Hoffman D.M., Singh B., Thomas J.H. (Eds). Handbook of Vacuum Science and Technology
Подождите немного. Документ загружается.

512
Fig.
2.
Chapter
4.8:
Aluminum-Based Vacuum Systems
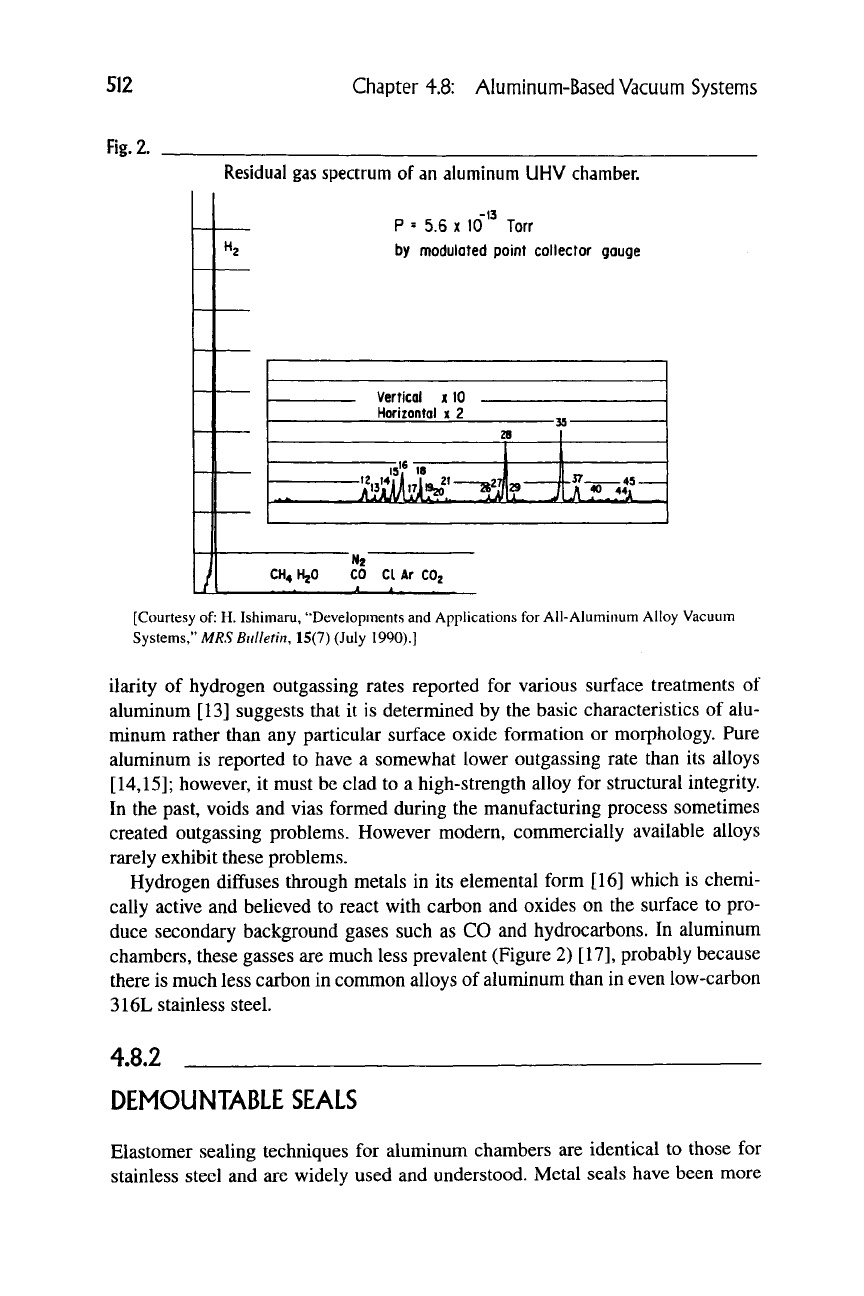
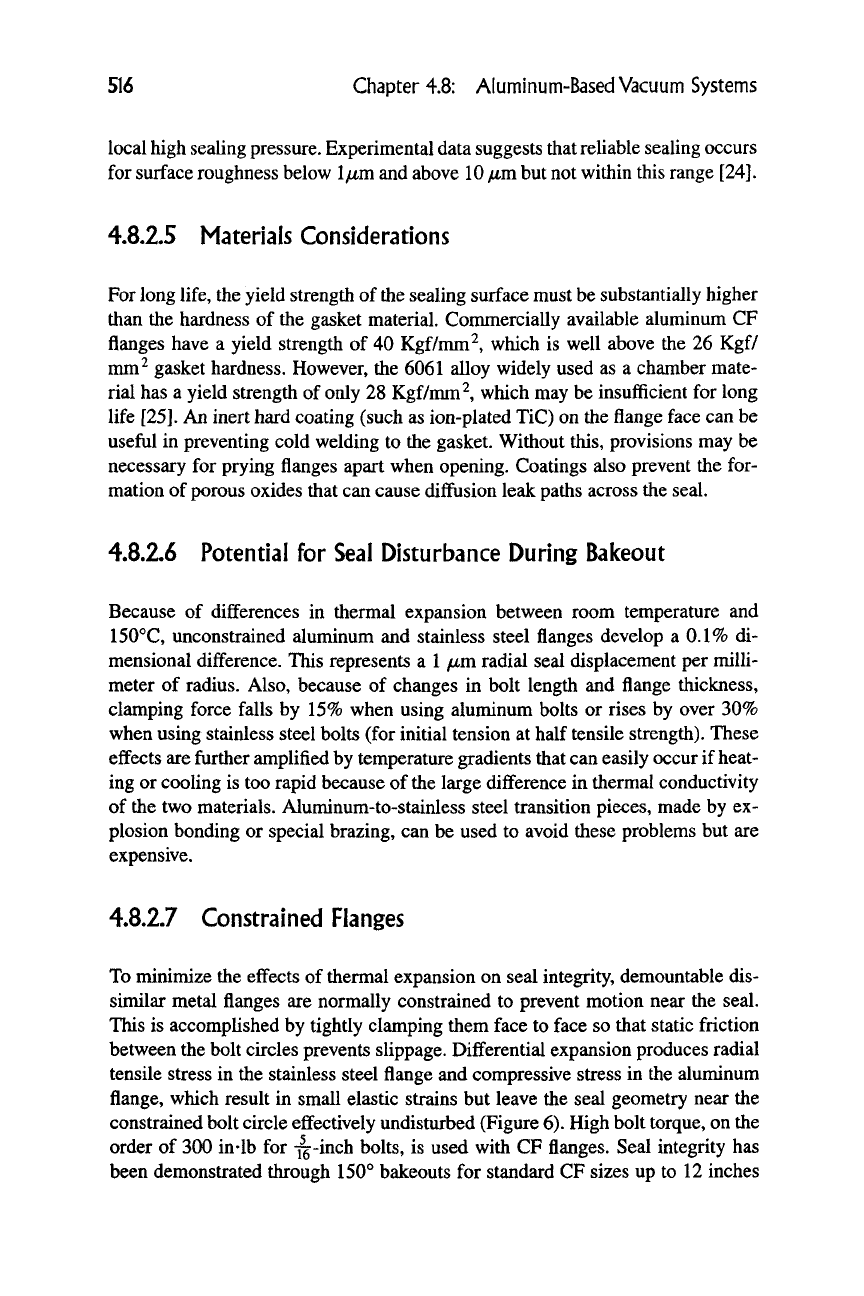
Residual gas spectrum
of
an aluminum
UHV
chamber.
P
= 5.6 X id"'^
Torr
by modulated point collector gouge
Vertical
x 10
Horizontol
t 2
"ji'M^M-^i
-H-^
45-
a
CH4H20
•N2~
CO
CI Ar
CO2
[Courtesy of: H. Ishimaru, "Developments and Applications for All-Aluminum Alloy Vacuum
SystQmsr
MRS
Bulletith
15(7) (July 1990).]
ilarity of hydrogen outgassing rates reported for various surface treatments of
aluminum [13] suggests that it is determined by the basic characteristics of alu-
minum rather than any particular surface oxide formation or morphology. Pure
aluminum is reported to have a somewhat lower outgassing rate than its alloys
[14,15];
however, it must be clad to a high-strength alloy for structural integrity.
In the past, voids and vias formed during the manufacturing process sometimes
created outgassing problems. However modern, commercially available alloys
rarely exhibit these problems.
Hydrogen diffuses through metals in its elemental form [16] which is chemi-
cally active and believed to react with carbon and oxides on the surface to pro-
duce secondary background gases such as CO and hydrocarbons. In aluminum
chambers, these gasses are much less prevalent (Figure 2) [17], probably because
there is much less carbon in common alloys of aluminum than in even low-carbon
316L stainless steel.
4.8.2
DEMOUNTABLE SEALS
Elastomer sealing techniques for aluminum chambers are identical to those for
stainless steel and are widely used and understood. Metal seals have been more
4.8.2 Demountable Seals 513
difficult to implement because of the relative softness of aluminum and its high
rate of thermal expansion. However, today a number of commercially available
products have practically alleviated these problems. Metal seals are, of course,
highly desirable, because 0-rings tend to dominate the gas load in a chamber.
For example, the outgassing from a single 100 mm X 5.3 mm Viton® 0-ring
is approximately equal to that from 3 ft ^ of metal chamber surface after 1 hour
of pumping and 7 ft^ after 10 hours. Pressures below
10 "'^
torr with elas-
tomer seals are very costly to achieve, in terms of pumping speed required, un-
less special measures are taken such as differential pumping or baking of the
0-rings [18].
4.8.2.1 Theoretical Model of Seal Effectiveness
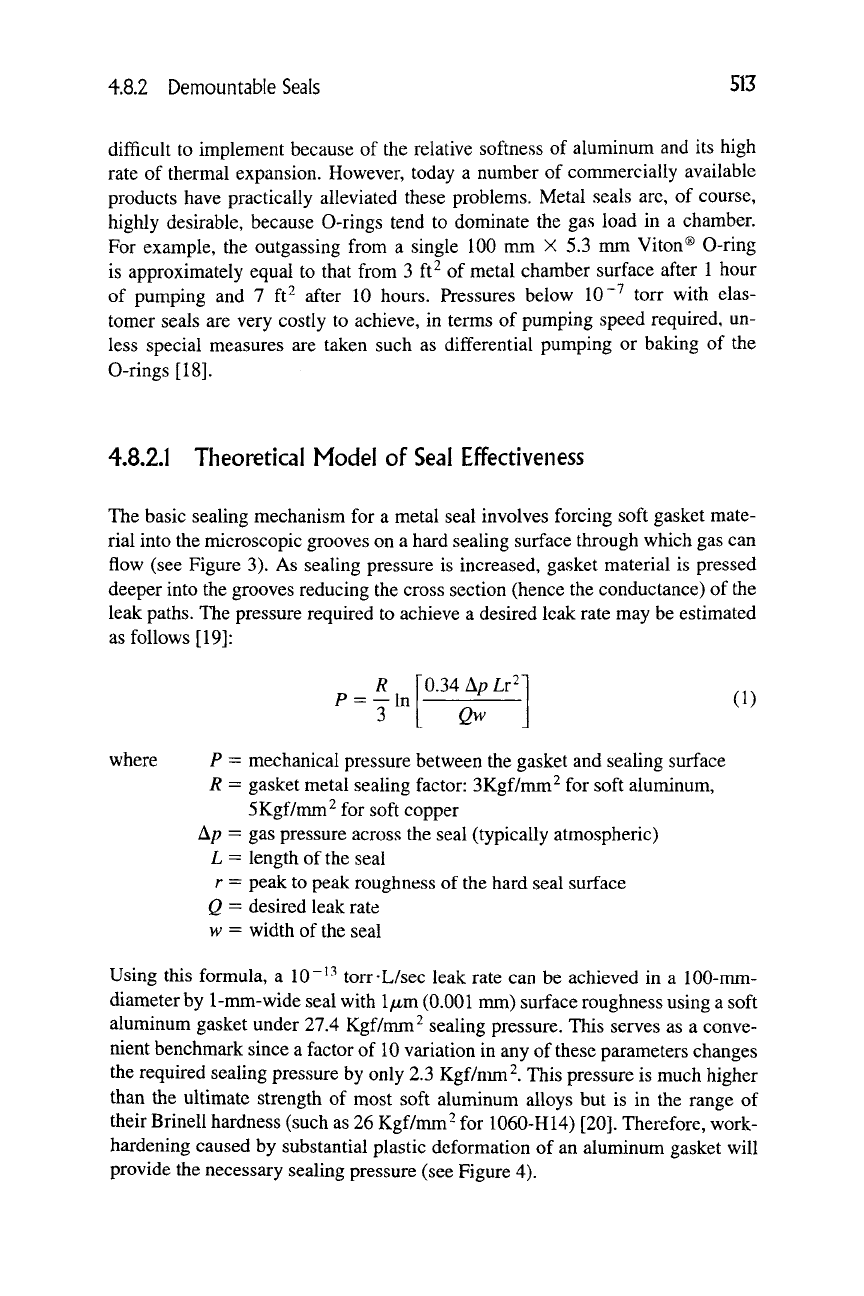
The basic seaUng mechanism for a metal seal involves forcing soft gasket mate-
rial into the microscopic grooves on a hard sealing surface through which gas can
flow (see Figure 3). As sealing pressure is increased, gasket material is pressed
deeper into the grooves reducing the cross section (hence the conductance) of the
leak paths. The pressure required to achieve a desired leak rate may be estimated
as follows [19]:
R
0.34
A/7
Lr'
Qw
(1)
where P = mechanical pressure between the gasket and sealing surface
R = gasket metal sealing factor: 3Kgf/mm^ for soft aluminum,
5Kgf/nmi^ for soft copper
A/7 = gas pressure across the seal (typically atmospheric)
L = length of the seal
r = peak to peak roughness of the hard seal surface
Q = desired leak rate
w = width of the seal
Using this formula, a
10"^-^
torr-L/sec leak rate can be achieved in a 100-mm-
diameter by
1-mm-wide
seal with 1/xm (0.001 nmi) surface roughness using a soft
aluminum gasket under 27.4 Kgf/mm^ sealing pressure. This serves as a conve-
nient benchmark since a factor of 10 variation in any of these parameters changes
the required sealing pressure by only 2.3 Kgf/nmi^. This pressure is much higher
than the ultimate strength of most soft aluminum alloys but is in the range of
their Brinell hardness (such as 26 Kgf/nmi^ for 1060-H14)
[20].
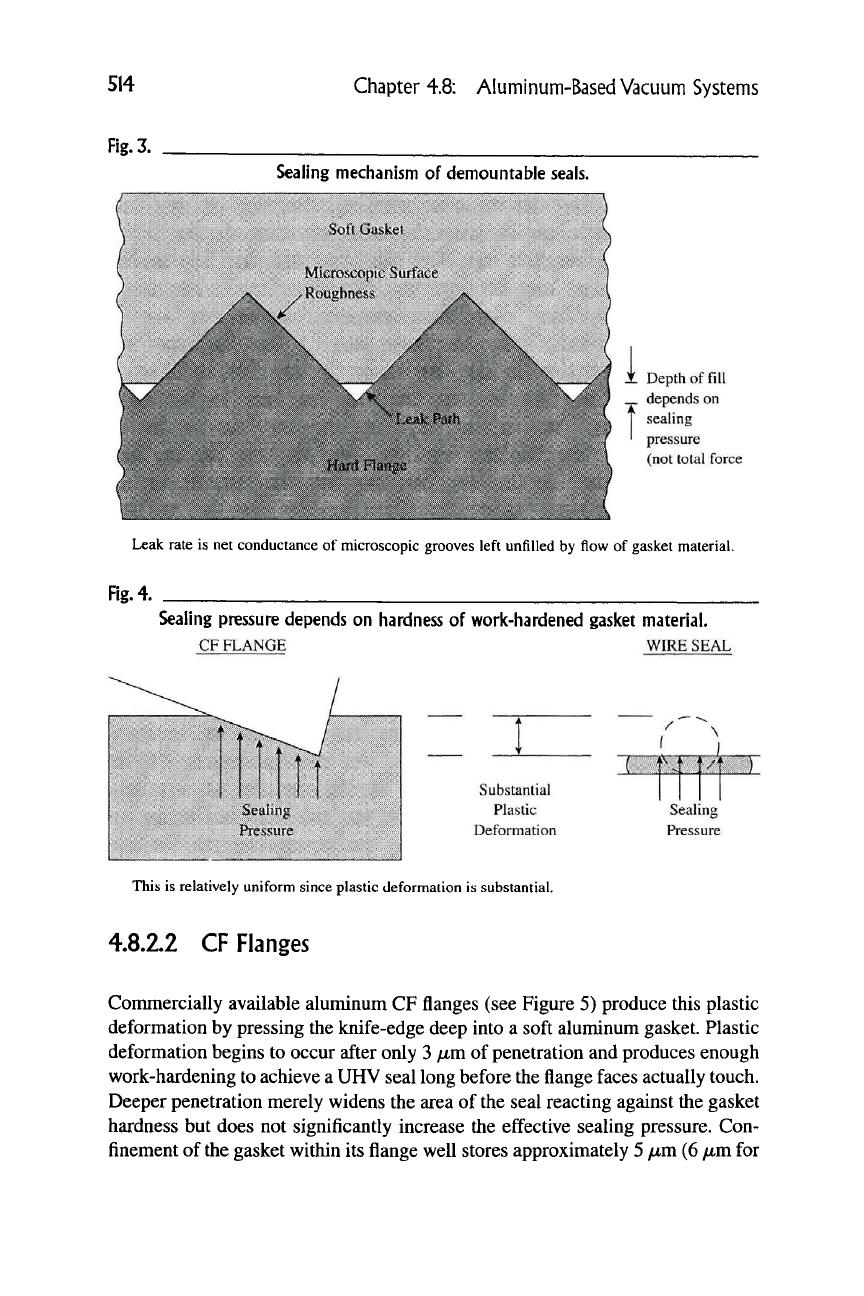
Therefore, work-
hardening caused by substantial plastic deformation of an aluminum gasket will
provide the necessary sealing pressure (see Figure 4).
514
Fig.
3.
Chapter 4.8: Aluminum-Based Vacuum Systems
Sealing mechanism
of
demountable seals.
Depth of fill
depends on
sealing
pressure
(not total force)
Leak rate is net conductance of microscopic grooves left unfilled by flow of gasket material.
Rg.4.
Sealing pressure depends
on
hardness
of
work-hardened gasket material.
CF FLANGE WIRE SEAL
r3
Substantial
Plastic
Deformation
This is relatively uniform since plastic deformation is substantial.
T
Sealing
Pressure
4,8.2.2 CF Flanges
Commercially available aluminum CF flanges (see Figure 5) produce this plastic
deformation by pressing the knife-edge deep into a soft aluminum gasket. Plastic
deformation begins to occur after only 3
jmm
of penetration and produces enough
work-hardening to achieve a UHV seal long before the flange faces actually touch.
Deeper penetration merely widens the area of the seal reacting against the gasket
hardness but does not significantly increase the effective sealing pressure. Con-
finement of the gasket within its flange well stores approximately 5 /xm (6
/mm
for
4.8.2 Demountable Seals
515
Rg.5.
Aluminum
CF
flanges and chamber.
(Courtesy of
SMC
Corporation.)
copper) of elastic strain that can compensate for slight changes in seal geometry
due to thermal gradients or mechanically induced strains.
4.8.2.3 Wire Seals
Wire seals, reported in the literature, achieve approximately the same sealing pres-
sure by substantially flattening the wire [21,22]. These require less bolting force
than CF seals because sealing pressure is concentrated over a much narrower seal
width.
4.8.2.4 Metal C-rings and Diamond-Shaped Seals
Conunercially available metal C-rings have relatively wide seal widths. Although
the average pressure over the contact area is approximately one-third that required
above, there is probably a strain concentration near the center that does produce
this.
The use of a collapsible knife-edge on the C-ring, made of soft gasket mate-
rial,
has also been used to produce high sealing pressure by concentrating sealing
force [23]. When practical considerations limit the amount of sealing pressure
supportable by a C-ring, the sealing surface can be either polished to reduce the
"r" term in Equation (1) or made rougher to create ridges that produce areas of
516
Chapter
4.8:
Aluminum-Based Vacuum Systems
local
high sealing
pressure.
Experimental data suggests
that reliable
sealing occurs
for surface roughness below l/^m and above
10
/mm
but not within this range [24].
4.8.Z5
Materials Considerations
For
long
life, the yield strength of the sealing surface must
be
substantially higher
than the hardness of the gasket material. Commercially available aluminum CF
flanges have a yield strength of 40 Kgf/mm^, which is well above the 26 Kgf/
mm^ gasket hardness. However, the
6061
alloy widely used as a chamber mate-
rial has a yield strength of only 28 Kgf/mm ^, which may be insufficient for long
life
[25].
An inert hard coating (such as ion-plated TiC) on the
flange
face can be
useful in preventing cold welding to the gasket. Without this, provisions may be
necessary for prying
flanges
apart when opening. Coatings also prevent the
for-
mation of
porous
oxides that can cause diffusion leak paths across the seal.
4.8.2.6
Potential for Seal Disturbance During Bakeout
Because of diiBferences in thermal expansion between room temperature and
150°C, unconstrained aluminum and stainless steel flanges develop a
0.1%
di-
mensional difference. This represents a
1
/mm
radial seal displacement per milli-
meter of radius. Also, because of changes in bolt length and flange thickness,
clamping force falls by 15% when using aluminum bolts or rises by over 30%
when using stainless steel bolts (for initial tension at half tensile strength). These
effects
are
further amplified
by
temperature gradients that
can
easily occur if heat-
ing or cooling is too rapid because of
the
large difference in thermal conductivity
of the two materials. Aluminum-to-stainless steel transition pieces, made by ex-
plosion bonding or special brazing, can be used to avoid these problems but are
expensive.
4.8.2.7
Constrained Flanges
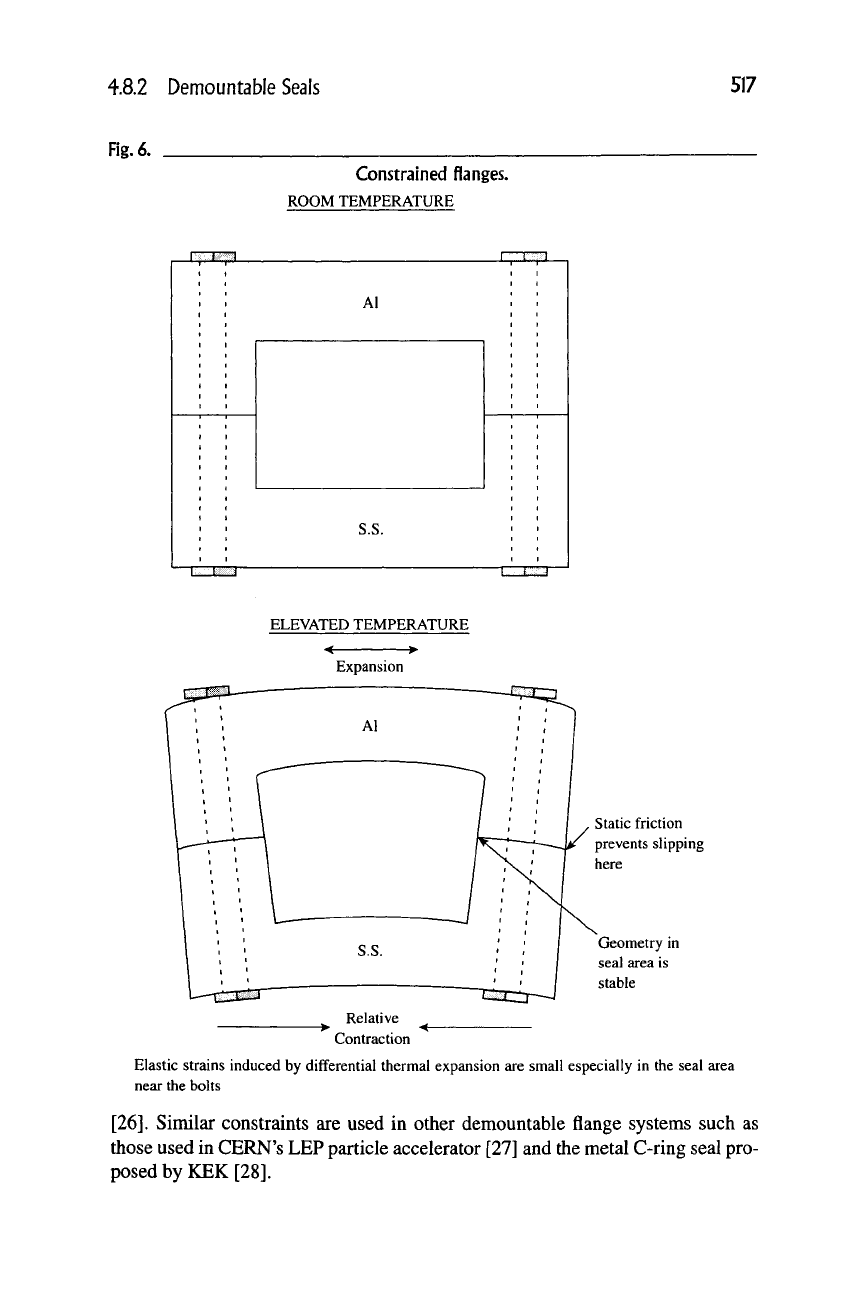
To minimize the effects of thermal expansion on seal integrity, demountable dis-
similar metal flanges are normally constrained to prevent motion near the seal.
This is accomplished by tightly clamping them face to face so that static friction
between the bolt circles prevents slippage. Differential expansion produces radial
tensile stress in the stainless steel
flange
and compressive stress in the aluminum
flange, which result in small elastic strains but leave the seal geometry near the
constrained bolt circle effectively undisturbed (Figure
6).
High bolt
torque,
on the
order of 300 in-lb for -^-inch bolts, is used with CF
flanges.
Seal integrity has
been demonstrated through 150° bakeouts for standard CF sizes up to 12 inches
4.8.2 Demountable Seals
517
Fig.
6.
Constrained flanges.
ROOM TEMPERATURE
1
1,
1
„..L.
\
J
Al
S.S.
1
1
{
-
\m
1
^
ELEVATED TEMPERATURE
Expansion
Static friction
prevents slipping
here
Geometry in
seal area is
stable
Relative
Contraction
Elastic strains induced by differential thermal expansion are small especially in the seal area
near the bolts
[26].
Similar constraints
are
used
in
other demountable flange systems such
as
those used in CERN's LEP particle accelerator [27] and the metal C-ring seal pro-
posed
by
KEK [28].
518 Chapter 4.8: Aluminum-Based Vacuum Systems
4.8.2.8 Unconstrained Flanges
It is sometimes desirable to leave flange faces unconstrained. For example, CF
flanges can be assembled with a small gap between the faces to allow for addi-
tional tightening in case of future leaks. In this case, differential expansion causes
the gasket to roll so that the inner edge tilts slightly toward the aluminum flange.
Experimental data have shown that reliable CF seals can be maintained for up to
about 2.1 degrees of roll [29]. Thus, standard CF sizes of up to 6 inches can be
baked as high as 150°C without measurable leaks. Since the aluminum gasket
material softens at elevated temperatures, bolts should be made of aluminum so
that thermal expansion reduces clamping force by a like amount, preventing the
knife-edges from biting deeper into the gasket. Wire seals in unconstrained flanges
appear to allow seal surface displacement up to at least half the original thickness
of the wire [30]. Metal C-rings also allow substantial displacement.
4.8.3
CLEANING AND SURFACE FINISHING
Outgassing from interior chamber surfaces can be minimized by creating a thin,
dense, stable passivation layer. This both reduces the amount of gas that can be
entrapped on the surface and provides a barrier against gas diffusion from the
bulk. The AI2O3 that naturally forms on aluminum can be made to have excellent
vacuum characteristics and has been widely used. This oxide should be as pure as
possible, because hydroxides and impurities, such as magnesium oxide, tend to
disrupt the lattice structure, leading to lower density and higher porosity. Suitable
finishes are produced by completely removing the scale as received from the mill
and growing a new layer under controlled conditions. Scales can be removed ei-
ther by mechanical cutting (e.g., extrusion or machining) or by chemical etching.
High-performance scales can be grown on all standard alloys commonly used
in vacuum chambers. However, pure aluminum (1000 series) tends to produce
slightly better results, probably because it does not contain alloying elements that
disrupt the oxide structure.
4.8.3.1 Mechanical Finishes
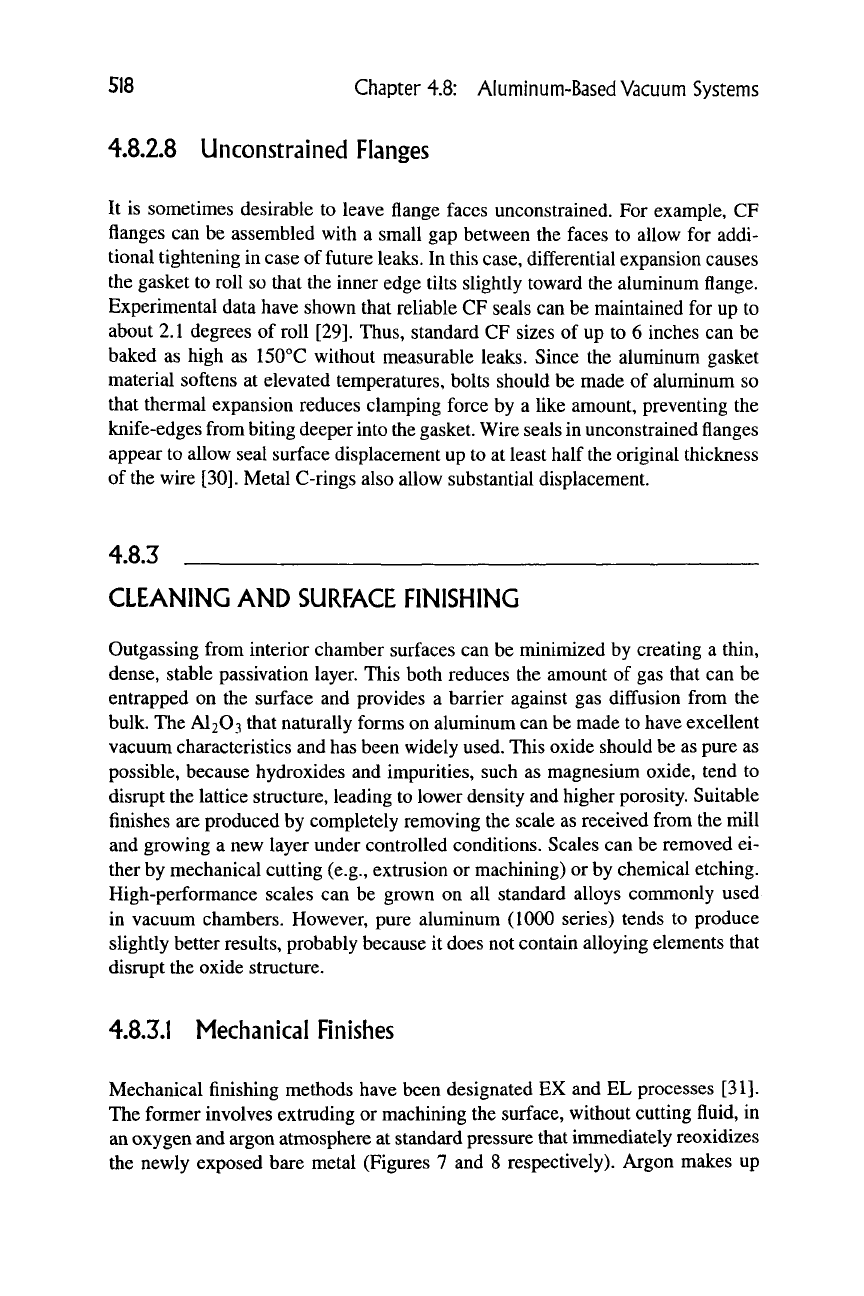
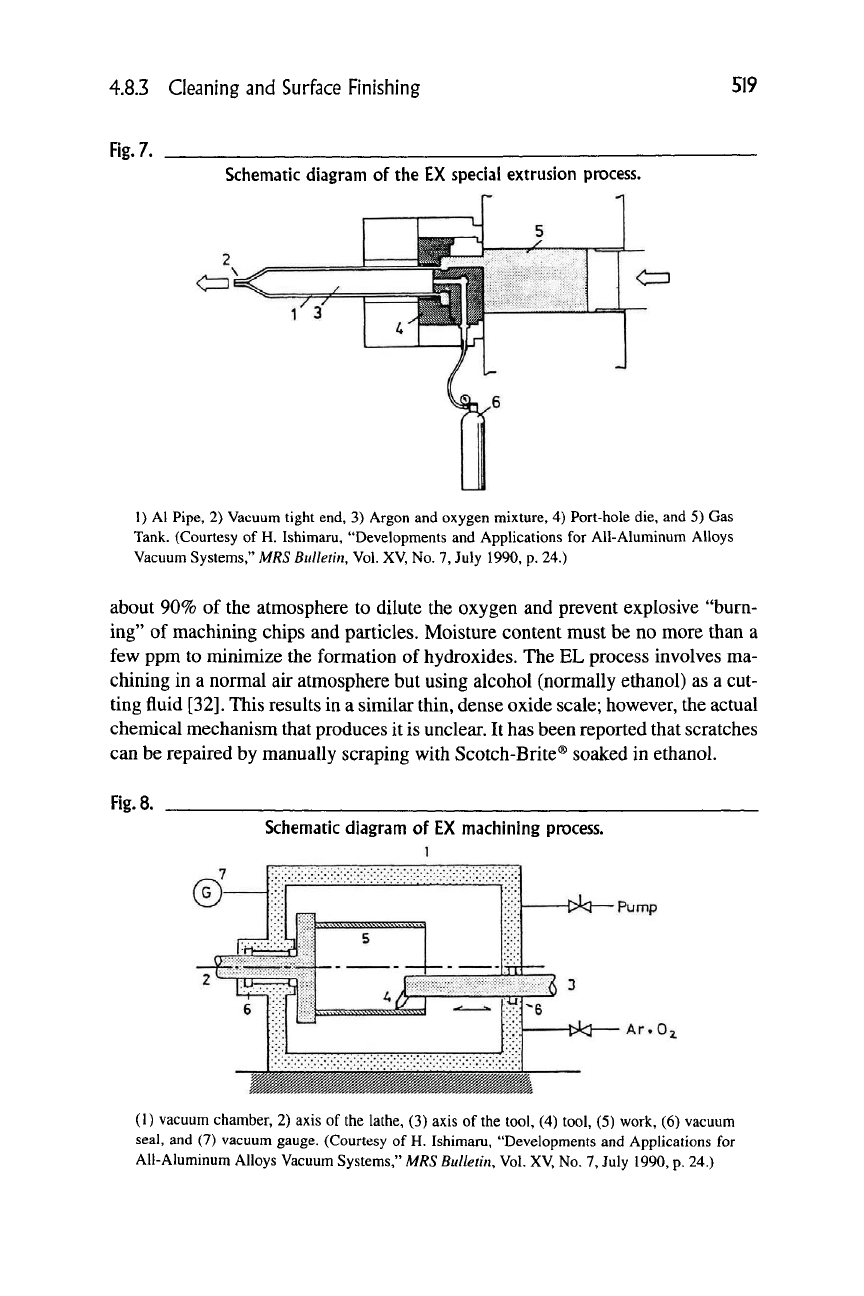
Mechanical finishing methods have been designated EX and EL processes [31].
The former involves extruding or machining the surface, without cutting fluid, in
an oxygen and argon atmosphere at standard pressure that immediately reoxidizes
die newly exposed bare metal (Figures 7 and 8 respectively). Argon makes up
4.8.3 Cleaning and Surface Finishing
519
Fig.
7.
Schematic diagram of the EX special extrusion process.
1) Al Pipe, 2) Vacuum tight end, 3) Argon and oxygen mixture, 4) Port-hole die, and 5) Gas
Tank. (Courtesy of H. Ishimaru, "Developments and Applications for All-Aluminum Alloys
Vacuum Systems," MRS Bulletin, Vol. XV, No. 7, July 1990, p. 24.)
about 90% of the atmosphere to dilute the oxygen and prevent explosive "burn-
ing" of machining chips and particles. Moisture content must be no more than a
few ppm to minimize the formation of hydroxides. The EL process involves ma-
chining in a normal air atmosphere but using alcohol (normally ethanol) as a cut-
ting fluid
[32].
This results in a similar thin, dense oxide scale; however, the actual
chemical mechanism that produces it is unclear. It has been reported that scratches
can be repaired by manually scraping with Scotch-Brite® soaked in ethanol.
Fig.
8.
Schematic diagram of EX macliining process.
1
©-
^^&
.^S^W^-.SS'^SS.SSSSWV^^^SS'
1
•^^^^uY>^•>Y>^^^^^^^'>^^^•>^>^^^^^a
±
Pump
f?i-6
—t>k3 Ar^Oi
(1) vacuum chamber, 2) axis of the lathe, (3) axis of the tool, (4) tool, (5) work, (6) vacuum
seal, and (7) vacuum gauge. (Courtesy of H. Ishimaru, "Developments and Applications for
All-Aluminum Alloys Vacuum Systems," MRS Bulletin, Vol. XV, No. 7, July 1990, p. 24.)
520 Chapter 4.8: Aluminum-Based Vacuum Systems
4.8.3.2 Chemical Finishing—A Well-Documented Recipe
Chemical finishing methods are much easier than mechanical cleaning and offer
vacuum performance that is often comparable. Although many successful pro-
cedures have been demonstrated, the cleaning procedure developed for the Ad-
vanced Photon Source at Argonne National Laboratory is among the simplest and
most carefully studied and documented
[33,341.
It is designed for 6063 and 2219
alloys and may be summarized as follows [35]:
1.
Use water-based cutting fluids and avoid oils during initial manufacturing.
2.
Preclean with a high pressure spray of 2% Almeco 18® (Henkel/Parker Am-
chem P3 Detergent).
3.
Clean in an ultrasonic bath of 2% Almeco 18 at 65°C for 10 minutes. When
alloy 2219 is present, temperature must be reduced to 50°C to prevent exces-
sive copper buildup on the surface. Copper formed inadvertently can be re-
moved with 2% Citrinox®. The latter is also used instead of Almeco 18 when
copper components are present in the structure.
4.
Rinse with deionized water at room temperature for 10 minutes. (Elevated
temperatures were found to cause the oxide scale to substantially thicken.)
5.
Blow-dry with hot, dry nitrogen.
The scale that reforms in the presence of air and moisture is a heterogeneous mix
of hydroxides and oxides (y-Al(0H)3, y-AlOOH, and 7-AI2O3). When heated to
150°C, these transform to 7-AI2O3 [36] creating a relatively stable and homoge-
neous passivation layer. For this reason, at least one bake-out should immediately
follow any chemical finishing procedure.
Surfaces heavily contaminated with oil should be precleaned with organic
solvents. Other cleaning agents such as Alconox® have been successfully used
[37,38].
Ultrasonic agitation should be intense (approximately 8 mW/cm-^) but
not enough to cause pitting due to cavitation. Oxides of alloying elements, such
as magnesium, that the detergent does not attack, sometimes form a smut that can
be removed with an agent such as Wyandotte Alutone® [40]. (This has not been a
problem with 6063 cleaned with Almeco 18.) Additional cleaning can be done
with strong acids or bases such as Amklene® (principally KOH) [41] or Amchem
etchant #33 [42], however the benefits of this appear to be marginal [43]. Several
rinsing cycles are often used. Initial rinsing with tap water followed by deionized
water has been demonstrated to be effective [44].
4.8.4
MECHANICAL CONSIDERATIONS
Aluminum is commercially available in a large variety of alloys with widely vary-
ing characteristics. Most alloys suitable for vacuum systems have a yield strength
4.8.4 Mechanical Considerations 521
compai'able to stainless steel 304 and generally require wall thicknesses only
slightly greater. An important cost advantage of aluminum over stainless steel is
the relative ease with which complex chamber geometries can be fabricated by
machining from a single block or by extrusion. Alloy selection usually depends
on fabrication issues such as weldability, machineability, extrudability, availabil-
ity, and cost. Sometimes corrosion resistance and chemical compatibility with the
process must also be considered.
4.8.4.1 Alloy Types and Designations
Generally, only wrought aluminum alloys are suitable for high-vacuum chambers,
because cast alloys are too porous. Wrought alloys are designated by a four-digit
number followed by a hyphenated suffix specifying temper. The first digit speci-
fies the dominant alloying element as follows: 1, >99.00% aluminum; 2, copper;
3,
manganese; 4, silicon; 5, magnesium; 6, magnesium and silicon; and 7, zinc.
The other three digits follow no particular pattern.
Data on manufacturability, strength, temperature affects, and chemical compo-
sitions of selected alloys are given in Tables 2, 3, 4, and 5 respectively [45]. All
alloy series have been successfully used in high-vacuum systems except the 7000
series,
which is unsuitable because of the high vapor pressure of its principal al-
loying element, zinc. Alloys in the 2000 series may require special shielding in
applications sensitive to copper. Usually, the main body of a chamber is made
from 5000 or 6000 series alloys such as
5083,
6061, or
6063.
Components requir-
ing high strength can be made from 2000 series, especially 2219, which is the
most weldable of this series.
The main challenge to machining aluminum is its tendency to form long chips
that tear rather than shear from the surface. Softer alloys tend to build up on the
cutting tool unless it is free of scratches and carefully lubricated to inhibit bond-
ing [46]. Diamond tools can be used for especially fine finishes. In some cases,
machining can be done without cutting fluid to minimize residual contamination.
However, the use of water-based cutting fluids has been shown to provide com-
parable vacuum performance [47]. Mineral oil should be avoided. The machine-
ability ratings in Table 2 are in increasing order of chip length and finish quality.
4.8.4.2 Chamber Wall Thicicness Requirements
Chambers can be considered as being composed of flat plates and cylinders for
purposes of determining the wall thickness required to withstand the differential
pressure created by an internal vacuum.