Jackson Mark. Machining with Abrasives
Подождите немного. Документ загружается.

process parameters on the profiling and grinding processes will be discussed in
detail later in Sect. 4.4.
4.2.1.2 Rotary Dressers
Compared with stationary dressers, rotary dressers have an additional movement
of rotation. The relative speed in the contact zone is determined by the peripheral
speed of both the dresser and the wheel. There are both diamond-free and diamond-
containing rotary dressers. Nowadays diamond-free rotary dressers are only used in
very few cases.
Rotary diamond dressers have a diamond layer on their periphery or front face.
Therefore, compared with stationary diamond dressers, these dressers contain
much more diamond, as a result of which they are subject to much less wear.
Therefore, with rotary diamond dressers the desired geomet ric and dimensional
accuracy of the wheel can be obtained over a much longer period of time. Further-
more, when profiling with rotary dressers, the topography of the grinding wheel,
due to the kinematics of the process can be influenced in a broader spectrum.
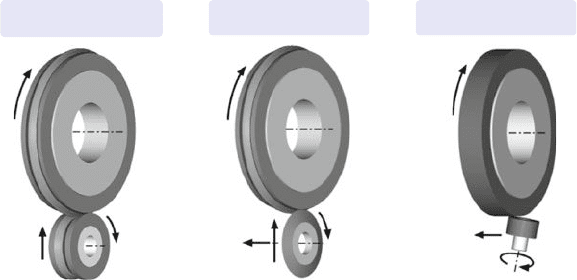
Common rotary diamond dressers are diamond profile rollers, diamond form rollers
and diamond cup wheels (Fig. 4.4). In profiling with rotary diamond dressers, the
process results are also strongly influenced by the process parameter. These para-
meters and their influence on the dressing and grinding processes are discussed in
detail later in Sect. 4.5.
For the profiling of superabrasive grinding wheels with dressable types of
bond, SiC wheels can also be used [2]. Currently, diamond grinding wheels are
profiled predominantly with SiC wheels [10, 11]. When profiling with a SiC wheel
the bond of the wheel is cut back by the abrasive action of the SiC grits so that
the grits on the wheel that is to be dressed can fall out. The grit size of the SiC wheel
is between 80 and 30 US Mesh; a larger grit size is recommended for dressing
v
sd
v
frd
v
R
v
R
v
R
profile roller
form roller cup wheel
v
sd
v
sd
v
fad
v
frd
v
fad
Fig. 4.4 Rotary dressers
4 Dressing of Grinding Wheels 185
diamond grinding wheels with a coarser grit [12]. After profiling with a SiC whe el
the diamond grinding wheel has a smooth surface, so in many cases additional
sharpening is needed [10, 11]. Due to the continuo us-path controlled movement of
the SiC wheel with an additional slewing motion, to a limited extent also non-
rectilinear wheel profiles can be profiled. To generate a corresponding relative
speed between the grinding wheel and dressing tool, the SiC wheel is either driven
off course or braked [12].
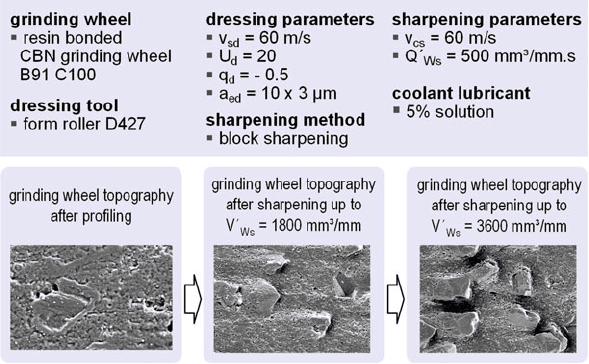
4.2.2 Sharpening
After profiling, because the bond and the grits are cut simultaneously, the grits
on the wheel surface exhibits little or no protrusion, particularly after the profiling
of resin bonded and metal bonded superabrasive wheels. In this condition the
wheel does not present a sufficient cutting ability. After profiling, the next step is
sharpening. During this step, the grits of the top-most abrasive layer are exposed
by cutting back the bond, whereby the chip pocket needed for the grinding
process is produced (Fig. 4.5).
Sharpening can be carried out immediately after profiling or at the same time
as the profiling process. Simultaneous sharpening while profiling reduces the
wear on the dresser which is caused by the pressure and temperature during
cutting through the grits and the bond [2].
A superabrasive grinding wheel can be sharpened with loose or bonded alumina
or silicon carbide grits. Predominantly the sharpening process is carried out with
a vitrified bonded alumina or silicon carbide block (called a sharpening block). The
Fig. 4.5 Change in topography caused by sharpening
186 T. Tawakoli and A. Rasifard
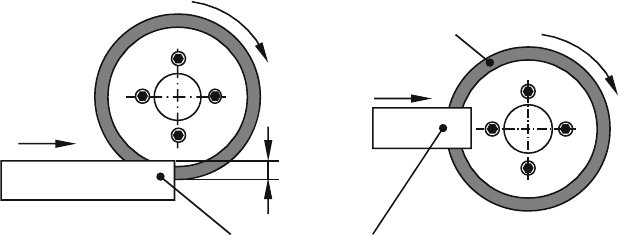
sharpening process can be carried out either by passing the wheel through
the sharpening block or by plunging the wheel into the sharpening block (Fig. 4.6).
During the jet sharpening, loose abrasive grits are blasted with air and/or
a carrier medium (usually coolant) at high pressure on to the abrasive layer of the
grinding wheel. The sharpening with loose abrasives causes intense contam ination
inside the grinding machine. Hence this process is hardly ever used these days [13].
The topography of the wheel and consequently the grinding process are
influenced by the sharpening conditions. Figure 4.7 shows the effect of specific
sharpening material removal rate Q
0
Ws
on the grinding process when grinding with a
resin bonded diamond wheel. Particularly high grinding forces occur with the
unsharpened diamond wheel. Elements that are responsible for this are the
very small chip pockets and the high cutting edge density because of the low
depth of surface smoothness, which lead to increasing grinding force. Furthermore,
the greater grit retention force due to the low grit protrusion leads to the diamond
grits remaining in the bond longer and the grits being flattened as a result, which in
turn causes the grinding forces to increase. The extended period in which the grit
remains in the bond also leads to low radi al wear. The workpiece roughness is also
influenced strongly by specific sharpeni ng material removal rate. The smaller chip
thicknesses with greater cutting edge density, the greater covering of the grinding
marks and also the grit flattening and the associated increase in the number of active
cutting edges are responsible for the better quality of the surfaces with a smoother
wheel topography, caused by a lower specific sharpening material removal rate [14].
Because of the porosity of vitrified bonded superarasive wheels, they can also
be efficiently used in many cases without sharpening too. Figure 4.8 shows
the effect of sharpening at different dressing conditions. The vitrified bonded
CBN wheel used here was dressed with a diamond form roller. It can be seen that
due to sharpening, the initial relief grinding phase is reduced. Relief grinding
(also called the initial self-sharpening) occurs when grinding with vitrified bonded
superabrasive wheels. During the initial relief grinding phase, the chip pockets
between the grits in the vitrified bond become lar ger due to the removal of bond
material by the abrasive action of the chips. The grinding process is unstable during
sharpening block
grinding wheel
v
fts
v
frs
v
cs
v
cs
a
es
Fig. 4.6 Sharpening with a sharpening block
4 Dressing of Grinding Wheels 187
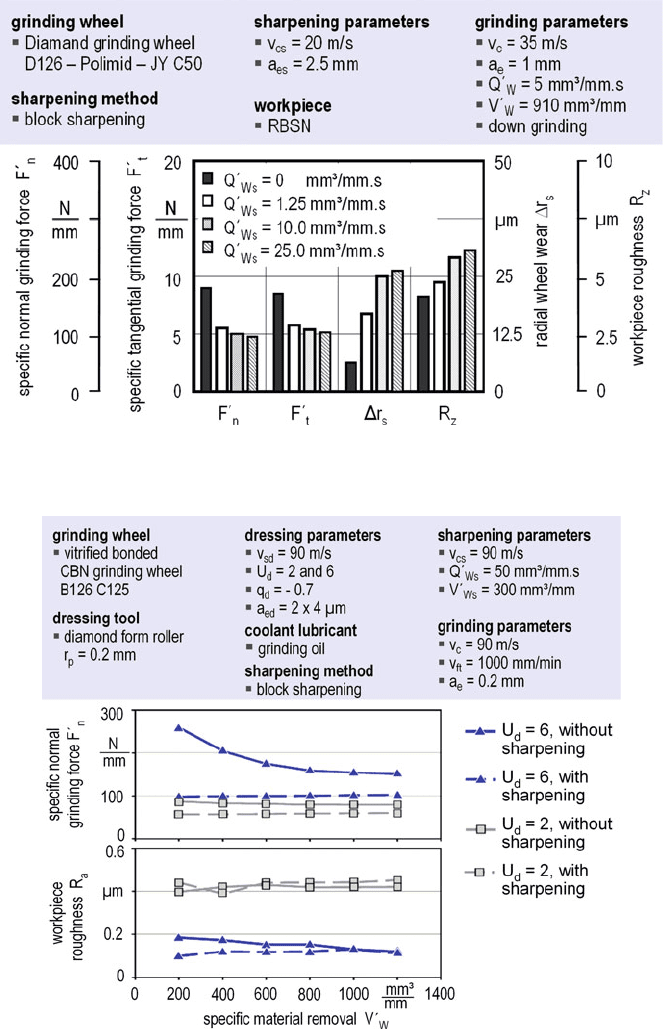
Fig. 4.8 Influence of sharpening at different dressing conditions
Fig. 4.7 Influence of sharpening conditions on the deep grinding of RBSN [14] used with
permission copyright E. Uhlmann
188 T. Tawakoli and A. Rasifard
the relief grinding phase. On the other hand, however, for cost reasons it is desirable
to avoid a separate sharpening process. A stable grinding process after dressing
should therefore be achieved by appropriate selection of the dressing conditions. In
the tests shown in Fig. 4.8, sharpening did not have any significant influence on
workpiece roughness.
4.2.3 Cleaning
The cleaning of a grinding wheel serves mainly to remove the loading chips from
the pores of a grinding whe el, but primarily without any intention to change the
geometry or topography of the wheel. Wheel loading impairs the chip-forming
process due to the reduction of the available chip spaces and the restriction of
coolant lubricant in the grinding contact zone. Hence the wheel loading results in
higher grinding forces and higher workpiece roughness as well as higher wheel
wear [15, 16]. The wear on the diamond dressers is also higher during dressing of a
loaded grinding wheel.
The tendency for the grinding wheel to get loaded depends on almost all the
variables involved in the grinding process and in particular on the workpiece
material. The loading occurs particularly when grinding ductile steels, aluminium
alloys or titanium alloys [2]. During the grinding of tough materials such as nickel-
chrome alloys, the grindin g wheel becomes also very heavily loaded. The coolant
that is used can also strongly affect loading. The use of water-miscible coolants
results in a higher grinding wheel loading compared to when grinding oils are used
instead.
Sharpening and dressing exhibit a cleaning effect, although in practice the
wheels are cleaned rather with a high-pressure/high-speed jet of coolant during
the grinding process itself. High-pressure/high-speed jetting with coolant is carried
out with a special cleaning nozzle. The cleaning effect of jetting with coolant is
with increasing jet pressure, velocity and flow rate higher. However, too high jet
pressure must be avoided, because it can damage the abrasive layer [17, 18].
4.3 Diamond Dressing Tools
Diamond is a crystalline form of carbon, which is formed at high pressures
and temperatures (Fig. 4.9). In a diamond crystal the carbon atoms are connected
to each other by pure energy-rich covalent bonds in a narrow and extremely
strong tetrahedral arrangement. As a result diamond is the hardest known natural
material (Fig. 4.10).
The hardness of diamond depends on properties like purity, crystalline perfec-
tion and crystal direction [19]. Becaus e of the different distances between the
carbon atoms in the different crystal planes, the hardness of diamond varies in
4 Dressing of Grinding Wheels 189

different crystal directions (anisotropy). The hardest is the <110> direction on the
{111} plane [20].
As already mentioned, diamond is the hardest material known in nature.
Therefore grinding whe els are predominantly dressed with diamond tools. As
well as its great hardness, diamond also has good thermal conductivity. However,
in dressing, the good thermal conductivity of diamond presents a danger to the
diamond itself. As the materials that are to be dressed are generally not heat-
sensitive themse lves, a build-up of heat can develop in the diamond holder,
which results in the diamond being destroyed. Hence temperatures above 900
C
Liquid
carbon
graphite and
metastable
diamond
CVD
high-pressure
high-temperature
synthesis
catalytic
high-pressure
high-temperature
synthesis
diamond
temperature
0°C1000 2000 3000 5000
pressure
10
20
40
GPa
0
schock
wave
synthesis
diamond and
metastable
graphite
Fig. 4.9 Phase diagram of carbon [21] used with permission copyright American Chemical
Society
Fig. 4.10 Hardness values of
different materials [22] used
with permission copyright V.
Buck
190 T. Tawakoli and A. Rasifard
should be avoided, as otherwise, even with low pres sures, graphitisation of the
diamond occurs. To prevent graphitisation , there must be sufficient cooling during
the dressing process [23]. The behaviour of a diamond dresser is strongly influenced
by its diamond coating and its manufacturing method.
4.3.1 Diamond Coating
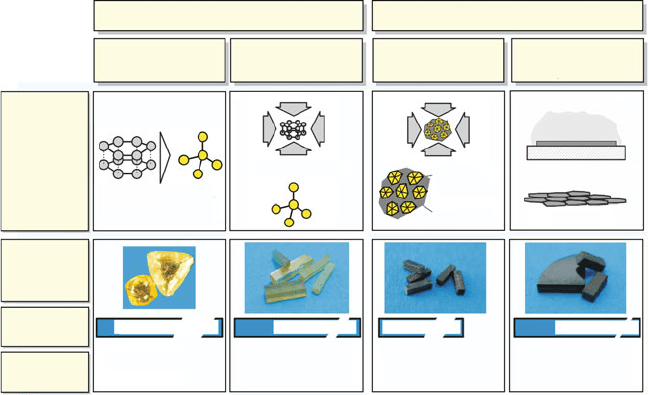
The concept of diamond coating encompasses the type of diamond used, the
diamond grit size and concentration, as well as the pattern in which the diamonds
are set [2, 23]. The types of diamond used by the manufacturing of diamond
dressing tools can be divided into two main groups: single-crysta l diamond
and polycrystalline diamond (Fig. 4.11). Single-crystal diamond includes natural
diamond and monocrystalline diamond (MCD). Depending on the manufacturing
process, polycrystalline diamond (PCD) can be divided into the groups with
and without binder phase [24].
Natural diamonds are used either in sorted form or as grits that are crushed
mechanically into different grit sizes. In the case of natural diamonds, because
of differences in shape, size and crystal purity as well as internal stresses and
crystallographic irregularities, abrasion resistance or wear rate can vary relatively
greatly [26]. Nevertheless, in these days diamond-dressing tools are made predom-
inantly with single-crystal natural diamonds [7].
MCD is produced by synthesis from graphite in a complex process under high
pressures and high temperatures using metal catalysts, and is characterised
single-crystal diamonds polycrystallline diamond (PCD)
MCDnatural diamond
with binder
phase
without binder
phase
manufacture
hardness
[Knoop]
application
shape
diamond
(2 … 25 µm)
Co matrix
6000 - 9000
8000 - 9000
4000 - 5500
8500 - 9000
structure
CVD process
H2 + 1% CH4
MW plasma
all diamond tools
stationary dressing
tools
edge reinforcement
form rollers
form rollers with
small radii and
angles
1600 °C, 7 GPa
deposits in: Australia,
Zaire, Bostowana,
South Africa
about 4000 years ago
at depth of 150-300 km
Fig. 4.11 Diamond for technical applications [25] used with permission copyright Dr. Kaiser
4 Dressing of Grinding Wheels 191
by extremely great hardness. Monocrystalline diamond logs are made by laser
cutting monocrystalline diamond blanks. The homogenous crystal orientation of
MCD leads to a constant abrasion resistance or wear rate along their length. In
addition, as engineered products, synthetic diamonds have charact eristics of repro-
ducible quality. However, because of their anisotropy, the wear resistance of MCD
logs, as with natural diamond crystals, is orientation-dependent. Therefore the MCD
logs should be orientated in the dresser in their hardest direction [26]. Because of the
high manufacturing costs, MCD is only used in tools where there is the risk of high-
level wear on the tools, such as for example stationary dressers [24, 27].
Polycrystalline diamond with a binder phase consists of synthetic diamond
particles which in a sintering process are bound with a binder matrix
(cobalt or tungsten). The properties of the PCD are determined to a great extent
by the grain size of the diamond particle s. Typical grain sizes lie between 2 and
25 mm[27, 28]. This polycrystalline diamond is predominantly made in the form of
log or disc using cobalt as the binder material [7]. Be cause of the random diamond
orientation, PCD with binder phase forms as a hard, isotropic body, which does not
have a preferred direction of cleavage and hardness. However, because of the
binder phase element, PCD is the “softest” type of diamond. PCD is frequently
used as edge protection in diamond in crushing rollers and in the frequently
re-grindable PCD form rollers [28].
PCD without binder phase is produced by chemical vapour deposition (CVD)
and is often referred to as CVD diamond. The great advantage of CVD diamond lies
in its very high fracture strength because of its homogenous polycrystalline struc-
ture and the dense packing of its structure [28]. The properties of CVD diamonds
are not dependent on their orientation, i.e. their wear resistance is the same in all
directions [29]. Due to the possibility in the CVD process to deposit extremely thin
layers, this method is suitable in particular for coating form rollers with small
angles and radii [27–29].
The behaviour of a diamond dresser is also influenced by the grit size of the
diamonds. In general, smaller diamonds are stronger than larger diamonds, because
they have fewer and smaller crystal defects [8]. A further influencing factor is the
concentration of diamond in the dresser. Increasing the diamond concentration of a
rotary dresser with a constant diamond grit size leads to an increase in the life of the
dresser, but also at the same time, leads to a reduction in the surface roughness of
the dressed wheel [30, 31].
The pattern in which the diamonds are set is another important factor
that influences the behaviour of diamond dresser. The diamond layer of a rotary
diamond dresser can be either scattered or set (Fig. 4.12). With a scattered diamond
coating the diamonds are distributed stochastically, whereby the average space
between the grains depends on the diamond grit size [2]. Most form rollers with
this type of diamond material have a radius in the range R ¼ 1.5–5 mm. The
diamond dressing tools with scattered pattern exhibit a good tool life [28].
The manufacturing of diamond dressers with scattered pattern is fast and cost-
effective. However, form rollers with a scattered pattern cannot be re-ground.
Scattered diamond coating s are made using natural diamonds [24].
192 T. Tawakoli and A. Rasifard
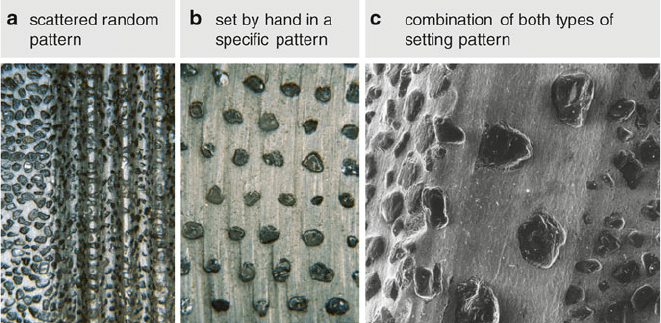
In set-diamond coatings, diamonds are set – commonly by hand – in a specific
pattern. In this system, by appropriate choosing the position and the geometry of the
diamonds, as well as their surface concentration on individual elements of the contour
of the dresser, the topography of the dresser can be tailored to the profiling task
[33, 34]. With this type of diamond coating it is possible to manufacture form rollers
with a very small tip radius. Needle-shaped natural diamond and also monocrystalline
or polycrystalline synthetic diamond logs can be used for set-diamond coatings. Form
rollers with set-diamonds can be re-ground [24].
A combination of both types of patterns can also be useful for some profile
rollers. For example, when grinding steep fla nks, the small effectiv e peak-to-valley
roughness of the wheel causes thermal damage to the workpiece. A solution to this
problem can be setting the diamonds by hand accordin g to specific patterns on
critical areas of the profile, as a result of which the effective peak-to-valley
roughness of the wheel in these areas is increased [32]. A specific selection of the
shape and the arrangement of diamond grits can be beneficial for stationary
diamond tools as well. A defined contact width and a uniform wear characteristic,
for example, can be achieved in blade dressers with ne edle diamonds throu gh the
array arrangement of the diamonds.
4.3.2 Manufacture of Diamond Dressing Tools
The Performance of a dressing tool can be influenced significantly by its
manufacturing process. There are several manufacturing processes for both stationary
and rotary diamond dressers. In stationary diamond dressers, the bonding of diamonds
can be done mainly through an electroplated nickel layer or in a sintering process with
a hard and wear-resistant binder matrix. Electroplaed bonds have little hardness and
Fig. 4.12 Different types of diamond pattern [32] used with permission copyright Tyrolit
4 Dressing of Grinding Wheels 193
low heat conductivity, as well as a weak diamond binding; nevertheless, there is no
thermal load on the diamond during manufacture. In sintered stationary diamond
dressers, the sintered body is brazed to the steel base body. Brazing can, however,
cause thermal damage to the diamond. Stationary diamond dressers with a brazed
sintered body also have little bond hardness, but they can be produced readily. The
whole dressing tool can also be made by sintering. These stationary dressers are
characterised by their good bond hardness and high heat conductivity, as well as
because of their strong diamond binding [25].
In the selection of stationary dressers, the specifications of the wheel that is to be
dressed also have to be taken into account. For example, if a blade dresser with a
soft bond is employed to dress sintered alumina or silicon carbide wheels, the bond
matrix of the dres ses is soon cut back. As a result, after dressing for a short time, the
diamonds protrude from the tool and break out due to vibration or dressing forces.
On the other hand, if a dresser with a highly hard bond is used to dress white-fused
alumina wheels, the bond matrix does not get cut back enough. Here, the wheel is
actually dressed also with the hard bond matrix, which resu lts in a smooth grinding
wheel [35].
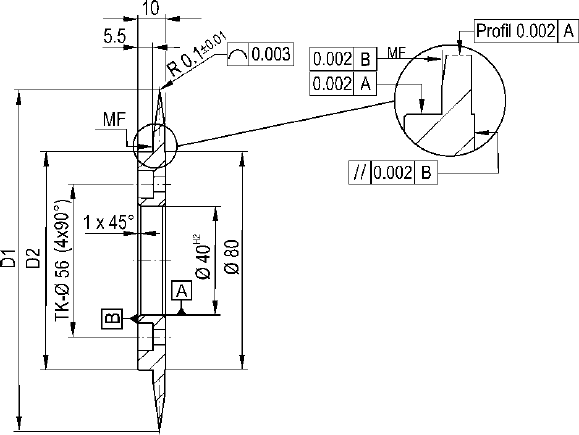
The required manufacturing accuracy for rotary diamond dresser is very high
(Fig. 4.13). The manufacturing accuracy of a rotary diamond dresser is influenced
to a great extent by its manufacturing method. Diamond roller dressers are
produced either in the positive method or the negative method (Fig. 4.14).
In the positive method (also called the direct method) both single-layer and also
multi-layer diamond coatings can be produced (Fig. 4.15). In the manufacturing of
Fig. 4.13 Typical forms and tolerances of diamond form rollers used with permission copyright
Dr. Kaiser
194 T. Tawakoli and A. Rasifard