Jackson Mark. Machining with Abrasives
Подождите немного. Документ загружается.

of coolant into the dressing contact zone and reduces the coefficient of friction
between the active dressing partners, as a result of which the heat generation in the
dressing contact zone, and therefore the intensity of graphitisation, decreases.
Therefore, in down dressing ultrasonic assistance leads to an intensity in the
principal mechanism of dressing diamond wear, and in up dressing it leads to a
reduction in this mechanism the principal wear mechanism.
As mentioned above, in industry the conventional dressing of vitrified bonded
CBN wheels is often carried out in down dressing mode, in order to avoid thermal
damage to the workpiece cauesed by a too fine wheel surface. Ultrasonic assisted
dressing tests with form rollers show, however, that with suitable ultrasonic assis-
tance in up dressing (i.e. in the range q
d
<0) a grinding wheel topography can be
produced that is comparable to the topography produced after conventional down
dressing. From roller wear with ultrasonic assistance in up dressing is, however,
much less than with conventional dressing in down dressing.
4.7 Laser Dressing
With the further development of laser technology the areas of application for
machining with laser beams have been increasing all the time in recent years.
The laser has become established as a fast and versatile tool particularly for the
machining of hard and brittle (difficult-to-machine) materials such as high-
performance ceramics. As well as being extremely versatile, the laser has additional
positive features such as its ability to introduce heat in a controlled condition, the
small zone in which heat exerts an influence, machining without machining forces
and the fact that it can be controlled easily in terms of space and time. The use of
laser beams for conditioning grinding wheels enables the disadvantages of conven-
tional conditioning methods arising from the tools and methods used to be avoided.
These disadvantages include, for example, dresser wear when dressing with dia-
mond dressers or the presence of process forces in profiling. The wear on an
expensive diamond tool results not only in high tool costs but also in an unstable
dressing process in terms of wheel geometry and topography. The process forces
that arise in profiling with conventional conditioning methods can lead on the one
hand to dimensional and profile errors on the geomet ry of the wheel, and on the
other hand to the inducing of microcracks in the abrasive grits and the bond of the
grinding wheel.
So far lasers have been used in various ways for conditioning grinding wheels.
With a laser beam it is possible to clean the surface of grinding wheels non-
aggressively. The laser beam can also be used to sharpen superabrasive grinding
wheels, removing only the bond. If sufficient bond material is removed, the
abrasive grits can also fall out. Influencing of both the abrasive grits and the bond
at the same time with the laser beam and laser-assisted profiling are other methods
that have been developed.
4 Dressing of Grinding Wheels 225
4.7.1 Principle of Laser Conditioning
Laser conditioning is a thermal machining method in which the surface of
the grinding wheel is heated in control led conditions by the laser beam. With this
process the components of the abrasive layer and also the chips embedded in
the pores of the abrasive layer can reach melting point. Laser conditioning is
therefore influenced both by the specification of the wheel and also by the condi-
tions of the laser irradiation. La ser conditioning is carried out best with a Nd:YAG
laser because not only is it possible to achieve a high degree of focus with the beam
of the Nd:YAG laser, but also it has the best absorption behaviour and therefore
uses energy to optimum effect on the bond of the grinding wheel. Besides, by
means of optical fibres the beam of the Nd:YAG laser can be directed safely and
flexibly to the machining point, which is of great advantage particularly in indus-
trial applications [13].
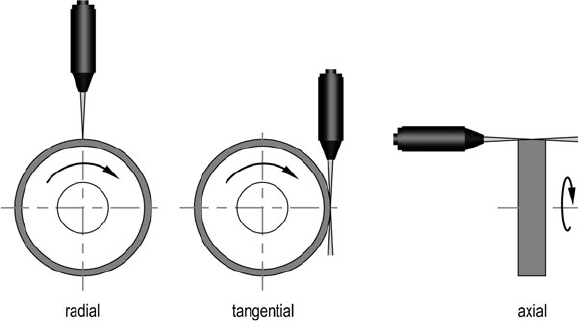
The laser irradiation of grinding wheels can be subdivided into three principal
arrangements (Fig. 4.50). With a radial beam relative to the irradiated surface of the
wheel, a Nd:YAG laser beam can produce a uniform irradiated area. This arrange-
ment is therefore best suited for cleaning the wheel and for the controlled cutting
back of bond mater ial, namely for sharpening. For profiling with close tolerances on
geometry, the radial irradiation would have to be carried out with a depth cont rol
and also with a cw-Q-switched laser beam (with pulses of a few nanoseconds) [36].
Also, unlike wi th conventional sharpening processes, with radial irradiation no
bond bridges are produced behind the grits that have a supporting effect on the
grit and therefore have a positive effect on wheel wear [59]. Another principal
irradition arrangement is the beam being directed tangentially to the wheel. With
this arrangement it is possible both to produce bond bridges and also to remove
roundness errors. However, with this arrangement the beam power needed to
Fig. 4.50 Possible irradiation arrangements in laser conditioning [13] used with permission
copyright J.-H. Timmer
226 T. Tawakoli and A. Rasifard

achieve a process speed comparable to that achieved with radial irrada tion is greater
due to the larger irradiation area and because the focus of the beam is only partly
used. The third arrangement that is possible with laser conditioning is in the axial
direction, but because of the Gaussian beam optics it is not suitable for precision
conditioning. With this arrangement, inevitably the profile of the wheel deteriorates
[13].
In designing laser conditioning the influencing factors such as beam power,
irradiation time and defocus distance should be set so that by heating the surface of
the wheel, the desired melting and eventually the required removal of the elements
of the abrasive layer and also of the chips embedded in the pores of the abrasive
layer can be achieved . Therefore the relationship between influencing factors and
the development of heat in laser conditioning has to be analyzed.
4.7.2 Thermal Consideration of Laser Conditioning
The heat induced in the surface of the wheel by laser irradiation leads to effects such
as melting, evaporation and the forming of plasma, which enable the components of
the abrasive layer and/or the chips embedded in it to be removed [60].
The development of heat in a surface irradiated with the laser depends on various
influencing factors. These include in particular the power of the beam and the area
that is to be machined by the laser. With laser conditioning the temperature
distribution and eventually the depth to which material is melted can be described
by (4.7) as the basic equation gover ning one-dimensional heat transfer [61].
@
2
T
@z
2
¼
1
a
@T
@t
(4.7)
T is the temperature in a gri nding wheel depth of z and t is the time after starting
laser irradiation. a is the thermal diffusivity of the grinding wheel. If there is no loss
of heat from the radiation and no melting, then (4.8) can be derived from (4.7) [60].
Tðz; tÞ¼
2AP
K
ierfcð
z
ffiffiffiffiffiffiffi
4at
p
Þ (4.8)
With pulsed laser irradiation, the laser beam intensity ( P )is
PðtÞ¼
P 0<t<t
0
0 t<0; t>t
0
(4.9)
In (4.8) A is the material’s absorption coefficient, and K is the thermal conductivity.
As can be seen, at a constant P, incr easing the irradiation time t
0
leads to an increase
in the temperature in the lower layer of the grinding wheel. But this can affect the
4 Dressing of Grinding Wheels 227
topography of the wheel. Therefore, in order to clean the wheel, a high laser power
flux and short irradiation laser puls es should be set [61, 62]. The laser beam
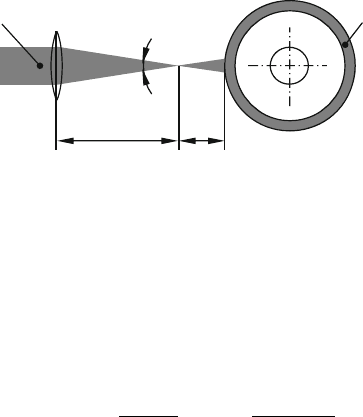
intensity depends on the irradiation arrangement, the average power P
m
, the focus
beam diameter d
b
, the defocus distance z and the full divergent angle y (Fig. 4.51).
With radial irradiat ion, the laser power flux input can be calculated by (4.10) [60].
Pðx; y; zÞ¼
8p
m
p dðz Þ
exp
8ðx
2
þ y
2
Þ
ðdðzÞÞ
2
"#
(4.10)
d(z) is the beam diameter at z from the focus plane along the propagating beam and
is calculated according to (4.11). z is positive if the focus plane is outside the wheel.
Conversely, it is negative if the focus plane is inside the wheel.
dðzÞ¼d
b
þ 2z tanðy=2Þ (4.11)
As shown from (4.10) and (4.11), the laser power flux input into the wheel and
therefore the development of heat in the surface of the wheel depends among other
things on the defocus distance. The angle of inciden ce of the laser beam is another
parameter that can influence laser conditioning. As the angle of incidence increases,
the absorbed energy and conse quently the process speed decrease [63].
4.7.3 Laser Conditioning of Conventional Grinding Wheels
With proper laser irradiation, conventional grinding wheels can be both cleaned and
dressed. Fusion and the evaporation of chips are the main mechanisms in the laser
cleaning of a wheel [61, 62]. The wheel can only be cleaned effectively and reliably
by laser irradiation if all the process parameters are selected appropriately. The
factors that lead to different influences on the components of the wheel and
loosened chips by the laser irradiation have to be taken into consideration. These
factors include, for example, melting point, optical reflectivity, thermal and optical
conductivity, and specific heat capacities [61].
grinding wheel
lens
f
l
θ
Laser beam
Fig. 4.51 Schematic of the laser conditioning arrangement
228 T. Tawakoli and A. Rasifard
With laser dressing, a higher laser power flux input is generated compared with
laser cleaning. This leads to melting (followed by re-solidification) and/or evapora-
tion of the components of the grindin g wheel, as a result of which the topography of
the wheel changes in terms of its morphology and composition. Depending on the
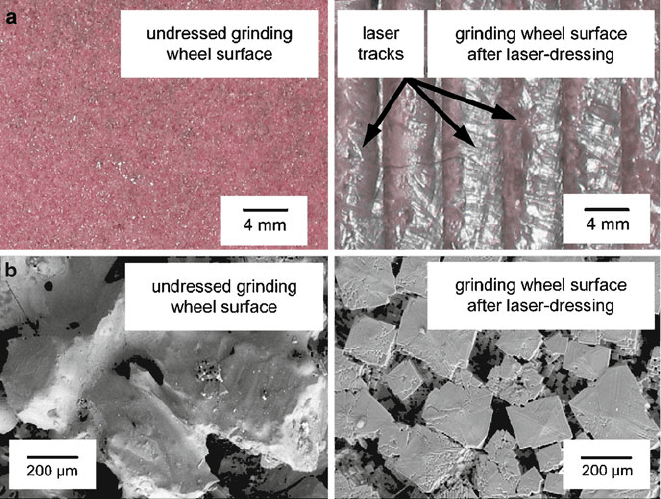
cooling speed, re-solidification produces new microstructures. As Fig. 4.52a shows,
after laser dressing the alumina wheel has a compacted surface with reduced
porosity [64]. In their studies, Jackson et al. also reported a reduction in porosity
but without a full compaction of the surface of the wheel [61]. Figure 4.52b shows
the microstructure of the grinding wheel surface before and after laser dressing.
Although the grits after laser dressing are of very different sizes, from 5 to 100 mm,
they are more regular and symmetrical in shape with well-defined edges and sides
[61, 64]. The morphological features evolved during laser dressing reduce the
surface roughness of the dressed wheel, which in turn affects the grinding perfor-
mance [64]. Jackson et al. have found that there is little difference between grinding
ratios for diamond-dressed and laser-dressed vitrified alumina grinding wheels,
although the mechanisms of grinding wheel wear after dressing with a diamond
tool and with the laser are different [61].
Fig. 4.52 Vitrified alumina grinding wheel surface before laser dressing (undressed) and after
laser dressing with 750 W: (a) Optical micrographs of the grinding wheel surface, (b) Microstruc-
ture of the grinding wheel surface [64] used with permission copyright Elsevier
4 Dressing of Grinding Wheels 229
4.7.4 Laser Conditioning of Superabrasive Grinding Wheels
Laser conditioning is of great interest particularly for preparing superabrasive CBN
and diamond grinding wheels. The laser can be used successfully for cleaning
superabrasive wheels. For example, Chen et al. were able to clean a vitrified bonded
CBN wheel successfully with laser irradiation. They found that the laser beam has
to have greater laser energy for cleaning CBN wheels than alumina wheels due to
the greater thermal conductivity of CBN [62].
Laser can also be used for dressing superabrasive grinding wheels with different
types of bond. The influe nce on wheel topography depends not only on the irradia-
tion parameters but also on the wheel specifications such as grit size and bond
material. With the laser dressing of superabrasive grinding wheels the aim is to
remove bond material in such a way that a new wheel topography is produced with
the desired grit protrusion. The bond material should be removed without any
thermal damage being caused to the abrasive grits, because this can increase the
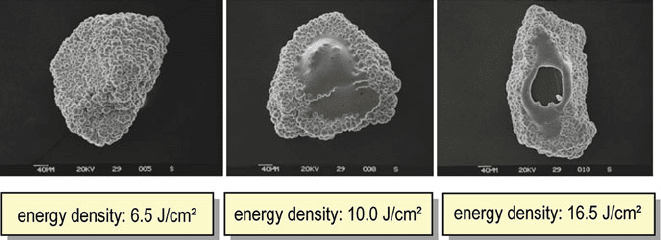
wear on the wheel. By irradiating the grits with individual laser pulses with
different energy densities and then analysing the SEMs, the maximum permissible
energy density for the laser irradiation can be determined. Any influence on
or damage to the unclad grits can be seen in the form of discolouration and spalling.
In the case of nickel-clad grits, if the energy density is too high, laser irradiation
causes the nickel coating to melt (Fig. 4.53). Here, the maximum permissible
energy density is defined as the energy density at which while most of the top
side of the grit is exposed as far as the grit, the areas of grit to the side and
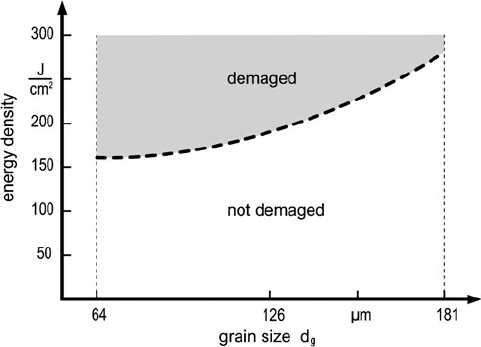
below remain unaffected. With natural diamond as an example, Fig. 4.54 shows
the boundary between damaged and undamaged grits calculated as a function
of energy density and grit size. It can be seen that with increasing grit siz e, also,
higher energy densities can be used for laser conditioning without damaging the grit
[13]. The removal behaviour of the bond is another important influencing factor
in the laser dressing of superabrasive grinding wheels. It could be established in
Fig. 4.53 Influence of laser beam energy density with nickel-clad diamond grits as an example
[13] used with permission copyright institute of machine tools and production technology (IWF),
technical university Braunschweig
230 T. Tawakoli and A. Rasifard
the laser irradiation of the flat sample of pure binder material that both with
the vitrified and resin bond essentially there is the same removal behaviour and a
linear relationship between energy density and the depth of material removal per
laser pulse. This is why by setting the laser energy density adequately, a targeted
removal of the bond and eventually a suitable grit protrusion (la ser sharpening) or
a desired grit removal (laser dressing) can be achieved. In general, resin bonds can
be removed successfully with much lower energy densities than very strong vitri-
fied bonds [59].
Similarly, an almost linear relationship between energy density and depth of
removal per pulse can be established with the bronze bonded grinding wheel.
However, greater laser energy density is needed for the removal of metal bonds,
which in the case of diamond grinding wheels increases the risk of grit failure or
graphitisation of the diamond particles. Hosokawa et al. have used an air jet
directed on the laser irradiating spot in the laser dressing of a bronze bonded
diamond wheel. The air jet blows away the molten binder before it solidifies
again and thereby increases the efficiency of the process [66]. The colour of the
bond also plays an important part for the quality of material removal. For example,
by a change in colour, which does not influence the grinding process, a change in
the absorption behaviour for the laser irradiation and therefore an improvement in
the bond can be obtained [59].
A comparison between laser conditioning and conventional conditioning can be
carried out on the basis of the grinding force ratio m ¼F
0
t
/F
0
n
. The higher m is, the
more favourable are the machining characteristics of the grinding wheel. Fig-
ure 4.55 shows the change in grinding force ratio in internal cylindrical grinding
with a resin bonded CBN wheel that has been laser-conditioned and a wheel that has
Fig. 4.54 Influence of grit size in the laser irradiation of natural diamond PDA 665 [13] used with
permission copyright institute of machine tools and production technology (IWF), technical
university Braunschweig
4 Dressing of Grinding Wheels 231
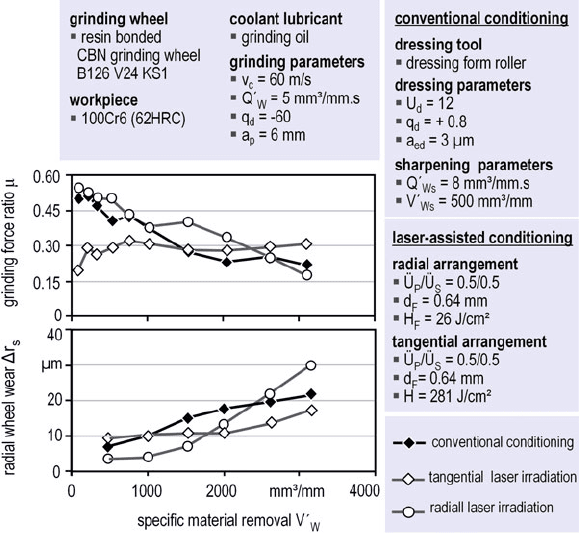
been conditioned through the conventional method. With the wheel conditioned
conventionally, the wheel was first dressed with a diamond cup wheel and then
sharpened with an alumina sharpening block. At the start of the grinding tests, the
wheels conditioned conventionally and by radial laser irradiation display higher
grinding force ratios. However, with increasing special material removal the grind-
ing force ratio for these two processes decreases drastically, so that at approx.
2,500 mm
3
/mm the wheel conditioned with tangential laser irradiation has the
highest grinding force ratio. This shows that while grinding after conventional and
radial laser-irradiated conditioning, the topography of the wheel is changed consid-
erably.
The efficiency of laser conditioning was also investigated on the basis of the wear
behaviour of the wheel (Fig. 4.55). At the start of grinding, the radially irradiated wheel
displays the least wear, but from a spesific material removal V
0
w
of approx. 1,500 mm
3
/
mm a clear and constant increase could be seen. At the end of the series of tests the
lowest wheel wear was on the tangentially laser-sharpened CBN wheel [66].
The influence of the conditioning method on the change in wheel topography was
also investigated on the basis of the effective peak-to-valley roughness of the wheel.
As Fig. 4.56 shows, radial laser conditioning generates a high effective peak-to-valley
Fig. 4.55 Dependence of the grinding process on the conditioning method and material removal
rate [66] used with permission copyright Vulkan-Verlag
232 T. Tawakoli and A. Rasifard
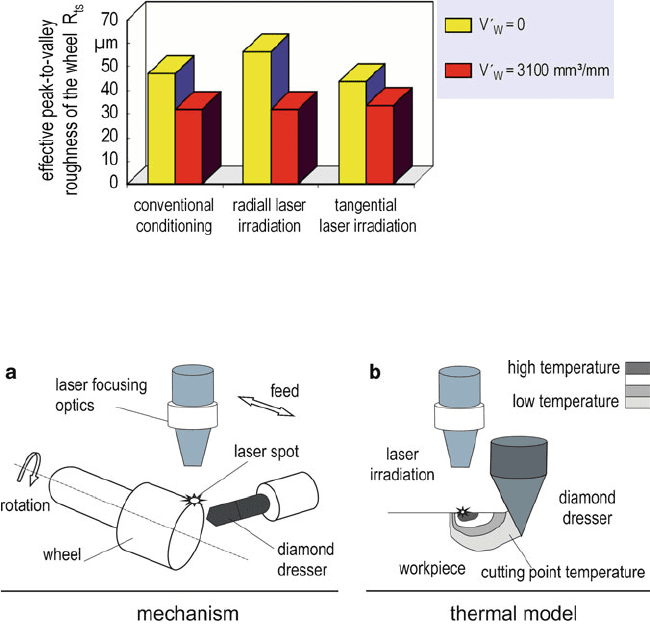
roughness on the wheel, while on the other hand the roughness of a wheel produced
by tangential laser conditioning lies in the range of that produced by conventional
conditioning. The effective peak-to-valley roughness of all the wheels becomes
smaller with increasing material removal. However, this change is greatest with the
radially irradiated wheel, so that after a spesific material removal of 3,100 mm
3
/mm
the effective peak-to-valley roughness is almost the same on all three wheels.
Lasers can also be used to assist in conventional dressing with diamond
dressers; here, the surface of the rotating grinding wheel is heated by a focused
laser beam at a short distance in front of the dressing tool. This method, known as
laser-assisted dressing, has been developed by Zhang and Shin for the conditioning
of vitrified bonded CBN wheels with a single-point diamond dresser (Fig. 4.57).
With the appropriate selection of laser parameters such as laser energy density
and heating time, the brittle-hard vitrified bond of the wheel is softened and
even melted, as a result of which the mechanism of materia l removal of the
vitrified bond is changed from brittle fracture to ductile flow. This makes it
Fig. 4.56 Effective peak-to-valley roughness of a resin-bonded CBN grinding wheel as a function
of the conditioning method [66] used with permission copyright Vulkan-Verlag
Fig. 4.57 Schematic of laser-assisted dressing [67] used with permission copyright Elsevier
4 Dressing of Grinding Wheels 233
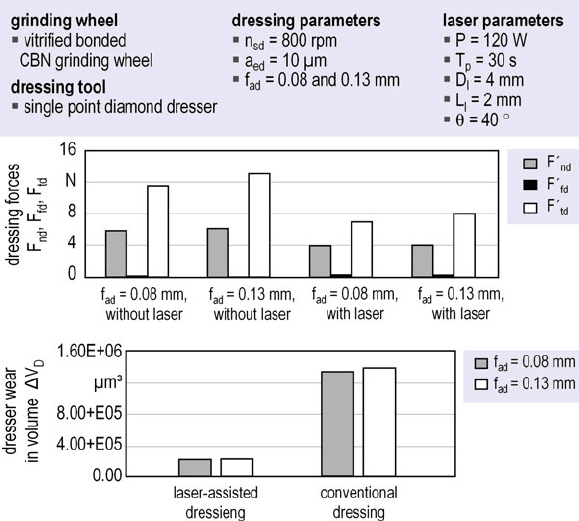
easier for the bond material to be removed and as a result leads to a reduction
in dressing forces and dresser wear (Fig. 4.58). The reduction in dresser wear
brought about by laser assistance results in the production of wheel topographies
that are more uniform with dressing operations carried out successively than those
produced with conventional dressing [ 67].
4.8 Electro-Assisted Conditioning Methods
The electro-assisted conditioning methods are used for preparing metal bonded
superabrasive grinding wheels, whereby the bond is removed by an electrical
process. These conditioning methods can be controlled read ily and are very effi-
cient. So far various electro-assisted conditioning methods have been developed,
but only the most important of these methods, namely electrolytic in-process
dressing (ELID), electro-discharge dressing (EDD) and electrocontact discharge
dressing (ECDD) are discussed in brief below.
Fig. 4.58 Dressing forces and dresser wear in conventional and laser-assisted dressing [67] used
with permission copyright Elsevier
234 T. Tawakoli and A. Rasifard