Hancock G.J., Murray Th.M., Ellifritt D.S. Cold-Formed Steel Structures to the AISI Specification
Подождите немного. Документ загружается.


framework. Farm buildings, storage sheds, and grain bins
are typical applications, although such construction has
historically been used for industrial buildings as well.
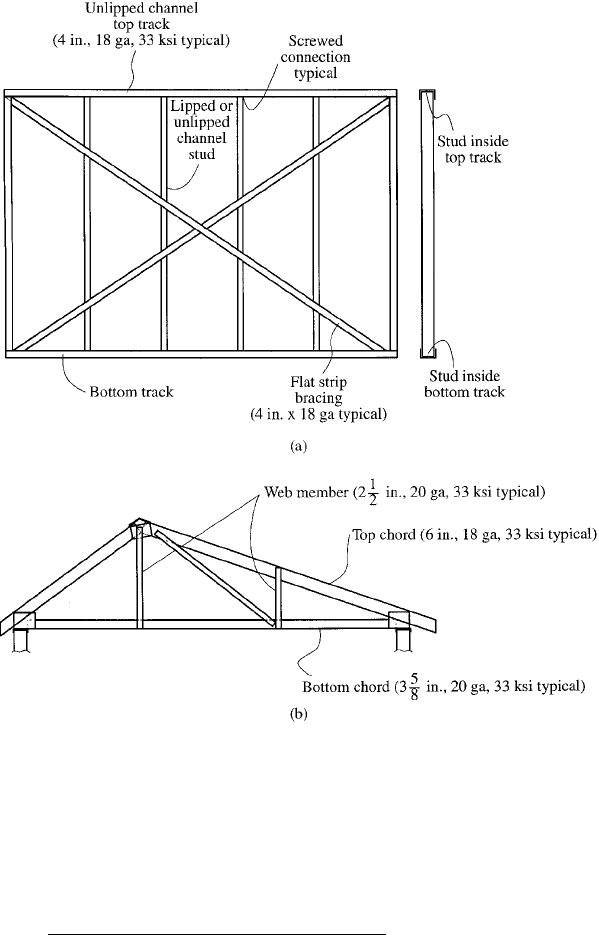
Residential framing: Lipped and unlipped channels,
made to the same dimensions as nominal 24s, and some-
times known as ``steel lumber,'' are typically used in the
walls of residential buildings. Larger channel sections are
used as ¯oor and ceiling joists, and roof trusses are
commonly made of small channel sections screwed or
bolted together. Some examples are shown in Figure 1.7b
for a simple roof truss and in Figure 1.7a for wall framing.
Steel ¯oor and roof deck: Formed steel deck is laid
across steel beams to provide a safe working platform and a
form for concrete. It is normally designated as a wide rib,
intermediate rib, or narrow rib deck. Some deck types have
a ¯at sheet attached to the bottom of the ribs which creates
hollow cells providing raceways for electrical and other
cables. This bottom sheet may be perforated for an acous-
FIGURE 1.3 Sliding clip and ®xed clip.
Chapter 1
8
tical ceiling. Typical examples of each of these decks are
shown in Figure 1.2.
Some decks have embossments in the sloping sides of
the rib that engage the concrete slab as a kind of shear key
and permit the deck to act compositely with the concrete.
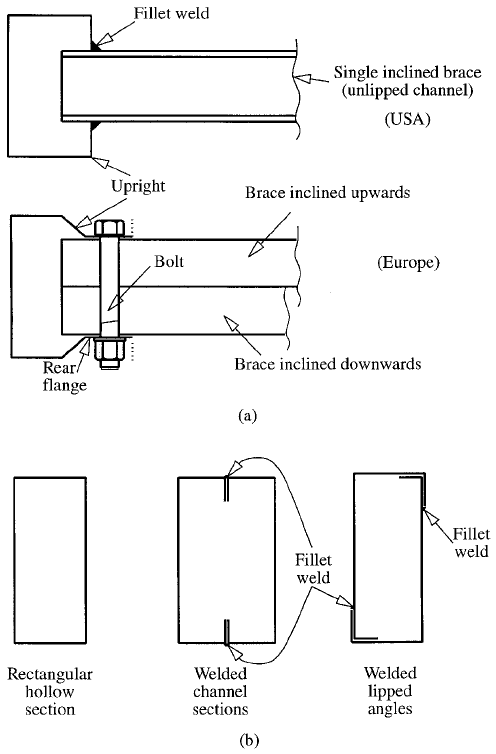
FIGURE 1.4 Storage rack sections: (a) plan view of uprights and
bracing; (b) pallet beam sections.
Introduction
9

It is not common to use a concrete slab on roofs, so roof
deck is generally narrow rib so that it can provide support
for insulating board. A typical narrow rib roof deck is
shown in Figure 1.2.
Utility poles: All of the foregoing may lead the reader
to think that ``cold-formed'' means ``thin sheet.'' It is often
surprising to one not familiar with the subject that cold-
formed structures may be fabricated from plates up to 1 in.
thick. (In fact the 1996 AISI Speci®cation declares that it
covers all steel up to an inch thick.) A good example is a
type of vertical tapered pole that may be used for street
lights or traf®c signals. It is dif®cult to make a 90
bend in a
FIGURE 1.5 Steel storage rack.
Chapter 1
10
1 in.-thick plate, and even if it could be done it would
probably crack the plate, but it is feasible to make a 60
bend. Such poles are generally octagonal in cross section
and are made in halves that are then welded together.
Because they are tapered, they can be stacked to attain
greater height. An example of this kind of cold-formed
structure can be seen in Figure 1.8.
Automotive applications: All major structural
elements can be used, but normally hat sections or box
sections are used. Several publications on this subject are
available from the American Iron and Steel Institute.
Grain storage bins or silos: Grain bins usually consist
of curved corrugated sheets stiffened by hat or channel
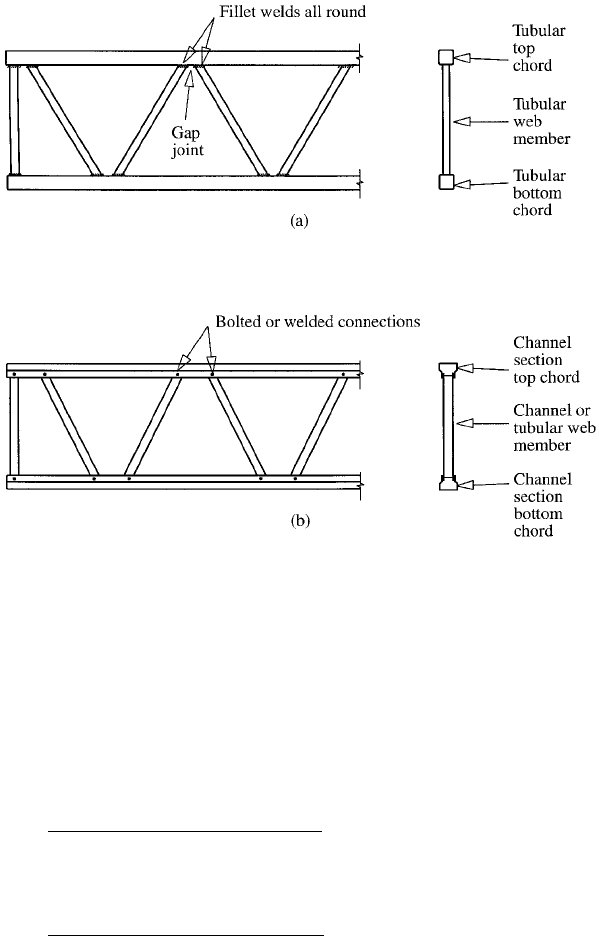
FIGURE 1.6 Plane truss frames: (a) tubular truss; (b) channel
section truss.
Introduction
11
sections. While the AISI Speci®cation for cold-formed struc-
tures does not deal speci®cally with such structures, the
same principles can be applied. A good reference on this
kind of structure is Gaylord and Gaylord (Ref. 1.8).
Cold-formed tubular members: Hollow structural
sections (HSS) may be made by cold-roll-forming to produce
FIGURE 1.7 Residual construction: (a) wall framing; (b) roof truss.
Chapter 1
12

a round, which is then closed by electric resistance welding
(ERW). The round shape can then be used as is or further
formed into a square or rectangle. Examples are shown in
Figure 1.9.
1.6 MANUFACTURING PROCESSES
Cold-formed members are usually manufactured by one of
two processes: (1) roll forming and (2) brake forming.
1.6.1 Roll Forming
Roll forming consists of feeding a continuous steel strip
through a series of opposing rolls to progressively deform
the steel plastically to form the desired shape. Each pair of
rolls produces a ®xed amount of deformation in a sequence
FIGURE 1.8 Cold-formed steel utility poles.
FIGURE 1.9 Typical tubular sections.
Introduction
13
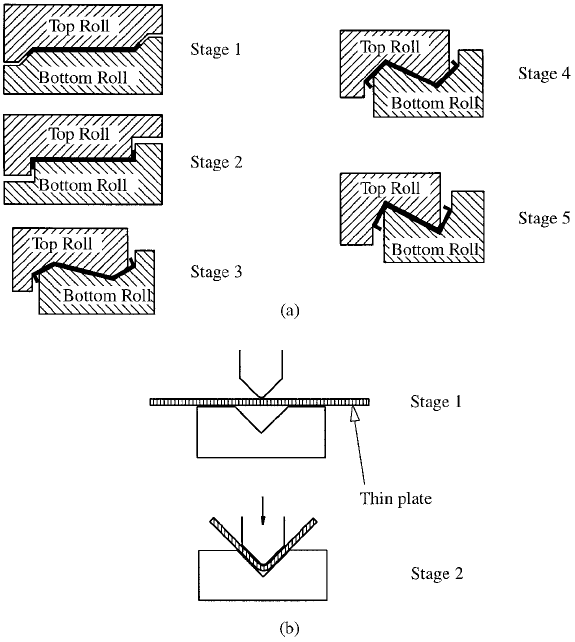
of the type shown in Figure 1.10. In this example, a Z
section is formed by ®rst developing the bends to form the
lip stiffeners and then producing the bends to form the
¯anges. Each pair of opposing rolls is called a stage, as
shown in Figure 1.11a. In general, the more complex the
cross-sectional shape, the greater the number of stages that
are required. In the case of cold-formed rectangular hollow
sections, the rolls initially form the section into a circular
section and a weld is applied between the opposing edges of
the strip before ®nal rolling (called sizing) into a square or
rectangle.
1.6.2 Brake Forming
Brake forming involves producing one complete fold at a
time along the full length of the section, using a machine
called a press brake, such as the one shown in Figure 1.11b.
For sections with several folds, it is necessary to move the
steel plate in the press and to repeat the braking operation
several times. The completed section is then removed from
the press and a new piece of plate is inserted for manufac-
ture of the next section.
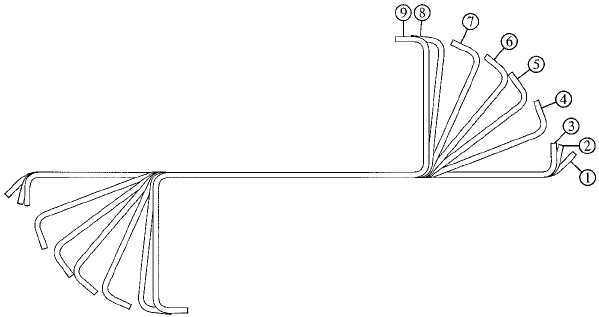
FIGURE 1.10 Typical roll-forming sequence for a Z-section.
Chapter 1
14
Roll forming is the more popular process for producing
large quantities of a given shape. The initial tooling costs
are high, but the subsequent labor content is low. Press
braking is normally used for low-volume production where
a variety of shapes are required and the roll-forming tool-
ing costs cannot be justi®ed. Press braking has the further
limitation that it is dif®cult to produce continuous lengths
exceeding about 20 ft.
FIGURE 1.11 Cold-forming tools: (a) roll-forming tools; (b) brake
press dies.
Introduction
15
A signi®cant limitation of roll forming is the time it
takes to change rolls for a different size section. Conse-
quently, adjustable rolls are often used which allow a rapid
change to a different section width or depth. Roll forming
may produce a different set of residual stresses in the
section when compared with braking, so the section
strength may be different in cases where buckling and
yielding interact. Also, corner radii tend to be much
larger in roll-formed sections, and this can affect structural
actions such as web crippling.
1.7 GENERAL APPROACH TO THE DESIGN
OF COLD-FORMED SECTIONS
1.7.1 Special Problems
The use of thinner material and cold-forming processes
result in special design problems not normally encountered
in hot-rolled construction. For this reason, the AISI Cold-
Formed Speci®cation has been produced to give designers
guidance on the different modes of buckling and deforma-
tion encountered in cold-formed steel structures. In addi-
tion, welding and bolting practices in thinner sections are
also different, requiring design provisions unique to thin
sheets. A brief summary of some of these design provisions
follows.
1.7.2 Local Buckling and Post-Local Buckling
of Thin Plate Elements
The thicknesses of individual plate elements of cold-formed
sections are normally small compared to their widths, so
local buckling may occur before section yielding. However,
the presence of local buckling of an element does not
necessarily mean that its load capacity has been reached.
If such an element is stiffened by other elements on its
edges, it possesses still greater strength, called ``postbuck-
ling strength.'' Local buckling is expected in most cold-
Chapter 1
16
formed sections and often ensures greater economy than a
heavier section that does not buckle locally.
1.7.3 Effective Width Concept
In the ®rst speci®cation published by the American Iron
and Steel Institute in 1946, steel designers were introduced
to the concept of ``effective width'' of stiffened elements of a
cold-formed section for the ®rst time. The notion that a ¯at
plate could buckle and still have strength leftÐpostbuck-
ling strength as it was calledÐwas a new concept in steel
speci®cations. To have this postbuckling strength required
that the plate be supported along its edges or ``stiffened'' by
some element that was attached at an angle, usually a right
angle. These stiffening elements are achieved in cold-
formed steel by bending the sheet.
Because cold-formed members typically have very
high width-to-thickness ratios, they tend to buckle elasti-
cally under low compressive stress. However, the stiffened
edges of the plate remain stable and a certain width of the
plate close to the corners is still ``effective'' in resisting
further compressive load. The problem is to determine how
much of the original width of the plate is still effective. This
is called ``effective width,'' and formulas for calculating it
were developed under the leadership of Dr. George Winter
at Cornell University in the early 1940s. These effective
width formulas appeared in the ®rst Cold-Formed Speci®-
cation in 1946 and remained unchanged until 1986.
Plates that had a stiffening element on only one edge
were called ``unstiffened.'' These did not require calculation
of an effective width, but were designed on the basis of a
reduced stress.
Until 1986, there were only stiffened and unstiffened
elements. Examples of each are shown in Figure 1.12a. An
element was deemed stiffened if it had an adequate stif-
fener on both edges of the element. The stiffener could be
``edge'' or ``intermediate,'' as shown in Figure 1.12b. The
Introduction
17