Higman Chris Gasification (Газификация угля)
Подождите немного. Документ загружается.

100
Gasification
These operate at a few bar overpressure and temperatures of below 800°C. Maximum
throughputs are 500 t/d carbon.
Feed Quality
Historically fluid-bed gasifiers have tended to be operated on low-rank coals such as
lignite, peat, or biomass, though not exclusively. This is logical, since low-rank
coals have a higher reactivity, which compensates to some degree for the lower
temperature. To the extent that the ash properties allow it, operation at a higher
temperature improves the ability to process high-rank but less reactive bituminous
coals.
Fluid-bed gasifiers need ground coal and therefore have few limitations when it
comes to coal size. Particles with a size above 10 mm should be avoided, just as coals
with too high a percentage of very small particles. However, because coal particles
may differ in both size and shape, it is not an easy material to fluidize. Bubbling
beds especially have to be monitored constantly, on the one hand for de-fluidization
due to deposition of large coal particles in the bed, and on the other hand for lifting
out too many fine particles out of the bed. The latter problem is aggravated as coal
particles reduce in size through gasification and are entrained in the hot raw gas as it
leaves the reactor. Most of these char and ash particles are recovered in a cyclone
and recycled to the reactor, but with too many fines these will choke the system.
Carbon Conversion
The intensive mixing in a fluid bed has its advantages in promoting excellent mass
and heat transfer. In fact, a fluid bed approaches the ideal of a continuously stirred
tank reactor. This does, however, have its disadvantages. There is wide range of
residence times for the individual particles, which are distributed evenly over the
whole volume of the bed. Thus removal of fully reacted particles, which consist
only of ash, will inevitably be associated with removal of unreacted carbon. The
best of existing fluid-bed processes only have a carbon conversion of 97%. This is in
contrast to moving-bed and entrained-flow processes, where carbon conversions of
99% can be obtained. Only in pressurized biomass gasification have fluid-bed proc-
esses efficiencies of 99% been reported (Kersten 2002).
Many attempts (e.g., Synthane or Hy-Gas) have been and are being made to intro-
duce some staging effect by which the last carbon in the ash to be discharged is
converted with (part of) the incoming blast, but this remains difficult as fluid beds
lend themselves poorly to staging because of the “no-go” temperature zones men-
tioned earlier in this chapter.
Ash
The ash of fluid-bed gasifiers comes available in a highly leachable form. This
problem is exacerbated when limestone is added in order to bind the sulfur present
Gasification Processes
101
in the gas and to avoid the need for wet sulfur removal processes. The limestone is
never completely converted into gypsum, and hence the ash will always contain
unconverted lime. Similar problems are associated with fluid-bed combustion
processes. Adding limestone to the fluid bed is an example of doing two things at
once. It looks elegant, but you are never free to optimize both desulfurization and
gasification or combustion.
Ash particles are removed from below the bed and/or from the cyclones in the top
of the bed. In the former case they are sometimes used for preheating the blast.
Fluid-bed gasifiers may differ in the manner in which ash is discharged (dry or
agglomerated) and in design aspects that improve the carbon conversion. Some
“carbon stripping” of the char containing ash to be discharged with incoming
oxygen is possible.
Equipment Issues
Although fluid-bed gasifiers operate under nonslagging conditions and no membrane
walls are required, the temperatures can run up to 1100°C, and hence insulating
brick walls are preferred. These consist of an outer layer of insulating bricks to pro-
tect the outer steel shell of the reactor from high temperatures, and an inner layer of
more compact bricks that can better withstand the high temperatures and the erosive
conditions of the gasifier. Especially in the case of circulating fluid-beds with their
complex asymmetrical forms, attention has to be paid to the proper design of the
brickwork in relation to thermal expansion.
Reactor Modeling
Whereas bubbling beds may be described fairly accurately as a stirred reactor, the
transport-type reactors are more a combination of a stirred reactor and a plug flow
reactor.
Most fluid-bed gasifiers use a mixture of oxygen and steam as blast. The oxygen
consumption per unit product is higher than those of moving-bed processes and
lower than for entrained-flow gasifiers. Some data for typical feedstocks calculated
for 1100°C are given in Table 5-6.
5.2.2 The Winkler Process
The Winkler atmospheric fluid-bed process was the first modern continuous gasifi-
cation process using oxygen rather than air as blast. The process was patented in
1922 and the first plant built in 1925. Since then some 70 reactors have been built
and brought into commercial service with a total capacity of about 20 million Nm
3
/d
(Bögner and Wintrup 1984). This process is now, however, only of historic interest,
since all but one of these plants has been shut down almost entirely for economic
reasons. (See Figure 5-8.)
102
Gasification
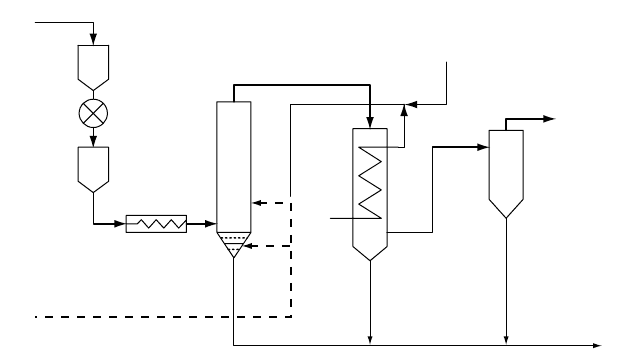
The Winkler process is operable with practically any fuel. Commercial plants
have operated on browncoal coke, as well as on sub-bituminous and bituminous
coals. Coal preparation requires milling to a particle size below 10 mm but does not
require drying if the moisture content is below 10%. The feed is conveyed into the
gasifier or generator by a screw conveyor. The fluid bed is maintained by the blast,
which enters the reactor via a conical grate area at the base. An additional amount of
blast is fed in above the bed to assist gasification of small, entrained coal particles.
This also raises the temperature above that of the bed itself, thus reducing the tar
content of the syngas. The reactor itself is refractory lined. Operation temperature is
maintained below the ash melting point. Most commercial plants have operated
between 950 and 1050°C. At maximum load the gas velocity in a Winkler generator
is about 5 m/s. The flow sheet incorporates a radiant waste heat boiler and a cyclone
Table 5-6
Typical Performance for Fluid-Bed Gasifiers for Different Feedstocks
and Blasts
Type of Coal Biomass Lignite Bituminous Bituminous
Blast Air O
2
/steam O
2
/steam Air
Temperature °C 900 1000 1000 1000
Pressure bar 30 30 30 30
Components (maf)
C, wt% 50.45 66.66 81.65 81.65
H, wt% 5.62 4.87 5.68 5.68
S, wt% 0.10 0.41 1.13 1.13
N, wt% 0.10 1.14 1.71 1.71
O, wt% 43.73 26.92 9.83 9.83
Raw gas
composition(dry)
CO
2
, mol% 6.7 6.2 5.3 1.9
CO, mol% 31.0 56.7 52.0 30.7
H
2
, mol% 18.9 32.8 37.3 18.7
CH
4
, mol% 2.1 2.6 3.5 0.9
A, mol% 0.5 0.6 0.6 0.6
N
2
, mol% 40.8 0.9 1.0 47.0
H
2
S, mol% 0.03 0.2 0.3 0.2
Feed components per
1000 Nm
3
H
2
+ CO
Fuel maf, kg 100 1317 564 100
Steam, kg 0 26 260 24
Air or Oxygen, Nm
3
118 461 260 266
Gasification Processes
103
to remove the ash. The ash contains a considerable amount of unreacted carbon—
over 20% loss on feed (Kunii and Levenspiel 1991)—which can be burnt in an
auxiliary boiler. Final solids removal is effected with a water wash (not shown in
Figure 5-8).
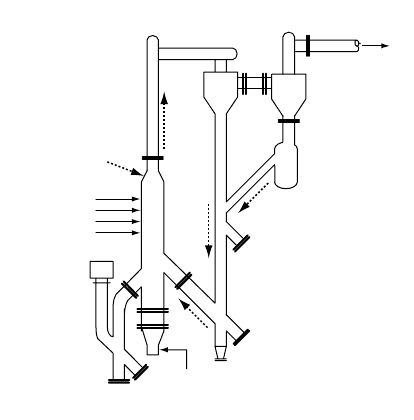
5.2.3 The High-Temperature Winkler (HTW) Process
The name “high-temperature Winkler” for the process developed by Rheinbraun
primarily for lignite gasification is to some extent a misnomer. The most important
development vis-à-vis the original Winkler process is the increase of pressure, which
has now been demonstrated at 30 bar.
Rheinbraun, an important lignite producer in Germany, began work on the process
in the 1970s. A Rheinbraun subsidiary, Union Kraftstoff, Wesseling, had operated
atmospheric Winkler generators between 1956 and 1964, and Rheinbraun was able
to build on the experience gained.
An important motivation for the initial development was to ensure the availability
of a suitable process to utilize existing lignite reserves, should economic conditions
(i.e., the price of oil) justify it. The focus was on methanol syngas and hydrogen
generation for the parallel development of a hydrogenating gasifier for SNG production.
Development goals included raising the pressure so as to increase output and
reduce compression energy, raising operating temperatures so as to improve gas
quality and carbon conversion, and to include a solids recycle from the cyclone to
the fluid-bed as a further measure to increase carbon conversion (Teggers and Theis
1980).
FEED
LOCK
HOPPER
SYSTEM
AIR OR
OXYGEN
SCREW
FEEDER
GASIFIER
WASTE
HEAT
BOILER
STEAM
RAW
SYNGAS
CYCLONE
SOLIDS TO
AUXILIARY
BOILER
BFW
Figure 5-8.
Figure 5-8.Figure 5-8.
Figure 5-8. Winkler Atmospheric Fluid-Bed Gasification
104
Gasification
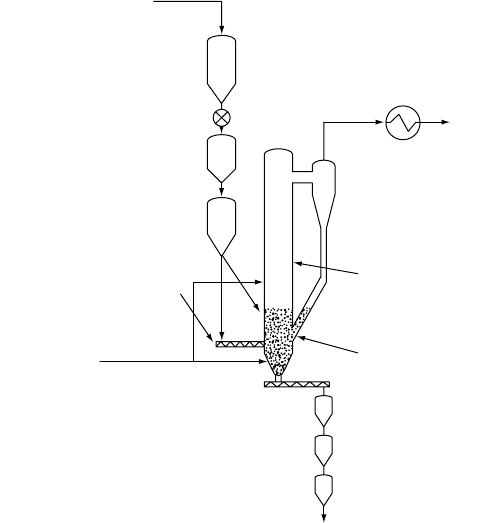
The feed system uses a lock hopper and a screw feeder into the reactor from the
high-pressure charge bin.
The HTW process includes heat recovery in a syngas cooler in which the raw
synthesis gas is cooled from 900°C to about 300°C. Both fire tube and water tube
concepts have been used in the demonstration plants, and selection is based on
project specific criteria, such as desired steam pressure (Renzenbrink et al. 1998).
A ceramic candle filter is used downstream of the syngas cooler for particulate
removal.
The 600 t/d, 10 bar demonstration unit in Berrenrath, which was operated over 12
years and achieved an availability of 84%, was used to supply gas to a commercial
methanol plant. This provided the basis for a plant of similar size operating at 13.5
bar and gasifying mainly peat in Oulu, Finland. A further 160 t/d pilot plant was
built in Wesseling to prove various aspects connected with IGCC applications, such
as a higher pressure (25 bar). These three plants have now been shut down. Two
980 t/d units are currently under consideration for an IGCC facility at Vresová in the
Czech Republic, where they will replace twenty-six existing fixed-bed gasifiers
(Bucko et al. 2000).
In addition to the above, the HTW process can be applied to waste gasification
(Adlhoch et al. 2000). A 20t/d atmospheric demonstration unit has been built in Japan.
FEED BIN
LOCK HOPPER
CHARGE BIN
AIR/OXYGEN/
STEAM
FEED SCREW
COOLING SCREW
HTW GASIFIER
SYNGAS
COOLER
CYCLONE
FREEBOARD
FLUID BED
COLLECTION BIN
LOCK HOPPER
DISCHARGE BIN
Figure 5-9.
Figure 5-9.Figure 5-9.
Figure 5-9. HTW Gasifier
Gasification Processes
105
5.2.4 Circulating Fluid-Bed (CFB) Processes
The characteristics of a circulating fluid bed combine many advantages of the
stationary fluid bed and the transport reactor. The high-slip velocities ensure good mix-
ing of gas and solids, and thus promote excellent heat and mass transfer. Small particles
are converted in one pass, or are entrained, separated from the gas, and returned via an
external recycle. Larger particles are consumed more slowly and are recycled internally
inside the bed until they are small enough for external recycling. The CFB operates
with a much higher circulation rate than a classical stationary bed, thus creating a
specific advantage in the higher heating rate experienced by the incoming feed
particles. This reduces significantly the tar formation during the heating up process.
More recently the focus of new designs for fluid-bed gasifiers has shifted from
the lower-velocity bubbling beds to higher-velocity circulating or transport-type
designs, which feature higher char circulation rates with consequent improvements
to the overall carbon conversion. Another advantage of the circulating fluid beds is
that the size and shape of the particles is less important. This is one of the reasons
why this type of gasifier is eminently suitable for the gasification of biomass and
wastes of which the size, shape, and hence the fluidizing characteristics are even
more difficult to control than of coal.
There are two companies offering CFB gasification systems, Lurgi and Foster
Wheeler. The fundamental technologies supplied by these two companies are simi-
lar, although there are naturally a number of differences in detail.
Lurgi’s atmospheric CFB technology (Figure 5-10) was originally developed for
alumina calcination and later, during the 1980s, it was adapted for the combustion of
coal. It has since been applied to the gasification of biomass.
The CFB system comprises the reactor, an integral recycle cyclone, and a seal
pot. The high gas velocities (5–8 m/s) ensure that most of the larger particles are
entrained and leave the reactor overhead. The solids separated from the gas in the
cyclone are returned to the reactor via the seal pot. The gasifying agent, usually air,
is fed as primary air through the nozzle grate and as secondary air at a level above
the fuel supply point. For biomass applications the fuel must undergo size reduction
to 25–50 mm (Greil et al. 2002).
The Foster Wheeler circulating fluid-bed technology (originally Ahlstrom) was
developed in the environment of the Scandinavian forestry industry and is discussed
further in Section 5.5.
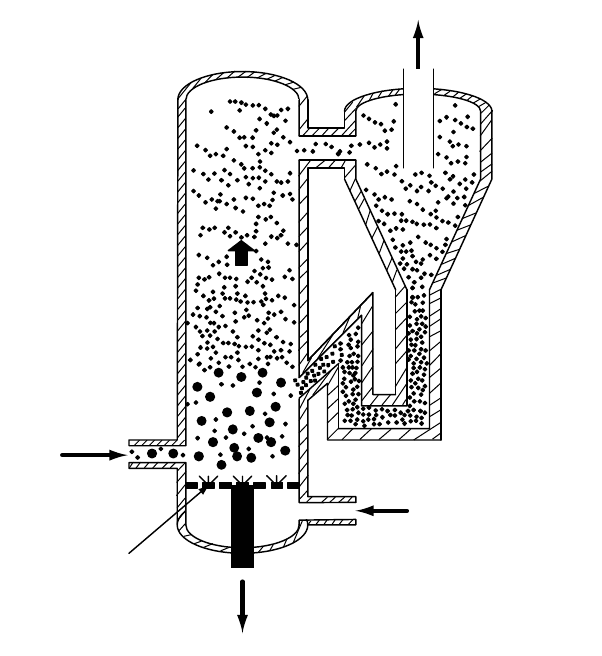
5.2.5 The KBR Transport Gasifier
Fluid-bed gasification is also being developed in the high-velocity regime. Such a
gasifier is the Kellogg Brown and Root (KBR) transport gasifier, for which a gas
velocity in the riser of 11–18 m/s is reported (Smith et al. 2002). The objective of
this development is to demonstrate higher circulation rates, velocities, and riser
106
Gasification
densities than in conventional circulating beds, resulting in higher throughput and
better mixing and heat transfer rates.
The fuel and sorbent (limestone for sulfur removal) are fed to the reactor through
separate lock hoppers. They are mixed in the mixing zone with oxidant and steam,
and with recirculated solids from the standpipe. The gas with entrained solids moves
up from the mixing zone into the riser. The riser outlet makes two turns before
entering the disengager, where larger particles are removed by gravity separation.
Smaller particles are largely removed from the gas in the cyclone. The solids
collected by the disengager and cyclone are recycled to the mixing zone via the
standpipe and J-leg.
The gas is cooled in a syngas cooler prior to fine particulate removal in a candle
filter. In the demonstration facility, both ceramic and sintered metal candles have
GASIFIER
RAW GAS
RECYCLE
CYCLONE
STANDPIPE
SEAL POT
GASIFICATION
AGENT
ASH
NOZZLE GRATE
FUEL
Figure 5-10.
Figure 5-10.Figure 5-10.
Figure 5-10. Lurgi Circulating Fluid-Bed Gasifier (Source: Greil and Hirschfelder
1998)
Gasification Processes
107
been tested. The temperature of the test filter can be varied between 370 and 870°C
by bypassing the syngas cooler.
The sorbent added to the fuel reacts with the sulfur present to form CaS. Together
with a char-ash mixture, this leaves the reactor from the standpipe via a screw cooler.
These solids and the fines from the candle filter are combusted in an atmospheric
fluid-bed combustor.
The transport reactor was operated in combustion mode from 1997 to 1999.
Between September 1999 and 2002 the plant was operated over 3000 hours in gasi-
fication mode, most of this with air as oxidant. Average carbon conversion rates are
about 95%, and values of up to 98% have been achieved.
Gasification takes place at 900–1000°C and pressures between 11 and 18 bar. There
has been little oxygen-blown operation to date. All oxygen data has been taken at
lower pressures.
5.2.6 Agglomerating Fluid-Bed Processes
The idea behind agglomerating fluid-bed processes is to have a localized area of
higher temperature where the ash reaches its softening point and can begin to fuse.
The purpose of this concept is to allow a limited agglomeration of ash particles that,
as they grow, become too heavy to remain in the bed and fall out at the bottom. This
preferential separation of low-carbon ash particles is designed to permit a higher
carbon conversion than conventional fluid-bed processes.
AIR
OXYGEN
STEAM
STANDPIPE
LOOPSEAL
CYCLONE
TO PRIMARY
GAS COOLER
DISENGAGER
RISER
MIXING ZONE
COAL
AIR
STARTUP
BURNER
(PROPANE)
J-LEG
STEAM
SORBENT
Figure 5-11.
Figure 5-11.Figure 5-11.
Figure 5-11. KBR Transport Gasifier (Source: Smith et al. 2002)
108
Gasification
A potential advantage for such processes over conventional fluid beds is that the
problem of a leachable ash is less serious because of the ash agglomeration step
incorporated near the burner(s) in the bottom of the reactor. The burner(s) in these
gasifiers are in fact oxygen/air lances that have two functions: that of introducing
the fluidizing gas, and also creating a hot region where ash agglomeration occurs.
As mentioned before, such two-in-one features are nice but always put restrictions
on the operation as one tries to operate in the “no-go” temperature range between
the ash softening point and the ash melting point.
Two processes have been developed using this principle: the U-gas technology
developed by the Institute of Gas Technology (IGT), now offered by Carbona, and
the Kellogg Rust Westinghouse (KRW) process.
Several U-gas gasifiers operating at about 4 bar have been installed in China. A
description of the process is contained in Reimert and Schaub (1989).
The 100-MW IGCC Piñon Pine Plant near Reno, Nevada, in the United States uses
the KRW process. This plant could not be started up successfully, primarily because
of difficulties in the hot gas filtering section (U.S. Department of Energy 2002).
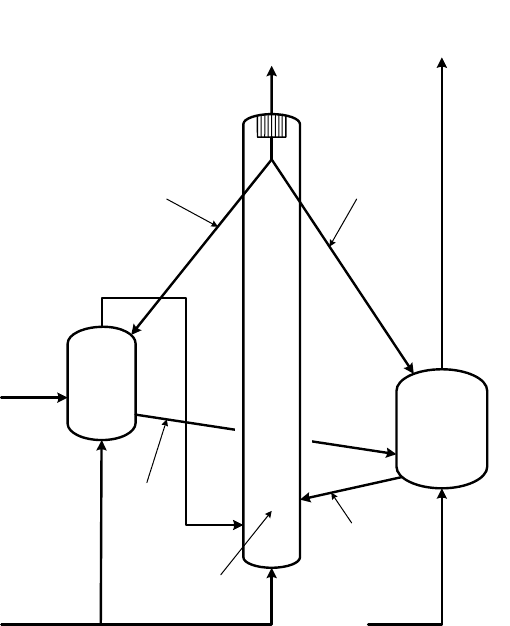
5.2.7 Development Potential
Many fluid-bed gasification processes have been and are being developed, but none
of them incorporate the use of a heat carrier (sand and/or ash and/or char) in such a
way that the tars are combusted and char reacts with the gasifying agent to produce
synthesis gas and/or fuel gas. Such a system could produce pure syngas without the
need for an air separation unit (ASU). Moreover, the gas is free of tars and the carbon
conversion is virtually complete.
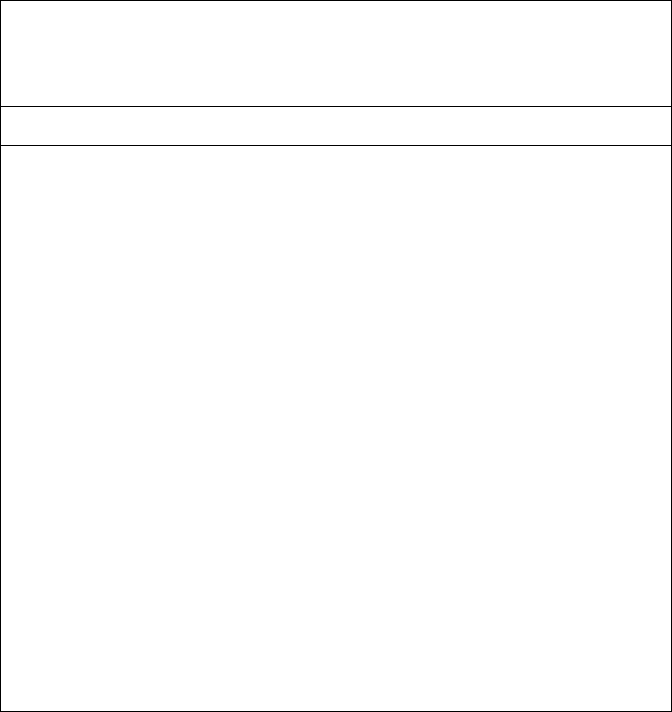
An example for a simplified process scheme in which the problems with tar are
circumvented is shown in Figure 5-12 (Holt and van der Burgt 1997). The feed coal
is fed to a bubbling fluid-bed pyrolyser, which is fluidized with a small amount of
air and/or steam and uses a relatively small part of the hot heat carrier from the top
of the riser (entrained bed) as a heat source. The complete or partial combustion of
all gases and tars from the pyrolyser takes place with air in the bottom of the riser
reactor. Moreover all residual carbon left on the heat carrier leaving the gasifier
proper is (partially) combusted in the riser. The hot gases leaving the top of the riser
via cyclones have the typical composition of a low Btu fuel gas or of a flue gas,
depending on whether partial or complete combustion is used. Ash that is virtually
free of carbon is removed from the system as a bleed from the cyclones in the top of
the riser. In principle, two modes of operation are possible.
When synthesis gas is the required product, most of the hot heat carrier leaving
the top of the riser is used in the endothermic gasifier section where the char leaving
the pyrolyser reacts with steam according to the water gas reaction. When insuffi-
cient pyrolysis products are available for (partial) combustion in the riser, some
additional coal and/or oil may be injected into the bottom of the riser or the char slip
from the gasifier to the riser may be increased. Where fuel gas is the required prod-
uct the gasifier reactor may be omitted.
Gasification Processes
109
5.3 ENTRAINED-FLOW GASIFIERS
As discussed at the beginning of this chapter, the principal advantages of using
entrained-flow are the ability to handle practically any coal as feedstock and to
produce a clean, tar-free gas. Additionally, the ash is produced in the form of an
inert slag or frit. This is achieved with the penalty of a high oxygen consumption,
especially in the case of coal-water slurries or coals with a high moisture or ash
content, as well as additional effort in coal preparation.
Nonetheless, even if entrained-flow has been selected as the means of contacting
the fuel and gasification agent, this still leaves a considerable variety of alternatives
open in the design approach, as can be judged from Table 5-7, which outlines char-
acteristics of some important entrained-flow processes.
The majority of the most successful coal gasification processes that have been
developed after 1950 are entrained-flow slagging gasifiers operating at pressures of
STEAM
PYRO-
LYSER
CHAR &
HEAT
CARRIER
RESIDUAL CHAR
AND HEAT
CARRIER
COMBUSTION
ZONE
HOT HEAT
CARRIER
GAS AND
TARS
FLUE GAS OR LOW
BTU FUEL GAS TO
FILTER
PRODUCT GAS
COAL
AIR
GASIFIER
HOT HEAT
CARRIER
Figure 5-12.
Figure 5-12.Figure 5-12.
Figure 5-12. Modified Twin Reactor System