Higman Chris Gasification (Газификация угля)
Подождите немного. Документ загружается.

150
Gasification
provide energy from waste biomass in the pulp and paper industry. The first com-
mercial application was at Greve-in-Chianti in Italy, where two 15 MW
th
units to
process refuse-derived fuel went on stream in 1992 (Morris and Waldheim 2002).
The process was selected and built for the 8 MW
e
ARBRE IGCC project in the
United Kingdom (Morris and Waldheim 2002). A notable feature of the TPS
process is the tar cracker, which uses a dolomite catalyst in a second CFB.
Pressurized Fluid-Bed Processes
In addition to the Foster Wheeler process applied in Värnamo and the HTW process
described in Section 5.2, there are some other processes operating in a pressurized
fluid bed. Of note are two processes both developed out of the IGT U-gas process
and tailored for biomass application. One is the RENUGAS process that was applied
in a 100 t/d bagasse fuelled unit in Hawaii, but which is no longer in operation
(Ciferno and Marano 2002). Another is the Carbona process in Finland. A 20MW
th
pilot plant has been operated on various biomasses.
5.5.2 Twin Fluid-Bed Steam Gasification
The SilvaGas Process
This two-stage atmospheric biomass gasification process was developed by Battelle,
and the first commercial demonstration unit with a feed capacity of 200 t/d was built in
Burlington, Vermont. Commercialization of the process has been taken over by Future
Energy Resources (FERCO), who market it under the name of SilvaGas. The medium
Btu gas at the demonstration unit is fired in an existing biomass fired boiler and is
planned to be used later in a combustion turbine (Paisley, and Overend 2002).
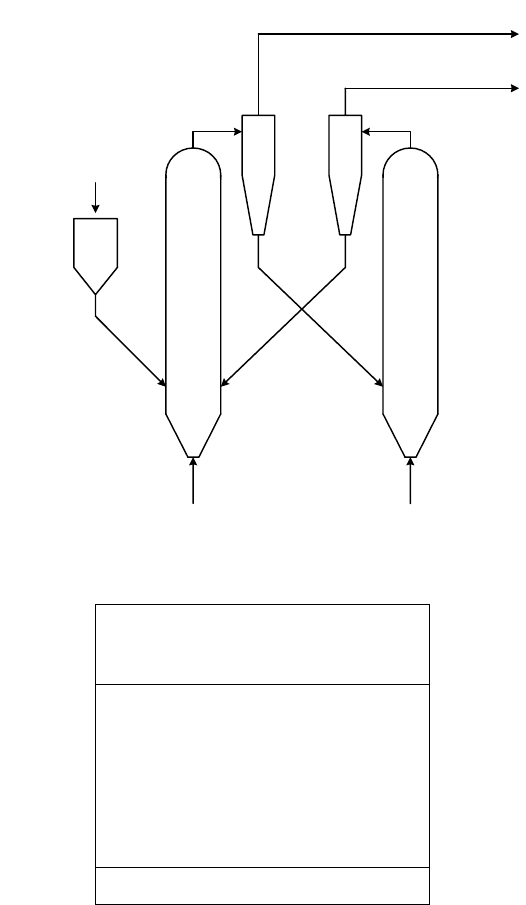
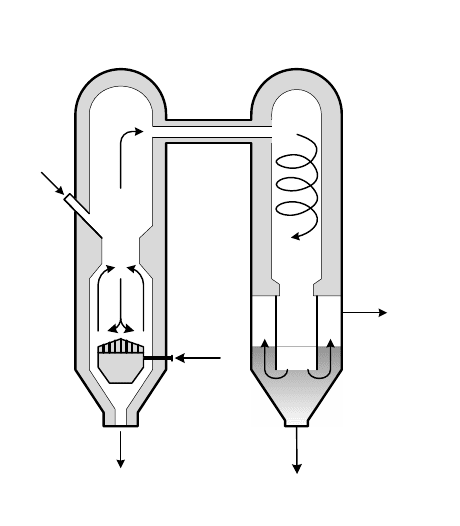
The principle of the SilvaGas process (see Figure 5-37) is similar to that of a
catalytic cracker in an oil refinery or of the Exxon Flexicoker process. In all these
processes two fluid-bed reactors are used. In one, an endothermic process takes
place; in the SilvaGas process, for the gasification of biomass. The necessary heat
for the reaction is supplied by a hot solid (sand, catalyst, or coke), which is heated
by an exothermic reaction in the second reactor.
As in all biomass gasification processes, a feed preparation stage is necessary in
which the biomass is reduced to 30–70 mm-length chips and oversize or foreign
material such as metals are removed. The biomass is fed to the gasifier where it is
mixed with hot sand (at about 980°C) and steam. During the ensuing endothermic
cracking reaction, light gaseous hydrocarbons are formed together with hydrogen
and carbon monoxide. After separating the heat carrier and the gas in cyclones, the
relatively cold heat carrier and residual unreacted char are discharged to the
combustor or regenerator. The sand is reheated in the combustor by burning the char
with air. The reheated sand is removed from the flue gas by a cyclone separator and
returned to the gasifier.
Gasification Processes
151
The syngas from the gasifier still contains typically about 16 g/m
3
tars. Depending
on the application (e.g., for gas turbine fuel), these must be removed. Cracking catalysts,
as used in the petroleum industry, are used to break down the heavy hydrocarbons.
Work is continuing to find lower-cost disposable catalysts for this application. The
syngas is cleaned up in a scrubber for alkali and particulate removal. A typical gas
composition from the Burlington demonstration unit is shown in Table 5-17.
GASIFIER
FEED
COMBUSTOR
FUEL
STORAGE
SAND
SAND &
CHAR
SYNTHESIS
GAS
FLUE GAS
CYCLONE
SEPARATORS
AIRSTEAM
BIOMASS
Figure 5-37.
Figure 5-37.Figure 5-37.
Figure 5-37. SilvaGas (Battelle) Process (Source: Paisley, Irving, and Overend 2002)
Table 5-17
Gas Composition of SilvaGas
CO
2
, mol% 12.2
CO, mol% 44.4
H
2
, mol% 22.0
CH
4
, mol% 15.6
C
2
H
4
, mol% 5.1
C
2
H
6
, mol% 0.7
HHV, MJ/Nm
3
17.3
Source: Paisley, Irving, and Overend 2002
152
Gasification
The flue gas is a valuable source of heat. Using it for pre-drying of the biomass
feed helps increase the efficiency of the process, but alternative uses such as steam
production may be applied if site-specific conditions favor this.
The FICFB Process
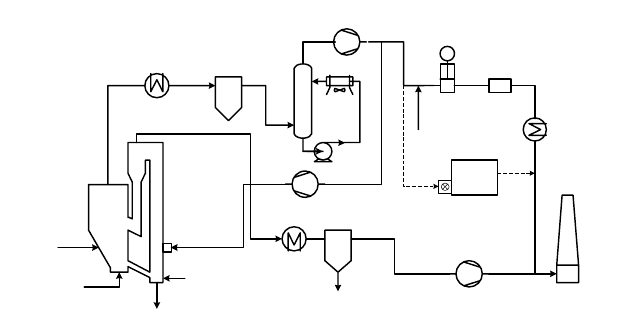
The FICFB (fast internal circulating fluid-bed) process developed by the Vienna
University of Technology in Austria is another process that separates steam gasification
of the biomass from combustion of char as a source of heat for the former (see
Figure 5-38). A 42 t/d feed commercial demonstration combined heat and power
(CHP) unit has been built in the town of Güssing, where it is integrated into the
operations of the local district heating utility. The synthesis gas is fired in a gas
motor generating 2 MW
e
and 4.5 MW heat is supplied to domestic and industrial
consumers. The plant was taken on stream in December 2001.
The gasifier operates as a stationary fluid-bed reactor with sand as the fluidizing
medium. The sand and ungasified char leave the reactor at the bottom and are trans-
ferred to the combustor where the char is burnt to heat the sand. The hot sand is
separated from the flue gas in a cyclone and returned to the gasifier via a seal leg
bringing in the necessary heat for the gasification reaction, which takes place at
about 850°C. The synthesis gas is cooled and cleaned for use in a gas motor. Of note
is the use of an oil wash to remove tars. In the demonstration unit in Güssing RME
(Rape methylester) is used as washing oil (Hofbauer 2002). Gas compositions are
given in Tables 5-18 and 5-19.
G
AIR
GAS
ENGINE
CATALYST
FLUE GAS
COOLER
STACK
DISTRICT
HEATING
BOILER
FLUE GAS
COOLER
FLUE GAS
FILTER
AIR
PRODUCT GAS
SCRUBBER
BED ASH
STEAM
BIOMASS
FLY ASH
PRODUCT
GAS FILTER
PRODUCT
GAS COOLER
COMBUSTOR
GASIFIER
CYCLONE
Figure 5-38.
Figure 5-38.Figure 5-38.
Figure 5-38. FICFB Process (Source: Hofbauer 2002)
Gasification Processes
153
5.5.3 Pyrolysis Processes
As discussed in Section 4.3, the logistics of biomass collection will in general limit
biomass gasification facilities to a maximum of 30–40 MW
th
. In order to overcome
this limitation in benefiting from the economies of scale, the combination of decen-
tralized pyrolysis plant and a central bio-oil gasifier has been proposed (e.g.,
Henrich, Dinjus, and Meier 2002).
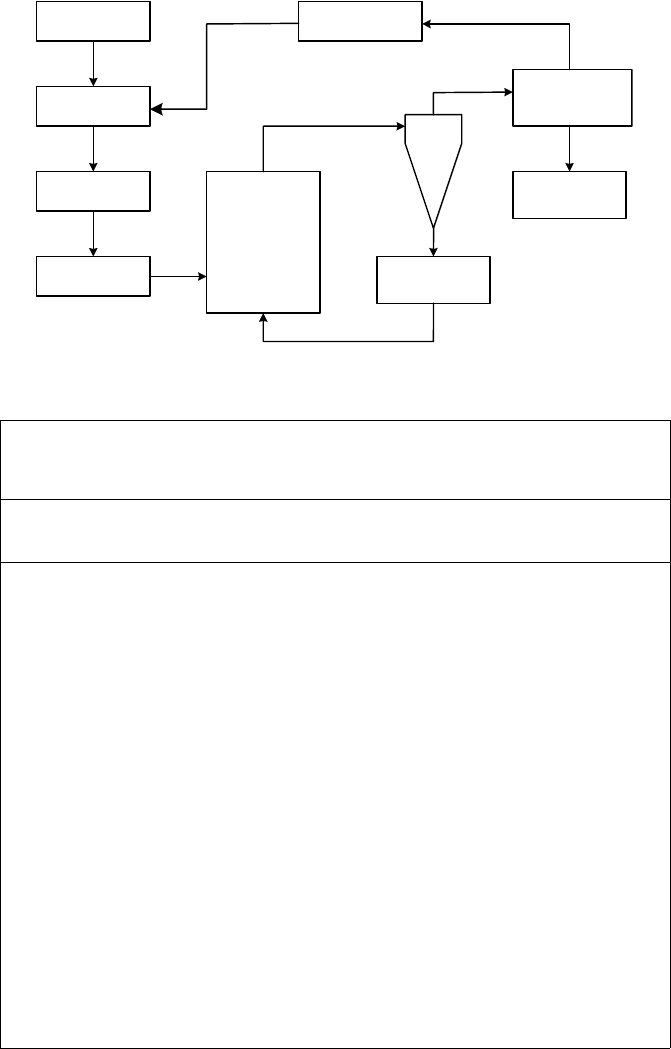
Figure 5-39 shows a generic bio-oil plant in which typically about 75% of the dry
feedstock is recovered as bio-oil. Char (10–15wt%) and gas (15–20wt%) are recovered
and combusted to supply the heat required for drying the feedstock and heating the
reactor. The pyrolysis takes place at about 450–475 °C with a residence time of the
order of magnitude of about 1 second.
Biomass pyrolysis processes are at this stage still in their infancy. There are a
number of small-scale commercial and demonstration plants that have been built,
the most important or representative of which are listed in Table 5-20.
The principle current use for bio-oil includes specialty chemicals, which are
essential for economics at present (Freel 2002).
Various projects are in preparation for testing equipment with bio-oil feeds. Fortum
have a burner-testing program with Oilon Oy. Test programs for slow-speed marine
Table 5-18
Gas Composition of FICFB Gas
CO
2
,
mol% 15–25
CO,
mol% 20–30
H
2
,
mol% 30–45
CH
4
,
mol% 8–12
N
2
,
mol% 3–5
LHV, MJ/Nm
3
12–14
Source: Hofbauer 2002
Table 5-19
Impurities in FICFB Gas
Raw Gas Clean Gas
Tar g/Nm
3
0.5–1.5 <0.020
Particulates g/Nm
3
10–20 <0.010
NH
3
ppm 500–1000 <200
H
2
S ppm 20–50
Source: Hofbauer 2002
154
Gasification
BIOMASS
DRYING
BIO-OIL
PRODUCT
GAS BURNER
CHAR
BURNER
FEEDER
MILLING
REACTOR
COOLER /
SEPARATOR
HEAT
Figure 5-39.
Figure 5-39.Figure 5-39.
Figure 5-39. Block Flow Diagram for a Bio-Oil Plant (Source: Meier 2002)
Table 5-20
Bio-Oil Pilot and Demonstration Plants
Company,
Country
Trade
Name
Plant
Size Technology Comments
Dynamotive,
Canada
Biotherm™ 10 t/d Stationary
fluid-bed
In planning 100 t/d
UK, 200 t/d Canada
Wellman, UK 6 t/d Stationary
fluid-bed
Awaiting operation
permit
ENSYN, Canada RTP™ 2*45 t/d Circulating
fluid-bed
40 t/d plant operating
since 1996
ENEL, Italy Circulating
fluid-bed
VTT, Finland 0.5 t/d Circulating
fluid-bed
BTG, Netherlands 4 t/d Rotating
cone
In planning 10 t/d
Forschungszen-
trum Karlsruhe,
Germany
Double
screw
Lurgi LR process
Pyrovac, Canada 35 t/d Vacuum
pyrolysis
Fortum/Vapo,
Finland
Forestera™ 12 t/d Vacuum
pyrolysis
Start-up May 2002
(Gust, Nieminen,
Nyrönrn 2002)
Gasification Processes
155
diesel engines (e.g., Omrod) are underway, and tests are also being conducted on
gas turbines. The amount of bio-oil currently available is small, however, which
limits the opportunities for such testing.
Proposals for testing the gasification characteristics of bio-oil have also been made
(Henrich, Dinjus, and Meier 2002). Initial pilot testing has already been completed.
The European Union has a program to develop standards for bio-oil, considering
end-user requirements. A guide to analysis and characterization methods specific-
ally adapted to bio-oil products has been published (Oasmaa and Peacocke 2002).
5.5.4 Other Processes
Anaerobic Digestion of Biomass
One possible way to make use of a unique property of biomass is to convert it by
means of biochemical reactions, but this subject, however interesting, falls outside
the scope of the present book. Suffice it to mention that anaerobic digestion is the
most elegant and efficient gasification process in which (dirty) liquid water can be
used as a gasifying agent and a cold-gas efficiency of about 95% is obtained. Unfor-
tunately, only the (hemi-)cellulose part of the biomass is converted in the presently
available processes. The reaction for cellulose can be written as:
(C
6
H
10
O
5
)
n
+n H
2
O =3n CH
4
+ 3n CO
2
Anaerobic digestion is only applied in small-scale units of below 5 MW to convert
agricultural and liquid domestic waste (Krüger 1995). The use of thermophilic micro-
organisms has made this conversion more attractive, but for a reasonable conversion
of the biomass a period of two to three weeks is still required, which makes this pro-
cess less suitable for large-scale plants. It could be that with hyper-thermophilic
microorganisms this period could be reduced such that it could also be applied for
larger-scale plants. Moreover, by using hyper-thermophiles, no sterilization stage is
required, which is necessary where the digestion waste will be recycled to farms
and/or forests. Finally, hyper-thermophiles may eventually be found that also con-
vert lignin. The gas produced is essentially a mixture of methane and CO
2
and can
only be used advantageously for heating purposes and in combined heat and power
(CHP) schemes using a gas motor or small gas turbine for power generation.
5.6 GASIFICATION OF WASTES
Because of its varied nature there are many different approaches to the gasification
of waste. Some processes have already been described; in particular, but not only,
156
Gasification
fluid-bed processes have the possibility to be adapted to waste gasification. Others
have been purpose developed for waste gasification. At present there are a large
number of processes in various stages of development or demonstration. Schwager
and Whiting (2002) report “some 71 novel thermal treatment plants that are already
operating for waste applications including many that use gasification as their main
conversion method”; they go on to list 26 of these, which are considered commer-
cially available. It is noticeable that very few have more than one or two reference
plants, and one must expect that over the course of time the market will show which
of these are the most effective concepts.
The two most important aspects specific to the gasification of municipal solid
wastes are first, the highly heterogeneous nature of the feed, and second, the extensive
and stringent regulations on emissions.
5.6.1 Coal Gasifiers in Waste Service
One example of a process that was originally developed for coal feeds but that has
been successfully adapted for municipal solid waste (MSW) or refuse derived fuel
(RDF) service is the BGL moving-bed slagging gasifier described in Section 5.1. A
650 t/d unit is in service for waste gasification at the Schwarze Pumpe facility in
Germany, where it is part of a larger complex producing electric power and metha-
nol. The plant operates with a 75% waste/ 25% coal feedstock (Greil et al. 2002).
Two other projects using this technology are in planning in the United States (Lock-
wood and Royer 2001).
A second technology with many references in coal combustion service that was
later adapted for waste gasification is the circulating fluid-bed (see Section 5.2.3).
Examples are a plant in Rüdersdorf near Berlin, which produces some 50,000 Nm
3
/h
low Btu gas for a cement kiln from a wide variety of wastes (Greil et al. 2002), and
one at Geertruidenberg in The Netherlands where waste wood is gasified to syngas
that is fired in a 600 MW coal-fired power unit.
A third example is the HTW process (Section 5.2.4), for which a 20 t/d pilot
MSW gasifier has been built by Sumitomo in Japan. Although the HTW process
operates in a nonslagging mode, it is possible to add a separate slagging unit into the
process, should this be appropriate (Adlhoch et al. 2000).
A final example is the liquid waste gasification of organic nitrogen compounds at
Seal Sands using the Noell gasifier (Schingnitz et al. 2002).
Waste Addition to Coal Gasifier Feed
A number of other processes have demonstrated that they can accept small quantities
of waste in the feed. For example, in the Shell Coal Gasification unit in Buggenum,
12% waste biomass has already been added to the fuel and plans are in progress to
increase this amount (Hannemann et al. 2002).
Gasification Processes
157
5.6.2 Purpose Developed Processes
Pyrolysis Processes
One feature of many processes specific to waste gasification, is the use of a separate
pyrolysis stage prior to partial oxidation. (In discussing waste gasification, it is
important to keep a clear distinction, since the word gasification is often used
indiscriminately for both.) Pyrolysis is sometimes used as a preliminary to partial
oxidation of the tars and char in a separate reactor, as in, for example, the Thermose-
lect, Compact Power, Brightstar, PKA, and Alcyon processes. Others do not include
a partial oxidation stage but have a more or less close-coupled combustion of the
pyrolysis products, such as von Roll and Takuma. Also, where a partial oxidation
follows the pyrolysis, there are different approaches. Thermoselect, for example,
claims to operate the pyrolysis at 300°C, then gasify with oxygen and quench the
syngas prior to cleaning, thus having the option to use the syngas for power or
chemicals production (Calaminus and Stahlberg 1998). Compact Power, by contrast,
operates with pyrolysis at 800°C, gasifies with air and burns the syngas directly in
a close-coupled combustor (Cooper 2002).
Finally, there are some processes that only include a pyrolysis such as that of
Thide, where the gas from the pyrolysis stage is used in a separate, not necessarily
close-coupled thermal value-recovery stage.
The issue of close-coupling a combustion stage can be an important one, even if
not only in the technical sense. Where a distinction is made in regulations between
gasification (as a process that makes a synthesis gas) and incineration, the close-
coupled combustor can be considered integral to the gasification stage and the
whole unit is then classified as an incinerator. This can lead in some jurisdictions to
unfortunate results, such as totally inappropriate personnel training requirements
(Lockwood and Royer 2001).
Fluid-Bed Gasification
There are a number of processes that use fluid-bed gasification without a separate
pyrolysis stage. The coal-derived HTW and CFB processes mentioned above are
examples. Others have been developed primarily for waste feeds, such as automot-
ive shredder residues. Such a process is that of Ebara, which in one variant close-
couples an air-blown fluid-bed gasifier with a cyclonic combustion chamber. The
latter operates at about 1400°C and produces a molten slag. The Ebara process,
which in fact originated as an air-blown incineration process, has been developed
via atmospheric gasification to include pressurized gasification with a chemicals-
quality synthesis gas. The TwinRec variant of the Ebara process consists of a first
stage fluid-bed air-blown gasifier operating under pyrolysis conditions at about
580°C, followed by a close-coupled downflow cyclonic combustion unit (Fujimura,
Oshita, and Naruse 2001). The latter operates at 1350–1450°C and the slag is
tapped at the bottom of this section. Six units are operational at the time of writing.
A further fourteen are in various stages of design and construction.
158
Gasification
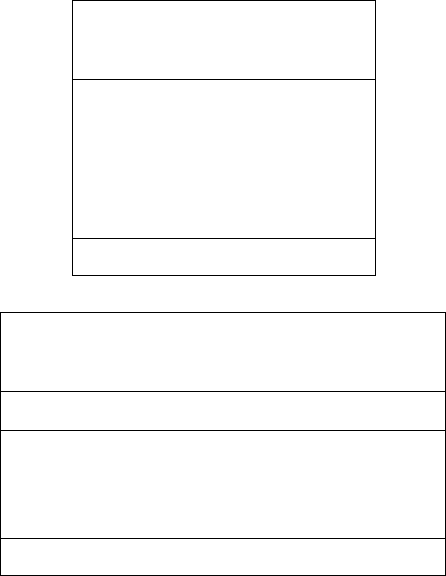
A pressurized version of the fluid-bed pyrolysis unit, known as the Ebara-Ube
process, has been developed in a 30 t/d pilot plant operating at about 10 bar and
600–800°C (see Figure 5-40). This is close-coupled to a high temperature gasifier
operating at 1300–1500°C. The latter incorporates a water quench. An additional
plant for 65 t/d is under construction at the same location, and the syngas produced
will, after water scrubbing, be processed in a CO shift and PSA unit to provide
hydrogen for an existing ammonia synthesis plant (Steiner et al. 2002).
Another process using fluid-bed gasification is that of Enerkem. The product
syngas can be made available for separate use for powering a gas engine, for
example.
Other Processes
Finally, there are a number of approaches that cannot be included in this summary
classification. One such process is the Sauerstoff-Schmelz-Vergasung (2sv), which
is one of the few current examples of a co-current moving-bed gasifier. The advant-
age of this concept lies in the much lower tar content in the gas compared with a
counter-current moving-bed (Scheidig 2002).
FEED
INCOMBUSTIBLES
&
SAND
SYNGAS
SLAG
AIR OR
OXYGEN
LOW TEMPERATURE
GASIFICATION
(600 – 800˚C)
HIGH TEMPERATURE
GASIFICATION
(1300 – 1500˚C)
Figure 5-40.
Figure 5-40.Figure 5-40.
Figure 5-40. Ebara-Ube Process (Source: Steiner et al. 2002)
Gasification Processes
159
5.7 BLACK LIQUOR GASIFICATION
Black liquor gasification is a specialized field (see also Section 4.3.2). Particular
difficulties are the high inorganic load, particularly of sodium, and the requirement
for recovering this for recycling. In addition, the sodium poses problems for conven-
tional refractory solutions. Add to this the concern about the potential for tar forma-
tion from the lignin content, and it is understandable why only a few companies
have attempted to realize this technology.
In comparison with conventional combustion technology (Tomlinson Boilers),
pressurized black liquor gasification can increase the energy recovery in the pulping
process from 65% using the most modern combustion equipment to about 75%.
Compared with much of the existing installed equipment, of which the majority is
30 years or older, electric energy generation can increase by a factor of two to three.
The quality of green liquor from a gasifier can provide process advantages, since
sodium and sulfur are recovered separately for recycling to the digester, offering the
opportunity for increased pulp yield and quality. The causticizing load does increase,
however, which is a disadvantage.
In addition, the risk of a smelt-water explosion involved in conventional boiler
technology is absent when gasifying black liquor due to the small smelt inventory in
the process.
5.7.1 The Chemrec Process
Chemrec has built a number of small demonstration plants, including a 75 tDS/d
(tons dry solids per day) as well as one commercial unit of 300 tDS/d (Chemrec, see
Figure 5-41). These are all based on quench technology, and most use air as an
oxidant. One of the pilot plants was converted to oxygen gasification, and a second
oxygen-blown unit is under construction at the Energy Technology Centre (ETC) at
Piteå, Sweden, close to the Kappa Kraftliner pulp and paper mill.
The Chemrec reactor is a refractory-lined entrained-flow quench reactor operating
at a temperature of 950–1000°C. The organic material is gasified in the reaction zone.
The inorganic material is decomposed into smelt droplets consisting of sodium and
sulfur compounds. Carbon conversion is greater than 99.9%; tar formation is low.
The smelt droplets are separated from the gas phase in the quench zone, after
which they are dissolved in the quench liquid to form a green liquor solution. The
synthesis gas leaving the quench zone is scrubbed to remove particulate matter,
primarily entrained alkaline particles in a countercurrent condensing tower.
In the booster configuration in which the gasifier is installed in parallel to an
existing black liquor boiler as a de-bottlenecking measure, air is used as oxidant.
The syngas is burnt untreated in a boiler to raise steam. Sulfur removal is effected
by scrubbing the flue gas with oxidized white liquor.
Alternatively, a black liquor gasification combined cycle (BLGCC) can be used
to replace the conventional black liquor boiler. In this configuration the gasifier is