Jackson Mark. Machining with Abrasives
Подождите немного. Документ загружается.

l
Reduction in the machining forces involved;
l
Improvement in the supply of coolant into the process zone;
l
Reduction in friction between tool and chip;
l
Reduction in tool wear;
l
Reduction in microscopic and macroscopic material damage; and
l
Increase in the dimensional accuracy of workpiece profiles.
Although ultrasonic assistance has been used successfully in many different
machining processes for some time now, for technical and economic reasons as
yet ultrasonic assisted dressing has not been used to any significant extent in
industry. Nevertheless, the latest research reports indicate that with a suitable
ultrasonic system and if the process parameters are set correctly, significant
improvements can be achieved with ultrasonic assistance, particularly in the dress-
ing of superabrasive CBN and diamond grinding wheels [11, 53–56].
4.6.1 Ultrasonic Vibration Systems
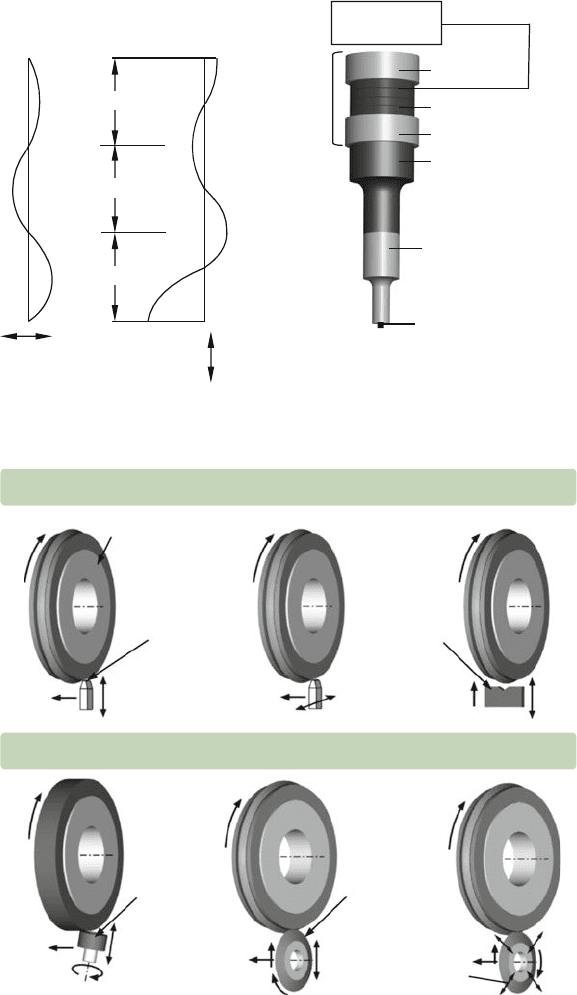
Elastomechanical longitudinal ultrasonic vibrations are produced by the conversion
of electrical energy to mechanical vibration, for the most part in piez oceramic
but also, in some cases, magnetostrictive altrasonic transducer. The high-
frequency electric alternating voltage that is needed is produced by conver ting
low-frequency mains voltage in a voltage generator. The longitudinal vibrations
that are produced in the transducer are periodic, elastic deformations in the microm-
eter range at frequencies in the ultrasonic range. The ultrasonic amplitude produced
in the ultrasonic transducer is often very small compared with the amplitudes
needed in cutting process. The amplitude of the vibration can be increased consid-
erably by a narrowing of the cross-section of a transition element fixed on the
ultrasonic transducer (what is known as the booster) (Fig. 4.38).
Then, a sonotrode flanged to it transfers the vibration amplitudes through the tool
into the process zone.
Decisive for the effectiveness of the ultrasonic vibration for the process is that all
the elements, through which the vibration passes, exhibit suitable mode shape. In
order to ensure that an increase in amplitude takes place that is largely free of losses,
the system must vibrate at one of its natural frequencies (resonance). In terms of the
design of the system this means that the lengths of the individual elements must
correspond to the half wavelength of the vibrations or a full-number multiple of it, so
that in the entire ultrasonic system a standing wave is generated [48].
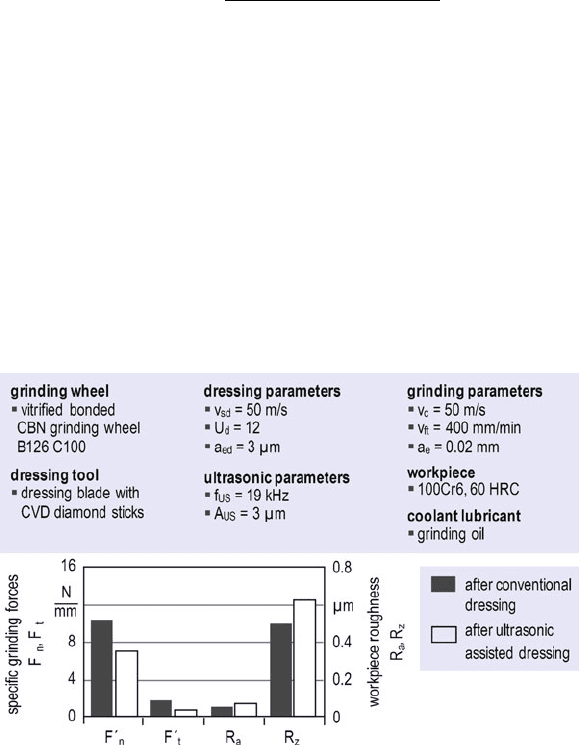
4.6.2 Kinematics of Ultrasonic Assisted Dressing
In ultrasonic assisted dressing, ultrasonic vibrations are superimposed on the
conventional acting movement of the process. It is possible to use ultrasonic with
stationary as well as with rotary dressers (Fig. 4.39).
4 Dressing of Grinding Wheels 215
ultrasonic assisted dressing with stationary dressers
grinding wheel
v
sd
v
fad
v
frd
v
fad
v
frd
v
sd
A
US
A
US
A
US
v
fad
v
sd
ultrasonic assisted dressing with rotary dressers
single-point
diamond
dressing
plate
v
R
v
R
v
R
A
US
A
US
A
US
v
sd
v
sd
v
sd
v
fad
v
fad
v
frd
form roller
cup
dresser
Fig. 4.39 Some ultrasonic assisted dressing methods
end mass
front mass
booster
sonotrode
tool
transducer
high frequency
generator
piezoceramic discs
vibration systemmechanical oscillation
l /2
l /2
l /2
longitudinalradial
Fig. 4.38 Vibration chain in the forming of a fixed ultrasonic wave
216 T. Tawakoli and A. Rasifard
4.6.3 Ultrasonic Assisted Dressing with Stationary Dressers
The engagement conditions and the resulting splitting and fracture on the abrasive
grits and the bond are different in conventional and ultrasonic assisted dressing. If
the dressing tool vibrates in the radial direction of the grinding wheel y according to
(4.4), the dresser strikes the wheel with a penetration angle according to (4.5),
which causes the grits and brittle hard bond of the grinding wheel to split more
intensively [57].
yðtÞ¼A
US
sinð2 p f
US
tÞ (4.4)
a
e
¼ arctgð
2:p:f
US
:A
US
: cosð2:p:f
US
:t
e
Þ
v
sd
Þ (4.5)
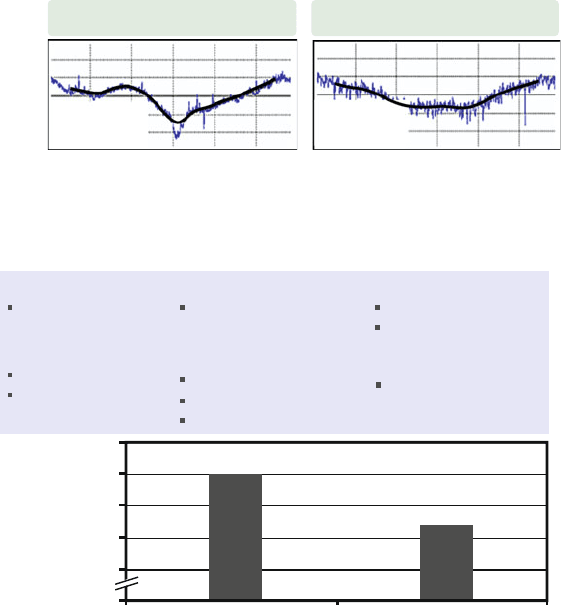
Besides, the sinusoidal active path of the dressing tool in ultrasonic assisted
dressing produces a rougher grinding wheel topography with a smaller number of
kinematic cutting edges. The rougher wheel topography with sharper abrasive grits
leads to lower grinding forces and greater roughness of the ground surface
(Fig. 4.40). However, Jiao et al. have reported that in grinding with a resin bonds
SiC wheel, after the unstable initial grinding phase the wheel dressed with ultra-
sonic assistance has better workpiece roughness. They also observed in their studies
that the influence of ultrasonic assistance on workpiece roughness can also depend
on the grinding depth of cut a
e
, so that with depth of cuts of more than 0.03 mm,
after ultrasonic assisted dressing in continuous mode, in which a
ed
A
us
, the resin
bonded SiC wheel can produce the lowest surface roughness [58]. Ikuso et al. have
Fig. 4.40 Comparison of conventional and ultrasonic assisted dressing
4 Dressing of Grinding Wheels 217
also reported less workpiece roughness after ultrasonic assisted dressin g when
grinding with a vitrified bonded CBN wheel [53]. Therefore, the effect of ultrasonic
assistance on the generation of the wheel topography during the dressing with
stationary dressers and the resulting workpiece roughness clearly depends on the
wheel specification and the grinding conditions. Ultrasonic assistance can also
improve dressing accuracy (Fig. 4.41). This may be due to the non-sensitive
vibration cutting mechanisms and the increase in the stiffness of the dressing unit
due to the ultrasonic vibration [53]. According to Jiao et al., in discontinues
dressing mode, in which a
ed
< A
US
, the process forces are on average smaller and
more uniform, which results in a more even height of the micro cutting edges
produced during dressing [58].
Diamond dresser wear can also be reduced by ultrasonic assistance (Fig. 4.42).
The reduction in wear comes back to improved cool ant supply and the reduction in
W
t
= 1.56 µm
P
t
= 2.51 µm
after ultrasonic assisted dressing
0
2.0 µm
−2.0 µm
after conventional dressing
0 15 mm 0 15 mm
W
t
= 0.96 µm
P
t
= 1.58 µm
Fig. 4.41 Comparison of cross-sectional shapes of ground surface
grinding wheel
vitrified bonded
CBN grinding wheel
B126 C100
d
s
= 300 mm
b
s
= 15 mm
dressing tool
dressing blade with two
CVD diamond sticks
dressing parameters
v
sd
= 50 m/s
U
d
= 12
a
ed
= 20 x 3 µm
ultrasonic parameters
f
US
= 19 kHz
A
US
= 3 µm
coolant lubricant
solution (5%)
wear length of
diamond sticks Δl
D
0
25
30
35
µm
45
conventional dressing
ultrasonic assisted
dressing
Fig. 4.42 Reduction in the wear lengths of the diamond logs of a CVD tile dresser due to
ultrasonic assistance
218 T. Tawakoli and A. Rasifard
friction coefficient with ultrasonic assistance, which reduces the heat generation in
the dressing contact zone. As a result, the risk of graphitisation of the dressing
diamond, which is directly related to the forming of wear on the dressing diamond,
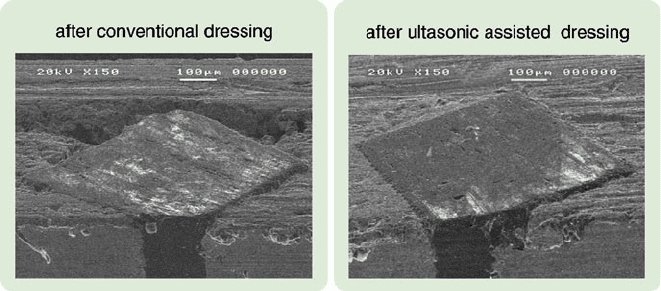
is reduced [23]. This explanation can be confirmed on the basis of SEMs of the
CVD diamond logs of a blade dresser after conventional dressing and ultrasonic
assisted dressing. As can be seen in Fig. 4.43, the surface of the diamond log after
ultrasonic assisted dressing displays much more uniform wear with few abrasive
traces and hardly any grit edge splitting compared with after conventional dressing.
Furthermore, after ultrasonic assisted dressing the dressing tool body displays
around the diamond log only slight damage. This comes back also to the less heat
generation by applying ultrasonic vibration. Also, after conventional dressing there
are a large number of white marks, which are clearly adhesive layers of the grit and
binder elements. The abrasion and adhesion wear marks on the surface of the
diamond after conventional dressing are due to the high development of tempera-
ture, caused by the continuous contact and the high friction between the grinding
wheel and the stationary dresser.
4.6.4 Ultrasonic Assisted Dressing with Rotary Dressers
Superabrasive CBN and diamond grinding wheels are dressed almost exclusively
with rotary diamond dressers, so ultrasonic assisted dressing with rotary dressers
has attracted researchers’ attention in the last decade as a new conditioning method.
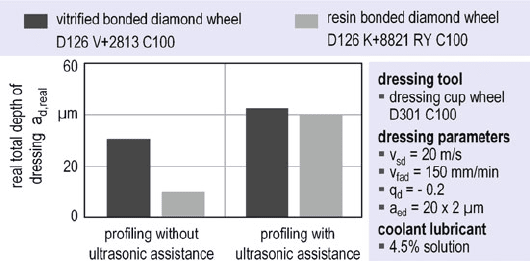
Liebe used the longitudinal ultrasonic vibrations in the profiling of vitrified and
resin bonded grinding wheels with a diamond cup wheel, in which the angle
between the axes of rotation of the grinding wheel and the cup wheel was 75
.
With the ultrasonic assist ance Liebe was able to achieve higher removal rates
compared with conventional dressing (Fig. 4.44). During ultrasonic assisted
Fig. 4.43 SEMs of the diamond logs
4 Dressing of Grinding Wheels 219
dressing of vitrified bonded wheel, however, cracks were induced in the bond by the
vibration, which in subsequent grinding operetion led to a reduction in the grinding
ratio. In subsequent grinding operation with resin bonded wheels, the increasing
in grindin g forces at the initial grinding phase was higher after ultrasonic assisted
dressing, although the grinding forces were approximately at the same level over
the course of the grinding operation. This is due to the sharp cutting edges
becoming blunt relatively more quickly [11].
Sroka also conducted research concerning the dressing of resin bonded diamond
grinding wheels with an ultrasonically vibrated diamond cup wheel. With the use of
ultrasonic assistance he was able to increase the dressing ratio by a factor of 10 and
to reduce dressing costs by 59% [55].
Nomura et al. investigated the effect of ultrasonic vibrations on the dressing of
small CBN wheels in the intern al cylindrical grinding of small bores. In their
investigations, the longitudinal ultrasonic vibrations were exerted on the grinding
tool. A diamond cup wheel was used for dressing of the grinding tool. As results, it
was found that applying ultrasonic vibration decreased the dressing forces by more
than 22%, and improved the run-out of the grinding wheel by 30% compared to the
conventional dressing [54].
The use of ultrasonic assistance in dressing with diamond dressing rollers is of
great interest in view of the widespread use of these dressers. But there are
difficulties because of the dimensions and weight of the dressing rollers and
spindles that are usual in industrial practice. An effective way of carrying out
ultrasonic assisted dressing with a form roller is to generate the radial vibrations
in the form roller. Here, the form roller is alternatingly expanded and compressed
radially in the micrometer range at a ultrasonic frequency. This can be achieved by
positioning the dressing roller on a nodal point of the sonotrode, whereby the
sonotrode functions as the shaft of the dresser spindle. The change in cross-section
of the sonotrode is greatest in the nodal points of the standing longitudinal vibration
(see Fig. 4.38). This change in cross-section is amplified by the special shape of the
Fig. 4.44 Ultrasonic assisted dressing of diamond grinding wheels with a diamond cup wheel [11]
220 T. Tawakoli and A. Rasifard
dressing roller [57]. The radius of the dresser, which changes continuously due to
the ultrasonic vibration, can be calculated with (4.6).
r
R; US
¼ r
R
þ A
US
: sinð2 p f
US
:tÞ (4.6)
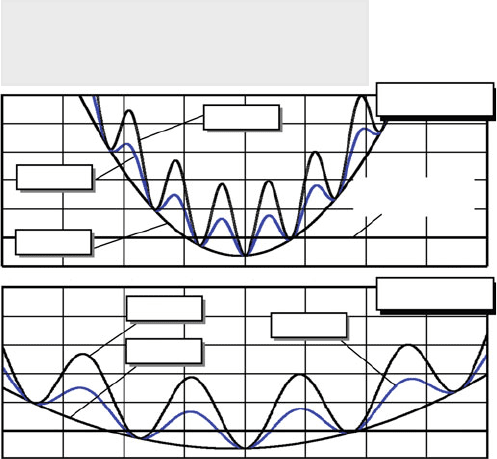
It is clear that the engagement path of the diamonds in the dressing roller are
different in conventional and ultrasonic assisted dressing. This leads to the forma-
tion of different wheel topographies with conventional and ultrasonic assisted
dressing, which in turn leads to different grinding results. As Fig. 4.45 shows,
with ultrasonic assisted dressing the grinding forces are lower and the workpiece
roughness is greater than with conventional dressing. This indicates that a rougher
wheel topography is formed with ultrasonic assisted dressing.
With ultrasonic assistance, the lengths of the diamond engagements are shorter
(Fig. 4.46). This leads to a greater theoretical effective peak-to-valley roughness on
the grinding wheel. Besides, the penetration angles are greater with ultrasonic
assisted dressing, resulting in greater normal loads and therefore more intensive
splitting of the CBN grits when they impact with the diamond grits. As a result, the
CBN wheels dressed with ultrasonic assistance have a sharper abrasive layer with a
specific normal
grinding force F´
n
workpiece
roughness R
z
grinding wheel
vitrified bonded
CBN grinding wheel
B151 C150
dressing tool
dressing form roller
D356
dressing parameters
v
sd
= 50 m/s
U
d
= 4
q
d
= ± 0.1, ± 0.4, ± 0.7
a
ed
= 2 x 3 µm
ultrasonic parameters
f
US
= 36 kHz
A
US
= 0, 6 µm
grinding parameters
v
c
= 50 m/s
v
ft
= 3000 mm/min
a
e
= 0.2 mm
workpiece
100Cr6 (60HRC)
coolant lubricant
grinding oil
conventional dressing (A
US
= 0) ultrasonic assisted dressing (A
US
= 6 µm)
dressing speed ratio q
d
−0.7−0.4−0.1
0.10.40.7
0
40
60
0
2
6
µm
N
mm
Fig. 4.45 Grinding forces and workpiece roughness after conventional and ultrasonic assisted
dressing with a form roller
4 Dressing of Grinding Wheels 221
smaller number of kine matic cutting edges, which causes lower grinding forces and
greater workpiece roughness.
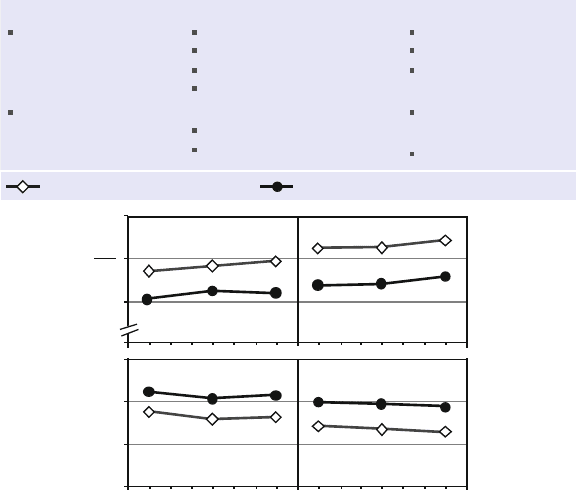
Figure 4.47 shows wheel behaviour after conventional and ultrasonic assisted
dressing up to a specific material removal of V
0
W
¼12,000 mm
3
/mm. In all tests the
grinding forces decrease during the initial unstable relief grinding phase. The relief
grinding phase lasts longer after conventional dressing, particularly when dressing in
up dressing. A shorter relief grinding phase after ultrasonic assisted dressing comes
back to higher grit protrusions caused by a greater splitting of bond material with
ultrasonic assisted dressing. With increasing material removal the grinding forces
gradually become similar, so that at a specific material removal of V
0
W
¼12,000
mm
3
/mm there are hardly any differences in the grinding forces. In Fig. 4.47 too a
reduction in workpiece roughess can be seen at the start of the grinding process in all
the tests; this is due to flattening and/or edge rounding of the grits and the resulting
increase in the number of kinematic cutting edges. It is also striking in Fig. 4.47 that,
interestingly, the changes in the grinding forces and in the workpiece roughness are
very similar after conventional down dressing and ultrasonic assisted up dressing,
with q
d
¼+0.4 and q
d
¼0.4 respectively.
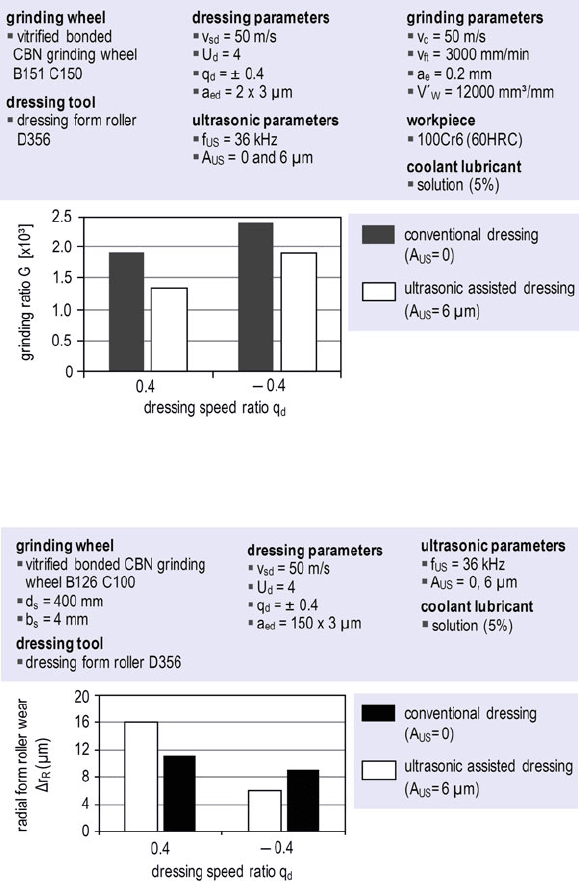
Figure 4.48 shows the grinding ratio G after a specific material removal
of V
0
W
¼12,000 mm
3
/mm. It is obvious that the wheel wear is greater after ultra-
sonic assisted dressing. This comes back to the greater load on the CBN layer
simulation parameters
d
s
= 400 mm a
ed
= 3 µm f
US
= 36 kHz
−4 −3 −2 −1012mm
path in direction of
g
rindin
g
wheel periphery
path in direction of grinding wheel radius
A
US
= 3
grinding wheel
surface
A
US
= 6
10
5
0
−5
25
µm
15
10
5
0
−5
25
µm
15
q
d
= + 0.4
q
d
= − 0.4
d
R
= 110 mm
v
sd
= 50 m/s
4
A
US
= 0
A
US
= 6
A
US
= 0
A
US
= 3
Fig. 4.46 Simulation of the engagement paths in ultrasonic assisted dressing with different
dressing conditions
222 T. Tawakoli and A. Rasifard
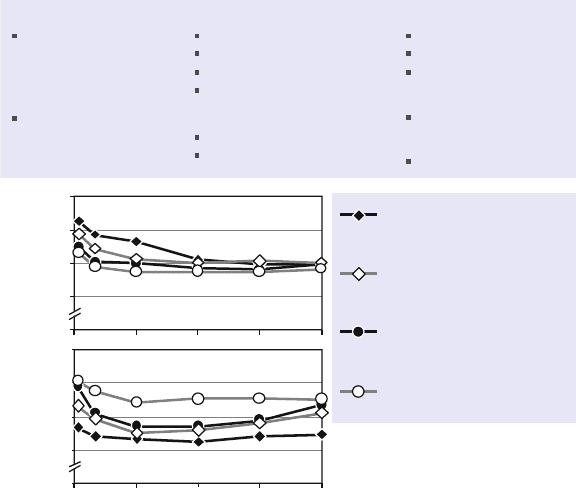
during the ultrasonic assisted dressing, as a result of which more intensive cracking
occurs in the CBN grits and in the bond, which as weak points intensify the wheel
wear. In addition, a grea ter effective peak-to-val ley-roughness on the grinding
wheel after ultrasonic assisted dressing leads to a reduction in the number of
kinematic cutting edges and therefore to an increase in the individual chip thick-
nesses in the grinding process. Increase in the individual chip thicknesses leads to
an increase in the cutting loads acted on the CBN grits in the grinding operation. As
a result, in particular those CBN grits that are exposed and therfore are not as solidly
fixed in the bond break out right at the start of the grinding process. Interestingly,
the grinding ratios after conventional do wn dressing and ultrasonic assisted up
dressing, with q
d
¼+0.4 and q
d
¼0.4 respectively, are the same.
Figure 4.49 shows the radial form roller wear Dr
R
in conventional and ultrasonic
assisted dressing with q
d
¼0.4. With up dressing, ultrasonic assistance leads to a
reduction in dresser wear, and with down dressing it leads to an increase.
The different effects of ultrasonic assistance on the wear behaviour of the roller
dresser in up dressing and down dressing are due to the different principal wear
mechanisms that are dominant in the two dressing methods. While in down dressing
the micro-splitting that results from the high mechanical loading is the principal
wear mechanism in the development of wear on the dressing diamond s, in up
grinding wheel
vitrified bonded
CBN grinding wheel
B151 C150
dressing tool
dressing form roller
D356
dressing parameters
v
sd
= 50 m/s
v
c
= 50 m/s
U
d
= 4
q
d
= ± 0.4
a
ed
= 2 x 3 µm
ultrasonic parameters
f
US
= 36 kHz
A
US
= 0, 6 µm
grinding parameters
v
ft
= 3000 mm/min
a
e
= 0.2 mm
workpiece
100Cr6 (60HRC)
coolant lubricant
solution (5%)
specific normal grinding
force F´
n
(N/mm)
workpiece roughness
R
z
(µm)
12000
specific material removal V´
W
( mm
3
/mm)
0
30
40
50
60
0
2
3
4
5
0 3000 6000 9000
q
d
= -0.4, A
US
= 0
(conventional dressing)
q
d
= + 0.4, A
US
= 0
(conventional dressing)
q
d
= -0.4, A
US
= 6 µm
(ultrasonic assisted dressing)
q
d
= + 0.4, A
US
= 6 µm
(ultrasonic assisted dressing)
Fig. 4.47 Grinding wheel behaviour after conventional and ultrasonic assisted dressing
4 Dressing of Grinding Wheels 223
dressing the graphitisation of the dressing diamonds resulting from the abrasive
friction is the principal mechani sm of wear on the dressing diamonds [4, 23].
As already shown above, ultrasonic assistance leads to an increase in the kinematic
penetration angle, as a result of which the mechanical load on the diamonds of the
dressing tool increases. On the other hand, ultrasonic assistance improves the flow
Fig. 4.48 Wear behaviour of the CBN wheel after conventional dressing and ultrasonic assisted
dressing with a form roller
Fig. 4.49 Influence of ultrasonic assistance on the wear behaviour of the roller dresser
224 T. Tawakoli and A. Rasifard