Jackson Mark. Machining with Abrasives
Подождите немного. Документ загружается.


FðtÞ
inertial
r
¼ M½
d
2
rðtÞ
r
dt
2
O B
c
½
d rðtÞ
r
dt
O
2
K
c
½rðtÞ
r
(3.26)
where,
M½¼
m 00
0 m 0
00m
2
4
3
5
(3.27)
B
c
½¼
02m 0
2m 00
000
2
4
3
5
(3.28)
K
c
½¼
m 00
0 m 0
000
2
4
3
5
(3.29)
The structural impedance of the rotating structure requires inertial force terms that
are functions of the time varying position of mass of the particle. Therefore, the
position vector can be written in terms of an initial component and a time-varying
component. The equation of motion for a particle in a rotating elastic disk with no
externally applied forces is given by,
O
2
K
c
½r
r
fg
¼ M½
d
2
uðtÞ
r
dt
2
þð B½O B
c
½Þ
duðtÞ
r
dt
þð K½O
2
K
c
½ÞuðtÞ
r
(3.30)
Equation (3.30) shows that the centripetal loading is always present in the rotating
structure. For accurate analysis of the rotating structure, a differential stiffness term
is added,
M½
d
2
DrðtÞ
r
dt
2
þ B½O B
c
½ðÞ
d DrðtÞ
r
dt
þ K½þO
2
K
d
O
2
K
c
½DrðtÞ
r
¼0
(3.31)
Equation (3.31) is used to determine the motion of a rotating structure about the
deformation due to centripetal loading. For the case of a rotating recessed grinding
wheel, finite element computations are modeled as rigid bodies with added gyro-
scopic effects at critical speeds of rotation. At selected speeds, dynamic out-of-
balance forces are predicted using rotation-dependent terms. The finite element
program used in the present work is MSC. Nastran™ and the procedure to add
rotation dependent terms is done by calculating the terms then adding them to the
3 Grinding Wheel Safety and Design 155
structural damping and stiffness matrices, and by starting the analysis with the
modified matrices.
3.8.1.2 Experimental Methods
The experimental part of the current work is focused on demonstrating the mag ni-
tude of stresses in recessed vitrified grinding wheels, calculating bursting speeds of
the said wheels, and comparing those speeds with experimentally determined
bursting speeds. The experimental section also focuses on measuring selected
mechanical properties in order the calculate factor s of safety for a variety of
small cup grinding wheels.
Computational Stress Analysis
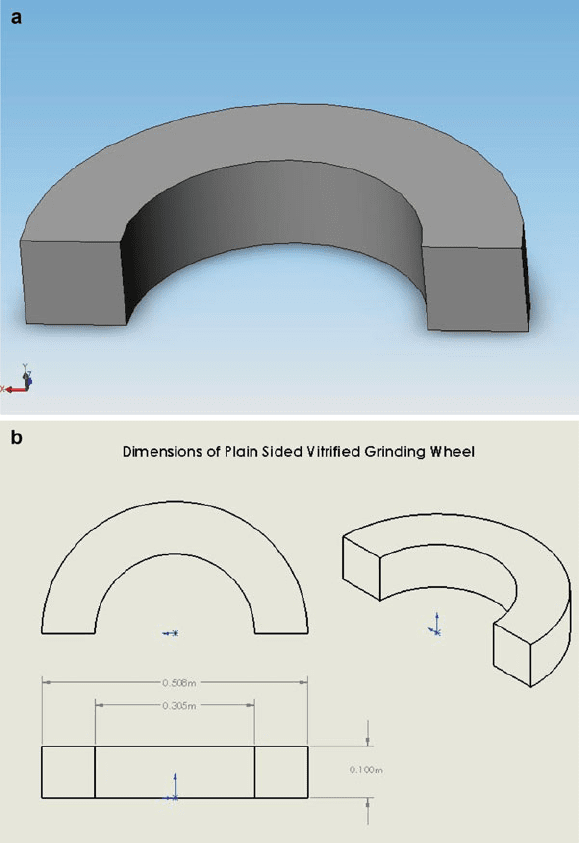
A solid model of a parallel-sided grinding wheel was created using the Solid
Works™ software package. The dimensions of the wheels and associated solid
models are shown in Fig. 3.22. The grinding wheel possessed an oute r diameter of
508 mm and an inner diameter of 304.8 mm. The grinding wheel was composed of a
mixture of chromium-doped alumina abrasive grain mixed with a glass-clay bond-
ing agent. The grade of the wheel was RA36J8V, indicating a 36-mesh grain size,
fairly open eight structure, J-grade vitrifi ed structure. The model was imported into
the MSC. Patran™ software program in the form of a .xmt file, or Parisolid Model.
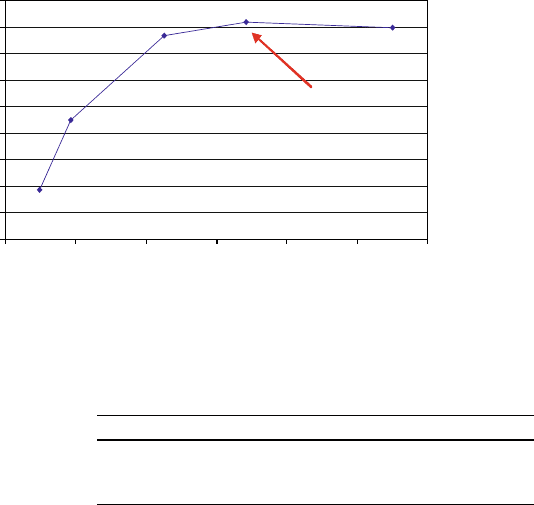
The model was then meshed and the global edge length to optimize the mesh
density of the solid was determined by means of convergence. The convergence
model is shown in Fig. 3.23. Material properties (Table 3.2) were assigned to the
solid model of the wheel and constraints and bo undary conditions were applied to
the model. The center of the wheel was constrained in the translational x-, y-, and z-
directions as well as in the rotational x- and z-directions. The y-rotational direction
was left unconstrained because it is the axis in which the wheel rotates. An inertial
velocity was then applied to the entire solid in order to simulate the rotation of the
grinding wheel about the y-axis. Visual results, or fringe plots, showing where the
maximum principal stress occurred and the quantity of that stress, was the final
output of the analysis. The result s are shown in Sect. 3.8.1.3 of the chapter.
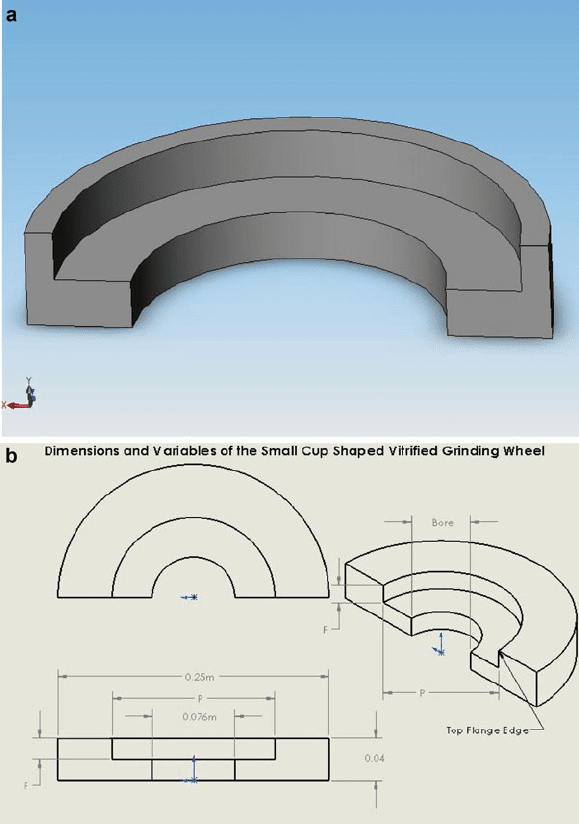
Figure 3.24 shows the dimensions and the solid model of a recessed, small cup
vitrified grinding wheel. The grinding wheel possessed an outer diameter of
250 mm and an inner diameter of 76 mm. The grinding wheel was composed of a
mixture of chromium-doped alumina abrasive grain mixed with a glass-clay bond-
ing agent. The grade of the wheel was RA36J8V, indicating a 36-mesh grain size,
fairly open eight structure, J-grade vitrified structure. The recessed model was also
imported into the MSC. Patran ™ software program in the form of a .xmt file, or
Parisolid Model. Again, material properties (Table 3.1) were assigned to the solid
model of the wheel and constraints and boundary conditions were applied to the
156 M.J. Jackson
model. The center of the wheel was constrained in the translational x-, y-, and
z-directions as well as in the rotational x- and z-directions.
The y-rotational direction was left unconstrained because it is the axis in which
the wheel rotates. An inertial velocity was then applied to the entire solid in order to
simulate the rotation of the grinding wheel about the y-axis. Visual results, or fringe
Fig. 3.22 (a)SolidWorks™ model of the parallel-sided grinding wheel, (b) and dimensions associated
with the parallel-sided grinding wheel. Used with permission from Inderscience Publishers (2010)
3 Grinding Wheel Safety and Design 157
plots, showing where the maximum principal stress occurred and the quantity of
that stress, was the final output of the analysis.
Determination of Bursting Speed
In order to measure the bursting speed of a grinding wheel, it is necessary to rotate
the wheel at its maximum speed when failure occurs. In order to achieve this in a
safe way, the grinding wheel is located in rotating frame that it buried in the ground
surrounded by reinforced concrete baffles that absorbs the energy of impacting parts
of the broken grinding wheel. The containment structure was lined with an energy
absorbing foam, of which the top could be opened for access. The enclosure
contained a roll grinding whe el head with the workpiece drive and in-feed mecha-
nism removed. The wheel head was modified and fitted with a spindle cartridge
designed for speeds up to 3,000 rpm. Once the grinding wheels were mounted and
bolted on the spindle housing, the speed of the wheel was increased until the wheel
fractured about the spindle, usually into three to four parts. The grinding wheel was
inspected for failure and the failure speed was recorded. The grinding wheel
was photographed and points of failure recorded for posterity.
Convergence of Mesh for a Plain Sided Fixed
Rotating Grinding Wheel
5.5
5.7
5.9
6.1
6.3
6.5
6.7
6.9
7.1
7.3
0 20000 40000 60000 80000 100000 120000
Number of Nodes
Max Principal Stress (MN/m^2)
Optimum Mesh (Global
Edge Length of 0.012)
0.025
0.02
0.015 0.011
Fig. 3.23 Convergence of the solid model mesh showing an optimized global edge length of
0.012 mm. Used with permission from Inderscience Publishers (2010)
Table 3.2 Properties
of the vitrified grinding
wheel structure
Property Value
Young’s modulus of elasticity (N/m) 57.2 10
9
Poisson’s ratio 0.2
Density (kg/m
3
) 2,257
158 M.J. Jackson
Determination of Mechani cal Properties of Grinding Wheels
Two types of grinding wheels were used to determine the mechanical properties of
the abrasive structures. The experimental determination of density and Poisson’s
Fig. 3.24 (a) Solid Works™ model of the recessed, small cup grinding wheel, (b) and dimensions
associated with the recessed, small cup grinding wheel. Used with permission from Inderscience
Publishers (2010)
3 Grinding Wheel Safety and Design 159
ratio was demonstrated in a previous paper by the author [10], and involves using a
pycnometer and a universal tensile testing machine. The grinding wheel structures
were manufactured in the form of tensile test bars and parallel-sided and recessed
grinding wheels. The grains of abrasive were mixed with a clay-glass bonding
formulation, molded, and pressed to the correct density to provide the correct
amount of porosity and structure. The samples were fired in an electric furnace to
a temperature of approximately 1,080
C. The samples were cooled slowly until
their appropriate hardness is reached. Hardness was measured by measuring the
torque resistance of an indenting chisel that was rotated at a prescribed force. Once
cooled, samples of grinding wheel were polished and mounted in resin moulds.
Figure 3.25 shows the polished microstructure of a vitrified grinding wheel of
known specification, RA36J8V, whilst Fig. 3.26 shows a microstructure with a
known specification of RA80J8V. From the micrographs the critical pore size is
found by measuring the distance between abrasive grains. The critical pore size
allows one to calculate the fracture toughness of the abrasive structures. The
measured fracture toughness is determined by stressing an abrasive structure to
failure using notched test bars in the four-point bending mode I using a universal
testing machine.
3.8.1.3 Experimental Results
Computational Stress Analysis
The computational stress analysis was performed on both parallel-sided and small
cup grinding wheel structures and the results are shown in this section of the paper.
Figure 3.27 shows the computed circumferential stress as a function of distance
from the bore to the edge of the wheel spinning at 35 m/s.
Parallel-Sided Grinding Wheels
The maximum stress at the bore is approximately 3.75 MN/m
2
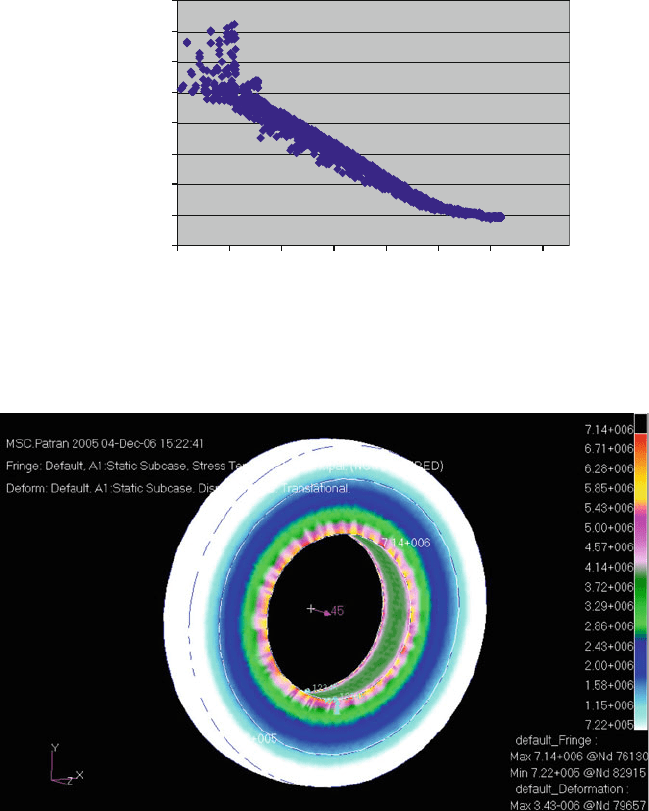
. Figure 3.28 shows
the finite element mesh and boundar y conditions for the parallel-sided grinding
wheel spinning at 45 m/s. The associated fringe plot showing the magnitude of
circumferential stress is shown in Fig. 3.29. The indicated maximum stress is
approximately 7.14 MN/m
2
.
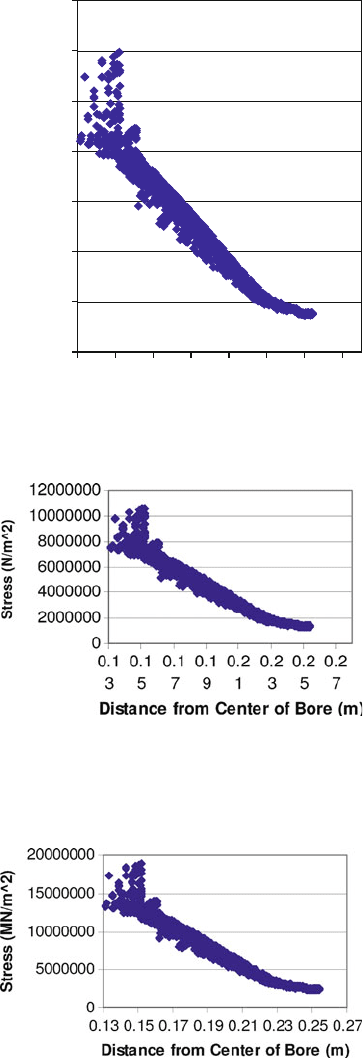
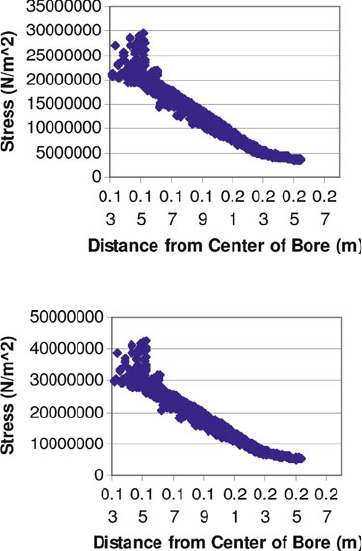
Figures 3.30–3.33 show the magnitudes of stress throughout a parallel-sided
grinding wheel for a wheel rotating at 45, 60, 80, 100, and 120 m/s. Th e maximum
circumferential stress occurs at the bore and the stresses are approximately, 6, 13,
19, 30, and 43 MN/m
2
, respectively.
160 M.J. Jackson
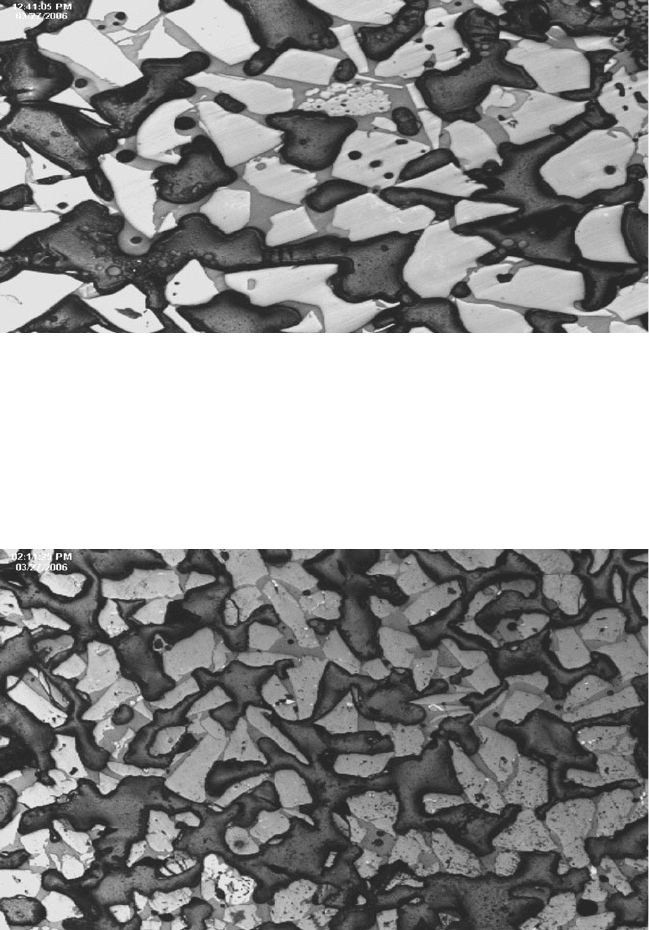
Fig. 3.26 Polished microstructure of the RA36J8V grinding wheel. Light areas indicate the
abrasive grain, grey areas show the vitrified bonding system, and the darker areas show porosity.
Bubbles within the pores are features associated with the resin that has infiltrated the open pores.
Closed pores are shown with the abrasive grains and the bonding bridges. Average distance
between grains is approximately 0.7 mm. Used with permission from Inderscience Publishers
(2010)
Fig. 3.25 Polished microstructure of the RA80J8V grinding wheel. Light areas indicate the
abrasive grain, grey areas show the vitrified bonding system, and the darker areas show porosity.
Bubbles within the pores are features associated with the resin that has infiltrated the open pores.
Closed pores are shown with the abrasive grains and the bonding bridges. Average distance
between grains is approximately 1.8 mm. Used with permission from Inderscience Publishers
(2010)
3 Grinding Wheel Safety and Design 161
Small Cup Recessed Grinding Wheels
In contrast to parallel-sided grinding wheels, MSC Patran was used to calculate
the maximum principal stress for a variety of small cup recessed grinding whe els.
Figure 3.34 shows a fringe plot for a wheel spinning at 45 m/s (P ¼100 and F ¼10).
The maximum stress occurs at the bore and is circum ferential in nature.
0
500000
1000000
1500000
2000000
2500000
3000000
3500000
4000000
0.13 0.15 0.17 0.19 0.21 0.23 0.25 0.27
Distance from Center of Bore (m)
Stress (N/m^2)
Fig. 3.27 Calculated circumferential stress distribution as a function of distance from the center
of the bore of the grinding wheel spinning at 35 m/s. Used with permission from Inderscience
Publishers (2010)
Fig. 3.28 Fringe plot of a plain sided grinding wheel spinning at 45 m/s. Used with permission
from Inderscience Publishers (2010)
162 M.J. Jackson
0
1000000
2000000
3000000
4000000
5000000
6000000
7000000
0.13 0.15 0.17 0.19 0.21 0.23 0.25 0.27
Distance from Center of Bore (m)
Stress (N/m^2)
Fig. 3.29 Calculated
circumferential stress
distribution as a function of
distance from the center of the
bore of the grinding wheel
spinning at 45 m/s. Used with
permission from Inderscience
Publishers (2010)
Fig. 3.30 Calculated
circumferential stress
distribution as a function of
distance from the center of the
bore of the grinding wheel
spinning at 60 m/s. Used with
permission from Inderscience
Publishers (2010)
Fig. 3.31 Calculated
circumferential stress
distribution as a function of
distance from the center of the
bore of the grinding wheel
spinning at 80 m/s. Used with
permission from Inderscience
Publishers (2010)
3 Grinding Wheel Safety and Design 163
The magnitude of the stress is approximately 3.5 MN/m
2
. Figure 3.35 shows a
fringe plot for a recessed wheel spinning at 45 m/s. The maximum stress occurs at
the bore and is approximately 4.4 MN/m
2
. The geometry of the cup wheel is
P ¼100 and F ¼20.
Figure 3.36 shows a fringe plot for a recessed wheel spinning at 45 m/s. The
maximum stress occurs at the bore and is approximately 3.8 MN/m
2
. The geometry
of the cup wheel is P ¼150 and F ¼10.
Figure 3.37 shows a fringe plot for a recessed wheel spinning at 45 m/s. The
maximum stress occurs at the bore and is approximately 3.69 MN/m
2
. The geome-
try of the cup wheel is P ¼150 and F ¼20.
Figure 3.38 shows a fringe plot for a recessed wheel spinning at 45 m/s. The
maximum stress occurs at the bore and is approximately 3.19 MN/m
2
. The geome-
try of the cup wheel is P ¼150 and F ¼30.
Figure 3.39 shows a fringe plot for a recessed wheel spinning at 45 m/s. The
maximum stress occurs at the bore and is approximately 3.54 MN/m
2
. The geome-
try of the cup wheel is P ¼180 and F ¼20.
Figure 3.40 shows a fringe plot for a recessed wheel spinning at 45 m/s. The
maximum stress occurs at the bore and is approximately 3.39 MN/m
2
. The geome-
try of the cup wheel is P ¼200 and F ¼30. Once the rotational stresses were
calculated, the small cup grinding wheels were rotated to failure. Figure 3.41
Fig. 3.32 Calculated
circumferential stress
distribution as a function of
distance from the center of the
bore of the grinding wheel
spinning at 100 m/s. Used
with permission from
Inderscience Publishers
(2010)
Fig. 3.33 Calculated
circumferential stress
distribution as a function of
distance from the center of the
bore of the grinding wheel
spinning at 120 m/s. Used
with permission from
Inderscience Publishers
(2010)
164 M.J. Jackson