Hancock G.J., Murray Th.M., Ellifritt D.S. Cold-Formed Steel Structures to the AISI Specification
Подождите немного. Документ загружается.

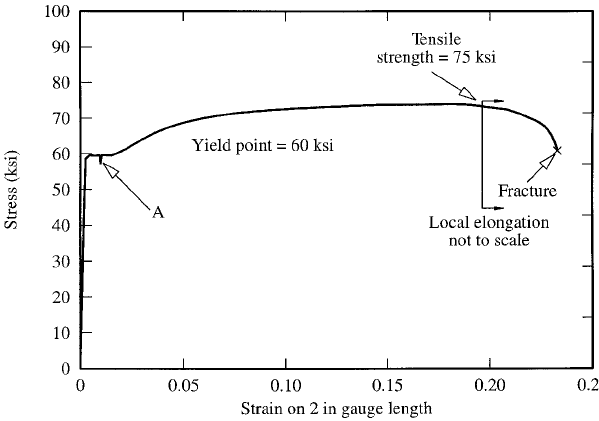
typical of a cold-rolled and annealed low-carbon steel. A
linear region is followed by a distinct plateau at 60 ksi, then
strain hardening up to the ultimate tensile strength at
75 ksi. Stopping the testing machine for 1 min during the
yield plateau, as shown at point A in Figure 2.1, allows
relaxation to the static yield strength of 57.7 ksi. This
reduction is a result of decreasing the strain rate to zero.
The plateau value of 60 ksi is in¯ated by the effect of strain
rate. The elongation on a 2-in. gauge length at fracture is
approximately 23%. A typical measured stress-strain curve
for a 0.06-in. cold-rolled sheet is shown in Figure 2.2. The
steel has undergone cold-reducing (hard rolling) during the
manufacturing process and therefore does not exhibit a
yield point with a yield plateau as for the annealed steel in
Figure 2.1. The initial slope of the stress-strain curve may
be lowered as a result of the prework. The stress-strain
curve deviates from linearity (proportional limit) at
FIGURE 2.1 Stress-strain curve of a cold-rolled and annealed
sheet steel.
Chapter 2
38
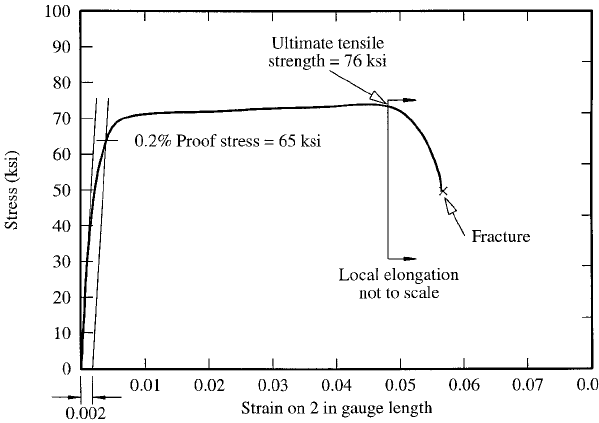
approximately 36 ksi, and the yield point has been deter-
mined from 0.2% proof stress [as speci®ed in AISI Manual
(Ref. 1.2)] to be 65 ksi. The ultimate tensile strength is
76 ksi, and the elongation at fracture on a 2-in. gauge
length is approximately 10%. The value of the elongation
at fracture shown on the graph is lower as a result of the
inability of an extensometer to measure the strain during
local elongation to the point of fracture without damage.
The graph in the falling region has been plotted for a
constant chart speed.
Typical stress-strain curves for a 0.08-in.-thick tube
steel are shown in Figure 2.3. The stress-strain curve in
Figure 2.3a is for a tensile specimen taken from the ¯ats,
and the curve in Figure 2.3b is for a tensile specimen taken
from the corner of the section. The ¯at specimen displays a
yield plateau, probably as a result of strain aging (see
Section 2.4) following manufacture, whereas the corner
FIGURE 2.2 Stress-strain curve of a cold-rolled sheet steel.
Materials and Cold Work of Forming
39

specimen exhibits the characteristics of a cold worked steel.
The Young's modulus (E
meas
) of the corner specimen is
lower than that of the ¯at specimen as a result of greater
prework.
FIGURE 2.3 Stress-strain curves of a cold-formed tube: (a) stress-
strain curve (¯at); (b) stress-strain curve (corner).
Chapter 2
40

2.3 DUCTILITY
A large proportion of the steel used for cold-formed steel
structures is of the type shown in Figures 2.2 and 2.3. These
steels are high tensile and often have limited ductility as a
result of the manufacturing processes. The question arises
as to what is an adequate ductility when the steel is used in
a structural member including further cold-working of the
corners, perforations such as bolt holes, and welded connec-
tions. Two papers by Dhalla and Winter (Refs. 2.2, 2,3)
attempt to de®ne adequate ductility in this context.
Ductility is de®ned as the ability of a material to
undergo sizable plastic deformation without fracture. It
reduces the harmful effects of stress concentrations and
permits cold-forming of a structural member without
impairment of subsequent structural behavior. A conven-
tional measure of ductility, according to ASTM A370, is the
percent permanent elongation after fracture in a 2-in.
gauge length of a standard tension coupon. For conven-
tional hot-rolled and cold-rolled mild steels, this value is
approximately 20±30%.
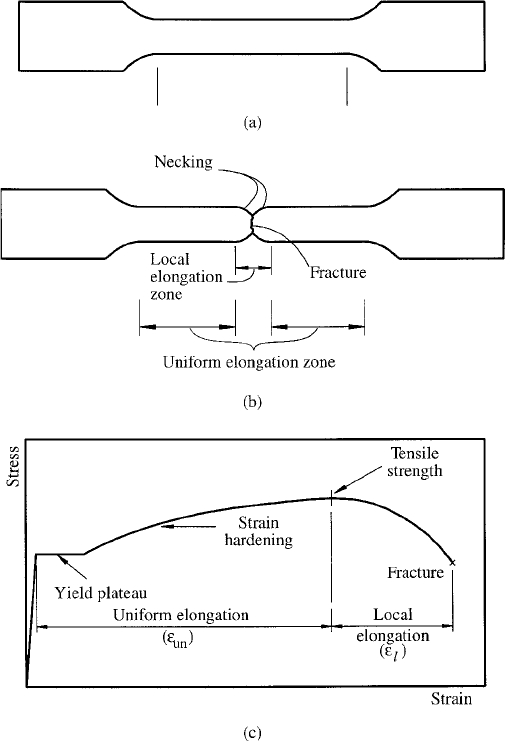
A tensile specimen before and after a simple tension
test is shown in Figures 2.4a and 2.4b, respectively. After
testing, the test length of approximately 3 in. has under-
gone a uniform elongation as a result of yielding and strain
hardening. The uniform elongation is taken from the yield
point up to the tensile strength as shown in Figure 2.4c.
After the tensile strength has been reached, necking of the
material occurs over a much shorter length (typically
1
2
in.
approximately) as shown in Figure 2.4b and ends when
fracture of the test piece occurs. Elongation in the necking
region is called local elongation. An alternative estimate of
local ductility can be provided by calculating the ratio of the
reduced area at the point of fracture to the original area.
This measure has the advantage that it does not depend on
a gauge length as does local elongation. However, it is more
dif®cult to measure.
Materials and Cold Work of Forming
41
Dhalla and Winter investigated a range of steels which
had both large and small ratios of uniform elongation to
local elongation. The purpose of the investigation was to
determine whether uniform or local elongation was more
FIGURE 2.4 Ductility measurement: (a) tensile specimen before
test; (b) tensile specimen after test; (c) stress-strain curve for hot
formed steel.
Chapter 2
42

bene®cial in providing adequate ductility and to determine
minimum values of uniform and local ductility. The steels
tested ranged from cold-reduced steels, which had a
uniform elongation of 0.2% and a total elongation of 5%,
to annealed steels, which had a uniform elongation of 36%
and a total elongation of 50%. In addition, a steel which had
a total elongation of 1.3% was tested. Further, elastic-
plastic analyses of steels containing perforations and
notches were performed to determine the minimum
uniform ductility necessary to ensure full yield of the
perforated or notched section without the ultimate tensile
strength being exceeded adjacent to the notch or perfora-
tion.
The following ductility criteria have been suggested to
ensure satisfactory performance of thin steel members
under essentially static load. They are included in Section
A3.3 of the AISI Speci®cation. The ductility criterion for
uniform elongation outside the fracture is
E
un
3:0% 2:1
The ductility criterion for local elongation in a
1
2
in. gauge
length is
E
l
20% 2:2
The ductility criterion for the ratio of the tensile strength
F
u
to yield strength F
y
is
F
u
F
y
1:05 2:3
In the AISI Speci®cation, Section A3.3, 1.05 in Eq. (2.3) has
been changed to 1.08.
The ®rst criterion for uniform elongation is based
mainly on elastic-plastic analyses. The second criterion
for local elongation is based mainly on the tests of steels
with low uniform elongation and containing perforations
where it was observed that local elongations greater than
20% allowed complete plasti®cation of critical cross
Materials and Cold Work of Forming
43

sections. The third criterion is based on the observation
that there is a strong correlation between uniform elonga-
tion and the ratio of the ultimate tensile strength to yield
strength of a steel F
u
=F
y
.
The requirements expressed by Eqs. (2.1) and (2.2) can
be transformed into the conventional requirement speci®ed
in ASTM A370 for total elongation at fracture. Using a 2-in.
gauge length and assuming necking occurs over a
1
2
in.
length, we obtain
E
2in:
E
un
0:5E
l
ÿ E
un
2:0
2:4
Substitution of Eqs. (2.1) and (2.2) in Eq. (2.4) produces
E
2in:
7:25% 2:5
This value can be compared with those speci®ed on a 2-in.
gauge length in ASTM A570, which is 11% for a Grade 50
steel, and ASTM 607, which is 12% for a Grade 70 steel, as
set out in Table 2.1.
Section A3.3.2 of the AISI Speci®cation states that
steels conforming to ASTM A653 SS Grade 80, A611
Grade E, A792 Grade 80, and A875 SS Grade 80, and
other steels which do not comply with the Dhalla and
Winter requirements may be used for particular multiple
web con®gurations provided the yield point F
y
used for
design is taken as 75% of the speci®ed minimum or 60 ksi,
whichever is less, and the tensile strength F
u
used for
design is 75% of the speci®ed minimum or 62 ksi, whichever
is less.
A recent study of G550 steel to AS 1397 (Ref. 2.4) in
0.42-mm (0.016 in.) and 0.60-mm (0.024 in.) thicknesses has
been performed by Rogers and Hancock (Ref. 2.5) to ascer-
tain the ductility of G550 steel and to investigate the
validity of Section A3.3.2. This steel is very similar to
ASTM A653 SS Grade 80, A611 Grade E, A792 Grade 80,
and A875 SS Grade 80. Three representative elongation
distributions are shown in Figure 2.5 for unperforated
Chapter 2
44
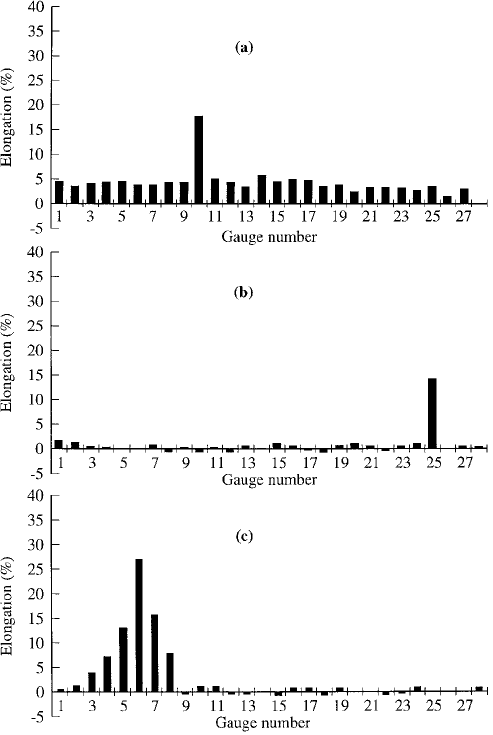
tensile coupons taken from 0.42-mm (0.016 in.) G550 steel
in (a) the longitudinal rolling direction of the steel strip, (b)
the transverse direction, and (c) the diagonal direction. The
coupons were each taken to fracture. In general, G550
FIGURE 2.5 Elongation of 0.42-mm (0.016 in.) G550 (Grade 80)
steel: (a) longitudinal specimen; (b) transverse specimen; (c)
diagonal specimen.
Materials and Cold Work of Forming
45

coated longitudinal specimens have constant uniform elon-
gation for each 0.10-in. gauge with an increase in percent
elongation at the gauge in which fracture occurs as shown
in Figure 2.5a. Transverse G550 specimens show almost no
uniform elongation, but do have limited elongation at the
fracture as shown in Figure 2.5b. The diagonal test speci-
men results in Figure 2.5c indicate that uniform elongation
is limited outside of a
1
2
in. zone around the fracture, while
local elongation occurs in the fracture gauge as well as in
the adjoining gauges. These results show that the G550
steel ductility depends on the direction from which the
tensile coupons are obtained. The steel does not meet the
Dhalla and Winter requirements described above except for
uniform elongation in the longitudinal direction.
The study by Rogers and Hancock (Ref. 2.5) also
investigated perforated tensile coupons to determine
whether the net section fracture capacity could be devel-
oped at perforated sections. Coupons were taken in the
longitudinal, transverse, and diagonal directions as
described in the preceding paragraph. Circular, square,
and diamond-shaped perforations of varying sizes were
placed in the coupons. It was found that despite the low
values of elongation measured for this steel, as shown in
Figure 2.5, the load carrying capacity of G550 steel as
measured in concentrically loaded perforated tensile
coupons can be adequately predicted by using existing
limit states design procedures based on net section fracture
without the need to limit the tensile strength to 75% of
80 ksi as speci®ed in Section A3.3.2 of the AISI Speci®ca-
tion.
2.4 EFFECTS OF COLD WORK ON
STRUCTURAL STEELS
Chajes, Britvec, and Winter (Ref. 2.6) describes a detailed
study of the effects of cold-straining on the stress-strain
characteristics of various mild carbon structural sheet
Chapter 2
46
steels. The study included tension and compression tests of
cold-stretched material both in the direction of prior
stretching and transverse to it. The material studied
included
1. Cold-reduced annealed temper-rolled killed sheet
coil
2. Cold-reduced annealed temper-rolled rimmed
sheet coil
3. Hot-rolled semikilled sheet coil
4. Hot-rolled rimmed sheet coil
The terms rimmed, killed, and semikilled describe the
method of elimination or reduction of the oxygen from the
molten steel. In rimmed steels, the oxygen combines with
the carbon during solidi®cation and the resultant gas rises
through the liquid steel so that the resultant ingot has a
rimmed zone which is relatively purer than the center of
the ingot. Killed steels are deoxidized by the addition of
silicon or aluminum so that no gas is involved and they
have more uniform material properties. Most modern
steels are continuously cast and are aluminum or silicon
killed.
A series of signi®cant conclusions were derived in Ref.
2.6 and can be explained by reference to Figure 2.6. The
major conclusions are the following:
1. Cold work has a pronounced effect on the mechan-
ical properties of the material both in the direction
of stretching and in the direction normal to it.
2. Increases in the yield strength and ultimate
tensile strength as well as decreases in the ducti-
lity were found to be directly dependent upon the
amount of cold work. This can be seen in Figure
2.6a where the curve for immediate reloading
returns to the virgin stress-strain curve in the
strain-hardening region.
3. A comparison of the yield strength in tension with
that in compression for specimens taken both
Materials and Cold Work of Forming
47