
Table 6.3: Production-scale results at the Hercules Mine [P15].
Product Mass [%] Grade [% Fe] Recovery [% Fe]
LIMS 0-8 55 - 61 0-9
FW Rougher magnetics 18 - 35 57 - 60 22 - 41
FW Scavenger magnetics 13 - 34 55 - 57 15 - 38
Combined concentrate 49 - 58 56 - 58 58 - 68
Hercules Iron Mines, Coahuila, Mexico In 1995 the Grupo Acerero del
Norte’s Hercules Mine expanded its concentrator to recover iron values from mill
tailings. The expansion incorporates low-intensity drum magnetic separators
and matrix magnetic separators as a pre-concentration stage. Flotation is then
used to produce the final iron concentrate for pelletization.
Approximately 6 million tonnes of flotation tailings, averaging 50% Fe, mostly
hematite, are contained in tailings ponds. The tailings are relatively fine at 93%
-75 m and 72% - 25 m. The non-magnetic fraction from the low-intensity
drum magnetic separator is treated by 15-ring Ferrous Wheel (FW) separators,
with 2.44 m diameter rings, equipped with the 14 mesh screen cloth matrix.
The ferrite permanent magnets generate a magnetic induction of 0.1 T in the
open air in the upper rougher stage, while the magnets in the lower scavenger
zone produce a background magnetic induction of 0.22 T.
The results of the production-scale tests at Hercules are summarized in Ta-
ble 6.3. The best combined results of LIMS and Ferrous Wheel separators were
obtained at a feed rate of 26 t/h at 37% to 38% solids. As a result of success-
ful pilot-scale and production-scale tests, additional three low-intensity drum
magnetic separators (1220 mm diameter and 3170 mm drum width) and sixteen
Ferrous Wheel separators, shown in Fig. 6.8, were installed [P15].
Mutuca Plant, Minas Gerais, Brazil Four 15-ring Ferrous Wheel sepa-
rators were installed in 2001 at the Mutuca plant of MBR, Minas Gerais, the
second largest Brazilian iron ore producer, to treat 240 t/h of cyclone under-
flow at the iron ore beneficiation plant. A schematic diagram of the magnetic
separation circuit of the MUT plant is shown in Fig. 6.9. The plant expan-
sion followed extensive laboratory and pilot-scale tests [A36]. The results of the
tests confirmed that significant reduction in concentration of aluminium-bearing
minerals and of silica could be achieved at high iron oxide recovery. It was also
observed that loss on ignition and concentration of manganese and phospho-
rus also decreased significantly. Figure 6.10 illustrates the performance of the
Ferrous Wheel separator at the Mutuca plant. The Ferrous Wheel separator
installed at the Mutuca Iron Ore Plant is shown in Fig. 6.11, while Fig. 6.12
illustrates the positioning of the magnetics/non-magnetics splitter within the
Ferrous Wheel machine.

478 CHAPTER 6. INDUSTRIAL APPLICATIONS
Example of results for 75% TAM + 25% MUT
Gerência de Desenvolvimento e Tecnologia Mineral
PROCESS WATER
66.8 1.00
3.5m³/h
2.40 100
4 tph/ring
Fe Al
2
O
3
SiO
2
MR
61.1 6.67
67.8 0.76
8.18 15
1.38 85
non-magnetic
ma
g
netic
FEED
key
Ferrous Wheel
model FW 8-15
8' in diameter
Example of results for 75% TAM + 25% MUT
Gerência de Desenvolvimento e Tecnologia MineralGerência de Desenvolvimento e Tecnologia Mineral
PROCESS WATER
66.8 1.00
3.5m³/h
2.40 100
4 tph/ring
Fe Al
2
O
3
SiO
2
MR
61.1 6.67
67.8 0.76
8.18 15
1.38 85
non-magnetic
ma
g
netic
FEED
key
Ferrous Wheel
model FW 8-15
8' in diameter
Figure 6.10: Performance of Ferrous Wheel magnetic separators at the Mutuca
Iron Ore Plant, Brazil (courtesy of S.C. Amarante).
Figure 6.11: Ferrous Wheel magnetic separator installed at Mutuca Plant,
Brazil (courtesy of S.C. Amarante).

6.1. TREATMENT OF MINERALS 479
Figure 6.12: The positioning of a magnetics/non-magnetic splitter in the Ferrous
Wheel separator at Mutuca Plant (courtesy of S. C. Amarante).
Fábrica Mine, Forteco Minerac˛ão SA, Brazil
The concentrator plant of Fábrica Mine, which started beneficiating itabirite ore
in 1977, was using nine Jones wet high-intensity magnetic separators DP317,
with 1.5 mm gap and a magnetic induction of 1.2 T, to produce a concentrate
for pelletization. These WHIMS units were operating in parallel at a feed rate
of 110 t/h, with a feed grade of 47% Fe, of which maximum 0.8% was magnetite.
The increasing production rate and decreasing grade of the ore in the nine-
teen eighties resulted in the increase of the magnetite content, up to 3%, in
the feed to magnetic separators. This, combined with the need to increase the
magnetic field strength to treat finely disseminated hematite, resulted in partial
clogging of the separation boxes.
After extensive pilot-scale testwork the WHIMS plant was modified into
a two-stage process using the existing nine Jones separators. The width of
the gap of the first stage, with four machines, was increased to 3.5 mm, which
corresponded to a magnetic induction of 0.7 T. This first medium intensity stage
was followed by a higher intensity WHIMS stage, with five machines operating
at 1 T and 1.5 mm gap width. Feed rates of up to 320 t/h in the first and 240
t/h in the second stages could be achieved [H24].
The new circuit, the flowsheet of which is shown in Fig. 6.13, allowed an
increase in the overall production rate from 832 t/h to 1200 t/h, and an increase
in the recovery of iron from 65% to 70%.