Jackson Mark. Machining with Abrasives
Подождите немного. Документ загружается.


single-layer diamond coatings using the positive method, the diamond grits are first
scattered statistically directly on to the base body of the roller and joined then in
an electroplating process with a single nickel layer to the base body [33]. The grit
density is high and the geometric coating shape is determined by the scatter of the
diamond grit size. These diamond rollers can be again re-coated after the end of their
service life [24, 28]. However, because of the way in which they are made and the
scatter of the diamonds in terms of size and shape, the surface of these tools is
relatively rough and irregular. Hence these rollers should be ground before being
used in the dressing process. This serves not only to achieve sufficient geometrical and
dimensional accuracy, but also to generate a high contact area ratio on the roller right
Fig. 4.14 Manufacturing methods for rotary diamond dressers
Fig. 4.15 Schematic illustration of the manufacturing methods for rotary diamond dressers [33]
4 Dressing of Grinding Wheels 195
at the start of dressing, which avoids unstable dressing roller wear at the initial
dressing phase [4].
The manufacturing of the multi-layer diamond coatings through the positive
method is carried out by sintering, whereby a mixture of metal powder and diamond
grits is compressed in a mould at high pressure and then, at high pressure and
high temperature is connected to the tool body. With this method diamond layers
between 2 and 5 mm thick can be produced. So it is possible to renew the profile on
these diamond rollers by regrinding them. Also, the diamond concentration can be
controlled regardless of the diamond grit size and geometry. As the relatively high
sintering temperatures lead to warping and also non-uniform shrinkage of the layer,
with this method often the diamond rotary dresser has to be ground after its
manufacture [33].
In the negative method (also calle d the reverse method), the geometry of the
roller is produced in a high-precision negative lost mould (made of graphite,
aluminium or steel), which is destroyed afterwards. A single layer of diamonds is
first applied to the surface of this negative mould and the diamonds are then joined
together with an electroplated nickel bond or by infiltration (see Fig. 4.15).
In the manufacture of electroplated diamond dressing rollers by the negative
method, the negative, extremely accurate mould, which is made of metal, is densely
covered with a single layer of statistically distributed diamonds. The diamond grits
are then joined together by electroplating an abrasion-resistant nickel alloy layer.
The electroplating process can last for a number of days or even wee ks. After
the electroplating, a base body is placed inside the negativ e mould. Next, a binder
material is poured into the intermediate space between the base body and the
electroplated layer in order to join these two components. Finally the negative
mould is removed and destroyed. Because the process temperatures can be kept
below 60
C, there is very little warping and change in dimensions. These diamond
roller dressers are char acterised by a high percentage of contact area and better
geometric and roundness accuracy, so they do not need to be ground after manu-
facture [24, 27, 33]. The negative method can also be carried out by infiltration. In
this case the negativ e mould is made of graphite. The diamond s are first scattered on
to the profile face of the negative mould and/or set in a defined pattern, and then
fixed with an adhesive. During the setting of the diamonds, the position, geometry
and type of the diamonds can be determined specifically. After laying the base
body, which roughly fits the profile of the roller, the intermediate space between the
base body and the diamond layer is filled with tungsten powder. After the compac-
tion of the tungsten powder and the subsequent addition of the infiltration material
(brazing sold er), the mould is heated in an oven at atmospheric pressure, whereby,
at high temperatures, the infiltration and the sintering processes take place. During
the infiltration, the infiltration material penetrates into the capillaries of the com-
pacted metal powder and joins the diamond layer with the roller body [33]. Due to
the shrinkage of the binder matrix after sintering, the diamond layer becomes very
solidly fixed to the tool body. Furthermore, because of its good thermal conductiv-
ity characteristics infiltration binding enables the diamonds to cool well, which
results in longer tool life [28]. While the roller cools down, the bond shrinks in an
196 T. Tawakoli and A. Rasifard
uncontrolled way. In addition, the adhes ive that is used to fix the diamond grits to
the negative mould reduces the accuracy that can be achieved. Therefore, in order to
achieve high tolerances, diamond rollers made by the negative method with infil-
tration have to be ground after man ufacture.
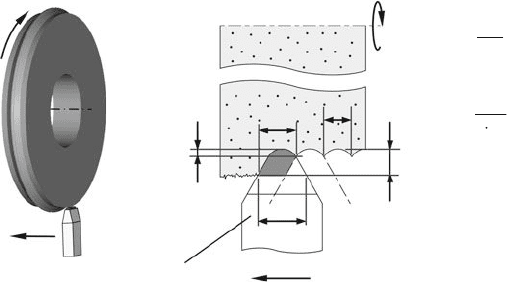
4.4 Dressing with Stationary Diamond Dressing Tools
Dressing with stationary dressing tools is comparable to turning. When dressing
with stationary dressers, the engagement conditions on the grinding wheel depend
on the geometry of the dressing tool as well as on the dressing parameters
(Fig. 4.16). The most important parameters are the depth of dressing cut a
ed
and
overlap ratio U
d
. The dressing overlap ratio U
d
is the quotient from the engagement
width a
pd
and the axial dressing feed f
ad
and shows how often a point on the
peripheral face of the wheel is engaged by the dressing tool. The permitted lower
limit value for the overlap ratio is U
d
¼1.0, with which each peripheral point of
the wheel is engaged once by the dressing tool. The dressing overlap ratio has
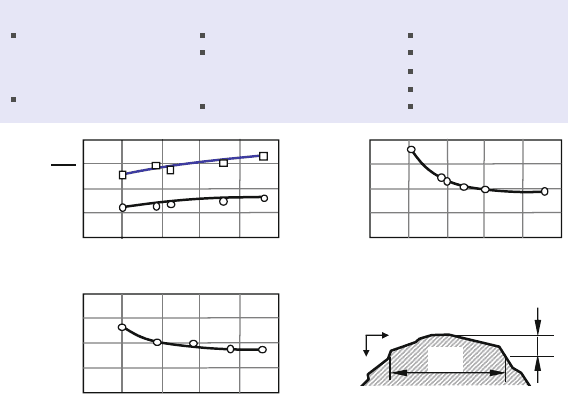
a decisive effect on the generation of the topography of the wheel when dressing.
A higher dressing overlap ratio results in a finer wheel topography. Therefore, as the
dressing overlap ratio increases, the grinding forces augment and the workpiece
roughness decreases (Fig. 4.17). Decreasing the U
d
results in an increase in wheel
wear. This can be due on the one hand to more intensive crack formation in the
abrasive grits and the bond with a higher axial dressing feed, and on the other hand
to the greater engagement forces on the indivi dual gri ts when grinding with a
coarser grindin g wheel. As it can be seen from Fig. 4.17, an increase in U
d
beyond
a certain overlap ratio does not result in any significant change in the grinding
process but in an unnecessary increase in dressing time. This maximum useful
overlap ratio depends on the specification of the wheel that is being used [2]. The
f
ad
a
pd
U
d
=
ad
b
d
f
R
t
=
8
2
a
ed
R
t
fad
a
pd
b
d
v
fad
diamond
v
fad
v
sd
n
sd
Fig. 4.16 Engagement conditions and parameters when dressing with stationary dressing tools
4 Dressing of Grinding Wheels 197
grinding process is also influenced by depth of dressing cut. The influence of depth
of dressing cut on the formation of the wheel topography is, however, less than that
of the overlap ratio. A slight increase in the number of cutting edges with increasing
depth of dressing cut when dressin g with a blade dresser has been reported [33].
The dressing forces and the development of heat occurring in the dressing
contact zone, and therefore dresser wear, are also influenced by the dressing
parameters. As shown in Fig. 4.18, the dressing ratio G
d
, which is calculated
from the quotient of the volume of grinding wheel that has been dressed and the
volume of wear on the dressing tool, decreases with increasing the depth of dressing
cut a
ed
and axial dressing feed f
ad
. On the other hand, however, an increase in wheel
peripheral speed v
sd
at a constant U
d
leads to an increase in the dresser wea r ratio.
An increase in the dressing overlap ratio U
d
leads also to an increase in the wear of
the dresser.
The generation of the grinding wheel topography can be influenced by the wear on
the dressing tool. The wear of a diamond with the originally circular-arc-shaped tip
leads to the engagement width becoming greater, and as a result to a reduction in the
effective peak-to-valley roughness of the wheel at a constant axial dressing feed
rate. The gradu ally increasing flattening wear causes irregularities in the results of a
recurrently performed dressing operation. This type of wear behaviour cannot be
avoided in the case of single point dressers with natural diamond. A solution to this
problem is the use of synthetic diamond dresser logs with a constant cross-section,
which despite wear have an engagement width that remains the same [26].
workpiece
roughness R
z
specific grinding
forces F`
n
, F`t
4
2
1
0
overlap ratio U
d
02 46 810
F´
n
F´
t
grinding wheel
vitrified alumina wheel
A60 K–8 V
dressing tool
dressing plate
dressing parameters
v
sd
= 45 m/s
a
ed
= 30 µm
workpiece
Ck 45 N
grinding parameters
v
c
= 45 m/s
q = 60
Q´W = 1 mm
3
/mm.s
V´W = 400 mm
3
/mm
t
a
= 10 s
radial wheel
wear Δr
s
overlap ratio U
d
4
µm
2
1
0
4
µm
2
1
0
0246810
0246810
N
mm
105 µm
25 µm
b
d
a
ed
effective profile of the
dressing plate
overlap ratio U
d
Fig. 4.17 Influence of dressing overlap ratio on the grinding process [2] used with permission
copyright Springer-Verlag
198 T. Tawakoli and A. Rasifard

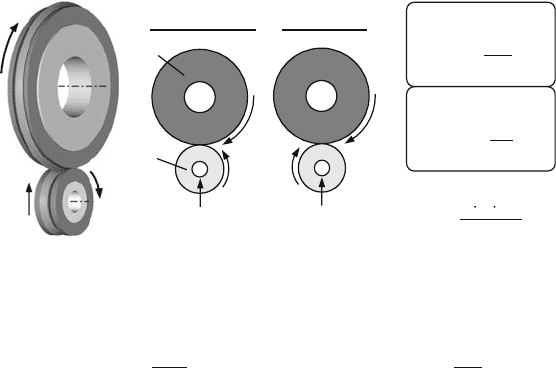
4.5 Dressing with Rotary Diamond Dressing Tools
Rotary diamond dressing tools are extremely important in grinding, particularly
when dressing of superabrasive CBN grinding wheels. Rotary diamond dressers
contain much more diamond than stationary diamond dressers, which enables
the wheel to be profiled with the required geometric and dimensional accuracies
over a longer period. As Fig. 4.4 shows, depending on the way in which the profile
is produced, there are essentially three types of rot ary diamond dresser, namely:
l
Diamond profile rollers
l
Diamond form rollers
l
Diamond cup wheels.
The choice of which dressing tool should be used depends, apart from what is
technically possible with the machine being used, on the criteria of dressing time
and tool costs as well as on the wheel profile that is to be dressed. While the area
of application of the diamond cup wheel is limited to the dressing of rectilinear
wheel profiles, complicated grinding wheel contours can also be dressed with
diamond profile and form rollers. Dressing with profile rollers is a profile copying
method, in which the profile roller has the negative form of the profile of the
grinding wheel. The whole of the profile of the wheel is produced by plunging
the rotating profile roller radially into the grinding wheel, which is also rotating.
Diamond profile rollers are characterised by very short dressing times and also great
profile accuracy. However, the use of a diamond profile roller is economically
convenient only from a certain minimum batch size. For this reason diamond profile
rollers are used mainly in mass production.
Dressing with form rollers is a profiling method in which the wheel profile
is produced by the continuous-path controlled movement of a form roller with a
small engagement width. Diamond form rollers are characterised by great flexibility.
What is characteristic of a form roller is the tip radius of the roller, which determines,
what shapes can be produced on the grinding wheel. The applications in which a
diamond form roller can be used can be increased by an additional slewing move-
ment [27, 33]. A problem with an additional slewing axis is, however, the fact that
usually it involves greater costs and time in terms of programming and control, and
dressing ratio G
d
dressing ratio G
d
dressing ratio G
d
dressing ratio G
d
dressing axial
feed f
ad
wheel peripheral
speed v
sd
depth of dressing
cut a
ed
overlap ratio U
d
Fig. 4.18 Trend in the relationship between dressing parameters and dresser wear ratio [33] used
with permission copyright Riegger Diamantwerkzeuge
4 Dressing of Grinding Wheels 199

also the fact that it reduces the stiffness of the dressing system. When dressing with
form rollers, the dressing forces are lower than with profile rollers, because of the
smaller engagement width. This can have a positive effect on the achievable dressing
accuracy [4]. Furthermore, the grinding wheel topography can be influenced in the
dressing with form rollers, because of their additional axial movement compared to
profile rollers, over the overlap ratio in a wider range.
Due to the small engagement width, unlike with the profile roller, this results
in longer dressing times. On the other hand, the cost of diamond form rollers,
in contrast to diamond profile rollers are independent of the width of the grinding
wheel. This can bring about cost advantages for form rollers even in mass
production particularly in grinding with wide grinding wheels [4].
The dressing process is influenced by the specifications of the grinding wheel
and the dresser, and also by the dressing parameters. The section below explains the
effect of these influencing factors on the dres sing and grinding results when
dressing with rotary diamond dressing tools.
4.5.1 Diamond Profile Rollers
The kinematics of dressing with profile rollers are shown in Fig. 4.19. The most
important parameters when dressing with profile rollers are:
l
f
rd
: radial dressing feed
l
q
d
: dressing speed ratio
l
n
rd
: number of roll-out revolutions.
The dressing speed ratio q
d
is the ratio of the peripheral speed of the roller dresser
v
R
to the peripheral speed of the grinding wheel when dressing v
sd
. The sign of the
dressing speed ratio is defined by the speed directions of the active partners in the
dressing contact zone. If the speed directions of the active partners in the contact
zone are the same, the dressing speed ratio is called down dressing and is designated
as positive. If the speed directions of the active partners in the contact zone are
contrary to each other, the dressing speed ratio is called up dressing and is
designated as negative.
In dressin g with rotary diamond dressing tools the wheel topography is
produced by engagements of the roller dresser diamonds with the surface of the
wheel. When dressing with profile rollers the paths of the diamonds are determined
by f
rd
and q
d
. Assuming a roller running in an ideal round movement, the path curve
of a peripheral point of the rotating profile roller in the fixed-wheel coordinate
system (x,y) can be described in accordanc e with (4.1) and (4.2). The angle ’
RO
describes the starting angle of the point to be looked at in the polar coordinate
system of the roller [5, 36].
x ¼ððr
SO
þ r
RO
Þf
rd
f
S
2 p
Þcos f
S
r
R
cosðf
S
ð1 þ q
d
r
SO
r
RO
Þf
RO
Þ (4.1)
200 T. Tawakoli and A. Rasifard
y ¼ððr
SO
þ r
RO
Þf
rd
f
S
2 p
Þsin f
S
r
R
sinðf
S
ð1 þ q
d
r
SO
r
RO
Þf
RO
Þ (4.2)
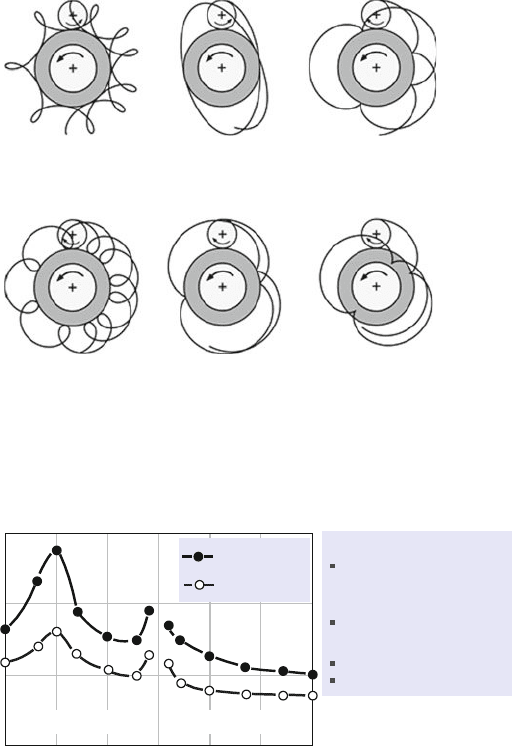
Figure 4.20 shows some examples for path curves at different values of q
d
and f
rd
.
As it can be seen from this figure, the dressing speed ratio q
d
has a dominant
influence not only on the relative speed between grinding wheel and dressing tool,
but also on the shape of the engagement path curves, under which the diamond grits
of the roller strike the surface of the grinding wheel. For values q
d
that are common
in practice (0.1<|q
d
|<1), the engagement paths in up dressing are flatter than in
down dressing.
The flatter diamond engagement paths and the resulting greater overlapping of
the diamond grit engagements following each other lead in up dressing generally to
a finer wheel topography, which results in a smaller initial effective peak-to-valley
roughness of the grinding wheel (Fig. 4.21). A reduction in the radial dres sing feed
f
rd
also results in a reduction in the starting effective peak-to-valley roughness
[5, 30, 37].
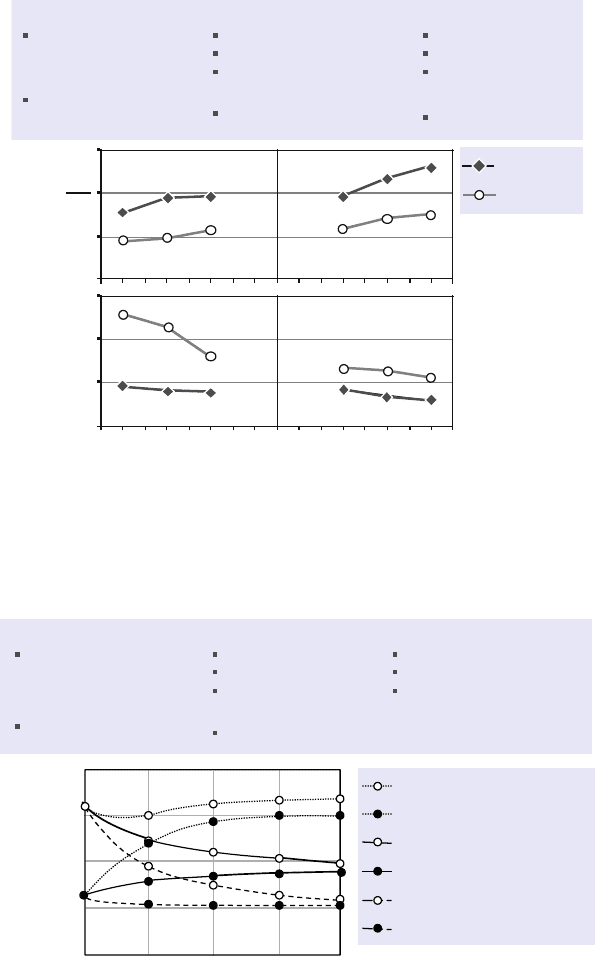
As expected, the grinding process is influenced by the wheel topography gener-
ated during dressing operation (Fig. 4.22). After up dressing, because of its finer
topography, the grinding wheel has a higher number of kinematic cutting edges.
Consequently, the grinding forces are higher after up dressing and the workpiece
roughness is lower. On the other hand, the topography of the wheel is itself
influenced by the grinding conditions; therefore, after dressing an unstable initial
grinding phase can occur. During this unstable initial grinding phase the effective
peak-to-valley roughness of the grinding wheel seeks to achieve a quasi-stable
value which particularly with conventional wheels depends only to a lesser
extent on the initial effective peak-to-valley roughness (Fig. 4.23).
When down dressing, it is possible to vary the starting effective peak-to-valley
roughness of the wheel in a greater range (see Fig. 4.21). However, the dressing
forces in down dressing are higher than in up dressing (Fig. 4.24). Hence the wear
of the diamond roller is in down dressing higher [33].
v
sd
v
R
v
frd
v
sd
v
R
q
d
±=
n
sd
v
frd
f
rd
=
dressing speed ratio
down dressing
60000
n
sd
d
s
v
sd
=
p
dressing radial feed
wheel
roller
q
d
: positive q
d
: negative
up dressing
Fig. 4.19 Kinematics of dressing with profile rollers
4 Dressing of Grinding Wheels 201
When dressing with profile rollers, due to the radial feed, an Archimedes’
spiral is produced on the periphery of the wheel. Therefore, if the profile roller
is lifted after profiling immediately, a circular defect about the size of the
feed amount remains on the grinding wheel. To avoid this error and to relieve
the system, before lifting there should be a short roll-out, which corresponds
to spark-out in grinding process. Also, by rolling-out, the true-running error
−1.5
1.0 0.5 0
−0.5 −1.5−1.0
15
µm
5
0
initial effective peak-to-valley roughness
of the wheel surface R
tso
grinding wheel
vitrified alumina wheel
A60 L–8 V
dressing tool
profile roller (D700/7.5)
dressing parameters
v
sd
= 29 m/s
n
rd
= 0
f
rd
= 0.72 µm
f
rd
= 0.18 µm
up dressingdown dressing
dressing speed ratio q
d
Fig. 4.21 Influence of the parameters q
d
and f
rd
on the initial effective peak-to-valley roughness
of the grinding wheel [31] used with permission copyright R. Schmitt
q
d
= −2.5 q
d
= −0.8
q
d
= +1.0
f
rd
= 0 f
rd
= 0 f
rd
= 0
q
d
= +2.5 q
d
= +0.8 q
d
= +1.0
f
rd
= 0 f
rd
= 0
f
rd
≠
0
Fig. 4.20 Example of engagement paths of a peripheral point of a profile roller [36] used with
permission copyright Vulkan-Verlag
202 T. Tawakoli and A. Rasifard
specific normal
grinding force F´
n
workpiece
roughness R
z
grinding wheel
vitrified alumina wheel
A60 N9 V
dressing tool
cylindrical profile roller
dressing parameters
v
sd
= 35 m/s
q
d
= ± 0.3, ± 0.5, ± 0.7
f
rd
= 0.1 and 1 µm
workpiece
100Cr6 (60HRC)
grinding parameters
v
c
= 35 m/s
v
ft
= 500 mm/min
a
e
= 0.2 mm
coolant lubricant
grinding oil
f
rd
= 0.1 µm
f
rd
= 1 µm
0
10
30
0
3
9
µm
−0.7−0.5−0.3
0.30.50.7
−0.1
0.1
N
mm
dressing speed ratio q
d
Fig. 4.22 Influence of dressing conditions on the grinding process
12
µm
6
3
0
0 200 400 800
mm
3
/mm.s
grinding wheel
vitrified alumina wheel
A60 K – 8V
dressing tool
profile roller (D700)
dressing parameters
v
sd
= 45 m/s
q
d
= -0.7, + 0.9
f
rd
= 0.7 µm
workpiece
Ck 45 N
grinding parameters
v
c
= 45 m/s
q = 60 mm/min
Q´W = 0.5, 1, 3 mm
3
/mm.s
specific material removal V´
W
Q´
W
= 3 mm
3
/mm.s, q
d
= 0.9
Q´
W
= 3 mm
3
/mm.s, q
d
= -0.7
Q´
W
= 1 mm
3
/mm.s, q
d
= 0.9
Q´
W
= 1 mm
3
/mm.s, q
d
= -0.7
Q´
W
= 0.5 mm
3
/mm.s, q
d
= 0.9
Q´
W
= 0.5 mm
3
/mm.s, q
d
=-0.7
effective surface roughness of
the grinding wheel R
ts
Fig. 4.23 Change over time of the effective peak-to-valley roughness of the grinding wheel as a
function of dressing and grinding conditions [38]
4 Dressing of Grinding Wheels 203
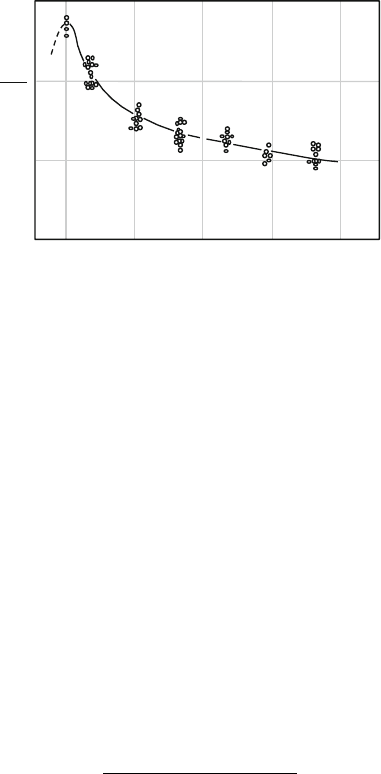
of the grinding wheel that is caused by the true-running error of the profile roller can
be reduced. However, the rolling-out decreases the initial peak-to-valley roughness
of the wheel (Fig. 4.25). The change in the topography of the grinding wheel
depends on the number of roll-out revolutions n
rd
. As shown in Fig. 4.25, the initial
peak-to-valley roughness decreases strongly with the increasing the n
rd
, especially
in down dressing and asymptotically approaches a limit value. There is no benefit in
there being more than 100 roll-out revolutions because after this point no significant
change in the initial peak-to-valley roughness of the wheel is achieved [31].
The generation of the grinding wheel topog raphy is also influenced by the
diamond grit size and concentration of the profile roller. Reducing the diamond grit
size or increasing the concentration leads to a reduction in the initial peak-to-valley
roughness of the wheel. After Schmitt [31], the theoretical profile height of the wheel
can be calculated as a function of the diamond grit size D and grit concentration K
D
and also the dressing speed ratio q
d
with (4.3).
H ¼
D
2
k K
D
8 r
R
q
d
1ðÞ
2
(4.3)
In dressing with rotary dressing tools, the wheel peripheral speed v
sd
is a readily
adjustable process parameter. If possible, the grinding process is carried out at the
peripheral speed of the grinding wheel when grinding, which is, with the grindin g
wheel speed v
c
of the following grinding process. Thus the wheel deformations that
occur in dressing and in grinding due to the centrifugal forces remain equal.
When dressing of conventional grinding wheels at a constant dressing speed
ratio, v
sd
does not have any significant effect on grinding forces and workpiece
roughness [31, 37].
1.25 1 0.5 0
−0.5 −1 −1.25
7.5
2.5
0
specific radial dressing force F´
rd
N
mm
dressing speed ratio q
d
Fig. 4.24 Specific radial dressing force as a function of dressing conditions when using profile
rollers [37] used with permission copyright H. Scheidermann
204 T. Tawakoli and A. Rasifard