Higman Chris Gasification (Газификация угля)
Подождите немного. Документ загружается.

110
Gasification
20–70 bar and at high temperatures of at least 1400°C. Entrained-flow gasifiers
have become the preferred gasifier for hard coals and have been selected for the
majority of commercial-sized IGCC applications.
In entrained-flow gasifiers the fine coal particles react with the concurrently
flowing steam and oxygen. All entrained-flow gasifiers are of the slagging type,
which implies that the operating temperature is above the ash melting point. This
ensures the destruction of tars and oils and, if appropriately designed and operated,
a high carbon conversion of over 99% although some water-slurry feed plants do
not achieve this. Moreover, entrained-flow gasifiers produce the highest quality
synthesis gas because of the low methane content. Entrained-flow gasifiers have rel-
atively high oxygen requirements, and the raw gas has a high sensible heat content.
The various designs of entrained-flow gasifiers differ in their feed systems (dry-coal
feed in a high-density fluidized state or coal-water slurries), vessel containment for
the hot conditions (refractory or membrane wall), configurations for introducing the
reactants, and the ways in which sensible heat is recovered from the raw gas. The
two best-known types of entrained-flow gasifiers are the top-fired coal-water-slurry
feed gasifier, as used in the Texaco process and the dry coal feed side-fired gasifier
as developed by Shell and Krupp-Koppers (Prenflo). Furthermore, there is the dry
coal feed top-fired Noell gasifier. Simple sketches of these three reactor types are
Table 5-7
Characteristics of Important Entrained-Flow Processes
Process Stages Feed Flow Reactor Wall Syngas Cooling Oxidant
Koppers-
Totzek 1 dry up jacket syngas cooler oxygen
Shell SCGP 1 dry up membrane gas quench and
syngas cooler
oxygen
Prenflo 1 dry up membrane gas quench and
syngas cooler
oxygen
Noell 1 dry down membrane water quench
and/or syngas
cooler
oxygen
Texaco 1 slurry down refractory water quench or
syngas cooler
oxygen
E-Gas 2 slurry up refractory two-stage
gasification
oxygen
CCP
(Japan)
2 dry up two-stage
gasification
air
Eagle 2 dry up membrane two-stage
gasification
oxygen
Gasification Processes
111
given together with temperature profiles for both the coal/char and the gas in
Figures 5-13, 5-14, and 5-15. Some gasifiers (e.g., E-gas) use two stages to improve
thermal efficiency and to reduce the sensible heat in the raw gas and to lower the
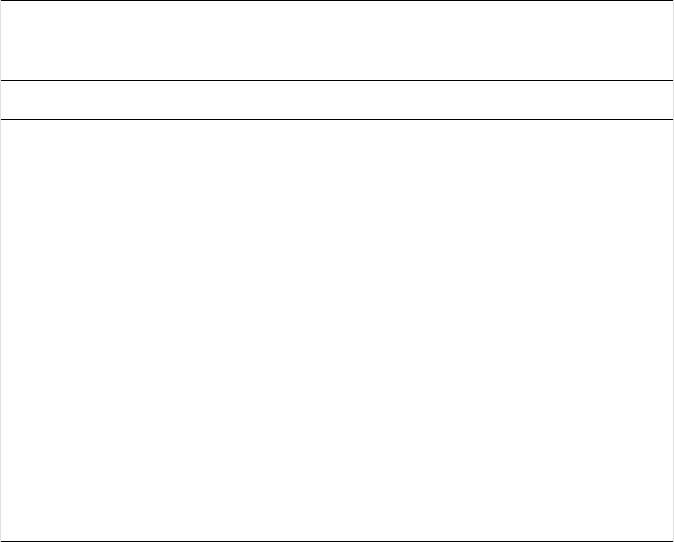
oxygen requirements. In the present coal-water slurry-feed gasifiers, a substantial
part of the reactor space is used to evaporate the water of the slurry. This is reflected
in the temperature profile of this gasifier (see Figure 5-13).
Contrary to the moving-bed and fluid-bed processes, virtually all types of coals
can be used in these processes, provided they are ground to the correct small size.
The coals may be heavily caking and may range from sub-bituminous coals to
anthracite. Browncoal and lignite can in principle be gasified, but for economic
reasons this is not very attractive because of the ballast of inherent moisture that has
to be evaporated and heated to the high temperatures required. High-ash coals are
also not selected by preference, because all the ash has to be melted and that also
constitutes thermal ballast to the gasifier. Coals with very high ash melting points
are generally fluxed with limestone in order to lower the ash melting point and
hence the operating temperature. This improves the process efficiency, reduces the
oxygen consumption, and enables the use of a refractory-lined reactor.
Currently, most entrained-flow gasifiers are single-stage gasifiers. The fuel is
introduced together with the blast via one or more burners. The blast is always pure
oxygen or a mixture of oxygen and steam.
The ash produced in entrained-flow gasifiers is similar to that of the slagging
moving-bed gasifiers and consists of the same fine, black, inert, gritty material.
Reactor Modeling
The upflow reactors, as employed in the Shell Coal Gasification Process (SCGP)
and Prenflo reactors, can be essentially considered as continuously stirred tank reactors
2500 12501000750500 1500
COAL/WATER
SLURRY
OXYGEN
GAS & SLAG
TEMPERATURE [°C]
OXYGEN
COAL
SLAG
GAS
Figure 5-13.
Figure 5-13.Figure 5-13.
Figure 5-13. Top-Fired Coal-Water Slurry Feed Slagging Entrained-Flow Gasifier
112
Gasification
(CSTRs). The reason is the very large recirculation inside the reactor caused by
small temperature differences and the way the reactants are introduced. Contrary to
the fluid-bed reactors, the carbon conversion is almost 100% because most of the
ash leaves the reactor as a slag that is very low in carbon. Moreover, measures can
be taken to ensure that large carbon particles tend to remain longer in the reactor.
This can be accomplished, as in the Noell gasifier, by introducing some swirl in the
top burner or by tangential firing as, for example, in the EAGLE gasifier. The
largest coal particles are thus preferentially deposited on the liquid slag flowing
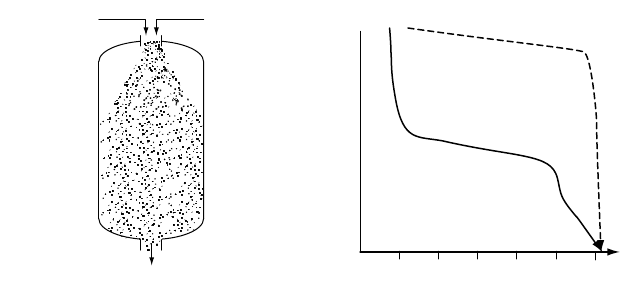
2500 12501000750500 1500
TEMPERATURE [°C]
GAS & SLAG
STEAM,
OXYGEN OR
AIR
COAL
COAL
STEAM, OXYGEN
OR AIR
SLAG
GAS
Figure 5-14.
Figure 5-14.Figure 5-14.
Figure 5-14. Top-Fired Dry-Coal Feed Slagging Entrained-Flow Gasifier
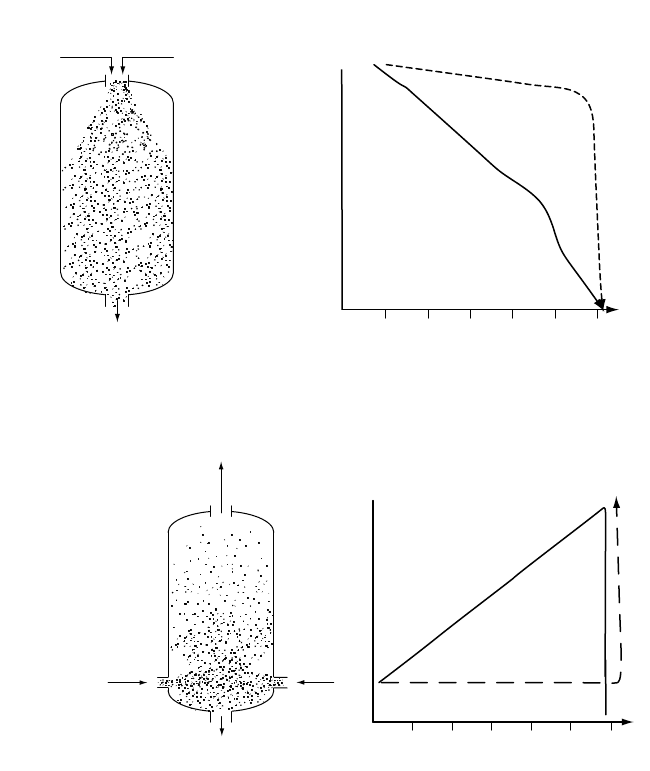
2500 12501000750500 1500
TEMPERATURE [°C]
COAL
OXYGEN/STEAM
DRY COAL +
OXYGEN/STEAM
SLAG
SLAG
GAS
GAS
Figure 5-15.
Figure 5-15.Figure 5-15.
Figure 5-15. Side-Fired Dry-Coal Feed Slagging Entrained-Flow Gasifier
Gasification Processes
113
vertically downwards along the reactor wall. The coal particles having a lower
density than the slag will float like “icebergs” on the slag. The velocity of this slag
layer is much lower than of the gas in the reactor, and thus the ideal situation is
obtained where the larger coal particles get the longest residence time. Careful
design is important, as too much swirl causes reverse flow in the center of the
reactor and can lead to unwanted situations.
Modeling of the second nonslagging stage of the E-Gas reactor is also not simple
because of the evaporation of water and the pyrolysis reactions. The first slagging
stage with the side introduction of coal-water slurry and recycled char in the E-Gas
process can again be described as a CSTR.
CFD modeling of entrained-flow reactors has been initiated, and the first published
results are encouraging (Bockelie et al. 2002).
5.3.1 General Considerations
Dry-Coal Feed Gasifiers
As discussed in Chapter 2, dry-coal feed gasifiers have the advantage over coal-
water slurry feed gasifiers in that they can operate with almost the minimum amount
of blast. This implies in practice that they have a 20–25% lower oxygen consump-
tion than coal-water feed gasifiers. Also, as shown in Section 2.4, dry-coal feed
entrained-flow gasifiers have in principal an additional degree of freedom that makes
it possible to better optimize the synthesis gas production. Moreover, it is possible to
adjust the H
2
/CO ratio slightly. In practice, operation at a CO
2
content of the gas of
0.5–4 mol% and a temperature of 1500°C is generally adhered to.
Single-Stage Gasifiers. In particular, the single-stage entrained-flow gasifiers yield
a high gas purity with only traces of hydrocarbons and with a CH
4
content of well
below 0.1 mol%. Together with the low CO
2
and high carbon conversion, this
ensures that almost all carbon in the feed is converted into CO, and hence a non-
selective acid gas removal can be employed, as the H
2
S/CO
2
is such that the combined
acid gas may be routed directly to the Claus plant sulfur recovery. Details about the
gas treating will be discussed in Chapter 8.
Examples of single-stage dry-coal feed gasifiers are the SCGP process, the Prenflo
process, and the Noell process. The dry-coal-feed process SCGP is used in a
250 MW IGCC plant in Buggenum, The Netherlands, and the Prenflo process in
a 300 MW IGCC plant in Puertollano, Spain. Noell has a 600 t/d plant operating on
a variety of solid and liquid feedstocks in Schwarze Pumpe, Germany.
Process Performance. One of the most striking features of single stage dry-coal
entrained-flow slagging gasifiers is that the gas composition is very insensitive
to the coal quality. In the case of low-rank coals and high-ash coals, however,
the gas yields suffer because of the ballast of water and ash, respectively. The
114
Gasification
performance of a variety of coals is given in Table 5-8. The coal analyses are
those of Table 4-4.
Two-Stage Gasifiers. An improvement in the process efficiency can be obtained by
adding a second nonslagging stage to the first slagging stage of an entrained-flow
gasifier.
Based on the standardized, idealized conditions of Appendix E, present state of the
art single-stage pressurized entrained-flow gasifiers have an efficiency of 50% LHV
for IGCC applications (see data in Table 5-9). The process efficiency of these gasifiers
can be increased by the introduction of a second nonslagging stage as applied in the
CCP or EAGLE processes. The second stage results in a higher cold gas efficiency
and lower oxygen consumption. Efficiencies are 50 and 50.9% for the one- and two-
stage process-based IGCC, respectively, when operating with a dry-coal feed system
(see Table 5-9). (The calculation basis for this data is given in Appendix E.)
This is achieved by operating the first stage under high temperature slagging
conditions with only part of the reactants, and then adding the remainder in a second
stage where the hot gas drives the endothermic reactions in the second, nonslagging
stage. In practice, current processes all operate the first stage with a deficit of coal
with a second stage coal feed. In principle, however, alternative staging concepts
could be used, e.g. with steam addition as the second stage. Each staging concept
has its advantages and disadvantages. With a coal feed second stage there is the fact
that a certain amount of tars will inevitably leave the reactor with the syngas. The
extent to which this constitutes a real problem depends on the feedstock quality and
the actual outlet temperature of the reactor. With steam addition in the second stage,
the fuel is present as unconverted char from the first stage so that the syngas would
be tar free. On the other hand, in the context of a dry-feed system, this requires
considerably more steam than for a single stage reactor. This increases the amount
of process condensate to be handled and degrades some of the sensible heat in the
gasifier exit gas to condensing temperature levels.
Irrespective of the choice staging arrangement, there are a number of interesting
aspects to be considered. The lower temperature of the second stage will require
more residence time than for a single stage gasifier and in practice one will have to
reckon with some carbon carry over in the syngas. On the other hand precisely these
lower temperatures would allow the use of a refractory wall in the second stage,
which represents a significant cost saving compared with the membrane wall used in
some single stage designs without the exposure to very high temperatures in other
singlestage designs.
The second stage is nonslagging. The particulate matter in the syngas contains
unreacted carbon and dry ash. This is removed from the gas downstream of the syngas
cooler and recycled to the first stage. In this way almost all the ash is removed from
the system as slag.
The overall effect is that a slagging gasifier is obtained in which the oxygen consump-
tion is almost as low as for a gasifier operating at the temperature at which the gases
leave the second nonslagging stage. This has the following process advantages:
Gasification Processes
115
Table 5-8
Performance of Various Types of Coals in Dry-Coal Entrained-Flow Gasifiers
Coal
Gas Analysis of Dry
Gas, Mol% Miscellaneous
Country Region Classification CO H
2
CO
2
N
2
AH
2
S
Nm
3
CO + H
2
/
ton maf coal
Nm
3
O
2
/Nm
3
CO + H
2
kg steam/Nm
3
CO + H
2
Germany Rhein Browncoal 61 29 8 1 1 0.2 965 0.33 0
USA North Dakota Lignite 62 26 10 1 1 0.1 935 0.36 0
USA Montana Sub-bituminous 63 34 1 1 1 0.4 1950 0.26 0.06
USA Illinois Bituminous 61 35 1 1 1 1.5 2030 0.25 0.09
Poland typical Bituminous 58 39 1 1 1 0.2 2290 0.20 0.15
S. Africa typical Bituminous 64 33 1 1 1 0.3 2070 0.26 0.09
China Datung Bituminous 66 31 1 1 1 0.2 2060 0.27 0.09
India typical Bituminous 62 33 2 1 1 0.5 1730 0.31 0
Australia typical Bituminous 62 34 1 1 1 0.3 2100 0.26 0.07
Germany Ruhr Anthracite 65 31 1 1 1 0.2 2270 0.26 0.13
116
Gasification
1. No gas quench and a lower syngas cooler duty.
2. A higher cold gas efficiency and a 20% lower oxygen consumption.
The methane content of the gas will slightly increase compared with the single stage
gasifier and so will the CO
2
content.
A drawback of incorporating a second-stage to a dry-feed gasifier is the added
complexity and the higher steam consumption. The extra efficiency is about one
percentage point (see Table 5-8). But there are also other advantages, such as much
less quenching and a lower cost syngas cooler.
Another process advantage that can be incorporated in all slagging processes is a
boiling water slag bath where the steam generated can be used for example as pro-
cess steam or as a quench medium. Further, the slag bath could be used as a sour
water stripper.
Coal-Water Slurry-Fed Gasifiers
The big advantage of coal-water slurry feed gasifiers is the more elegant method of
pressurizing the coal. Lock hoppers as used in dry-coal feed gasifiers are costly and
bulky equipment with complex valve systems that have to provide a gas-tight block
in a dusty atmosphere. Pumping a coal-water slurry is not a simple operation either,
but it is definitely less complex than lock-hoppering. In addition, the practical
ultimate pressure for dry-pulverized-coal lock hoppers is about 50 bar, whereas for
coal-water slurry pumps the pressure could, in principle, be as high as 200 bar.
As there is always a surplus of gasifying agent to be added to the gasifier, there is
less benefit in adding a nonslagging second stage. Only when coal is added to the
second stage, as is done in the E-Gas process, are part of the disadvantages of
having so much water in the feed eliminated.
Table 5-9
IGCC Efficiencies for Various Entrained-Flow Gasifiers
Process Feed
Syngas
Cooling
Gasifier
Conditions
IGCC Efficiency,
%LHV
Slurry feed water quench 64 bar 1500°C 37.8
Slurry feed gas quench 64 bar 1500°C 43.6
Slurry feed 320°C gas quench 64 bar 1500°C 48.8
Dry feed gas quench 32 bar 1500°C 50.0
Dry feed two-stage
gas quench
32 bar 1500/1100°C 50.9
Note: Efficiencies are based on the standardized, idealized conditions of Appendix E.
Gasification Processes
117
Single-Stage Gasifiers. In a single-stage coal-water slurry-feed gasifier all the water
in the slurry must be evaporated and raised to the full outlet temperature of the slag-
ging operation. This imposes a considerable penalty on the cold gas efficiency of the
process to offset against the simplified feed system. This is also reflected in a higher
oxygen consumption compared with a dry-feed system. Furthermore space in the
reactor is required for the evaporation process.
The high water vapour content of the hot, raw syngas also influences its composi-
tion. The CO shift reaction is driven further to the right resulting in a higher H
2
/CO
ratio and higher CO
2
content than the equivalent dry-feed gasifier. Whether this is
important or not will depend on the application under consideration. Additionally
the methane content will be even lower although if the potential for higher operating
pressures is exploited, this would tend to increase the methane content. However the
methane content of all single-stage entrained-flow gasifiers is so small that this is
unlikely to be of consequence.
Two-stage gasifiers. The main issues surrounding the staging of coal-water slurry-feed
gasifiers are similar to those for dry feed gasifiers. The efficiency of a two-stage
gasifier is higher than that of a single-stage process for the same reasons as for the
dry feed case. The disadvantages of a higher steam consumption described for dry
feed gasifiers are however not applicable, since the amount of steam is dictated by
the coal/water ratio in the slurry, which is not affected by the staging arrangement.
5.3.2 The Koppers-Totzek Atmospheric Process
Just as with moving-bed and fluid-bed processes, the first entrained-flow slagging
gasification process operated at atmospheric pressure. The atmospheric pressure
Koppers-Totzek (KT) process was developed in the 1950s, and commercial units
were built in Finland, Greece, Turkey, India, South Africa, Zambia, and elsewhere,
mostly for ammonia manufacture. The South African unit has been reported as
achieving a 95% availability (Krupp-Koppers 1996). In recent years no new units of
this type have been built.
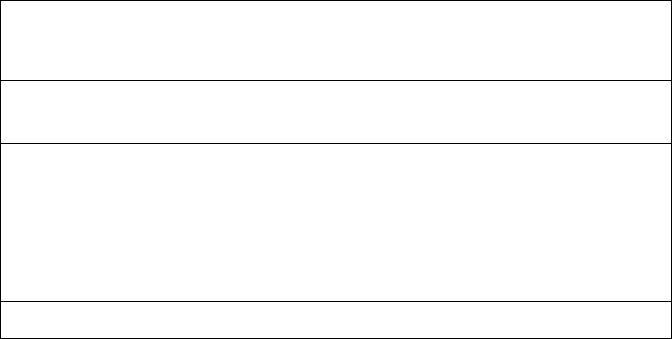
Process Description
The KT reactor features side-fired burners for the introduction of coal and oxygen,
a top gas outlet, and a bottom outlet for the slag. The early units had a capacity of
5000 Nm
3
/h and featured two diametrically opposed burners that were situated in
horizontal truncated cones (see Figure 5-16). Later units featured four burners that
increased the maximum capacity to 32,000 Nm
3
/h. The gas leaving the top of the
gasifier at about 1500°C is quenched with water near the top of the reactor to a
temperature of about 900°C so as to render the slag nonsticky before it enters a water
tube syngas cooler for the production of steam. The reactor has a steam jacket to
protect the pressure shell from high temperatures. A significant portion of the sensi-
ble heat is transformed into low-pressure steam in the jacket, which represents a
118
Gasification
considerable energy penalty for the process. The burners are of the premix type
which means that the velocity in the burners must be quite high in order to avoid
flash backs. For pressurized burners, premixing is considered too dangerous and has
therefore never been applied. The slag is quenched and granulated in a water bath
underneath the reactor. The water in the slag bath also provides a water seal to avoid
gas escaping via the bottom of the reactor.
5.3.3 Shell Coal Gasification Process (SCGP) and Prenflo Process
The origin of both these processes goes back to the Koppers-Totzek process. Shell
and Koppers jointly developed a pressurized version of the process, and in 1978
they started to operate a 150 t/d gasifier in Harburg, Germany. The main interest for
Koppers was to have a better process available for the production of syngas. For
Shell the main interest was at the time the production of synthetic fuels from coal by
HP-
STEAM
BFW
RAW SYNGAS
RADIANT
COOLER
COAL
LP STEAM
OXYGEN
SLAG BATH
INJECTION
WATER
COAL
TUBULAR
COOLER
SCRUBBING
TOWER
CLEAN GAS
GASIFIER
REFRACTORY
Figure 5-16.
Figure 5-16.Figure 5-16.
Figure 5-16. Koppers-Totzek Gasifier
Gasification Processes
119
the route gasification and Fischer-Tropsch synthesis. After the joint Harburg unit,
Koppers and Shell decided to develop the process further along separate routes.
Subsequently, Shell built a 250 t/d demonstration unit in Houston, and Krupp-
Koppers a 48 t/d unit in Fürstenhausen, Germany. Based on the work in these units,
two commercial plants were built as part of IGCC power station. In 1994 a 2000 t/d
Shell gasification unit was built for Demkolec in Buggenum in The Netherlands
using internationally traded coal as original feedstock, and in 1997 Krupp-Koppers
built a 3000 t/d Prenflo unit for Elcogas in Puertollano in Spain using a blend of
high-ash coal and petcoke as feedstock. Currently, Shell has various projects under-
way in China.
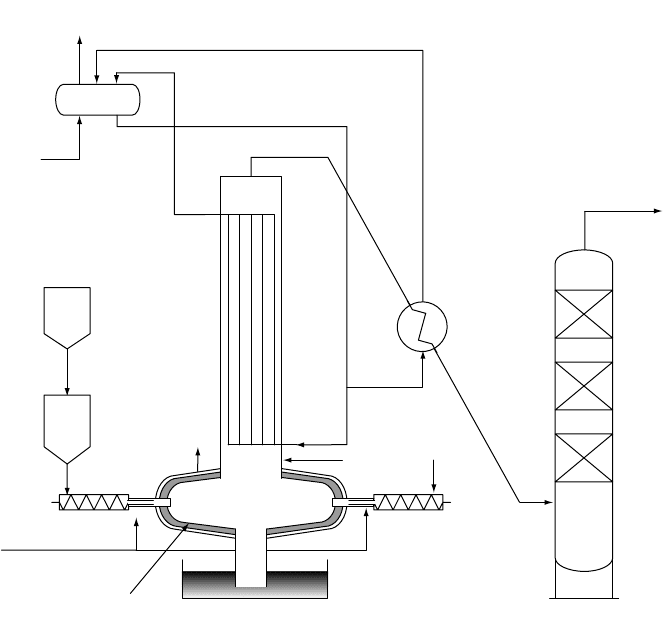
Process Description
The SCGP and Prenflo processes, which are very similar (Anon 1990), feature an even
number (typically four, see Figure 5-17) of diametrically opposed burners in the
side-wall at the bottom of the reactor through which the pulverized coal is introduced
in a dense phase using an inert gas as carrier gas (van der Burgt and Naber 1983).
The small niches in which the burners are placed are a remnant of the truncated
MEMBRANE
WALL
OXYGEN
MP STEAM
HP STEAM
QUENCH GAS
BLOWER
TO GAS
TREATMENT
FLY SLAG
BFW
BFW
SLAG
PULVERIZED
COAL
REFRACTORY
Figure 5-17.
Figure 5-17.Figure 5-17.
Figure 5-17. Shell Coal Gasification Process (Source: Adapted from Koopman,
Regenbogen, and Zuideveld. Used with permission from Shell. 1993)