FTA (изд-во). Flexography: Principles And Practices. Vol.1-6
Подождите немного. Документ загружается.

High-density Polyethylene (HDPE). First intro-
duced in 1957, HDPE is the first “linear”
polyethylene. HDPE is characterized by den-
sities above 0.935 g/cc. This higher density
provides stiffness, toughness, good environ-
mental stress-crack resistance (ESCR) and
low-temperature properties. HDPE has
found wide use in many film markets, such
as merchandise bags, cereal/cracker box
liner, extrusions for improved barrier and
grocery sacks.
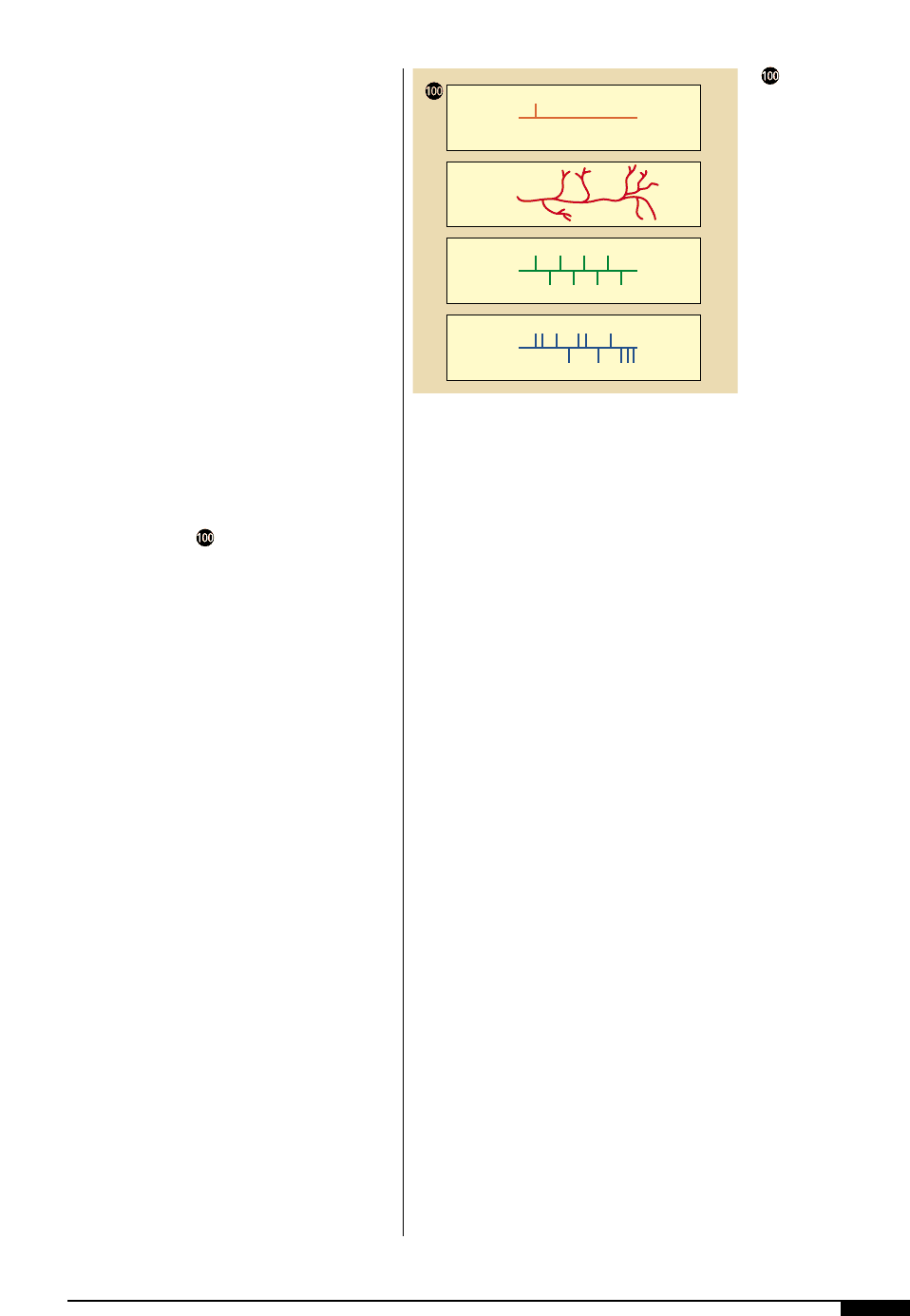
Linear Low-density Polyethylene (LLDPE). The
next oldest linear film, LLDPE, first appear-
ing widely in 1980, though grades were avail-
able commercially as far back as the 1960s.
Its density is generally 0.916 to 0.940 g/cc).
LLDPE has the same high-density backbone
but is characterized by the side chains as
shown in Figure .
Manufacturers can make up these side
chains from any number of different alpha
olefin copolymers, but commercially the
butene (four-carbon chain), hexene (six-car-
bon chain), and octene (eight-carbon chain)
LLDPE resins are used. Typical comonomer
content in 0.920 g/cc density LLDPE resins, a
workhorse film grade is 8% to 10%.
Properties vary with the type of alpha olefin
used. Overall, properties improve with
increase in short-chain branch length. This
means there is an increase in the tear
strength, tensile strength and impact
strength when going from butene to hexene
to octene.
Metallocene Polyethylene (mLLDPE). mLLDPE
is the latest in the linear polyethylenes to
arrive, with commercial production starting
in the 1990s. These resins derive their name
from the unique nature of the catalyst used
in their manufacture. The catalyst uses vari-
ous metals such as zirconium or other tran-
sition metals to produce a uniform or homo-
geneous resin, since the catalyst has only a
single site for the polymerization to take
place. “Single site” is another name for met-
allocene resins. These resins can range in
density from below 0.860 g/cc to 0.960 g/cc
and above, allowing them to possess the
properties of all the previously mentioned
resins. The main advantage of mLLDPE is
that as the density decreases the melting
point also decreases. This is unlike LLDPE,
where density has minimal or no effect on
melting point. Another advantage is the
lower odor and fewer extractables. These
resins also can incorporate many different
alpha olefins, but those generally available
are the butene, hexene and octene co-
monomers.
Physical Properties
Armed with the multitude of resins avail-
able, film producers multiply the various
possibilities by blending and coextruding all
of the above. In addition, film manufacturers
add color, slip, anti-block, antifog agents,
anti-stats and/or a variety of other items to
modify physical or surface properties. Other
variables include two- to nine-layer coextru-
sion, orientation and mechanical finishes,
such as embossed or matte patterns.
Various polyethylene resins/films do not
have a constant selling price. Each year, one
or more resins are in tight supply and cause
dramatic shifts in relative cost. Factors
affecting film price include, resin, additives,
gauge, surface pattern, production rate, roll
SUBSTRATES 163
Polyethylene families.
HDPE
LDPE
m-LLDPE
LLDPE
164 FLEXOGRAPHY: PRINCIPLES & PRACTICES
configuration and width/diameter of rolls.
Down-gauging has had a major influence
during the last 10 years. In most applica-
tions, down-gauging has been accomplished
by using different formulations incorporat-
ing linear low-density PE (LLDPE) (equal
stiffness and tear at a lower gauge).
Typical yields can be calculated from the
formula:
YIELD
27,690
(IN
2
/LB) DENSITY CALIPER
(GM/CC)
(MILS)
For example: a 2 mil white pigmented film
with a density of 0.96 has a calculated yield:
YIELD (in
2
/lb) 27,690 14,422 in
2
/lb
0.96 2
Typical film manufacturers produce a wide
Table 32
LLDPE LDPE LLDPE LDPE
PROPERTY CAST CAST BLOWN BLWON
Additives (ppm)
Slip 750 750 750 750
Anti-block 4,000 5,000 4,000 5,000
Melt Index 1 2 1 0.3
Density index 0.918 0.925 0.918 0.921
Gauge (mil) 1.0 7.0 2.0 2.0
Haze (%) 4.3 3.5 11 1.7
Gloss 45° (%) 84 87 67 75
Tensile Strength (psi)
MD
a
6,400 4,700 5,700 3,500
TD
b
2,200 2,200 5,700 3,400
Elongation (%)
MD
a
462 457 970 400
TD
b
550 535 1,080 800
1% Secant modulus (psi)
MD
a
42,000 47,000 33,000 28,000
TD
b
44,000 48,000 40,000 31,000
Elmendorf Tear (g)
MD
a
19 219 430 200
TD
b
501 112 560 260
Dart impact (g) 93 47 260 230
1
Machine Direction
2
Transverse or Cross-machine Direction
PROPERTY LDPE HDPE PP
Density 0.91–0.925 0.941–0.965 906
Tensile Strength (psi) 600–2,300 3,100-5,500 4,300–5,500
Elongation (%) 90–800 20–1,000 200–700
Impact Izod High 5–20 5–2
Resistance to heat (¡F) 180–212 250 225–300
Water Absorption (%) <0.15 <0.01 <0.01–0.03
TYPICAL FILM PROPERTIES
variety of products. Some key traits are clar-
ity (haze/gloss), sealing (initiation tempera-
ture/hot tack), tensile (at yield point/ulti-
mate/machine direction/transverse direc-
tion), stiffness (machine and transverse
secant modulus), barrier (moisture, MVTR/
oxygen, OTR/air) and surface additives.
Polyethylene films do not have the clarity
of a polypropylene-cast film, but have com-
parable prices. LDPE gloss can approach 85%
and 3%–5% haze, versus 90% or higher gloss
and 1.5% haze for polypropylene. Table 32
lists some typical film properties.
General resin types are linear LLDPE,
HDPE, LDPE, mLLDPE, random copolymer
polypropylene (RCPPP), and homopolymer
polypropylene (HPPP). Table 33 shows their
ranking from worst to best for clarity, stiff-
ness and sealing under equal circumstances.
Additives have a major impact on a film’s
physical characteristics and surface proper-
ties. Films should have only those additives
required for a specific application. Common
additives include:
Slip Agents – Erucamide and other fatty amides.
Slip agents lower the coefficient of friction
(COF). A lower COF means the film will have
a higher “slip” film. These additives migrate to
the surface and at a given parts per million
(ppm) additive-loading a 2-mil film will have
twice the amount of slip agent on the surface
than a 1-mil film. Negative aspects include
slip-agent buildup on the surface causing a
“greasy” feel. The slip agent appears as a
waxy powder which can build up on equip-
ment when processing and prevent inks or
adhesives from adhering to the film.
Anti-block – SiO
2
. Anti-block prevents blocking
(sticking) of adjacent layers of film. Anti-block
lowers COF similar to slip but usually only to
a COF of about 0.4. Low-density ethyl vinyl
acetate (EVAs) and other comonomers
require higher levels of slip and anti-block.
anti-block works by microscopically roughing
the surface so it can make a less smooth sur-
face for printing.
Pigments. The primary pigment used for
white film is titanium dioxide. There is a
whole range of organic and inorganic pig-
ments used to color film. Many of these pig-
ments, when supplied in a concentrate, to
the film producer, may have various disper-
sion aids or lubricants to help disperse the
pigment. These dispersion aids may affect
printability.
Other Additives. These include ultraviolet sta-
bilizers, ultraviolet absorbers, antifogs, anti-
oxidants, processing aids, chill-roll release,
foaming agents, flame retardants, optical
brighteners, delusterants, degradable addi-
tives, clarifiers and antistats.
Printing and Handling
Characteristics
The film surfaces of polyethylene are
notably indifferent to the adhesion of inks or
coatings, and since the first introduction of
polyethylene to the packaging film market,
this has been a hindrance. First the films need
to be “treated” before coating or printing.
An electronic “corona” discharge is the pri-
mary form of treatment. There is also flame
treating and plasma treating. It is commonly
thought that treating “oxidizes” or reorients
the electrons on the surface or forms carbonyl
groups or another chemical change. In “The
Science and Technology of Polymer Films”,
edited by Orville J. Sweeting, the author
SUBSTRATES 165
Table 33
Clarity: Best
HDPE-LLDPE- LDPE-mLLDPE-RCPP-HPPP
Stiffness: Stiffest
mLLDPE-LDPE-LLDPE-RCPP-HPP-HDPE
Sealing:
mLLDPE - LDPE - LLDPE - HDPE - RCPP -HPP
99° 108° C 160° C
RANKING RESIN TYPES

166 FLEXOGRAPHY: PRINCIPLES & PRACTICES
shows that the mechanism was “micropitting
of the surface”. Whatever the mechanism, we
know the surface energy, measured in
dynes/cm, is increased after treatment. This
higher surface energy allows inks and coat-
ings to wet-out the surface.
Common treat levels range from 36 to 42
dynes/cm, depending on the application.
Untreated polyethylene has an inherent treat
level of 31 as compared to polypropylene
with a 29 dyne/cm treat level. The measure-
ment of treat levels is done by a wetting ten-
sion method (ASTM, D2578-67). Other meth-
ods used to measure treat level are: adhe-
sion-ratio test, ink pick-off test and measur-
ing the angle water or other solvents make
with the surface.
Films with additives need more power (or
slower speeds) to reach the same treat levels
as film without additives. An insufficient
treat can cause poor or spotty adhesion, trap-
ping of colors over each other and ghosting.
Over-treating can cause blocking, reduce seal
strength and cause poor printing by the pos-
sible formation of low-molecular-weight
degradation products.
Handling requirements for polyethylene
films can be summarized in two words: Be
Gentle. Marks from handling rolls can cause
films to tear in end-use processing. Storing
film in hot conditions can cause blocking
and sunlight can break down polyethylene.
To get a rough estimate of the tension re-
quired to run polyethylene films, the secant
modulus and the film thickness is required.
The secant modulus is simply the force
required to stretch the film 1%.
Example: Use a typical secant modulus for poly-
ethylene film in the machine direction of 25,000.
With a 1% stretch, the web tension on a 2-mil film
needs to be
25,000 0.002 0.01 0.5 lbs/in of web width
or 0.5 lb/in of web width
For a 40" web, the total web tension would be
40 0.5 = 20 lbs.
Converters print many millions of pounds
of polyethylene each year, but for applica-
tions requiring top-quality print with exact-
ing register standards, polyethylene is usual-
ly not the substrate of choice. In many pack-
aging applications, polyester or oriented
polypropylene is reverse printed and then
laminated with polyethylene to lock in the
print and give excellent protection to the
printed image, in addition to, making the
film heat-sealable. Polyethylene is used in
many printed applications, but often not as
the printed film.
CELLOPHANE
Cellophane is a thin, flexible and transpar-
ent material used for packaging applica-
tions. It is not truly a film in the sense that it
is composed of chemical compounds.
Cellophane is both a bio-degradable and
renewable resource of regenerated cellulose
film, derived from purified wood pulp,
known as “dissolving pulp”.
The use of cellophane followed the growth
of the flexible packaging industry. For 30
years it dominated the industry because it
offered the marketplace a wide variety of
properties that produced a product at rea-
sonable cost. Once the base sheet is pro-
duced, it is coated either with polyvinylidene
chloride copolymer (PVDC) or nitrocellu-
lose, which adds heat sealability, machine-
ability and barrier properties. Uncoated cel-
lophanes are sold mostly for industrial uses,
such as pressure-sensitive tape base, fiber-
glass and rubber mold-release membranes,
and roll-leaf applications. The advent of plas-
tic films, such as polyethylene and polypro-
pylene, eroded the use of cellophane.
Physical Properties
The physical properties of cellophane are
very similar to all types of film and are only
differentiated according to coatings and rein-
forcing structure and thickness. Many film
types, designed for specific applications, are
produced. Regenerated cellulose, the base
sheet for all mono-web cellophanes, varies in
thickness for different basis weights. Other
variations in the base sheet include the
amount and/or type of plasticizer added for
durability, stiffness and dimensional stability.
The most widely used film is plain uncoated,
used for producing pressure-sensitive tapes
and where high-quality printing is desired.
The uncoated film prints readily, with almost
any type of flexographic ink, because it
absorbs liquids.
Each family of cellophane films has similar
properties. Except for the two reinforced
ones (one of which is metallized polyester
and the other a white, opaque polypropylene
core), all of them are clear. The nitrocellulose
films range from 16,000 to 18,000 psi tensile
strength in machine direction and 8,000 to
9,000 psi in transverse direction. Elongation
ranges from 15% to 25% in machine direction
and 30% to 45% in the transverse direction.
Heat-sealable coatings have a wide sealing
range that usually requires temperatures of
200° F to 350° F, depending on machine speed
and pressure. As a rule, these films will run on
any machine that can handle a flexible pack-
aging substrate. The coefficient of friction
ranges from 0.30 to 0.35 (US) to 0.25 to 0.30
(UK). Water-vapor transmission rate (WVTR)
for the moisture-proof films averages 0.05 gm
per 100 in
2
per 24 hours, while the breathable
“L” types range between 30 to 50 gm/100 in
2
per 24 hours. Oxygen permeability stays
around 2 cc/100 in
2
per 24 hours per atm for
most two-sided coated nitrocellulose films.
Table 34 shows the cellophane yields for dif-
ferent gauges.
Printing Characteristics
All cellophanes lend themselves to flexo-
graphic printing and samples are routinely
given to ink manufacturers for testing. They
can make specific suggestions for their use.
Air velocity, exhaust and web temperature
are prime factors to consider when printing
cellophane. Maximum air velocity should be
used and the exhaust should be at least 15%
to 20% greater than the air volume entering
the system.
When web temperature is excessive, there
may be locking in the roll even if the film has
cooled to room temperature before rewind-
ing. Overheating may also cause PVDC-coat-
ed cellophane to stretch during printing and
completely or partially return to its original
shape (snap back). This can cause the repeat
to vary, making it hard for the end user to
properly control the packaging equipment
cutoff. When the film then tries to return to
its original shape, rolls that were wound soft
on the press later become hard. This can
cause ghosting, offsetting and blocking. Web
temperature should be measured as soon as
the film comes out of the overhead oven.
SUBSTRATES 167
Table 34
■ CELLOPHANE
MIL
GAUGE IN
2
/POUND THICKNESS
116 11,600 1.7
140 14,000 1.4
160 16,000 1.2
180 18,000 1.1
195 19,500 1.0
210 21,000 0.9
220 22,000 0.9
230 23,000 0.8
250 25,000 0.8
■ REINFORCED CELLOPHANE
MIL
GAUGE IN
2
/POUND THICKNESS
118 11,800 1.6
122 12,200 1.6
123 12,300 1.7
CELLOPHANE YIELDS
SUBSTRATES 169
Appendix A
PROPERTY TEST METHOD
Air Permeability T 251, T 547
Air Resistance T 460, T 536
Bending Stiffness T 535
Bonding Strength T 541
Brightness T 452
Bulking Number T 500
Bursting Strength T 403
Coefficient of Friction T 542
Coefficient of Static Friction T 503
Color T 527
Color Matching T 515
Curl T 520
Degree of Curl/Sizing T 466
Diffuse Opacity T 519
Edge Tearing Resistance T 470
Elongation T 404
Equilibrium Moisture Content T 550
Fiber Analysis T 401
Folding Endurance T 423
Gloss T 653
PROPERTY TEST METHOD
Grammage T 410
Ink Absorbency T 431
Internal Tearing Resistance T 414
Liquid Penetration Resistance T 530
Moisture Content T 208, T 412
Opacity T 425
Optical Properties T 442
pH T 428
Pick Resistance T 459
Smoothness T 538, T 479
Spectral Gloss (20°) T 653
Spectral Gloss T 480
Stiffness/Bending Stiffness T 451, T 489, T 535
Stretch T 495
Surface pH T 529
Surface Strength T 459
Tearing Strength T 496
Tensile Strength T404
Thickness T411, T 551
Wet Strength T 456
TAPPI TEST METHODS: PAPER
170 FLEXOGRAPHY: PRINCIPLES & PRACTICES
PROPERTY TEST METHOD
Abrasion Resistance T 476
Air Permeability T 547
Bending Strength T 495
Bonding Strength T 541
Brightness T 452
Bursting Strength T 807
Colorimetry T 524
Fiber Analysis T 401
Gloss T 653
Grammage T 410
PROPERTY TEST METHOD
Internal Bond Strength T 541
Moisture T 412
Ring Crush T 818
Smoothness T 538
Stiffness T 451, T 489, T 543
Stretch T 495
Tearing Strength T 414, T 496
Tensile Strength T 494
Thickness T411, T 551
Wet Strength T 456
TAPPI TEST METHODS: PAPERBOARD
Reference:
Technical Association of the Pulp and Paper Industry, TAPPI Test Methods, 1997.
PROPERTY TEST METHOD
Bursting Strength T 810
Coefficient of Static Friction
(horizontal-plane method) T 816
Coefficient of Static Friction
(inclined-plane method) T 815
Compressive Strength T 811
Flat-crush Test T 808
Flat-crush Test
(ridged-support method) T 825
Flat-crush of Corrugated Medium T 809
Flexural Stiffness T 820
PROPERTY TEST METHOD
Fluted-crush Test T 824
Ply Separation T 812
Puncture Resistance T 803
Grammage T 545
Folding Endurance T 512
Edgewise Compressive Strength T 811
Compression Test T 802
Impact Resistance T 801
Vibration Test T 817
Water Resistance T 805
TAPPI TEST METHODS: CORRUGATED

anilox roll, 73-80
banded, 79
cell structure, 5, 43-74, 78
ceramic-coated, 74
laser engraving, 74
maintenance, 79-80
mechanical engraving, 73
selection, 77-79
volumetric carrying capacity, 75
central impression press, 67, 101
chambered doctor blade, 72-73, 74
chroma, 22, 53, 54, 65
color management, 50-51
color measurement, 52-53
colorimeter, 56
color matching, 56-59
densitometer, 55-56
L*a*b, 53-55
L*C*h°, 53-55
spectrophotometer, 56
color theory, 51
color matching theory, 56-57
color tolerancing, 54-55
metamerism, 52
corrugated
board construction, 142-143
caliper, 144
container, 146
flute integrity, 143
substrates, 145
warped, 145
washboarding, 144
corrugated board, 129, 138, 141-146
physical properties, 141-143
dyes, 5, 23, 27, 87
films
polyester, 155-158
polyethylene, 162-166
polypropylene, 158-161
polystyrene, 158-161
polyvinyl chloride (PVC), 155
pressure-sensitive, 150
fountain roll, 13, 64, 68-71
hue, 8, 18, 22, 51, 53-54, 56, 57, 65, 105
ink
additives, 32-34
adhesion, 4, 8, 9, 10, 146, 160, 165
assembly, 61-62
catalytic, 40
characteristics, 34-36, 132
climatic effects, 97-99
coatings and adhesives, 7, 8, 10, 11, 12, 14,
24, 41-42, 165
color, 8, 21-22
colorants, 23
color matching, 22
cost as applied (ink value), 112-114
distribution, 103
drying, 6, 10, 11, 14, 24, 31, 32, 34, 35, 38,
39, 40, 41, 135, 144, 160
dyes, 5, 23, 27, 87
electron-beam cured, 41-42
formulation, 37-39
ink metering, 92, 93, 103, 104, 113
pH, 93-95
control, 73
measurement, 94-95
pigments, 23-29
organic, 25
inorganic, 24, 25-27
fluorescent, 27
metallic, 27
pearlescent, 29
thermochromatic, 29
press-side adjustment, 70, 71
proofing, 49, 59-66, 112
pumps, 34, 46, 48, 68-69, 71, 80-81
resins, 29-31
solvent-based, 5, 6, 36, 39, 40, 42, 43
solvents, 31-32
substrates, 3, 5, 6, 9, 11, 12, 13-20, 132,
133-135, 136-140, 144
systems
dispensing, 48, 49, 63-64
ink-blending, 47, 49, 61, 63-64
ink-distribution, 68-74, 103
ink-metering, 9, 34, 35, 37, 67, 68-71
ink pumps, 44, 80-81
proofing, 49, 165
tolerancing, 64-66
thixotropy, 90, 91
UV-cured, 41-42
viscosity
control, 31-32, 34, 40, 58-59, 67, 88
measurement, 91-92
water-based, 37-39
SUBSTRATES 171
Index

172 FLEXOGRAPHY: PRINCIPLES & PRACTICES
ink appearance, 18
inkroom, 47, 48, 49
equipment, 50
safety, 49
procedures, 49-50
inks
catalytic, 40
electron-beam cured, 41-42
process, 9, 10, 104
solvent-based, 5, 6, 36, 39, 40, 42, 43, 148,
154, 157
UV, 41-42, 146, 149
water-based, 5,6, 37-39, 130, 154, 157
ink test
acid/alkalai resistance, 17
block resistance, 14
boiling water resistance, 17
coefficient of friction, 19
color measurement, 18
crinkle adhesion, 14
fade resistance, 19
gloss, 19
heat resistance, 15
ice-water crinkle test, 16
image detail, 19
lamination adhesion, 14
moisture bleed, 16
moisture vapor transmission resistance, 16
odor, 20
oil resistance, 17
opacity/contrast ratio, 19
plasticizer bleed resistance, 18
print density, 18
rub resistance, 15
scratch resistance, 14
soap and detergent resistance, 17
substrate adhesion, 13
tone quality, 19
transfer resistance, 16
in-line press, 67, 81
laminates, 147-151
lightness, 22, 53, 54, 61, 65
paper
acid, 133
alkaline, 133
chemical properties
fiber content, 132
moisture, 132
pH, 133
sizing, 133
coated, 134, 136
finishes
antique, 136
cast coated, 136
coated one side, 136
eggshell, 136
embossed, 136
embossed coated, 136
enamel coated, 136
felt, 136
laid, 136
machined English, 136
matte coated, 136
supercalendared, 136
manufacture, 125-128
properties
basis weight, 129
bulk, 129
burst, 130
caliper, 130
curl, 130
density, 130
dimensional stability, 130
folding endurance, 130
formation, 130
grain direction, 130
internal bond, 131
porosity, 131
stiffness, 131
stretch, 131
tear, 131
tensile energy absorption, 131
tensile strength, 131
roll length, 135, 150
roll quality, 135
storage/handling, 135
surface appearance
brightness, 131
coefficient of friction, 132
color, 132
gloss, 132
opacity, 132
smoothness, 132
uncoated, 136
paperboard, 128-129, 130, 135, 136, 137-138
pigments, 23-29
inorganic, 25-27
fluorescent, 27
metallic, 27
organic, 25
pearlescent, 29
thermochromatic, 29
polyester (PET), 148, 151, 153, 156, 166, 167
area yield factor
physical properties, 156
printing characteristics, 156
polyethylene, 137, 139, 147, 148-149
additives
anti-blocking, 165
pigments, 165
slip agents, 165
physical properties, 163-165
printing characteristics, 165-166
polypropylene, 147, 149, 158-161
oriented (OPP), 158, 166

physical properties, 158-160
printing characteristics, 160-161
polystyrene, 147, 148, 158-161
polyvinyl chloride (PVC), 147-148, 155-156
physical properties, 156
printing characteristics, 156-158
press approval, 65, 107
press characterization, 77, 104-107
presses
chill rollers, 89
corona discharge, 39, 41, 83, 160, 165
dryers, 82, 84-85, 125
ink system requirements, 47, 48, 50
rewind tension, 88
viscometers, 90, 91
pressure-sensitive labels, 149
release liner, 149-150
process color printing, 10, 103-104, 105-107
process inks, 9, 10, 104
reverse-angle doctor blade, 71-72
saturation, 22, 53, 54
Shell Cup, 91
solvency power, 27, 31
solvent balance, 32, 39, 40
spectrophotometer, 18, 19, 22, 48, 53, 56-57,
61, 63, 65, 105, 108
stack press, 67
substrates
cellophane, 160, 166-167
corrugated board, 137-138, 140
envelope paper, 138
facestocks, 147, 150-151
films, 155-167
polyester, 155-158
polyethylene, 162-166
polypropylene, 158-161
polyvinyl chloride (PVC), 155
pressure-sensitive, 150
foils, 138, 150, 152-154
glassine, 139
label stock, 134, 136, 138, 148
metals, 154
multiwall bags, 138
paper and paperboard, 122, 128, 132, 136
pressure-sensitive, 149
release liner, 149-150
tissue, 140
Zahn cup, 91, 103, 113
SUBSTRATES 173