Jackson Mark. Machining with Abrasives
Подождите немного. Документ загружается.

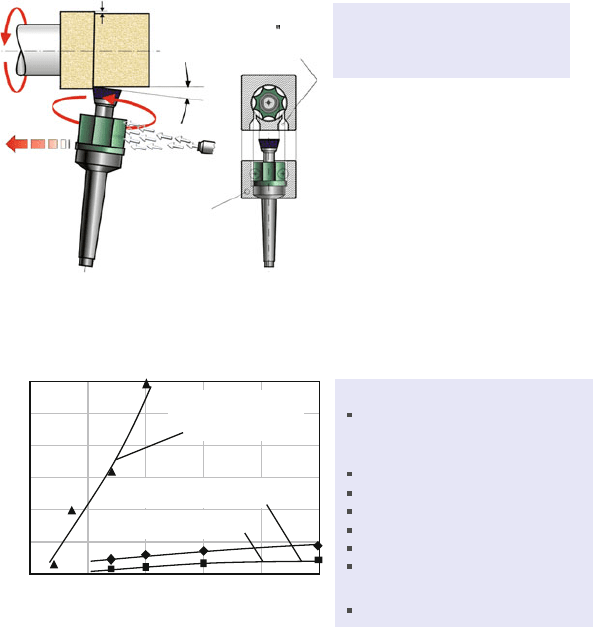
grinding wheel
vitrified alumina wheel
A60 L – 8V
dressing tool
profile roller (D700/7.5)
dressing parameters
v
sd
= 29 m/s
n
R
= 5000 1/min
initial effective peak-to-valley
roughness of the wheel R
tso
0 80 160 240 320
12.5
µm
10.0
7.5
5.0
number of the roll-out revolutions n
rd
2.5
0.0
f
rd
= 0.72 µm, up dressing
f
rd
= 0.72 µm, down dressing
f
rd
= 0.18 µm, down dressing
f
rd
= 0.18 µm, up dressing
Fig. 4.25 Influence of roll-out revolutions on the starting effective peak-to-valley roughness of
the wheel [31] used with permission copyright R. Schmitt
v
sd
v
R
q
d
= ±
f
ad
a
pd
Ud
=
dressing speed ratio
down dressing
up dressing
−
+
dressing overlap ratio
v
sd
v
R
v
fad
v
frd
2
+ 0.5=
U
d
a
ed
r
p
f
ad
n
sd
v
fad
= f
ad
a
ed
R
t
f
ad
a
pd
b
d
v
fad
form roller
n
sd
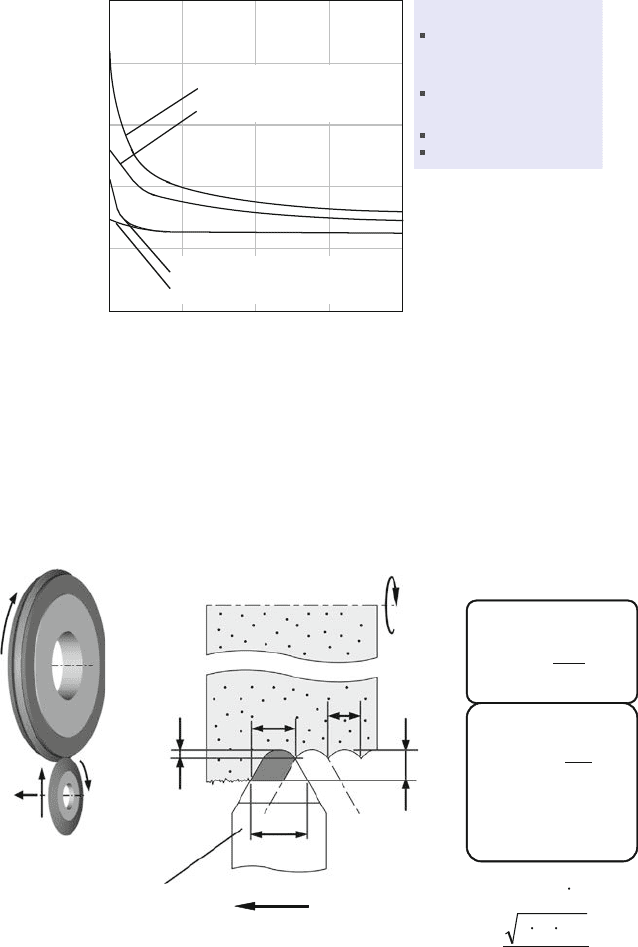
Fig. 4.26 Kinematics and parameters in dressing with form rollers
4 Dressing of Grinding Wheels 205
4.5.2 Diamond form Rollers
The pinciple of dressin g with form rollers is shown in Fig 4.26. On the basis of
the process kinematics, the main parameters in dressing with form rollers are:
l
q
d
: dressing speed ratio
l
U
d
: dressing overlap ratio
l
a
ed
: the depth of dressing cut.
In the same way as with dressing with a profile roller, the path curve of a point on the
periphery of a form roller can be also described mathematically as an epicycloid in
accordance with (4.1) and (4.2) with f
rd
¼0. Here also the engagement paths of
diamond in practice-relevant range for q
d
(0.1<|q
d
|<1) are flatter in up dressing
than in down dressing. Therefore up dressing leads to finer wheel topographies,
resulting in higher grinding forces (Fig. 4.27). In practice, the vitrified bonded CBN
wheels are predominantly dressed in down dressing, in order to avoid thermal damage
to the workpiece.
The overlap ratio U
d
is other important parameter in dres sing with form rollers.
As with stationary dressing tools, the dressing overlap ratio U
d
is the value
produced from the quotient of the engagement width of the form roller a
pd
and the axial dressing feed of the roller per grinding wheel revolution f
ad
.
In practice and in research work, the overlap ratio is often calculated from the
active width b
d
– referred to here as U
d(bd)
– instead of a
pd
. The U
d(bd)
is greater than
the overlap ratio calculated with the engagement width a
pd
[2, 39]. Increasing the
f
ad
increases the diffrence beetween the overlap ratios calculated from the active
width and from the engagement width.
A higher dressing overlap ratio produces a smoother wheel topography
and therefore less workpiece roughness, but also higher grinding forces (see
Fig 4.27). This causes an increase in temperatures in the grinding contact zone,
which may lead to thermal damages of the workpiece.
By dressing an inclined contour element of the wheel profile there are different
ways to create the overlap ratio. Also the overlap ratio U
d(c)
along the contour, the
axial overlap ratio U
d(a)
and radial overlap ratio U
d(r)
can be defined (Fig 4.28).
As (Fig 4.29 ) shows, the differences between U
d(c)
and U
d(a)
for dressing para-
meters common used in practice are not remarkable. Fig 4.31 also shows the
influence of the kinematics of the dressing units on the dressing overlap ratio.
The figure shows clearly that by CNC continuous-path control at a constant path
speed v
fd
, there is a much smaller deviation in the overlap ratio than by copying the
contour of a master template at a constant axial speed v
fad
by means of a pantograph
system [36]. A constant overlap ratio along the entire grinding wheel profile can
result in a too fine topography at the sleep flanks, which may lea d to thermal
damages of the workpiece in these areas. In these cases, a smaller overlap ratio in
the flank area is more advantageous [32].
When dressing an inclined contour element the process is also influenced by
the direction of cut (Fig. 4.30). With a pulling dressing cut, the dressing engagement
206 T. Tawakoli and A. Rasifard

Fig. 4.27 Grinding forces and workpiece roughness as a function of dressing conditions when
using form rollers
Fig. 4.28 Engagement conditions on an inclined contour element used with permission copyright
[36] used with permission copyright Vulkan-Verlag
4 Dressing of Grinding Wheels 207
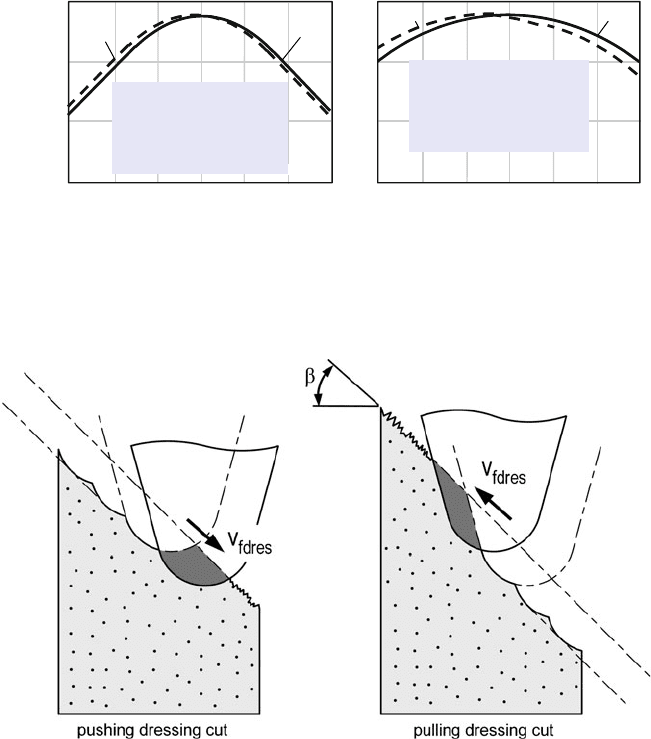
length is more in the flank area and with a pushuing dressing engagement length it is
more in the front face area. Also, at a constant path speed, with the pulling dressing
cut, because of the greater local chip thickness higher process forces occur, which on
the one hand increase dressing roller wear and on the other hand increase the inducing
of cracks in the grits and the bond of the grinding wheel and as a result increase wheel
wear [4, 24].
The dept h of dressing cut a
ed
also affects the forming of the wheel topography
and dressing rol ler wear. When the dressing of superabrasive CBN wheels, for
technical and economic reasons, the depth of dressing cut is between 2 and 6 mm.
Tests show that when dressing with a depth of dressing cut of less than 2 mm the
CBN grits do not split completely, which results in the cutting ability of the gri ts
Fig. 4.30 Kinematics of engagement in the pressing and drawing dressing cut [5 ]
contour inclination an
g
le β
axial overlap ratio U
d(a)
axial overlap ratio U
d(c)
9
6
3
−60 −40 −20 +20 +20
degree degree +60 +60
−60 −40 −20
00
0
U
d(a)
U
d(c)
U
d(a)
U
d(c)
contour inclination an
g
le β
v
fad
= 20 mm/min = const.
ε
Pd
= 40°
a
ed
= 5 µm
r
P
= 0.3 mm
v
sd
= 60 m/s, d
s
= 400 mm
v
fdress
= 20 mm/min = const.
ε
Pd
= 40°
a
ed
= 5 µm
r
P
= 0.3 mm
v
sd
= 60 m/s, d
s
= 400 mm
Fig. 4.29 Overlap ratio as a function of the contour inclination angle b at a constant axial feed
speed (left) and at a constant path speed (right)[36] used with permission copyright Vulkan-
Verlag
208 T. Tawakoli and A. Rasifard
being reduced [40]. While reducing the dept h of dres sing cut leads to an improve-
ment in workpiece surface quality, becau se the wheel topography is levelled
considerably, it does result in an increase in grinding forces and theref ore in a
reduction in the material removal rates that can be achieved [4]. Increasing depth of
dressing cut leads to an increas e in dressing roller wear [41].
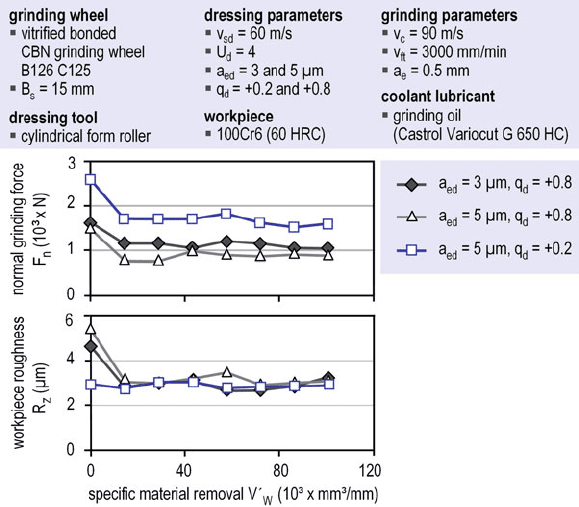
The long-term behaviour of the wheel is also influenced by the dressing
parameters. In the grinding tests illustrated in Fig. 4.31 workpiece roughness decreases
at the beginning phase of the grinding operation. This is due to grit flatting or
grit edge rounding. But on the other hand the grinding forces also fall at the start of
the grinding process, which is due to an initial relief grinding phase. It can be
established that after the unstable initial grinding phase the grinding process is only
influenced to a lesser extent by the dressing parameters. The changes in grinding
forces and workpiece roughness during the unstable initial grinding phase depend not
only on the dressing parameters but also on the specifications of the grinding wheel
and the dressing roller, so at the beginning of the grinding operation an increase in
workpiece roughness or an increase in grinding forces can also occur [4, 42].
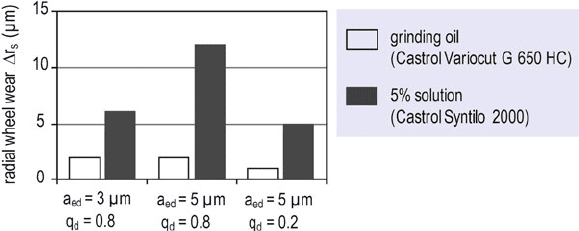
The dressing conditions can also have a significant influence on wheel wear, particu-
larly when grinding with water-miscible cooling lubricants (Fig. 4.32).
The wear of a form roller is influenced by the dressing parameters.
Generally, dressing roller wear is greater in down dressing than in up dressin g.
This may be due to the higher process forces and the resulting micro-splitting
Fig. 4.31 Long-term wheel behaviour under different dressing conditions
4 Dressing of Grinding Wheels 209
of the diamond grits in down dressing [4, 23]. A reduction in U
d
and also an
increase in a
ed
can also lead to increased dressing roller wear. Form roller wear
can also be influenced by the size of the grits in the grinding wheel. When
dressing superabrasive CBN wheels, with a coarser grit wheel there is greater
wear on the form roller [4].
4.5.3 Diamond Cup Wheels
Diamond cup wheels can be used economically for the dressing of rectilinear
small grinding wheels, which is for example nearly always the case when
internal cylindrical grinding [43]. Diamond cup wheels are usually driven with an
electric spindle motor, but for simple dressing tasks diamond cup with a rotary
wing wheels can also be used (Fig. 4.33). Cup wheels with a rotary wing are driven by
the grinding wheel through frictional contact or by the coolant or compressed air and
braked by the wings at higher rotational speeds [44]. When dressing, the spindle
motors are loaded axially and radially. To avoid high axial tilting moments on the
spindle bearing, the external diameters of diamond cup wheels are kept small. As a
result, only relatively low tool peripheral speeds can be achieved [33]. The dressing
operation with diamond cup wheels is carried out by the axial feed of the cup wheel,
whereby the cup wheel is tilted at an angle of 3–10
to the rotation axis of the grinding
wheel [4]. The process parameters that can be set freely when dressing with diamond
cup wheels are the dressing speed ratio q
d
, the dressing overlap ratio U
d
, the depth of
dressing cut a
ed
and the wheel peripheral speed v
sd
.Likeindressingwithdiamond
rollers, carrying out the dressing process in up dressing results in a finer wheel
topograpy, which leads to higher grinding forces and a finer workpiece surface.
When dressing with diamond cup wheels the depth of dressing cut a
ed
also plays
a very important role. As Fig. 4.34 shows, with increasing a
ed
the dressing normal
forces incr ease more by superabrasive CBN wheels than by conventional alumina
Fig. 4.32 Radial grinding wheel wear when grinding with different coolant lubricants and
dressing parameters
210 T. Tawakoli and A. Rasifard
or SG grinding wheels. This is due to the greater compressive strength and greater
hardness of the CBN grits, and also the greater strength of the vitrified bond used in
CBN wheels. Higher dressing forces can lead to shape deformation particularly if
the grinding systems are not sufficiently stiff, as for example by internal cylindrical
grinding. Therefore CBN wheels are dressed with depth of dressing cuts that are as
small as possible [43].
4.5.4 Crushing
Crushing is a special case of dressing with rollers, in which the dressing speed
ratio q
d
is equal to one. In this process, the dressing diamonds impact on the surface
dressing tool
dressing cup wheel
D426 M2720 C150
dressing parameters
v
sd
= 60 m/s (for CBN wheel)
v
sd
= 40 m/s (for SG wheel)
v
sd
= 40 m/s (for alumina wheel)
U
d
= 45
v
R
= 47 m/s
dressing method : uni-directional
coolant lubricunt
3% emulsion
0 5 10 15 µm 25
12
N
8
6
4
2
0
normal dressing force F
nd
depth of dressing cut a
ed
CBN wheel
B91 V47-2 C175
SG wheel 5SGG60 L7 V
alumina wheel A60 L5 V
Fig. 4.34 Dressing normal forces with alumina, SG and vitrifiedbonded CBN grinding wheels [9]
used with permission copyright M. C¸ inar
air pressure: 6 bar
depth of dresing cut a
ed
: 3-5 µm
feed rate v
fad
:120-200 mm/min
v
fad
a
ed
G 1/8
connection
aluminum
housing
air
7°
Fig. 4.33 Cup wheel with a rotary wing [9] used with permission copyright Winterthur Technology
Group
4 Dressing of Grinding Wheels 211
of the wheel at a penetration angle of 90
. In the absence of the relative
speed between grinding wheel and dressing roll, the removal mechanism in
crushing is based on the fracture of bond posts in the abrasive layer by applied
normal forces. There fore, crushing is only used for wheels with brittle bonds such
as vitrified or brittle bronze bonds. When a diamond of the dressing roller engages
the wheel surface, a normal force acts on the abrasive layer. When this normal force
has exceeded a certain level, it causes the bond posts to break, thereby generating
the wheel profile.
Depending on the process kinematics a distinction is made between full form
crushing and point crushing. In full form crushing, a profile roller is u sed as dressing
tool. In the point crushing, a diamond form roller is used as dressing tool, which
produces the necessary wheel profile through the CNC control of the roller move-
ment. Crushing can be carried out with both diamond dressing rollers and diamond-
free rollers made of steel or tungsten carbide. Compared with point crushing, full
form crushing is characterised by little being needed in terms of control and
relatively short profiling times. However, in full form crushing, there is a relatively
large contact cross-section, which results in high radial forces. Besides, in full
crushing of a non-cylindrical grinding wheel the dressing speed ratio q
d
can be
equal to one only at one contact point. The relative speeds which are present over
the rest of the profile lead to wear on the crushing roller [24, 36 ]. In full form
crushing, the radial dressing feeds f
rd
are less than 5 mm per wheel rotation and the
peripheral speeds are less than 5 m/s, which are considerably less than the cutting
speed in the grinding operation [24].
Point crushing is much more flexible than full form crushing. With this method,
using a dressing spindle with control of speed the whole of the profile of a non-
cylindrical gri nding wheel can also be dressed with q
d
¼1, thereby minimising the
wear of the roller and as a result maximising the accuracy of the profile of the wheel.
In addition, compared with full crushing, because of the additional parameter of
overlap ratio U
d
, in the point crushing the wheel topography can be created over a
wider range. Also, point crushing can be carried out at higher peripheral speeds than
form full crushing. Point crushing with diamond form rollers has significant eco-
nomic advantages particularly in the profiling of fine-grained diamond wheels for
profile or tool grinding [24]. The effects of system variables and process parameters
on the process rasults by point crushing of diamond grinding wheels are summarised
in Fig 4.35.
4.5.5 Touch Dressing
Touch dressing is used for conditioning superabrasive CBN grinding wheels,
whereby the wheel is dressed with a form roller with very small depth of dressing
cuts (in the micrometer range). In touch dressing, the exposed peaks of the grits are
only splintered in order to increase the number of dynamic cutting edges on the
surface of the wheel and thereby reduce the roughness of the workpi ece. On the other
212 T. Tawakoli and A. Rasifard
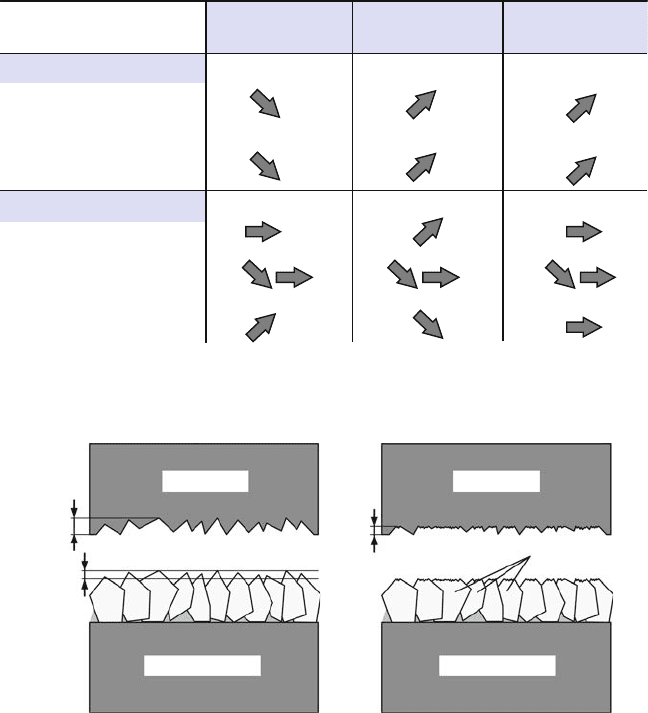
hand, however, increasing the number of dynamic cutting edges and reducing the
grit protrusions and chip spaces by touch dressing leads to an increase in grinding
forces, which must be taken into consideration in the design of the process. Touch
dressing is mainly used for new electroplated CBN wheels, because in these wheels
due to the different grit geometries and the scatter of the grit size the CBN grits
protrude to a varying extent, as a result of which the workpiece roughness that is
generated can be much higher than expected (Fig . 4.36).
When dressing multi-layer vitrified and metal bonded CBN wheels the attempt is
also made to carry out the process with depth of dressing cuts that are as low as
possible in order to avoid a serious reduction in the chip spaces between the
abrasive grits.
workpiece
R
max
a
ed
workpiece
R
max
wheel body wheel body
CBN grits
before touch dressin
g
after touch dressin
g
a
ed
= 10–15% of the grit size
Fig. 4.36 Schematic of touch dressing an electroplated CBN grinding wheel
system parameters
increase the grain size of the
grinding wheel
increase the hardness of the
grinding wheel bond
process parameters
increase the overlap ratio U
d
increase the depth of cut a
ed
increase the speed of the
grinding wheel v
sd
dressing ratio G
d
specific normal
dressing force F´
n
roughness of the
grinding wheel
Fig. 4.35 Effect of system and tool setting parameters with the point crushing of diamond
grinding wheels [25] used with permission copyright Dr. Kaiser Co
4 Dressing of Grinding Wheels 213
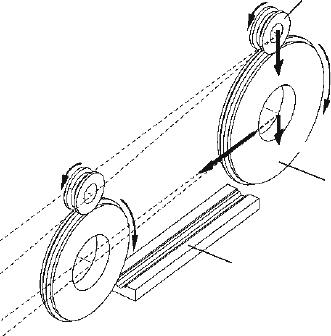
4.5.6 Continous Dressing
Continuous dressing is a special type of conditioning, in which a conventional wheel
is dressed continuously during the grinding process with a diamond profile roller.
As a result, the wheel always has an accurate profile during grinding and a sharp
cutting face. Figure 4.37 shows the principle of grinding with continuous dressing.
In this process the amount of material removed by dressing must always be greater
than the wear on the wheel. When continuous dressing the reduction in the diameter
of the wheel during grinding has to be compensated by the machine’s control system.
Continuous dressing is generally used for the grinding of hard-to-cut materials.
A typical application is the grinding of turbine blades made of super alloys such as
high nickel base alloys [45]. The main advantage of continuous dressing is the greatly
reduced manufacturing time due to the greater specific material removal rates that can
be achieved with high grinding quality and stability [46].
4.6 Ultrasonic Assisted Dressing
In ultrasonic assisted machining, the kinematics of the conventional machining
process are superimposed with an additional vibration in the micrometer range at
ultrasonic frequencies, namely higher than 16 kHz [47]. With the ultrasonic assis-
tance, considerable process improvements can be achieved in machining processes
with geometrically defined cutting edges as well with geometrically undefined
cutting edges. The most important advantages of using ultrasonic assistance in
traditional machining processes are [48–52]:
workpiece
profile roller
grinding wheel
2.v
frd
v
ft
v
frd
Fig. 4.37 Principle of continuous dressing
214 T. Tawakoli and A. Rasifard