FTA (изд-во). Flexography: Principles And Practices. Vol.1-6
Подождите немного. Документ загружается.

The press is typically equipped with one or
two spindles capable of rewinding rolls to a
diameter of 30" to 40" (762 mm to 1016 mm).
These spindles are independently driven.
Depending on the control mechanism, the
product will be wound under a constant
torque, a constant tension or a controlled
taper tension. Turret rewinds are also avail-
able for continuous operation.
Another means of delivery is in a sheeted
form, known as sheeting. Narrow-web press-
es have a die slot located immediately after
the exit nip and pacing rollers. Ty p i c a l l y, a
rotary crosscut tool is placed in this position
to cut the product to the desired length.
Through-cutting tools are also used in this
position to cut the product into special
shapes. The individual pieces are collected
in either a stacker or a conveyor for easy
bundling and removal. A stacker will gather
the items in a vertical stack. A conveyor will
shingle the pieces horizontally. The stacker
or conveyor must be located immediately
adjacent to the cutting tool. After the web is
cut, only its momentum carries the piece to
the delivery unit. After the product is in the
stacker or conveyor, an acceleration section
transports the individual pieces and creates
a slight gap between them.
The delivery of cut-to-shape folding car-
tons often requires a specialized system. The
unique shape of the cartons, and the need to
minimize waste, create situations where
multiple shapes are interleaved or “nested.”
x To create individual stacks in these cases, it
is necessary to laterally separate the cartons,
or to “de-nest” them. The stackers and con-
veyors used for this process are highly spe-
cialized. Unique delivery systems are also
incorporated into the flat bed die-cutters
used to shape cut folding cartons. These
delivery systems must have the capability to
remove both the waste and the cartons from
the die cutter, as well as to de-nest them.
Narrow-web presses can also be equipped
to deliver the product as a fan-folded stack.
With this delivery system, a perforated web
is fed into a fan-folding and conveying sys-
tem, which is timed to the press speed either
mechanically or electronically. Fan-folding
is commonly used for EDP labels and for
pharmaceutical labels.
PRESSES AND PRESS EQUIPMENT 33

34 FLEXOGRAPHY: PRINCIPLES & PRACTICES
W
hile this discussion on
web tension applies
mostly to flexographic
presses, it is also rele-
vant for coaters, lami-
nators, slitters, winders,
sheeters and other machines familiar to the
flexographer.
Web-tension control is a very important
function of any web-process machine
because it determines, in large part, the
machine’s production efficiency and the
product’s quality. Inadequate tension control
can severely limit the performance of new
machines. And modern tension controls,
retrofitted to older machines in good condi-
tion, can raise performance to equal or some-
times beyond that of the newest machines.
Web breaks and wrap-ups around driven
rolls (caused by slack web) are only the
most obvious consequences of inadequate
tension control. Here are some others:
• loss of color-to-color registration while
running at speed, splicing or changing
speed;
• deformation of web due to stretching or
wrinkling;
• print-length variations; interleaving of slit
webs; web shifts side-to-side;
• curling or wrinkling of laminating webs;
• variation of coating thickness;
• unwind or rewind core crushing;
• reduction of machine speed to accom-
modate web-handling problems or sheet
length;
• excessive waste of web material; inabili-
ty to run a wide range of web thickness-
es, widths or materials;
• the need for excessive labor to operate
the machine; and
• in general, poor productivity and high
waste.
Many of these problems are simply accept-
ed as normal and are not usually attributed
to web tension, as they should be. However,
anyone who experiences these problems
and recognizes the relationship can improve
efficiency, and profits, by using better ten-
sion-control methods.
TENSION ZONES
A typical flexographic press has more than
one tension zone. This separation exists
because the process in any individual zone
may require a different tension level or pat-
tern than the processes in other zones.
A tension zone is that length of web that
extends from one tension-affecting device
(TAD) to the next. Typical tension-affecting
devices are: unwind or rewind core shaft
with attached motor, clutch or brake; driven
rolls; braked rolls; nip rolls where at least
one roll is driven or braked; drag bars; and
any other device that may add or subtract a
significant amount of tension to or from the
web. Printing, coating or slitting stations are
not normally considered to be tension-
affecting devices, even though driven rolls
are involved because the web is not gripped
firmly. An exception is the gravure printing
station, which uses a high-pressure nip and
driven rolls. The following describes the dif-
ferent tension zones.
Unwind Tension Zone
Constant tension from full roll to core is
desirable here. Any significant deviation
Tension Systems

from constant tension may be reflected in
the next tension zone, causing problems
there. The unwind tension level should be
equal to or less than the tension used while
winding the roll. Greater tension can cause
the roll to tighten on itself and telescope.
This problem is more serious with smooth,
low friction materials than with rough or
sticky webs.
Extensible webs, such as polyethylene and
unsupported vinyl, are run with much lower
tension than nonextensible webs, such as
paper or foil, to prevent wrinkling, stretch-
ing and reduction of width.
Intermediate Tension Zone
Constant tension is also desirable here,
but the level may be higher or lower than the
unwind tension. The process, the web mate-
rial, and its thickness and width usually
determine the correct tension. Extensible
films must be run with low tension to pre-
vent stretching, which causes short print
lengths and curling upon release of tension.
Rewind Tension Zone
Either constant or tapered tension is used
in this zone. The choice is determined by the
web material, the buildup ratio (full roll
diameter divided by core diameter) and the
tension capability of the rewind drive.
Usually, buildup ratios (full roll:core size) of
more than 5:1 require tapered tension, which
refers to a tension profile having less tension
at the full roll than at the core. A profile hav-
ing a decrease of 40%, for example, is said to
have 40% taper; full roll tension is 60% of
core tension.
The rewind-tension profile is almost
always dictated by the necessity to produce a
good quality rewound roll rather than by prior
processes in the machine. But this priority is
only possible if the rewind tension zone is
effectively isolated from the tension in the
preceding zone by an efficient nip-roll system.
If the nip is not a good isolator, rewind ten-
sion will affect tension in the preceding zone
and the rewind-tension profile may have to be
adjusted to accommodate its requirements,
consequently roll quality may suffer.
Low-friction web materials, such as plas-
tics and high gloss paper, are normally
wound with high taper, 50% or more, while
extensible webs are wound with low taper or
constant tension. Webs requiring high ten-
sion and large buildup ratios need high taper
to keep from exceeding the capability of the
rewind drive. For example, a roll wound with
50% taper requires half the horsepower of the
same roll wound with constant tension.
Table 1 lists some common converting
materials and some typical tensions for
them. The values shown come from practice
rather than theory, so they may be different
from those listed in charts from other
sources. However, they closely represent
tensions actually used by converters.
Tension is often used to correct web-han-
dling problems. For example, the web may
have a loose edge, so the machine operator
increases tension to stretch the web and elim-
inate the looseness. Or the web may not track
properly through the machine so, once again,
tension is increased to correct the problem.
Unfortunately, this adjustment may create
other problems such as web breakage,
stretching, wrinkling and print-length varia-
tion. It would be more beneficial to correct the
cause of the web-handling problems than to
create more problems by increasing tension.
TENSION DRIVES
Tension dirves fall into two catergories:
motors or brakes and clutches.
Motors
Both alternating current (AC) and direct
current (DC) motors can be used as tension
drives. Direct current motors may be used in
all tension zones, but they are most common
in the intermediate tension zone and least
PRESSES AND PRESS EQUIPMENT 35
36 FLEXOGRAPHY: PRINCIPLES & PRACTICES
often used in the unwind zone, where the
additional expense and complication of a
regenerative controller as compared with a
brake controller can not usually be justified.
In the rewind zone, when the roll approach-
es maximum diameter and the DC motor
operates at high torque and low speeds, aux-
iliary blowers are needed to cool the motors.
The commutators and brushes may suffer
overheating and burning if the motor is left
stationary under high torque output, condi-
tions which exist when the machine is
stopped for a while and full tension is main-
tained. However, in spite of these shortcom-
ings, DC motors are commonly used because
they have the following advantages: they are
usually smaller than eddy current clutch/AC
motor units of the same horsepower; their
dynamic response is faster than any clutch;
their minimum torque output is quite small,
which permits operation at low tensions; and
they are more energy-efficient than a clutch.
Alternating-current motors are gaining
popularity for use in intermediate tension
zones. Their advantages are low cost and low
maintenance (no commutators, slip rings or
brushes). But the controllers that operate the
motors are quite complicated and are not
available for large horsepower units, and fur-
thermore torque output tends to be jerky at
low speeds. DC motors are the choice for
intermediate tension zones and eddy current
clutches, or for rewinds. The trend is toward
dual-disk pneumatic brakes for unwind ten-
sion development because of their wide
torque range and high heat capacity.
Brakes and Clutches
Brakes are usually used to create tension
in the unwind zone. There are several differ-
ent kinds, including manually actuated fric-
tion devices, pneumatic brakes with either
single or dual disks, electric friction brakes
and electric magnetic-particle brakes.
It is hard to imagine any case where a man-
ually actuated friction brake would be the
best choice, except possibly on laboratory
test machines, small pilot lines or inexpen-
sive, low-production machinery. Pneumatic
brakes, whether air cooled or water cooled,
can dissipate much more heat than electric
types. They also have a wider torque range,
especially those that have been designed
specifically for tension control (constant
slip) applications. So they are most desirable
when high speeds, high torque and wide ten-
Table 1
MATERIAL TENSION
(per mil per inch of width)
Acetate .50 lb.
Foil (aluminum) .50 lb.
Foil (copper) .50 lb.
Cellophane .75 lb.
Nylon .25 lb.
Polyethylene .12 lb.
Polyester .75 lb.
Polypropylene .25 lb.
Polystyrene 1.00 lb.
Saran .15 lb.
Vinyl .05 lb.
Paper* (per inch of width)
15 lb. .40 lb.
20 lb. .50 lb.
30 lb. .75 lb.
40 lb. 1.25 lb.
60 lb. 2.00 lb.
80 lb. 3.00 lb.
100 lb. 4.00 lb.
*based on 3,000 sq. ft. ream
Paperboard (per inch of width)
8 pt. 3.0 lb.
12 pt. 4.0 lb.
15 pt. 4.5 lb.
20 pt. 5.5 lb.
25 pt. 6.5 lb.
30 pt. 8.0 lb.
TYPICAL TENSION FOR
WEB MATERIALS

sion ranges are involved. In addition, most
pneumatic tension brakes are available with
linings having several different coefficients
of friction. They can be installed in combina-
tions on the same brake and also have multi-
ple cylinders that can be turned on or off as
needed to produce the desired torque. These
brakes also produce the lowest minimum
torque of any brake, which makes them
most desirable for low-tension applications.
Electric friction brakes are usually cheap-
er than pneumatic brakes and are simpler to
apply because no compressed air is needed.
But they have limited torque range and can
dissipate only a fraction of the heat. They
may also squeak because of the metal-to-
metal rubbing contact necessary to com-
plete the magnetic circuit. Minimum torque
tends to be high because of residual magnet-
ism and drag.
Electric magnetic-particle brakes are dif-
ferent because they have no surface-to-sur-
face rubbing contact. Instead, they produce
torque by forming linkages of particles, sim-
ilar to iron filings, in the gap between the
rotating and stationary members. The parti-
cles arrange themselves in the gap along the
magnetic flux lines produced by the electric
current in the coil of the brake. Strength of
the linkages (and therefore torque) varies
with strength of the field, which is deter-
mined by the current.
Magnetic-particle brakes are well suited
for very-slow-to-moderate-speed applica-
tions. Torque output at slow speed is very
smooth because the stick/slip condition
caused by rubbing contact in other types of
brakes is missing. They are also completely
sealed, preventing wear products from being
released to the environment. Compared with
pneumatic brakes, their minimum torque is
high and heat dissipation ability low.
The clutch versions of the brakes listed
above are sometimes used to create tension
in the rewind zone. The comments made for
the brakes also apply to the clutches.
Eddy-current clutches are another type of
non-contact, variable-torque electric clutch.
They are available in sizes ranging from less
than 1 horsepower to over 100 horsepower,
with an attached AC motor. They are typical-
ly used on rewinds because of their high
heat-dissipation capability and smooth
torque output. Also, they can be easily con-
trolled by a simple, variable-voltage power
supply and can remain “parked” at full torque
output for long periods without damage.
PRESSES AND PRESS EQUIPMENT 37
38 FLEXOGRAPHY: PRINCIPLES & PRACTICES
B
rakes, clutches and motors can
only create tension and therefore
a method is needed to adjust the
torque of these devices in order to
produce the correct web tension.
There are only two tension con-
trol systems: the machine operator or some
kind of automatic controller.
MANUAL SYSTEMS
Manual tension-control systems require
the machine operator to judge the tension in
the web and make appropriate adjustments
to the brake, clutch, or motor torque or
speed by hand. Such systems are called
“open loop” because the torque or speed out-
put does not depend on what is happening in
the machine, only on the person making the
adjustments. Skill, experience and constant
adjusting are required to achieve a satisfac-
tory result. The machine operator is the ten-
sion controller and the quality of control
depends on that person’s judgment, skill and
attentiveness. The machine operator must
compensate for changes in machine, speed,
roll diameter, brake and web characteristics,
and quality, with nothing more to help him
than his best guess and experience.
Consequently, manual tension-control sys-
tems provide tension profiles that are very
erratic, and change from roll to roll over time
and from operator to operator. Manual con-
trol is best used in slow machines having
small diameter unwind and rewind rolls
where product quality and material waste are
not important.
Roll Diameter Followers
Roll followers are an improvement on
manual control systems. There are three
basic types: follower arms, sonic range find-
ers and diameter computers. All measure the
diameter of the unwind or rewind roll and
adjust the brake or clutch torque as it
changes. Torque adjustment is the basic func-
tion of any unwind and is proportional to
diameter change according to the formula:
TORQUE TENSION DIAMETER
2
This torque adjustment process is some-
times mistakenly called “taper tension,” but
the correct term is “taper torque.” Taper ten-
sion refers to the rewinding tension control
Roll followers are not true tension con-
trollers. The machine operator manually sets
tension, and the roll follower only compen-
sates for roll diameter variation. There is no
compensation for speed changes, brake fade
or other factors affecting web tension.
Follower arms have a roller or wheel on the
end of a lever arm attached to a rotary posi-
tion sensor. The wheel rides on the roll sur-
face and the arm rotates as the roll diameter
changes. The sensor detects the arm move-
ment and signals the controller to adjust
brake or clutch torque accordingly.
The follower arm is the simplest and least
expensive type of roll follower. But it has two
disadvantages. First, it requires touching the
stock roll surface, which is not always desir-
able, and it gets in the way of loading and
unloading rolls. Second, setting torque is
more difficult than with the other types.
Roll followers eliminate the constant read-
justment required by manual systems and
Tension Control Systems

free the machine operator for other tasks.
However, they share some of the disadvan-
tages of manual systems.
There is no compensation possible for
speed changes, brake fade, temperature and
humidity variation, web characteristic varia-
tion, and other factors affecting tension.
With a roll follower system, setting correct
tension remains difficult, as this is done
manually by guessing.
Non-Contact
Roll Diameter Followers
Sonic range-finders operate by bouncing
sound waves off the roll surface and measur-
ing the time it takes to make the trip. Most
systems use the same sonic transmitter/
receiver unit found in Polaroid cameras. As
the roll diameter changes, the range-finder
control unit adjusts brake or clutch torque
accordingly to maintain roughly constant
tension.
Diameter computers use tachometer gen-
erators or pulse generators to measure roll
rpm and web speed. The two speeds are then
electronically divided to produce an output
voltage that varies directly with the roll diam-
eter. As with other types of roll followers, the
diameter signal is fed to a control unit that
adjusts brake or clutch torque to maintain
more or less constant tension.
Range finders and diameter computers are
mechanically and electronically more com-
plicated and expensive but do not require
touching the roll and don’t get in the way of
loading and unloading the rolls.
INTERMEDIATE TENSION
OR DRAW SYSTEMS
“Draw” controls are used only in interme-
diate zones. The nip rolls at the upstream end
of the zone are slaved to the main drive either
mechanically or electrically. The nip is over-
sped a small amount, stretching the web and
creating tension (or draw) in the zone.
The most common mechanical draw sys-
tem has a continuously variable speed trans-
mission driving the nip with a shaft from the
main drive gear train. The transmission’s out-
put speed is adjusted manually with a hand
wheel. The speed range is quite small, usual-
ly ±0.5% of the input speed.
Electrical draw systems eliminate the
need for a driveshaft. Instead, a speed-regu-
lated DC motor drives the nip following a
speed-reference signal from the main drive.
The draw is accomplished by an operator
adjustment that over-speeds the nip motor.
Using digital techniques, very precise speed
control is possible, with a draw accuracy of
.05% or better.
The correct draw is arrived at by trial and
error and, for best results, must be reset each
time a change is made in web thickness,
width, speed or material. Moisture content of
paper webs must also be considered and the
draw adjusted accordingly. Excessive draw
will cause web breaks, stretching and wrin-
kling. Inadequate draw results in folding and
wander or sideways drift.
AUTOMATIC CONTROLS
Automatic control systems relieve the
operator of the need for constant manual
adjustments of the tension level. While they
do not require a great deal of skill and expe-
rience, their greatest benefit is vastly im-
proved tension control.
There are several kinds of automatic ten-
sion-control systems, each with its own
advantages and disadvantages. However,
keep in mind that no automatic system will
eliminate tension problems caused by
mechanical deficiencies or poor-quality web
material. The effects of bad bearings, bent
shafts, worn gears and bad machine design
can not be negated simply by installing an
automatic tension-control system, no matter
how sophisticated. To get the most from an
automatic system, the machines must be
PRESSES AND PRESS EQUIPMENT 39
40 FLEXOGRAPHY: PRINCIPLES & PRACTICES
properly designed and in good condition,
particularly when low tensions and extensi-
ble or low-friction webs are involved.
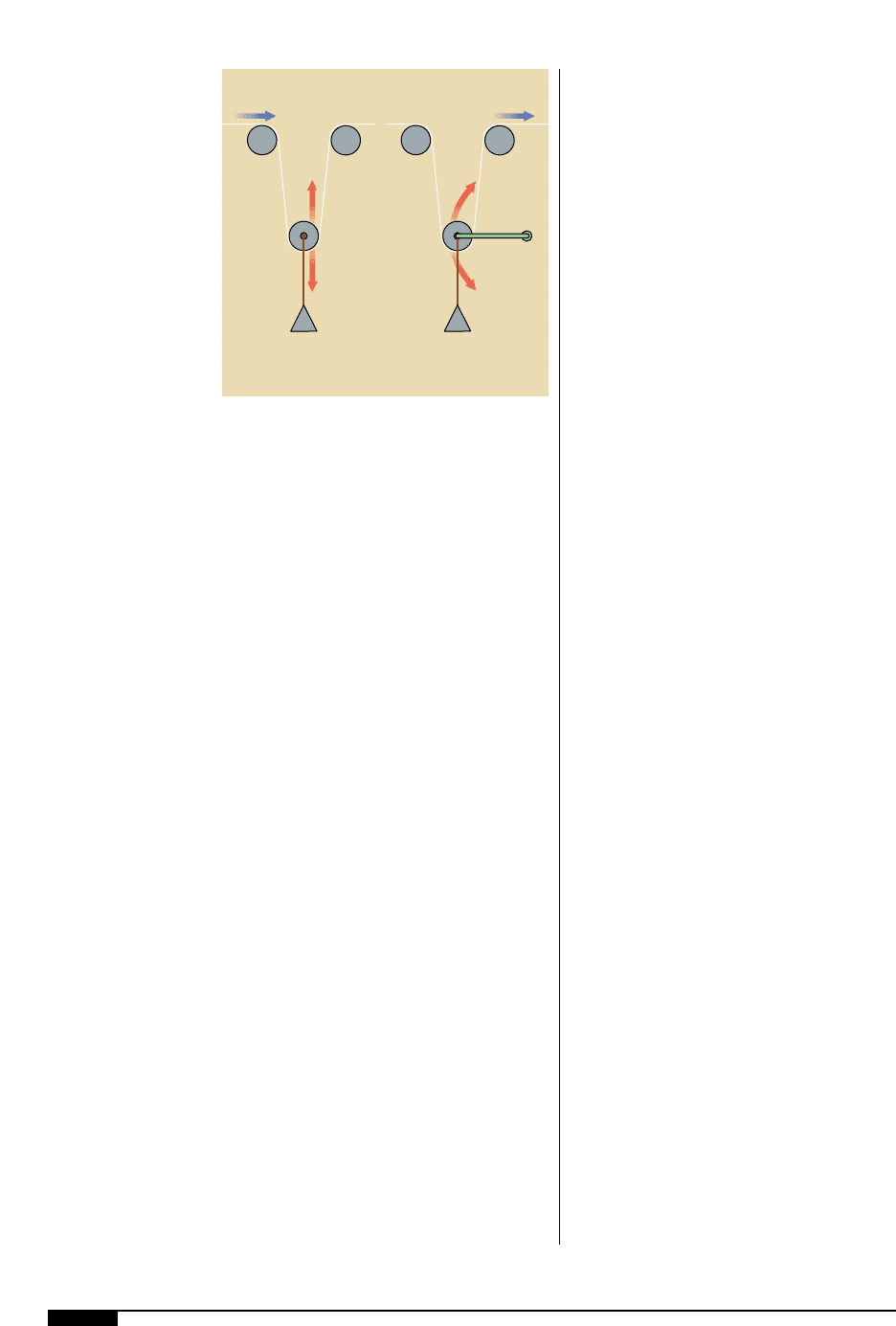
Dancer Roll Systems
A dancer is an idler roll that is free to
move in a straight line or arc under the influ-
ence of web tension (Figure
1@
). A counter-
force created by a weight or air cylinder
opposes the tension force, and a sensor is
connected to the dancer to detect its posi-
tion. The position signal is fed to a regulator,
where it’s compared to a desired-position
signal, usually representing the mid-point of
the dancer travel, set by the machine opera-
tor. In theory, the counter-force is equal to
about twice the desired web tension, and
the dancer will maintain position in the mid-
dle of its travel as long as this condition
exists. If tension increases, the dancer will
rise, moving the sensor and signaling the
controller to reduce torque, allowing the
dancer to return to its original position. If
tension decreases, the opposite sequence
occurs. Tension is determined by adding or
removing weights to the roll, or by varying
air pressure to a loading cylinder according
to a chart set up to show the relationship
between pressure and tension.
Dancers are mechanically complicated and
require at least two other properly positioned
idler rolls (one before and one after the
dancer) to operate. These rolls require extra
space in the machine. A properly designed
dancer is lightweight so it can react quickly,
but strong so it won’t deflect and steer the
web to either side. Its mechanism must also
be designed with very low friction in its mov-
ing parts so it can react to small changes in
tension. Motion dampers, such as shock
absorbers, should never be used to stabilize
its movement because they degrade the
dancer’s sensitivity and response time, caus-
ing excessive tension fluctuations.
Dancers usually begin to have difficulty
maintaining control at web speeds over 500
feet per minute because of the inherent fric-
tion and inertia of the dancer itself and the
relatively low gain (sensitivity) of its con-
troller. Low tensions and wide tension
ranges are a problem for dancers, again
because of friction, inertia and low gain. The
dancer roll will oscillate or “hunt” along its
travel path, causing tension variations, web
length variation and shifting to the side. If
the hunting is severe, the dancer may reach
the ends of its travel and causes web breaks
or slack in the web, resulting in wrap-
arounds. This disrupts the printing, coating
or other process taking place in the machine
and causes waste and loss of quality. The
typical cures for hunting are to mechanical-
ly dampen the dancer’s movement or bypass
the dancer and operate manually. The result
is degradation of tension control, which
results in waste, reduced productivity and
poor product quality. Dancer systems are
most suitable for moderate web speeds and
narrow tension ranges.
Disadvantages of Dancer-roll Systems. Dan-
cers are actually position controllers, not
tension controllers. Tension plays an inci-
dental part in the operation of the system.
Dancer systems do not measure or display
tension. Dancers must move to operate,
therefore they always disturb and change
the length of web in their tension zone. This
1@
A dancer roll is an idler
roll that is free to move
in a straight line or arc
under the influence of
web tension. A counter-
force is created to
oppose the tension
force, and a sensor is
connected to the dancer
to detect its position.
Pivoting
Dancer
Pivot
Linear
Dancer
WW
1@
movement may actually cause some of the
problems associated with inadequate ten-
sion control.
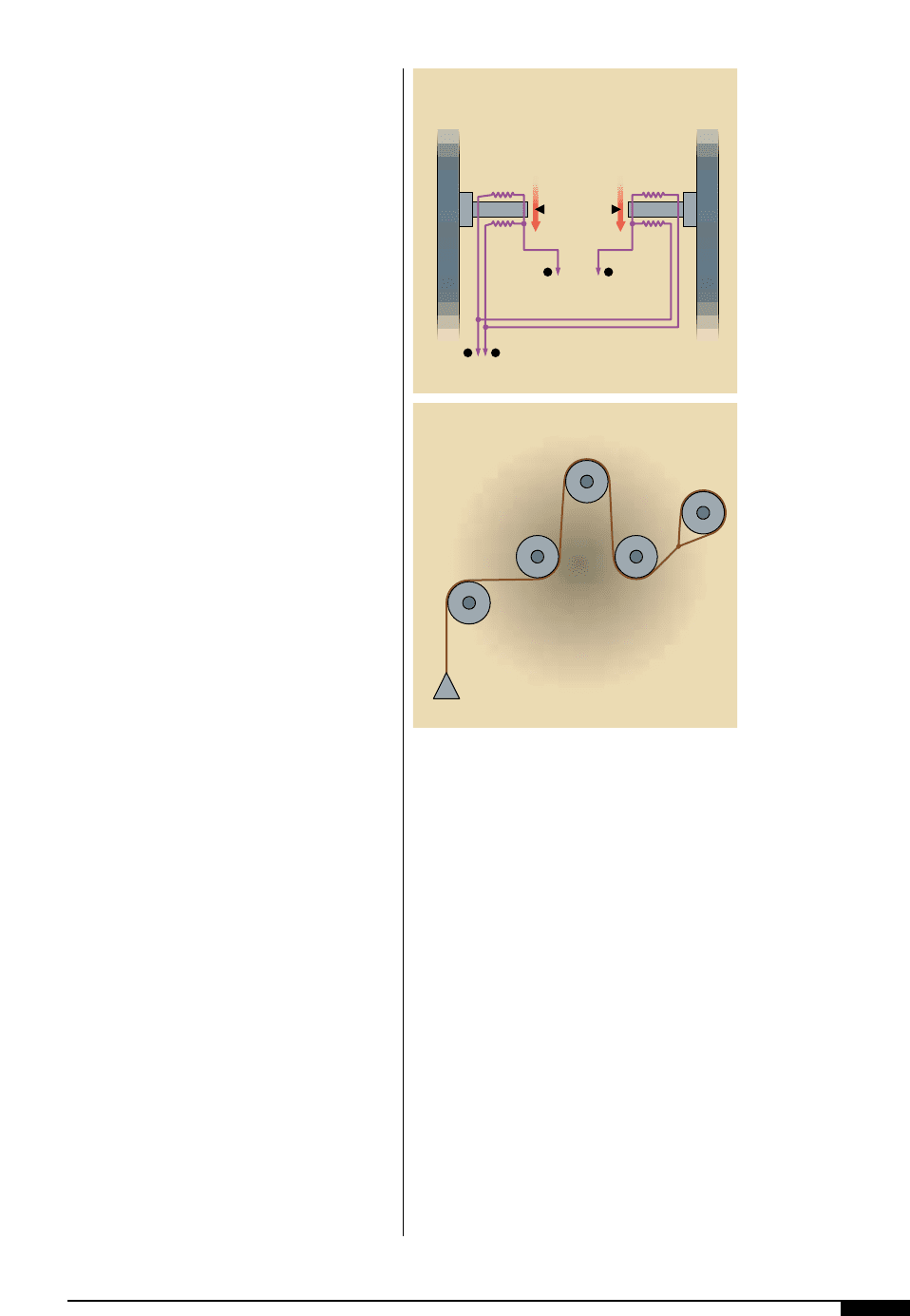
Tension Transducer Systems
Tension transducer systems are specially
designed force transducers that measure
actual web tension. They are normally used in
pairs, installed on each end of an ordinary
idler roll. Most transducers use either strain
gauges or variable inductors to develop a volt-
age proportional to tension and are accurate
to within 1%. Sometimes a single transducer
is used, but accuracy is very poor because
transducer output becomes dependent on
web width, the placement of the web relative
to the transducer, and the location of the
tightest part of the web, which can change
continuously throughout a roll of material.
Dual transducer systems are not subject to
these factors because the transducers are
electrically connected so that their outputs
are averaged (Figure
1#
).
Transducer output is displayed on an ana-
log or digital meter. The most useful arrange-
ment has a meter that is calibrated to display
actual total web tension expressed in
pounds, ounces, grams, newtons or any
other suitable unit. Sometimes the meter is
calibrated to read 0% to 100% of some arbi-
trarily assigned maximum tension value.
This arrangement is clumsy because the
maximum tension must be remembered and
then multiplied by the meter reading to
determine the actual tension. The only
advantage is for the manufacturer, who has
to make only one type of meter scale.
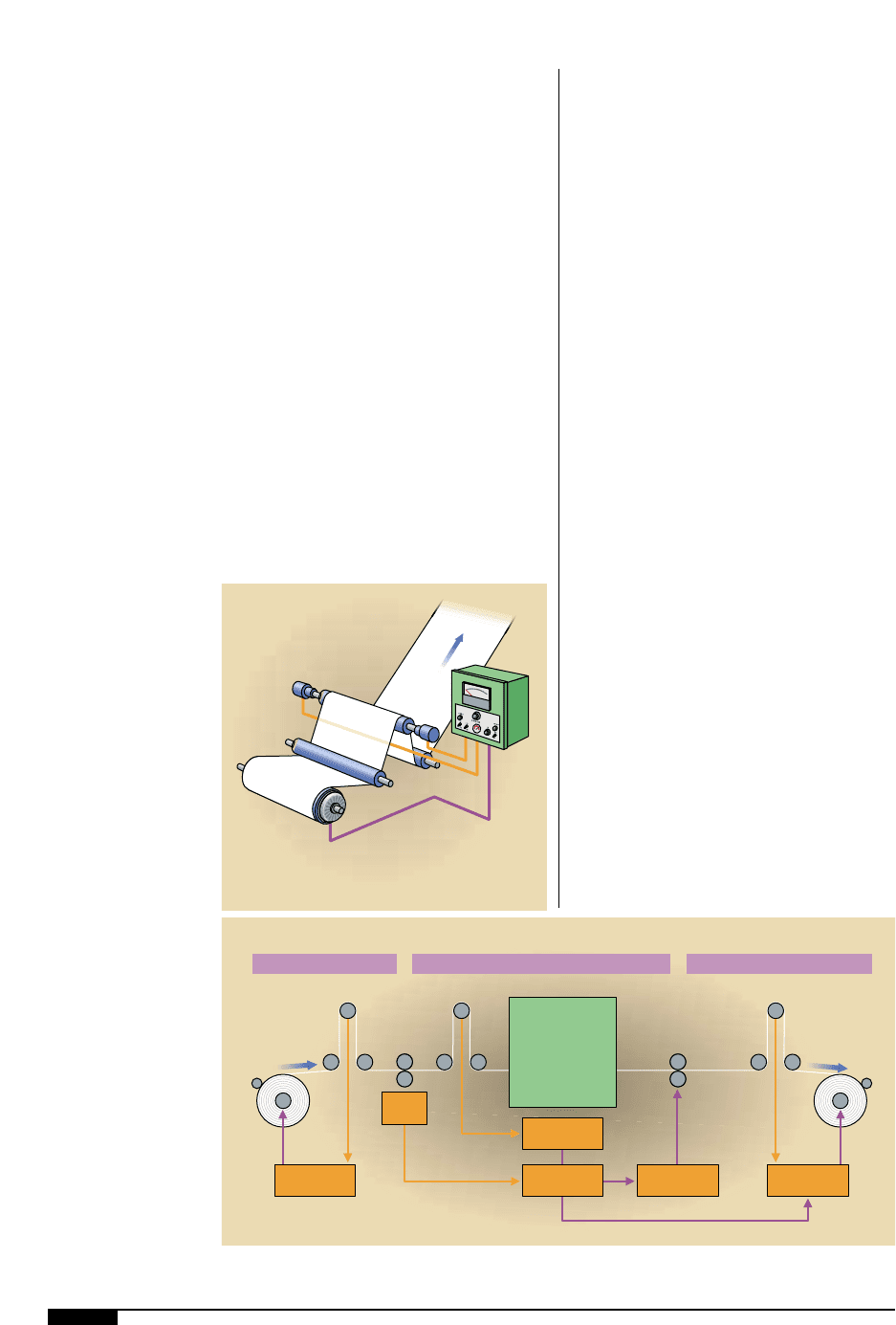
Meter calibration is very simple and quick
(Figure
1$
). Required equipment comprises
a small screwdriver, a rope and a known
weight of at least 20% of the meter full scale.
To calibrate: Turn the power on, turn the
“zero” adjustment on the circuit card so the
meter reads zero. Run the rope over the
transducer roll in exactly the same path the
web follows, and tie one end in the machine.
Attach the known weight to the other end
and let it hang free. Turn the “calibrate”
adjustment on the circuit card so the meter
reads the same as the weight.
Transducers are made in many different
sizes, load ratings and mounting styles.
Transducers are selected in a two-step pro-
cedure. First, decide which mounting style is
best for the particular use. Second, deter-
mine the load rating. The appropriate load
rating depends on the weight of the idler roll
mounted in the transducers, web tension
and wrap angle. These factors are consid-
ered in simple mathematical formulae to
arrive at the correct load rating. Unlike
dancers, transducers take up no extra space
and don’t need specially located rolls.
The analogue indicator is the simplest kind
PRESSES AND PRESS EQUIPMENT 41
1#
In a dual transducer
system, the transducers
are electronically
connected so their
outputs are averaged.
1$
To calibrate a transducer
output meter, a rope is
run over the roll in the
same path the web
follows. A weight is
attached to one end of
the rope, and the meter
is adjusted until it
matches the value of
the weight.
+
–
+
–
Left
Transducer
Tension Signal
(Output)
Force Due to
Tension in
Web, F+
Right
Transducer
TT
CC
5 Volt DC Excitation
(Input)
Machine
Frame
Machine
Frame
Rope
Transducer
Roll
W
1#
1$
42 FLEXOGRAPHY: PRINCIPLES & PRACTICES
of transducer system. It consists of a pair of
transducers; an enclosure with a display
meter on the front, containing a circuit card
to excite the transducers and amplify their
output; and a pair of interconnecting cables.
The circuit card usually has voltage and cur-
rent outputs that are proportional to tension
and can be fed directly to variable-speed dri-
ves, recorders or computers.
The transducer system does not directly
control tension by itself. Controllers also indi-
cate tension but, in addition to being dis-
played on the meter, the tension signal is fed
to a regulator circuit where it is compared
against a desired tension signal set by the
machine operator. The regulator outputs a
voltage or current to a servo valve, motor,
brake or clutch to automatically control ten-
sion in a “closed loop” control scheme.
Closed loop tension systems are very accu-
rate because actual web tension is measured
continuously and compared against the
desired tension set by the operator. The regu-
lator circuit automatically adjusts its output
to eliminate any difference between actual
and desired tensions. The term “closed loop”
comes from the fact that the output of the sys-
tem (tension in this case) is fed back to the
input. The output forms a continuous path
through the regulator and back to the input,
circulating endlessly in an unbroken loop.
There are two kinds of transducer systems:
full control and tension trim. Full-control sys-
tems have torque outputs completely deter-
mined by the transducer signal (Figure
1%
).
If tension is very high, output will go to zero.
This type of control system is used on
unwinds and rewinds but not in the interme-
diate zone.
Tension trim systems operate in interme-
diate zones and use the transducer signal to
vary the motor, clutch or brake torque with-
in a narrow range, typically ±10% of operat-
ing level, which is determined by another
signal, usually speed (Figure
1^
). The trans-
ducer signal allows the system to control
tension and will automatically compensate
for variations in speed, drive accuracy and
web thickness to maintain proper tension.
1%
Full control transducer
systems have torque
oututs completely
determined by the
transducer signal.
1^
In this tension control
system, the transducer
signal allows the system
to control tension and
will automatically
compensate for
variations in speed,
drive accuracy and web
thickness to maintain
proper tension.
1%
Unwind Brake
Control
Main Tension
Setting
Line Speed
Tachometer
Intermediate
Drive Control
Main
Drive
Unwind
Main Print or Intermediate
TT
M
B
Printing
Process
Rewind
Rewind Brake
Control
T
M
M
1^