Higman Chris Gasification (Газификация угля)
Подождите немного. Документ загружается.

130
Gasification
Process Description
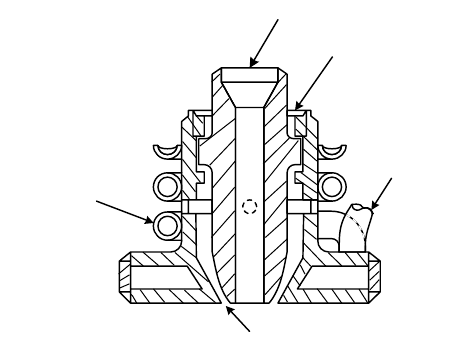
The oil feedstock is mixed with the moderating steam and preheated in a fired
heater. The Texaco burner (Figure 5-24) is of a water-cooled design in which steam
and oil are fed together through an annular slit surrounding the central oxygen pipe.
The process steam is used to atomize the oil, and mixing is ensured by imparting a
counter-rotating vortex motion to the two streams (Pelofsky 1977; Brejc 1989).
The reactor itself is an empty, refractory-lined vessel. The soot make is 1–2wt%
based on feed flow (Appl 1999).
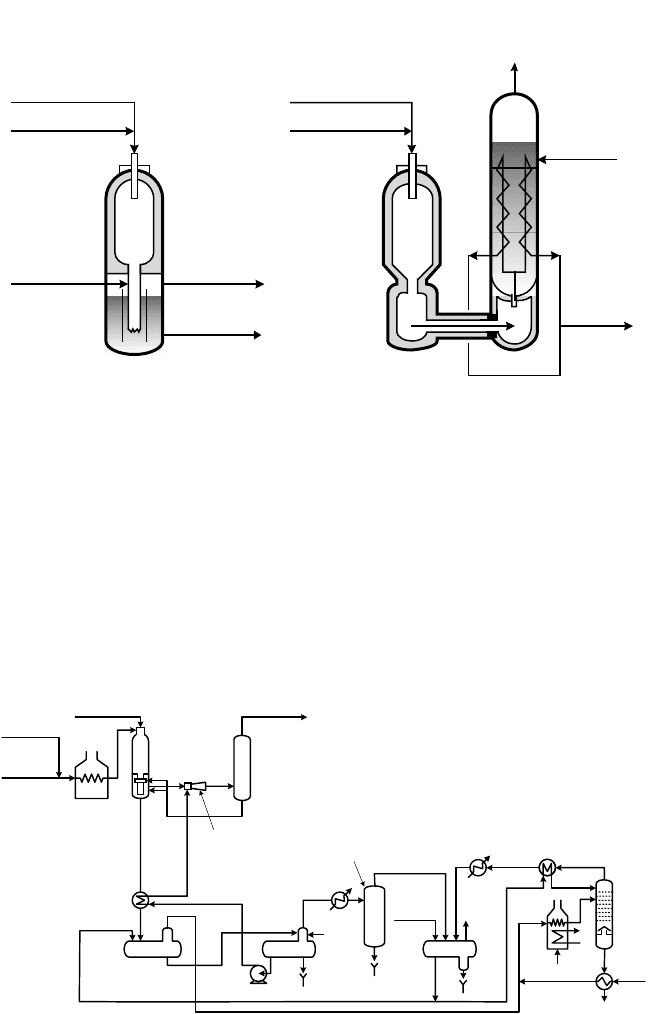
Syngas Cooling
Texaco offers two different syngas cooling options: one by direct quenching with
water, and another by using a syngas cooler to generate steam (see Figure 5-25).
In the quench mode the hot, raw syngas leaves the bottom of the reactor via a dip-
tube into the quench section. The quenched syngas is saturated with water and
leaves the quench section with a temperature of about 250°C. At an operating pres-
sure of, say, 80 bar, this corresponds to water loading in the gas of about 2 kg H
2
O
per Nm
3
of gas. This high water loading makes the quenched gas suitable for CO
shift conversion without further steam addition. The quench mode of syngas cooling
is, therefore, Texaco’s preferred mode for hydrogen and ammonia manufacture.
The quench removes the bulk of the solids in the gas, and these are extracted from
the quench vessel as a soot-water slurry or “black water.”
Texaco usually uses the syngas cooler mode in applications where a high CO con-
tent is required (e.g., oxo synthesis gas) and where the high steam loading of a
quenched gas is of no advantage. For intermediate requirements in the H
2
/CO ratio,
such as methanol synthesis gas, a combination of quench and waste-heat boiler cool-
ing is possible (Jungfer 1985).
O
2
COOLING COILS
FEED ORIFICE
FEED & STEAM
COOLING
WATER
Figure 5-24.
Figure 5-24.Figure 5-24.
Figure 5-24. Texaco Oil Burner (With permission: ChevronTexaco)
Gasification Processes
131
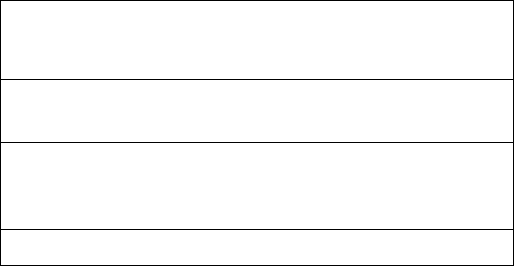
Carbon Removal
Following the flowsheet in Figure 5-26, which shows the quench configuration, the
gas leaves the quench vessel and is then scrubbed with water twice, first in a Venturi
scrubber and then in a packed column, to remove final traces of soot. The raw gas
is then suitable for subsequent treatment in downstream units, such as CO shift and
acid gas removal.
OXYGEN
SOOT
QUENCH
WATER
WATER
RAW
SYNGAS
FEED/
MODERATOR
OXYGEN
FEED/
MODERATOR
RAW
SYNGAS
BFW
HP
SATURATED
STEAM
Figure 5-25.
Figure 5-25.Figure 5-25.
Figure 5-25. Texaco Reactors with Quench Cooling and Syngas Cooler (With
permission: ChevronTexaco)
TO
FLARE
SEPARATOR
C.W.
NAPHTHA
BFW
CONDENSATE
VENTURI
SCRUBBER
DECANTER
SOOT
WATER
STEAM
RESIDUE
FEED
GASIFIER
OXYGEN
DEGASIFIER
SCRUBBER
RAW
SYNGAS
NAPHTHA,
H
2
S, CO
2
C.W.
OIL
SOOT OIL
FUEL OIL
NAPHTHA
SEPARATION
COLUMN
Figure 5-26.
Figure 5-26.Figure 5-26.
Figure 5-26. Typical Texaco Oil Gasification Flow Scheme (With permission:
ChevronTexaco)
132
Gasification
Carbon Management
In the Texaco process, soot is extracted from the carbon-water mixture with naphtha
and recycled with the feedstock to the reactor where it is gasified to extinction. The
black water from the quench and the scrubbing section is cooled and contacted with
the naphtha in the decanter. In this vessel the naphtha extracts the soot from the
water leaving much (but not all) of the ash present in the water phase (gray water).
The soot-naphtha mixture is drawn off the top of the decanter and mixed with fresh
feed oil. The naphtha is recovered in a distillation tower and recycled to the
decanter, leaving the soot-oil mixture as a bottoms product for feeding to the gasi-
fier. Traces of naphtha remain in the tower bottoms and are gasified as well. This
naphtha slip has to be made up with fresh naphtha to the system.
The gray water is degassed to recover naphtha and recycled for use in the quench
and scrubbing sections. When operating in quench mode the overall water balance is
negative because of the large amount carried out with the syngas. Nonetheless, a
bleed stream of gray water is bled from the circuit to remove ash. This is necessary
to limit the buildup of ash in the circuit. This is by no means trivial, and a soot-oil
gasifier feed metals content of about ten times that of the fresh feedstock has been
reported. A device was developed that reduced this buildup factor to about 2.5
(Czytko, Gaupp, and Müller 1983).
When operating in the syngas cooler mode there is little water in the raw syngas,
so that the bleed stream is necessary in any case to maintain the water balance.
Equipment Performance
The equipment for the process has proved reliable in service, and in a study on operation
and maintenance aspects of the process, the data in Table 5-10 have been published.
Process Performance
Typical process performance for different feedstocks is shown in Table 5-11.
Table 5-10
Maintenance Intervals for Texaco Oil Gasifier
Component Frequency
Time required for
intervention
Burner every six months 6–10 hrs
Quench every two years 156–180 hrs
Refractory every three years 680–760 hrs
Source: Bressan and Curcio 1997
Gasification Processes
133
5.4.2 The Shell Gasification Process (SGP)
The Shell gasification process (SGP) was developed in Shell’s research center in
Amsterdam during the early 1950s primarily as a means of manufacturing synthesis
gas from fuel oil. The first gasifier, using heavy fuel oil as feedstock, was brought
on stream in 1956.
Some 140–150 units have been installed worldwide with a processing capacity of
some 7 million t/y of residue. One typical reference plant processes about 240,000
t/y of residues of varying quality, which are bought on the open market, for the
production of ammonia. Another, which was started up in 1972, produces a mixed
product slate of ammonia, methanol, and hydrogen and is fed with about 350,000 t/y
residue directly out of a visbreaker. An interesting reference includes a reduction
Table 5-11
Performance Data for the Texaco Oil Gasification Process
Feedstock Type
Natural
Gas Naphtha
Heavy
Fuel Oil
Tar (from
Bituminous
Coal)
Feedstock composition
C, wt% 73.41 83.8 87.2 88.1
H, wt% 22.8 16.2 9.9 5.7
O, wt% 0.8 0.8 4.4
N, wt% 3.0 0.7 0.9
S, wt% 1.4 0.8
Ash, wt% 0.1
Raw gas composition
Product gas (25 bar, quench)
Carbon Dioxide, mol% 2.6 2.7 5.7 5.7
Carbon Monoxide, mol% 35.0 45.3 47.4 54.3
Hydrogen, mol% 61.1 51.2 45.8 38.9
Methane, mol% 0.3 0.7 0.5 0.1
Nitrogen +Argon, mol% 1.0 0.1 0.3 0.8
Hydrogen Sulfide, mol% 0.3 0.2
Soot, kg /1000 Nm
2
1.8 10 6.1
Consumption figures per
1000 Nm
3
CO + H
2
Feedstock, kg 262 297 323 356
Oxygen, Nm
3
248 239 240 243
Steam, kg 74 148 186
With permission: ChevronTexaco
134
Gasification
gas plant for nickel furnaces, one of the few air-blown units in commercial opera-
tion. Operating capability covers pressures up to about 65 bar and unit reactor sizes
up to 1.8 million Nm
3
/d syngas capacity.
Process Description
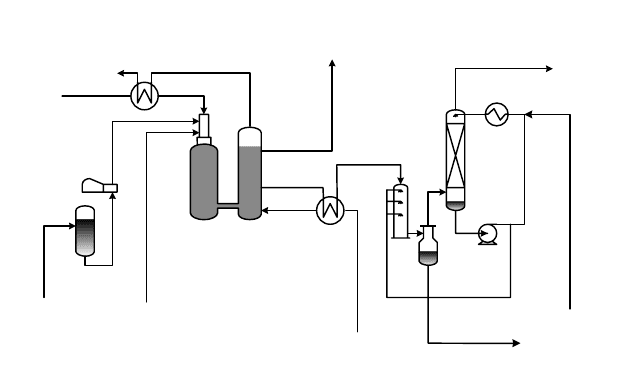
The noncatalytic partial oxidation of hydrocarbons by the Shell gasification process
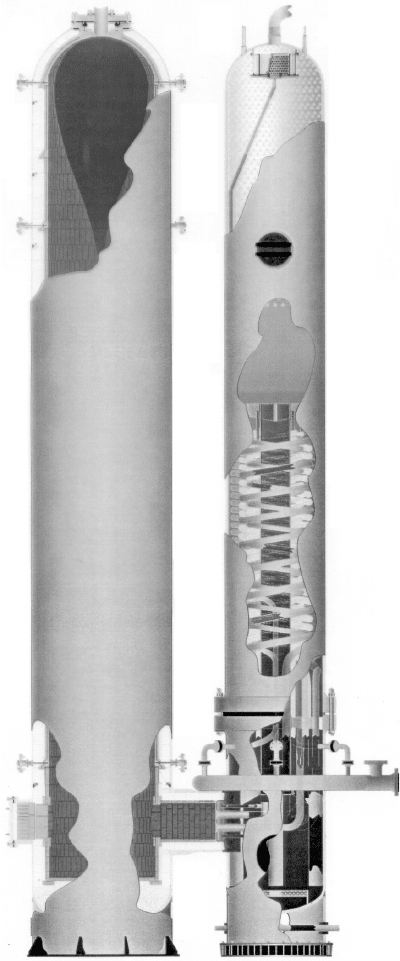
(Figure 5-28) takes place in a refractory-lined reactor (Figure 5-27) that is fitted
with a specially designed burner. The oxidant is preheated and mixed with steam
prior to being fed to the burner. The burner and reactor geometry are so designed
that this mixture of oxidant and steam is intimately mixed with the preheated feed-
stock. Originally, a pressure atomizing burner was used, but during the mid-1980s
an improved co-annular design using blast atomizing was developed. This burner is
capable of handling residues of up to 300 cSt at the burner (Weigner et al. 2002).
Waste Heat Recovery
The product of the partial oxidation reaction is a raw synthesis gas at a temperature
of about 1300°C that contains particles of residual carbon and ash. The recovery of
the sensible heat in this gas is an integral feature of the SGP process.
Primary heat recovery takes place in a syngas cooler generating high-pressure steam
(up to 120 bar) steam in which the reactor effluent is cooled to about 340°C. The
syngas cooler is of a Shell proprietary design discussed in more detail in Section 6.6.
Secondary heat recovery takes place in a boiler feed-water economizer immedi-
ately downstream of the syngas cooler.
Carbon Removal
The partial-oxidation reactor-outlet gas contains a small amount of free carbon. The
carbon particles are removed from the gas together with the ash in a two-stage water
wash. The carbon formed in the partial oxidation reactor is removed from the system
as a carbon slurry together with the ash and the process condensate. This slurry is
subsequently processed in the ash-removal unit described in the following. The product
syngas leaves the scrubber with a temperature of about 40°C and is essentially free of
carbon. It is then suitable for treatment with any commercial desulfurization solvent.
Carbon Management
Over the course of its development SGP has gone through three distinct stages in its
approach to management of the carbon produced in the gasification section.
The early plants were equipped with the
Shell Pelletizing System
, an extraction pro-
cess using fuel oil as extraction medium. The fuel oil was put in contact with the car-
bon slurry in the pelletizer where carbon pellets of about 5–8mm were formed leaving
a clear water phase. These pellets were separated from the water on a vibrating screen.
Gasification Processes
135
Figure 5-27.
Figure 5-27.Figure 5-27.
Figure 5-27. Shell Reactor and Syngas Cooler (Source: de Graaf et al. 2000; With
permission: Shell)
136
Gasification
The pellets could be burned directly or mixed in with fuel oil to make a liquid fuel
known as carbon oil. The carbon oil could in part be used as feedstock for the gasifier,
thus providing partial recycle of the carbon. This process had the advantage of being
cheap and simple to operate. However, in the extraction process with fuel oil, the sep-
aration of soot from the heavy metals (vanadium and nickel) from the gasifier feed-
stock was poor so that any attempt at 100% carbon recycle brought an unacceptable
buildup of metals in the system. Furthermore, there was some water slip with the pel-
lets in the carbon oil, so the carbon oil mixing process could not be operated above
100°C without causing foaming. This limitation meant that this process became unus-
able with the increasingly heavier feedstocks appearing on the market.
The next development was therefore to substitute the fuel oil with naphtha as
extraction medium. This development was known as the
Naphtha Soot Carbon
Recovery
process. The principle of extraction in a mixer to increase the size of the
agglomerates as well as mechanical sieving was maintained so as to achieve a low
naphtha/slurry ratio. The equipment was now operated under pressure, however.
The naphtha-soot pellets are mixed with the main feedstock at whatever temperature
is required to achieve the desired viscosity. The naphtha is then distilled off from the
feed and recycled to the extraction stage leaving the soot behind in the feed (Brejc
1989). The use of naphtha as an intermediate allows the use of heavier, more viscous
feedstocks than in the case of pelletizing with fuel oil. Also, an improvement in the
separation between carbon and ash allows 100% carbon recycle. Nonetheless, an ash
buildup factor of about 3:1 can be observed under 100% recycle conditions. These
improvements are bought, however, at a cost in investment and operating expense.
Furthermore, the ash buildup still places a limit on ash content in the feedstock.
HP
SUPERHEATED
STEAM
SOOT
SCRUBBER
SOOT
QUENCH
SYNGAS
EFFLUENT
COOLER
OXYGEN
HEATER
OXYGEN
GASIFIER
SYNGAS
PRODUCT
FEED
PUMP
RESIDUE STEAM
SOOT
SEPARATOR
HP BFW
TO AND FROM
SOOT SLURRY
PROCESSING
FEED
VESSEL
Figure 5-28.
Figure 5-28.Figure 5-28.
Figure 5-28. Residual Oil-Based SGP Units (Source: de Graaf and Magri 2002;
With permission: Shell)
Gasification Processes
137
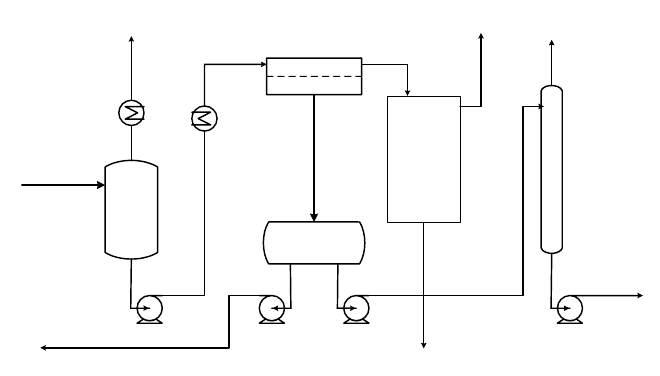
The third generation of soot management now employed by Shell is based on
filtration of the carbon slurry and subsequent handling of the soot-ash filter cake and
goes under the name of
Soot-Ash Removal Unit
(SARU; Figure 5-29). The carbon
slurry leaves the SGP under pressure at a temperature of some 125°C and is flashed
into an intermediate slurry storage tank at atmospheric pressure. Thence it is cooled
before water and filtrate are separated in a membrane filter press. The clear filtrate is
mostly recycled to the SGP scrubber as wash water. The overall water balance
produces a surplus, however, which is treated in a sour water stripper to remove
dissolved gases such as H
2
S, HCN, and ammonia before being sent to a biotreater.
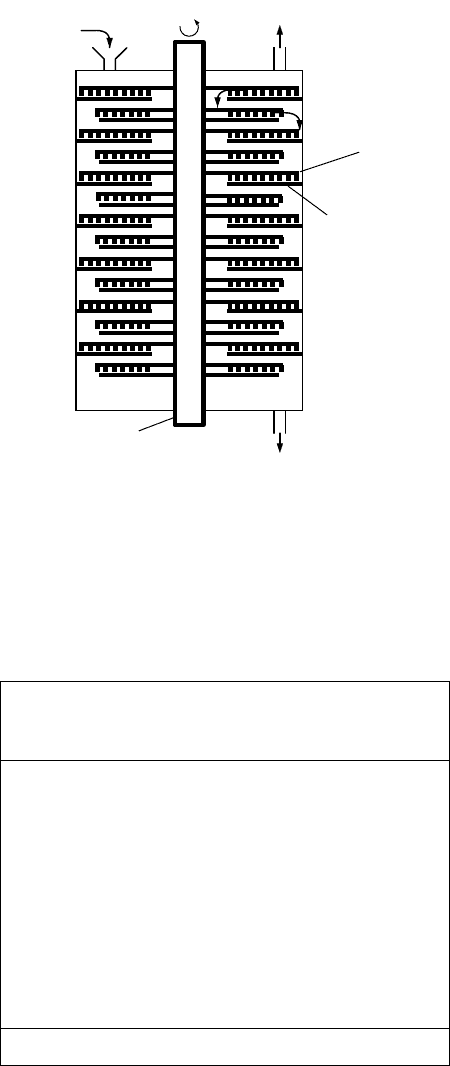
The filter cake contains typically about 75–85% moisture, but nonetheless
behaves for most purposes as a solid. It is then subjected to thermal treatment in a
multiple hearth furnace (Figure 5-30). The carbon is burnt off under conditions that
prevent the formation of liquid vanadium pentoxide, which has a melting point at
about 700°C. In this type of furnace, which is used extensively in the vanadium
industry, the filter cake is fed from the top of the furnace in counter-current to the
combustion air/flue gas. Rakes, mounted to the central air-cooled shaft, rotate slowly
drawing the solid material to downcomers, which are located on alternate hearths at
the center and the periphery of the furnace. In the upper hearths the rising flue gas
dries the filter cake. In the lower hearths the filter cake is gently burnt off. The
bottom product has less than 2 wt% carbon and, depending on the metals in the SGP
feedstock, can contain typically 75% V
2
O
5
. The soot combustion is under the prevail-
ing conditions not quite complete, so that the off-gas contains not only the water
vapor from the moisture in the filter cake but also carbon monoxide. In addition it
contains traces of H
2
S contained within the filter cake. This off-gas is incinerated
either as part of the SARU facility or centrally depending on the site infrastructure.
WASTE WATER
STRIPPER
SLURRY
TANK
RETURN WATER
VESSEL
FILTER
MULTIPLE
HEARTH
FURNACE
WASTE
WATER
STRIPPER OFF-
GASTO SRU
MHF OFF-GAS TO
INCINERATOR
SLURRY FLASH
GAS TO SRU
CARBON SLURRY
FROM SGP
RETURN WATER
TO SGP
VANADIUM
CONCENTRATE
Figure 5-29.
Figure 5-29.Figure 5-29.
Figure 5-29. Shell Soot-Ash Removal Unit (SARU) (Source: Higman 1993)
138
Gasification
Equipment Performance
SGP is a reliable process that has been proved in many applications worldwide. This
reliability is based on the use of proven equipment in critical duties. Typical life-
times are listed in Table 5-12 (Higman 1994).
FEED IN OFF-GAS OUT
RAKES
HEARTHS
VANADIUM CONCENTRATE
ROTATING SHAFT
Figure 5-30.
Figure 5-30.Figure 5-30.
Figure 5-30. Multiple Hearth Furnace
Table 5-12
Typical SGP Equipment Lifetimes
Burners (Co-annular Type)
• Inspection intervals ~4000 hrs
• Repair intervals 8000–12,000 hrs
Refractory
• dome repairs ~16,000 hrs
• wall 20,000–40,000 hrs
Syngas Cooler
• coil inlet section ~60,000 hrs
Thermocouples
• replacement intervals 2500–8000 hrs
Source: Higman 1994
Gasification Processes
139
SGP employs a sophisticated automatic start-up and shutdown system. Since But-
zert’s description of the main characteristics (Butzert 1976), further developments
include, for example, automated reactor heat-up and a system for minimizing flaring
of sulfur-containing gases during start-up.
Process Performance
Table 5-13 provides some information on typical process performance with differ-
ent feedstocks.
Table 5-13
SGP Process Performance with Different Feedstocks
Feedstock Type Natural Gas
Heavy
Fuel Oil
Vacuum Flash
Cracked Residue
Feedstock properties
Specific gravity (15/4) 0.99 1.10
C/H ratio, wt. 3.17 7.90 9.50
Sulfur, %wt 3.50 4.50
Ash, %wt 0.10 0.15
Feedstock preheat, °C 400 290 290
Oxygen, (t, 99:5%, 260°C) 1154 1103 954
Process steam, t(380°C) – 350 350
Naphtha, t – 4 4
Product gas (40°C, 56 bar, dry)
Carbon Dioxide, mol% 1.71 2.75 2.30
Carbon Monoxide, mol% 34.89 49.52 52.27
Hydrogen, mol% 61.40 46.40 43.80
Methane, mol% 1.00 0.30 0.30
Nitrogen +Argon, mol% 1.00 0.23 0.25
Hydrogen Sulfide, mol% – 0.77 1.04
Carbonyl Sulfide, mol% – 0.03 0.04
Quantity, tmol 158 134 128
H
2
/CO ratio, mol/mol 1.76 0.95 0.84
Product steam (92 bar sat’d),
gross t 2182 2358 2283
Note: The above data for heavy fuel oil and vacuum flash cracked residue is based on
the use of naphtha soot carbon recovery. When using SARU minor changes will be
observed.