FTA (изд-во). Flexography: Principles And Practices. Vol.1-6
Подождите немного. Документ загружается.


2 FLEXOGRAPHY: PRINCIPLES & PRACTICES
ACKNOWLEDGEMENTS
Author/Editor: Peter Basler, Bobst Group (Corrugated Postprint)
Ed Engledow, Fife Corporation (Web Inspection and Guiding)
Kurt Freye, Windmoeller & Hoelscher (Wide Web)
Peter Kershner, Mark Andy, Inc., (Narrow Web)
Contributors: George Cusdin, Flexographic Printing Services
Jim Mack, Langston
Gordon McGee, Webtron
Richard Harrison, Ward Machinery Co.
Special thanks to Langston for illustrations 67, 69-75, 78, 81-86, 88-89.

FPRESSES AND PRESS EQUIPMENT 3
T
here are so many kinds of press-
es, auxiliary equipment and in-
line operations that it’s virtually
impossible to review all the
available combinations. How-
ever, each of these subjects will
be reviewed sufficiently to provide an under-
standing of flexo printing presses and their
related equipment.
In recent years, more and more flexo
presses have been supplied with in-line oper-
ations, such as laminating and/or coating,
die cutting, etc. Therefore, an understanding
of how these operations are incorporated
into the press is beneficial. Do not confuse
in-line operations with in-line presses. In-line
presses are just that – a specific variety of
printing press as described elsewhere in this
chapter. In-line operations are applications
other than printing that are performed on
other equipment that has been combined
with the press. A separate section in this
chapter has been devoted to in-line process-
ing with the narrow web press. There is also
a complete chapter devoted to the corrugat-
ed post-print operation.
Historically, the flexographic web printing
industry has been broken down into two
basic web configurations: wide web and nar-
row web. Web widths range from 6" on a
small adhesive label press, to over 150" on a
newspaper press. The break point between
the definition of narrow web and wide web
has been in the range of 20" to 24". That is to
say, web widths up to 24" may be considered
narrow web and web widths over 20" may be
considered wide web, leaving an area for
dispute. The term “mid-web presses” has
come into usage for a class of presses that,
although not strictly defined, has a web
width that lies somewhere in the range
between 20" and 47". For this publication,
narrow web is defined as being web widths
up to 20". Anything above 20" is considered
wide web.
The flexo web press has four major com-
ponents: the unwind with in-feed, the print-
ing section, the dryer and the rewinder with
out-feed. The auxiliary equipment, such as
web guides, web viewers, powder spray
units, air shafts, etc., are also important in
the overall operation of the flexo press.
There are many models and designs of this
equipment and each component will be cov-
ered in detail in other chapters.
Introduction
T
here are three basic types of wide
web flexographic printing press-
es: stack, central impression
cylinder and the in-line press.
Generally, these presses are used
for printing flexible packaging
materials, but they also do narrow web, cor-
rugated and publication printing operations.
Regardless of the end product, the printing
principles remain fundamentally the same.
THE STACK PRESS
In the stack press (Figure
b
), individual
color stations (sometimes called sections or
decks) are stacked one over the other on one
or both sides of a main press frame. Each
color station is driven through gear trains
supported by the main press frame. Stack
presses are made with one to eight color sta-
tions, although the most common configura-
tion is a six-color press.
FPRESSES AND PRESS EQUIPMENT 5
Wide-Web Presses
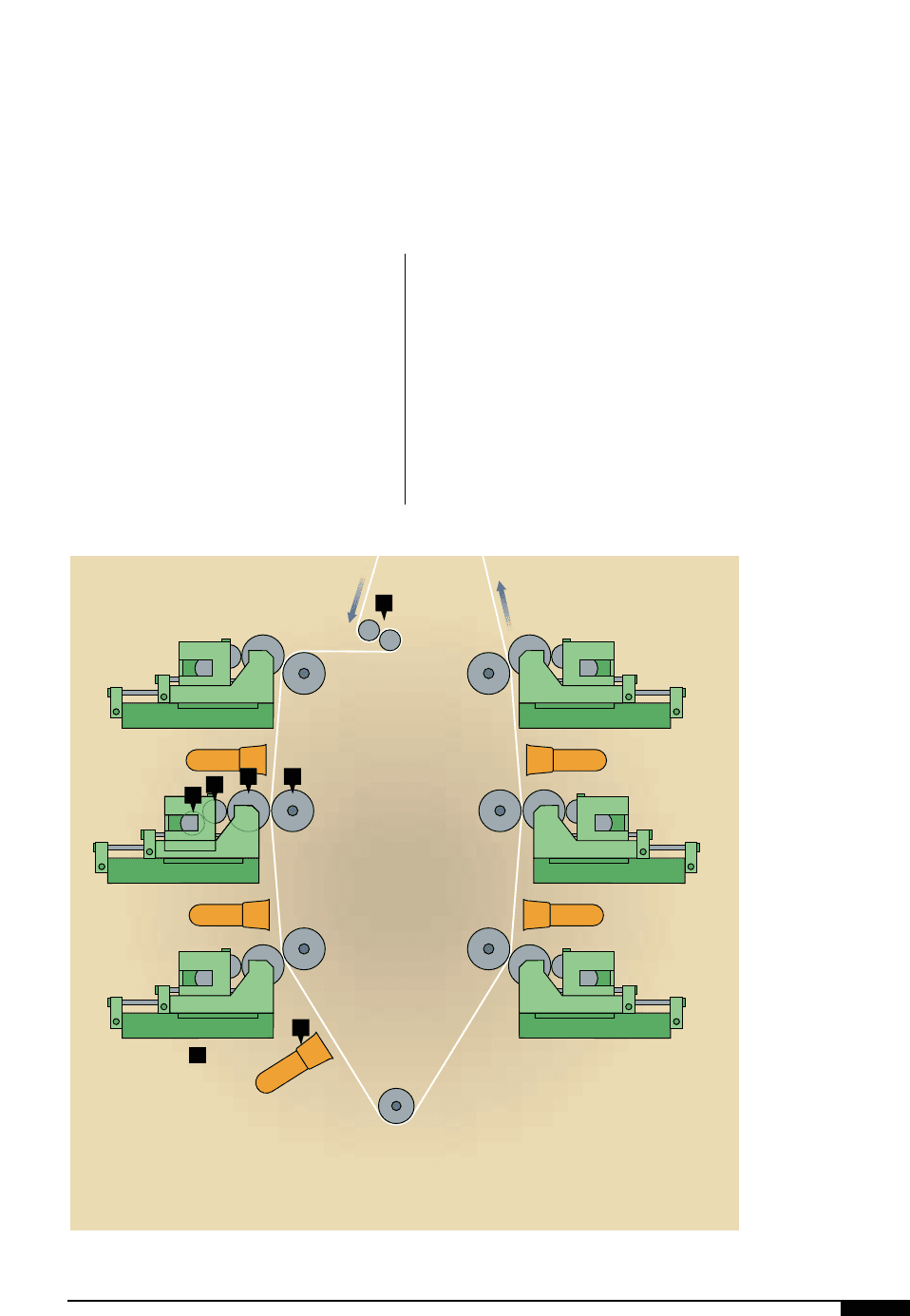
b
A typical 6-color wide-
web stack press, where
individual color stations
are stacked one over
the other on one or
both sides of a main
press frame.
A
B
C
D E
G
F
A Infeed Tension Nip Rolls
B Metering Roll
C Anilox Roll
D Plate Cylinder
E Impression Roll
F Print Station
G Between Station Dryers
To Main Dryer
b
6 FLEXOGRAPHY: PRINCIPLES & PRACTICES
Stack presses have three main advantages.
First, the operator can usually reverse the
web to allow both sides to be printed during
one pass through the press. Various web-
threading arrangements allow complete ink
drying before the reverse side is printed, pro-
vided enough drying capacity is designed into
the area where the web passes between the
two series of stations. The second advantage
is the color-station accessibility, which facili-
tates changeover, wash-up, etc. The third
advantage is the ability to print large repeats.
The stack press has proved useful in many
applications and has been used to print on
almost every type of substrate. It does have
limitations that don’t make it completely
acceptable for some applications. When
printing substrates that are extensible or of
extremely thin gauges, the stack press is
generally restricted to color registrations
that do not require greater accuracy than
±0.0312". When heavier gauge materials are
being printed, such as papers, laminated film
structures and others that can tolerate fairly
high web tension values, the stack press can
profitably produce commercially acceptable
registered products.
The stack press lends itself well to appli-
cations such as printing in-line with other
types of machinery. These add-ons may
include extruders, bag machines, sheeters,
laminators or other equipment.
With some special color-station designs,
it’s possible to have 360° register on each
station and independent engaging and disen-
gaging to allow the remaining part of the
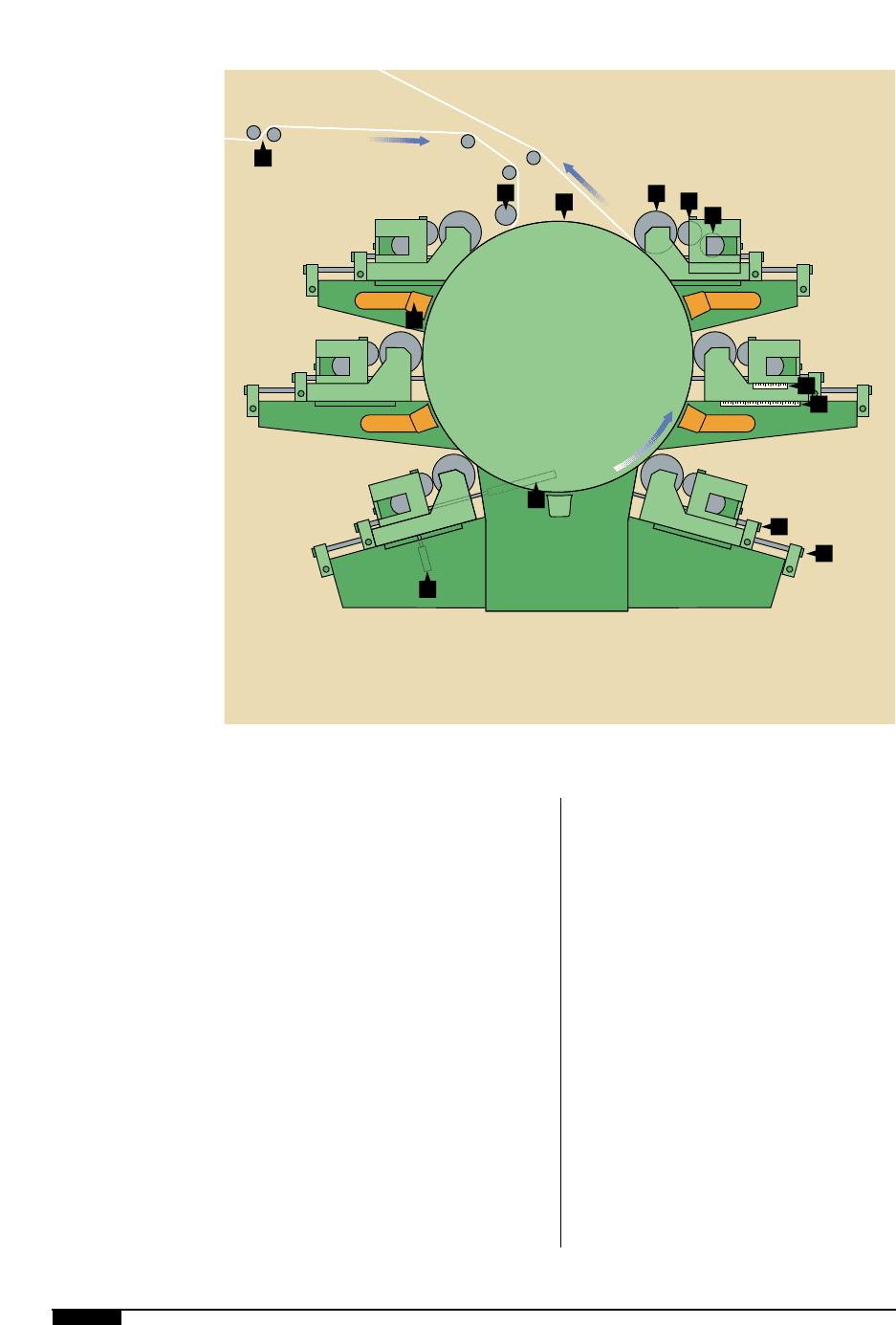
C A typical six-color
central impression
press supports all of its
color stations around a
single impression
cylinder.
A
B
C
K
J
I
D
E
F
G
G
H
H
A In Feed Guide
B Nip Roll
C Central Impression Cylinder
D Inter Station Dryer
E Hydraulic Vertical Lock
F Hydraulic Horizontal Lock
G Fine Impression Adjustment
H Impression Indicators
I Metering Roll
J Anilox Roll
K Plate Cylinder
c

machine to operate. The stack press also has
been used both as a coating and tinting (all-
over coloring) machine. Since each color
station is independent from the others, it is
easy to mechanically arrange various rota-
tions of the inking parts. It is also possible to
change the web lead to flood coat a sheet, or
print coatings in a standard fashion. These
techniques have been applied in the pre-
printing of corrugated liner material.
THE CENTRAL
IMPRESSION PRESS
The central impression press, sometimes
called a drum, common impression or CI
press, supports all of its color stations around
a single steel impression cylinder mounted in
the main press frame. (Figure
c
). The
impression cylinder supports the web, which
is thereby “locked” to the cylinder as it pass-
es all color stations. This configuration helps
prevent register shift from color to color.
Since the greatest advantage of the central
impression cylinder press is its ability to
hold excellent register, it has become the
mainstay of the converting industry. Also,
with graphic designs becoming more com-
plicated and the demand for process printing
remaining steady, the positive register ability
of the CI press makes it suitable for all types
of substrates. The most common press in
use today is still the six-color central impres-
sion press, although this is being superceded
by the eight-color CI press. Even ten-color CI
presses are being now built.
Impression cylinders of various diameters
have been used. At first, four-color presses
were the most common, and they generally
used 30- or 36-diameter impression cylin-
ders. To get better speed and allow room for
interstation drying, impression cylinders up to
60" were used for four-color presses. The first
six-color central impression cylinder presses
used 83" diameter cylinders. The latest eight-
color central impression presses have cylin-
ders up to 94" in diameter. As drying tech-
niques have improved and the distance
required for drying between colors has
decreased, smaller impression cylinders have
come back into use. The most common eight-
color single impression cylinder press today
has an 89" (2.26 meter) diameter cylinder.
Thanks to advances in between-color dry-
ing, the adage that “larger cylinder presses
usually offer higher speeds” no longer
applies. In general, however, it is still possible
to get longer printing repeat lengths on the
larger impression cylinder presses than those
of smaller design.
The central impression press has found lim-
ited use when it comes to printing both sides
of a web during one pass through the press,
most commonly in tubular film printing.
Development of the CI Press
Beginning in late 1989, major technolog-
ical advances were made regarding con-
struction of wide web CI presses.
The first significant change was making the
individual printing deck a single piece cast-
ing. The previous manufacturing technique
utilized a pair of machined side frames joined
together by two or more bolts on transverses.
The new development required major ad-
vances in machine tool design and construc-
tion. However, it was immediately apparent
that a single piece cast deck provided a more
stable platform from which to print.
Simultaneous with the development of sin-
gle piece cast decks was the elimination of
all the hydraulics on these presses, replaced
by digital electronic and pneumatic controls.
This change eliminated the messy hydraulic
operation and maintenance problems asso-
ciated in the past with hydraulically actuated
printing decks.
Further enhancement to these decks was
brought about with the use of prismatic linear
recirculating ball guides, which are perma-
nently lubricated and preloaded, allowing
movement of the printing deck only in the
PRESSES AND PRESS EQUIPMENT 7

8 FLEXOGRAPHY: PRINCIPLES & PRACTICES
direction of the x-axis. Previous hydraulic
deck designs required the printing deck to
move in all three directions, i.e., along the x, y
and z axes in order to move the printing decks
forward and back, on and off impression, and
in or out of gear engagement.
Inherent in hydraulic deck construction is
the need for additional gaps between the vari-
ous metal pieces in order to allow for this
movement. Each additional gap between the
metal pieces, and movement along all three
axes allows for more movement of the print-
ing deck, and in turn more potential for regis-
tration errors and inaccurate impression set-
ting. The electronic decks allow movement
along only one axis, and therefore have a
more stable platform and a lower centerline of
the plate and anilox rolls relative to the print-
ing decks. These modifications result in better
print quality at higher speeds, which is a dis-
tinct advantage on jobs that previously were
not able to run as fast on hydraulic decks.
The new electronic decks were further
enhanced by using true closed-loop digital
stepping motors with built in encoders, feed-
ing back actual deck positions to the host
computer now controlling the printing
decks. This digital control enables the oper-
ator to set or reproduce previous impression
and register settings on the decks with a
high degree of accuracy and virtually 100%
reliability, something that is not possible
with hydraulic decks and their inherently
looser construction.
Modern CI presses also have fully auto-
matic plate cylinder-to-bull-gear-engagement
register systems. The best systems automati-
cally rotate each plate cylinder and its repeat
gear into initial register and engagement
position relative to each other, and then into
engagement with the bull gear to within
±0.0002" initial register accuracy, without
pulling any material through the press.
First developed during the late 1980s and
incorporated by virtually all wide-web press
manufacturers today, was the addition of
robotic cylinder loading/unloading systems
for both the plate and anilox rolls (Figure
d
).
The addition of these robotic loading systems
significantly reduces the potential for damage
to the press, anilox rolls, plate cylinders and
personnel, while speeding up overall change-
over times. Today, most wide-web presses are
ordered with a robotic cylinder system.
These robotic cylinder loading systems
have gone through a number of iterations by
various manufacturers; however, as of this
writing most robotic cylinder systems are
virtually 100% reliable.
Chambered doctor blades with automatic
wash-up systems, coupled with the advances
of electronic printing decks and robotic cylin-
der handling systems, have led to the devel-
opment of modern CI flexo presses controlled
via a central operator console. The various
press components – including unwind, in-feed
draw, printing deck movement, register cor-
rection, drying system temperature settings,
air flows, out-feed chill-roll draw settings, slit-
ter settings and winder settings – are all inte-
grated into the main operator console with
direct digital connections. The central con-
sole further reduces makeready times by
allowing operators to automatically preset all
these settings quickly and easily for later
recall of similar or same jobs, or to use as a
template for a family of jobs.
With the development of electronic print-
ing decks, robotic cylinder loading systems,
on press wash-up systems and automatic
gear engagement, it is now also possible for
press manufacturers to provide a safe system
for allowing operators to make ready unused
printing decks while the press is running at
full press speed. These free deck safe sys-
tems have proven to be economically viable
for those customers running three-, four- or
five-color jobs. However, with six colors or
more, the above-mentioned features allow
jobs to be changed fast enough while the
press is stopped, so as not to require the free
deck makeready system.
In recent years flexo has achieved print
quality comparable to gravure, and as a
result, more and more work from the
gravure sector is moving to flexo. This
increase in print quality has driven the devel-
opment of the 10-color CI press, since most
gravure jobs are up to 10 colors.
Central Impression Drum
Drum construction in a central impression
press can be of double-wall steel or cast iron.
In either case the drum will be temperature-
controlled by a heating/cooling device. As
markets have advanced in flexography, and
the product expected from a CI press has
improved to a high degree of excellence,
press manufacturers have been compelled to
hold more demanding tolerances in regard to
the CI drum. Very commonly employed today
is the use of digitally controlled heating/cool-
ing elements, which hold drum temperature
within a range of ±1° F. This close tolerance
is a necessary element in the printing excel-
lence being demanded of press manufactur-
ers and converters today. If the press experi-
ences variation in drum temperature, which
causes CI drum size variation, the operator
will be continually attempting to compen-
sate, causing missed impressions or over-
impression.
The CI cylinder, independent of its method
of construction, must be manufactured to
meet high Total Indicated Runout (TIR) char-
acteristics. It is very common today that
specifications on a new press dictate that the
drum not exceed 0.0003" TIR. Ideally, the
PRESSES AND PRESS EQUIPMENT 9
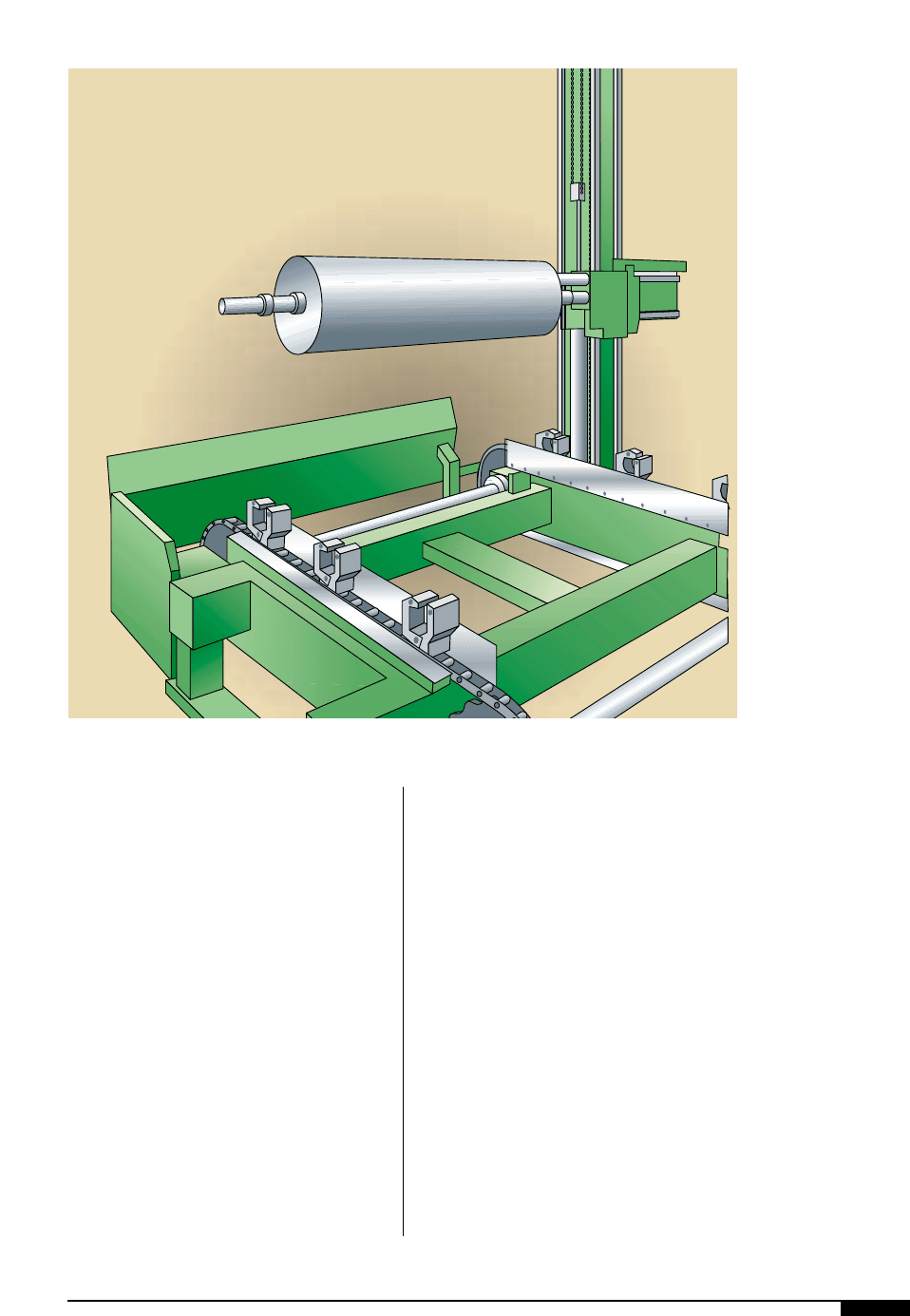
d
Modern wide-web
presses are almost
always ordered with
a robotic cylinder
loading/unloading
system, which helps
in reducing potential
damage to the press,
anilox rolls and plate
cylinders, as well as
personnel.
d

10 FLEXOGRAPHY: PRINCIPLES & PRACTICES
drum will be held to a lower actual number if
possible. Realizing that the TIR of the drum
will only be as good as the supporting journal
and bearings, manufacturers of presses are
demanding the use of printer-quality roller
bearings with a TIR of around 0.0002". The
use of custom hand-fit bronze bushings,
which were very prevalent in the past, is los-
ing favor with manufacturers today. The
bronze bushings must be constantly lubricat-
ed, usually with a lube pump. The advantage
of printer-quality roller bearings manufac-
tured to acceptable tolerances is that they
can be lubricated in a similar manner to a
gearbox (enclosed oil bath or grease pack).
IN-LINE PRESS
The in-line press is the third commonly
used type of wide-web press. Its color sta-
tions are separate, complete units horizontal-
ly mounted one to the other, and may be dri-
ven by a common line-shaft. In-line presses
can be manufactured with any number of col-
ors. This type of press can be easily designed
to handle various web widths, from narrow to
extremely wide, since a single frame need not
support all colors. The in-line press is com-
monly used in folding carton, corrugated post
print and multi-wall bag operations, as well as
in other special applications.
In-line presses are also common in narrow
web widths for printing pressure-sensitive
and standard label stocks, where they offer
the advantages of quick setup and accessi-
bility. This design is also used in those spe-
cialized areas where a specific product line
may need a press designed for short runs.
The in-line press has the versatility to print
on both sides of a given web by either turn-
ing the web over with the turning bar system
or using alternate threading. They can be
used to flood-coat where all-over coloring of
absorbent materials is required.
FOLDING CARTON PRESS
Folding cartons have been printed by flexo
for many years, but it has only been in the
past 10 years that the industry has started
using state-of-the-art central impression
presses for this application. Pizza cartons
illustrate the type of work that was originally
relegated to the flexo process. The ability to
print multi-colors in close register on wide
webs, however, has made the process more
attractive to other point-of-purchase folding
carton applications.
Normally the folding carton press is tied
in to an in-line process that would include
cutter-crease or platen die-cutting opera-
tions. In the past, most cutter-creasing oper-
ations were mated only with roto-gravure or
sheet fed offset presses. With the improved
quality of flexographic printing, the use of
water base or UV inks, and the lower cost of
equipment, converters can no longer ignore
the option of printing high quality folding
cartons flexographically.
Folding carton equipment differs as a
result of the substrate. Heavy board roll
stock is used, which requires higher tension
levels, larger idle rolls and more sophisticat-
ed splicing and control units. The unwind
section must handle 72" diameter rolls and
automatically splice them without an overlap
(butt splicing). Idle rolls must be of a large
enough diameter to eliminate the risk of
weakening the board fiber bond or creasing
the board.
From the unwind through the cooling
drum and to the out-feed unit, the press oper-
ator is dealing with the usual tension zones
and a constantly moving web. From this
point on to the cutter creaser or platen die-
cut section, the motion is intermittent (stop
and go). Web control is critical to both print
and die-cut register, as the printing must be
on a smooth flowing, tensioned web, and the
die-cutting on a stationary, relaxed web.
Electronic print sensors register the image
on the web to the die cutter.

PLATE CYLINDERS
The plate cylinder shaft and cylinder wall
may be of integral construction similar to the
roll body of the fountain roll and anilox roll, or
of a de-mountable type. Whether integral or
demountable, it must be very accurate. Its total
TIR should not exceed 0.001" for line work,
and 0.0005" for fine screen or process work
(some feel this should be reduced to 0.00025"
for process printing), when turned on its bear-
ing journals. Further, it should be made with a
taper not to exceed 0.0002" for every 12" of
face length, and should be dynamically bal-
anced to operate smoothly at high press
speeds.
Also, the roll diameter should be of such a
size that when the stickyback and rubber or
photopolymer plate is applied, the printing
plate will run at the proper gear pitch line.
Most wide-web flexographic presses are
equipped with either 0.25 circular pitch or 10
diametrical pitch gearing. European presses
have metric pitch gearing. For more details
on gears see pages 132-141.
Demountable Plate Cylinders
There are several different types of de-
mountable plate cylinders. They are com-
monly used where a converter may have sev-
eral different flexographic presses of about
the same width, but which require different
types or lengths of journal. So it’s possible to
make demountable plate cylinder shafts for
each press. Otherwise, it would be necessary
to have complete sets of cylinders for each
different press because the cylinder shaft and
gearing would not necessarily fit each press.
What plate system to use sometimes
becomes a question of cost. The tolerances
for demountable plate cylinders and shafts
must necessarily be the same as those for
integral-constructed cylinders. Cylinders
and shafts must be well maintained. Each
time a new cylinder is taken off or put on a
plate-cylinder shaft, its seating arrangement
should be checked for damage. When oper-
ating a demountable system, it is essential to
check the concentricity of the plate cylinder
each time it is reattached to a cylinder shaft
to make sure it is within the proper operat-
ing tolerances.
There are a few common ways of attaching
demountable cylinders to shafts. One type of
cylinder lends itself to having its end wall
heated so it will expand and slide over the
shaft. Upon cooling, the cylinder wall will
shrink into position. Another type of demoun-
table cylinder has a threaded opening on the
end wall (Figure
e
). The shaft is also thread-
ed and, when tightened with a spanner
wrench, the cylinder and shaft lock together.
Another type is locked into position with a
pressure system using a grease gun that fits in
the shaft. Still another type is fastened with
screws, activating a “hydraulic” system.
Whatever system you use, the require-
ments for consistency, taper, balance and
concentricity must be maintained for proper
printing. Demountable plate cylinders take
up less storage space, but they do require
extra time to reshaft for each new job.
SIDE AND CIRCUMFERENTIAL
REGISTER CONTROL
A number of devices are available to the
operator to adjust side and circumferential
registration. Most common is a mechanical
apparatus, such as a hand-wheel, which when
connected to the plate cylinder, will cause the
plate cylinder to be laterally moved.
Circumferential register can also be accom-
plished with a simple hand-wheel by allowing
the plate cylinder and associated gearing to be
connected to a helical gear. The male spline
clamped to the plate cylinder journal in con-
junction with a female spline will allow the
plate cylinder gear to slide forward and back
on the male spline to affect the circumferen-
tial register without affecting the side register
of the plate cylinder.
A number of hydraulic or electrical
PRESSES AND PRESS EQUIPMENT 11
12 FLEXOGRAPHY: PRINCIPLES & PRACTICES
devices can be designed and installed to
allow the operator not only convenient
access to the register controls but a degree
of automation. Normal use of automatic
deck positioning systems allows for the pos-
sibility of automatically centering both side
and circumferential register devices. With
properly positioned plates, the automatic
deck positioning system provides the opera-
tor, upon rack-in and gear mesh, a properly
registered print job very close to acceptable
quality without further adjustment.
The motor-operated type of registration
system, whether hydraulic or electric, can be
furnished with the capability to be pulsed –
that is, upon activation of a pushbutton or
switch, the units will be programmed to
move a certain increment. Incremental
movement is a great asset, especially for a
high-quality process print where fine register
capability is paramount. By providing the
capabilities for pulse registration, the opera-
tor has the ability to adjust and fine-tune reg-
istration from a remote area, such as a web
viewer or video monitor. The above capabil-
ity saves lost motion, which equates directly
to higher quality print with less waste.
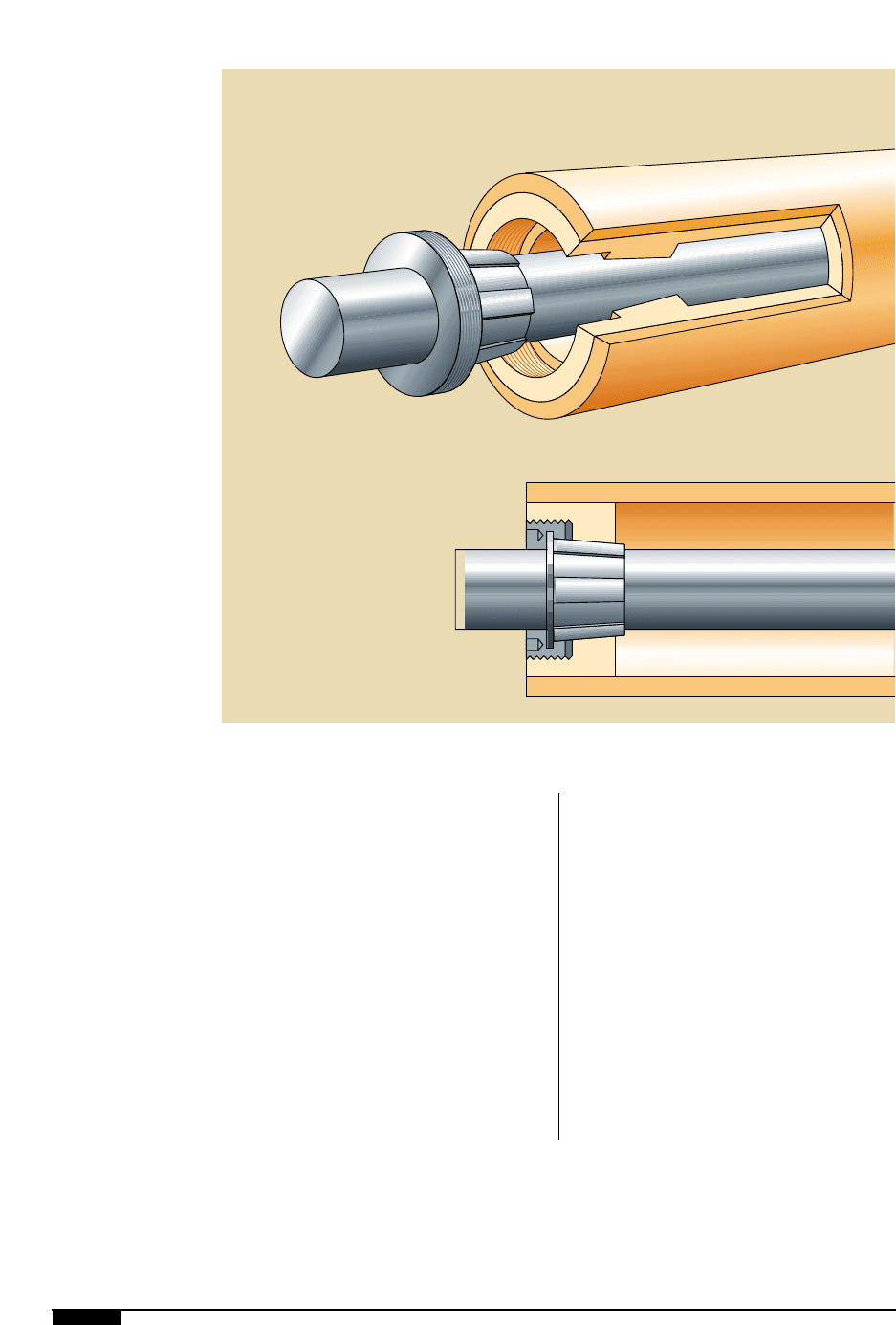
e
e
Demountable plate
cylinders help provide
consistency, taper,
concentricity and
balance during printing.
This type, a robotic
cylinder, has a threaded
opening on the end wall.
The shaft is also thread-
ed and, when tightened
with a spanner wrench,
it locks into the cylinder.