FTA (изд-во). Flexography: Principles And Practices. Vol.1-6
Подождите немного. Документ загружается.


SUBSTRATES 153
sible is used. This is the reason for the trend
in recent years toward machines that can
handle wider substrates and larger reels.
METALLIZED FILM
In the metallizing process, reel diameter is
limited and turret rewinds and unwinds can’t
be incorporated in the vacuum chamber. For
these reasons, it is more economical on a per
unit area basis to metallize thin films. The
usual cost for metallized 48-gauge polyester
for flexible packaging is under $0.055/msi,
where msi stands for one thousand square
inches.
Physical Properties
The aluminum layer on metallized film is
so thin, usually 20 microns, that the mechan-
ical properties of the film aren’t changed. In
other words, metallized packaging film, such
as OPP, is just as flexible as the unmetallized
type.
Metallizing a plastic film is a very econom-
ical way to enhance its barrier properties,
and the amount of metal used can vary. The
amount usually is measured and controlled
by monitoring the film’s opacity in optical
density units. The barrier property depends
on the metal’s thickness or optical density.
At a typical packaging density of 2, oxygen
permeability through 48-gauge polyester is
improved by a factor of 100 by metallizing.
On coextruded OPP, the improvement
would ordinarily be a factor of 80 to 3.
Similarly, improvements by a factor of 100
can be achieved in moisture permeability on
48-gauge polyester. For light-barrier proper-
ties, both visible and UV transmission is
reduced to less than 1%.
Printing and Handling
Characteristics
Much of the metallized film used in print-
ing is a laminate, with the metal layer sand-
wiched in the middle. In this case, the actual
printing occurs on the unmetallized surface
and the inks to be used should be the right
ones for that substrate (OPP, polyester, etc.).
In cases where printing on metallized surface
is required, standard inks normally can be
used, although some metallized substrates
(paper and some grades of OPP) can have a
surface “poisoning” effect that will harm ink
adhesion, unless printing is done shortly
after metallizing. Usually the metallized sub-
strates are primed to provide a stable surface
with good printing characteristics.
METALLIZED PAPER
Since it was introduced commercially in
North America, metallized paper has made
significant advances in food and beverage
labeling and packaging. It is being used to
label nearly every type of glass and metal
container and is starting to find application
as a packaging material. Prime label applica-
tions include liquor, wine, wine coolers,
beer, paint cans, soap wrappers and person-
al care products.
Following rapid growth in the 1980s, the
metallized paper industry began a period of
consolidation. The primary markets continue
to be giftwrap, glue-applied labels, pressure-
sensitive laminators and bags. Market size in
1995 was estimated at 85–90 million pounds.
Physical Properties
Packaging engineers like metallized paper
because of its printing, finishing and applica-
tion advantages over foil laminates. The
paper quality determines the labeling advan-
tages. Manufacturing metallized paper is
complicated, from the substrate selection to
final remoisturing. These papers provide the
top quality appearance of foil with the pro-
duction efficiency of plain paper. Physical
properties are summarized in Table 23.
Printers especially like the fact that metal-
lized paper lies flat during printing and
resists mechanical and humidity-induced
154 FLEXOGRAPHY: PRINCIPLES & PRACTICES
curl. Foil laminates often curl and jam press
and production lines with misfeeds and
flagged labels. Metallized paper’s tendency
to lie flat also boosts press speed and die
cutting efficiency to similar levels as those of
plain paper. The same holds true at high-
speed labeling lines.
Printing Characteristics
Most metallized papers have a print coat,
which make them compatible with both sol-
vent- and water-based inks. Plain-paper inks
need little adjustment to print metallized
papers; they even strip and dry as easily as
with plain paper. Because of the advantages
outlined above, metallized paper can be
introduced into the pressroom without the
learning curve that usually accompanies an
unfamiliar substrate.
CLEAR METAL
The metallizing industry has made signifi-
cant strides in producing high-barrier,
“clear” films. Both SIO
x
and ALO
x
films have
been finding new market applications. SIO
x
films have been used in several high-end
medical applications.
Table 23
BASIS WEIGHT CALIPER TENSILE STIFFNESS MULLEN
END USE #/REAM
a
g/m
2
MIL MD
b
CD
c
MD
b
CD
c
PAL
Giftwrap 35 57 2.1 2 29 66 40 12
General label 43 70 2.7 27 40 74 41 14
General label 58 94 3.2 32 60 150 22 22
High Gloss 56 91 3.4 34 0 150 23 23
a
Ream of 500 sheets, 24" x 36"
b
Machine direction.
c
Cross-machine direction.
PHYSICAL PROPERTIES OF METALLIZED PAPER

SUBSTRATES 155
Films
F
ilms represent a large and diverse
class of substrates used in the
flexographic packaging industry.
These clear, plastic substrates fall
into four classes: polyvinyl chlo-
ride, polyester, polypropylene
and polyethylene.
POLYVINYL CHLORIDE (PVC)
PVC is a unique and popular packaging
material because of its ability to accept and
respond to a range of additives. This film is
commonly referred to as vinyl. It can be
blown, cast, or extruded. Thicknesses of
sheets range from 0.0004" to greater than
0.004". The films are inherently odorless,
tasteless, chemical resistant and waterproof.
In the early years of use they were seen pri-
marily as cheaper alternatives to textiles.
Today, vinyl films are versatile and cost
effective for uses including wall covering,
blister packaging, tapes and labels, water-
beds and floppy-disk jackets.
The ingredients used to manufacture vinyl
depend on the intended application. PVC
resins are the major component of the films
and are made by polymerizing vinyl chloride
monomer using suspension, emulsion or bulk
polymerization. Plasticizers are the major
additive and impart flexibility. Food packag-
ing requires the use of an FDA-approved plas-
ticizer. The next ingredients are heat stabiliz-
ers whose functions are to prevent discol-
oration during processing. Further additives
are lubricants and esters of multifunctional
alcohols, which impart antifog and antistatic
properties. Additives or fillers,like talc or clay,
as well as amides, are added for slip and anti-
block properties. Pigments are added for
color.
Physical Properties
For printing, especially labels and decals,
most vinyl films are made by calendering.
This process is best suited for high-volume
production and requires excellent surface
quality and uniform thickness control. It can
produce films up to 84" in width. For thick-
nesses below 0.002" casting is used. Casting
works best for small volume specialty appli-
cations requiring excellent clarity, low strain
and uniform strength in both directions.
Although vinyl films have a broad flexibility
range, the typical physical properties are
tensile strength of 3,400 to 5,000 psi, elonga-
tion of 50% to 200%, and Sheffield smooth-
ness of less than 10 on the face side.
Printing and Handling
Characteristics
The ability to print with both solvent- and
water-based inks without surface treatment
has figured prominently in both meat and
poultry packaging. A recent development has
been the imprinting of a safe-handling label
mandated by the USDA, on the film itself.
This ensures 100% compliance at the store
level on all packages of raw meat.
Although not always necessary, a primer
coat may be used in some applications.
Corona treating of vinyl films to improve sur-
face tension is available but not widely used.
POLYESTER
The unique mechanical, thermal and chem-
ical traits of bi-oriented polyester (polyethyl-
156 FLEXOGRAPHY: PRINCIPLES & PRACTICES
ene terephthalate or PET) film is making it
more and more the substrate of choice in
many flexographic applications. When a sub-
strate must be tear-resistant, stable in heat
and humidity, retain sheet flatness and clari-
ty, and have a good moisture and or oxygen
barrier, polyester film is the right choice,
whether the printed result is a throw-away
package or a long-life graphic.
Once a product with generic types, PET
film today has many forms designed for spe-
cific end uses. These forms may feature a par-
ticular surface chemistry, roughness, clarity
or slip. Also, there are special variations, such
as matte, heat sealable, thermoformable,
shrinkable, low shrink and barrier-coated.
The primary uses for polyester film include:
photography (X-ray, aerial, phototool), mag-
netic recording (computer, audio, instrumen-
tation, video) and reprographics (duplicating
microfilm, engineering, layout), but packag-
ing and printing uses are the fastest-growing.
Most photographic PET base and some mag-
netic and reprographic base is produced by
plants belonging to the coating firm. Virtually
all other uses are supplied by industrial film
producers. (Table 24).
Standard area yield factors for polyester
film are shown in Table 25. Thicknesses
above and below this range are common in
some end uses, especially electrical and mag-
netic recording. Thicknesses listed are the
ones commonly used in flexographic printing.
Roll widths of 60" to 70" are common in
many end uses and roll diameters are very
often 24" to 28", with weights of 1,200 lbs. to
2,000 lbs. With flexo applications, smaller
rolls are more common, with 6" diameter
cores virtually the standard, though 10" is
often supplied for other uses.
Physical Properties
Depending on the requirements, PET film
can be manufactured with a variety of physi-
cal properties, as shown in Table 26. Special
films such as formable or heat-sealable may
have different properties, and the manufac-
turer can supply data on these. Unless other-
wise indicated, all values in Table 27 are at
73° F (23° C) and 50% humidity.
Printing Characteristics
Polyester film’s chemical stability comes
from its basic polymer, polyethylene tereph-
Table 24
APPLICATION % OF CONSUMPTION
Photographic 26.7
Magnetic Recording 15.2
Reprographics 13.4
Packaging, including metallized 11.5
Printing/labels/release coating 3.8
Electrical 3.2
Glazing/specialty vacuum coating 3.2
Transfer printing/roll leaf 2.7
Pressure-sensitive Tape 2.5
Building Products 2.5
General laminates/stationery 1.9
Miscellaneous 13.4
TOTAL 100
END USES OF PET FILM IN U.S.
ESTIMATED
Table 25
AREA YIELD
GAUGE/MICRONS IN
2
/LB M
2
/K
48/12 41,250 58.7
75/19 26,400 37.6
92/23 21,500 30.6
142/36 13,900 19.8
200/50 9,900 14.1
300/75 6,600 9.4
400/100 4,950 7.0
500/125 3,960 5.6
700/175 2,830 4.0
AREA YIELD FACTORS FOR
POLYESTER FILMS
SUBSTRATES 157
thalate (PET), a polymerized ester normally
formed in a condensation reaction of ethyl-
ene with terephthalic acid or dimethyl
terephthalate. The natural chemical inert-
ness of this polymer is further enhanced by
two-way stretching (bi-orientation) and high-
temperature crystallization. Orientation in-
creases tensile strength, flexibility, tear
strength and pinhole resistance, while crys-
tallization boosts thermal stability and barri-
er properties.
Chemical inertness, one of PET film’s major
strengths, makes it hard to coat and print
because of solvent and water resistance.
Manufacturers have attacked this problem by
changing the surface chemistry without hin-
dering the thermal and mechanical character-
istics. While these changes do not make PET
film as easy to print on as some other sub-
strates, they do give the printer a wider choice
in both inks and processing conditions.
The earliest of these surface modifications
was corona treatment to allow easier wet-
out. Next came resin treatments that worked
well with solvent-ink systems but resisted
water-based inks. Very recently, polymer
treatments were developed to allow the use
of water- and alcohol- ink systems. These sur-
face modified films are shown in Table 28.
While PET film’s physical traits make it
ideal for flexo printing, some precautions are
in order, especially if press operators are used
to running paper or more extensible films,
such as vinyl or polyethylene. For example,
the film has a residual shrink tendency that
increases alarmingly as the temperature rises.
Needless to say, this can affect such process-
ing parameters as neckdown and tension. In
addition, rising temperature greatly reduces
tensile strength. This can cause the film to
stretch under press tension, affecting register
and promoting wrinkles and creases. PET
film is quite stable at processing tempera-
tures up to 180° F. But once into the 180° F to
Table 26
PHYSICAL PROPERTY NORNAL RANGE
Tensile Strength, at Break 20,000 psi maximum
Elongation at Break 150% maximum
Shrinkage
Low Shrink less than 1%*
Standard 1-5 Maximum*
Shrinkable Over 30%**
WATER VAPOR AND
OXYGEN PERMEABILITY THICKNESS (GAUGE)
Maximum Uncreased,
Uncoated 48.0 75.0 92.0 142.0
Water-vapor Transmission
(g/100 in
2
/24 hours) 3.5 3.0 2.5 2.0
Oxygen Transmission
(cc/100 in
2
/24 hours) 10.0 8.0 5.0 3.0
* 150° C, air unrestrained, 30 mins.
** 100° C, water, 1 min.
PHYSICAL PROPERTIES
OF PET FILM
Table 27
GROUP DYNES COMMENT
Plain Film 40-43 Polyester Inks. Primer/Top coats required.
Resin Treated 43-45 Solvent-based Inks. Primer/top coats not required:
treatment does not fade with time.
Corona Treated 50-54 Water/Alcohol inks. Mild solvents;treatment fades with time.
Polymer Treated 58-63 Water-based inks. Primer/top coat not required;
treatment does not fade with time.
SURFACE-MODIFIED FILMS
158 FLEXOGRAPHY: PRINCIPLES & PRACTICES
220° F range, the film goes into an expansion-
to-shrinkage transition that can cause unpre-
dictable web-handling problems.
POLYPROPYLENE
This section will focus on oriented
polypropylene or OPP film. The volume of
non-oriented polypropylene film used is
about one fourth that of OPP film. It replaces
low-density polyethylene (LDPE) film in
applications for which its better clarity, stiff-
ness and barrier properties justify the extra
cost. Non-oriented polypropylene film,
sometimes called cast-polypropylene film,
has physical properties and printing charac-
teristics similar to those of LDPE film. The
inks and printing practices used with cast-
polypropylene film are the same as those for
LDPE (see section on LDPE for details.)
Estimated world usage of oriented poly-
propylene (OPP) for 1997 was approximate-
ly 4 billion pounds, with 20% of it being con-
sumed in North America, 31% in Western
Europe and 38% in the Asian-Pacific Region.
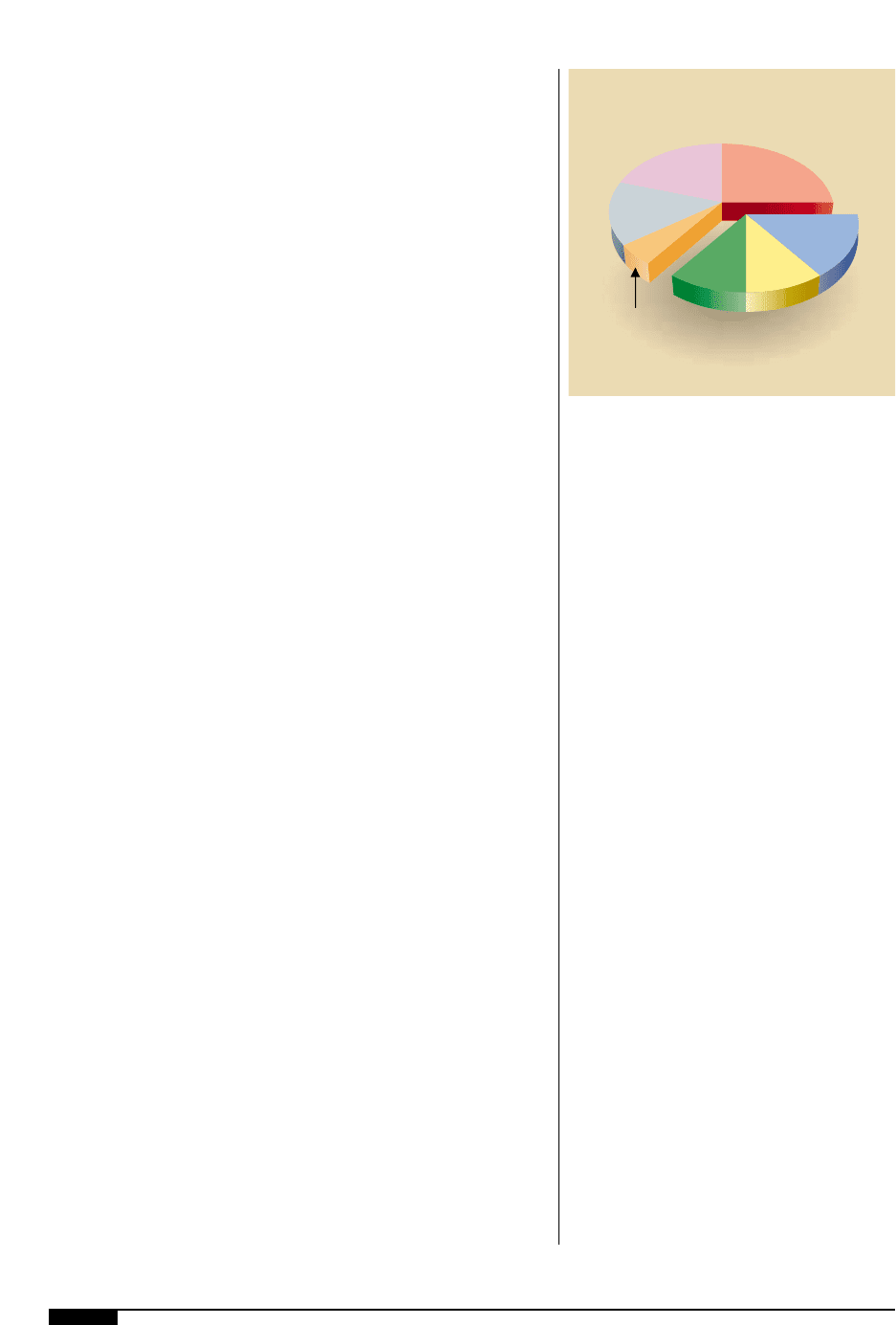
The largest portion of the 800-million pound
North American market is snack packaging
(25%). Other major areas include baked
goods (15%), cookies (10%), labels (10%),
confectionery (5%), other assorted foods
(15%) and nonfoods (20%) (Figure
9*
).
Polypropylene film changed little between
1960 and 1980. But in recent years. many
new products have appeared and OPP film
has expanded into a large family of materi-
als, some of which call for special printing
considerations.
Recent additions to this family include a
number of composite films in which OPP is
the core, with thin, functional layers of vari-
ous polymer resins coextruded or applied by
coating. Opaque films, which have a foam-
like structure, and metallized films are two
relatively new additions that have achieved
substantial volume. For a view of polypropy-
lene film beyond what this section covers,
the reader is referred to The Encyclopedia of
Polymer Science and Engineering, Volume 3.
The yield of 1 mil (0.001") OPP film is
30,600 square inches per pound, compared
with 19,500 square inches per pound with
cellophane. PP's specific gravity of 0.91 g/cc,
the lowest among plastic films, accounts for
a yield significantly higher than that of any
other clear, oriented plastic film. PP resin’s
high yield and relatively low cost per pound
make it the most cost-effective film of its
kind for flexible packaging. Depending on
thickness and structure, it ranges from $0.05
to $0.10 per 1,000 square inches.
OPP film is available in thicknesses from 40
to 400 gauge (0.0004" to 0.004"). Essentially,
all printed OPP film ranges in thickness from
0.00045" to 0.0012" (0.45 to 1.2 mil). OPP film
is sold by the pound, and comes on 3" or 6"
inside diameter cores. Widths depend on the
type of film. Several types are available from
tenter lines that yield widths of about 200".
Physical Properties
Most of today’s OPP film is clear, biaxially
oriented, slightly formulated homopolymer
not significantly different from when it was
first introduced in 1960.
Polypropylene’s physical characteristics
come from the catalyst and reaction condi-
tions used to produce it. They determine
9*
Polypropylene usage in
the United States.
Baked Goods
15%
Cookies
10%
Labels
10%
Confectionery
5%
Other
Assorted Foods
15%
Nonfoods
20%
Snack Packaging
25%
9*
whether the polypropylene chains will be
highly symmetrical and, therefore, highly
crystalline and easily oriented. An asymmet-
rical chain will crystallize only slightly and
will not be capable of high orientation or
great strength.
Orientation, OPP film’s distinguishing trait,
means that its long, chain-like molecules have
been aligned in the machine and transverse
directions. In a linear orientation, the aligned
molecular chains form highly symmetrical
matrices known as crystalline spherulites, fit-
ting together in a multilayer, repeating config-
uration of juxtaposed chains to create great
cohesion. This keeps the ranks closed and
resists the penetration of solvents and certain
vapors, including water vapor, giving OPP
film its excellent barrier properties.
Orientation also accounts for other good
characteristics. The high directional-tensile
strength and modulus of a crystalline-orient-
ed film, compared with unoriented film, is
analogous to that of a woven fabric com-
pared to the same mass of fibers in a random
pile. In addition, orientation provides better
clarity and low-temperature flexibility.
Orientation may be equal in both planar
directions, giving equal tensile properties, as
SUBSTRATES 159
Table 28
MECHANICAL/OPTICAL UNBALANCED TENTER PROCESS BALANCE (TUBULAR PROCESS)
PROPERTIES OPP FILM BOPP FILM
Haze, % 2.0 1.0
Gloss, % 85.0 80.0
Tensile Strength, psi (kg/cm
2
)
MD
a
22,000 (1,500) 30,000 (2,100)
TD
b
43,000 (3,000) 30,000 (2,100)
Elongation at Break, %
MD
a
165 85
TD
b
50 85
Tensile Modulus, psi (kg/cm
2
)
MD
a
280,000 (20,000) 380,000 (27,000)
TD
b
490,000 (34,000) 380,000 (27,000)
Elmendorf Tear, g/mil 4–64–6
Coefficient of Friction
c
Film to film 0.25 0.25
General Properties
Water Absorption (%) <0.005
Low-Temperature Usefulness (°C) –60
Chemical Properties
WVTR for 1 mil (g/100 in
2
, g/m
2
)
Grease Resistance Excellent
Oil Resistance Excellent
a
Machine Direction
b
Transverse or Cross-machine Direction
c
Slip-modified Film
TYPICAL PHYSICAL PROPERTIES OF OPP FILM

160 FLEXOGRAPHY: PRINCIPLES & PRACTICES
is typical for tubular-process OPP film, usu-
ally known as balanced (BOPP) film. It
might be unbalanced and relatively weaker
in the machine direction but stronger in the
transverse direction, as is usually the case
with tenter-produced OPP film.
Table 28 shows the typical tensile proper-
ties of OPP film. Of special interest when it
comes to printing is the tensile modulus. The
machine-direction modulus is a direct mea-
sure of a film’s resistance to elongation, a
significant trait in continuous web printing.
Printing Characteristics
Any discussion of printing of OPP film
with flexography has to include both bulk
composition, physical properties and sur-
face characteristics. The surface character-
istics are important because they determine
whether or not a particular ink will wet-out
and adhere, while bulk film properties mat-
ter because they affect print quality from the
aspect of web handling.
Polupropylene is made by polymerizing the
unsaturated hydrocarbon gas propylene. The
result is polypropylene, a saturated hydro-
carbon structure of the class of polymers
called polyolefins. Like other saturated
hydrocarbon substances, polypropylene has
very low polarity and very low reactivity. Its
surface-wetting tension (sometimes called
surface energy) is low, 29 dynes per centime-
ter. This inertness means that wetting and ink
adhesion will not occur unless the surface
energy is increased. Usually, this is done by
corona, high-voltage discharge treatment
and, to a lesser extent, by flame treatment.
The energy intensity and technique used in
surface treatment are critical for successfully
printing OPP film. For general purpose print-
ing, a surface treatment equal to 2.5 to 3 watt
minutes of corona discharge per square foot
of film is required. Film manufacturers will do
this to boost the surface energy from 29 to
45+ dynes per centimeter on freshly treated
film. This treatment will fade down to about
the 40 dynes per centimeter level. Converters
can increase the dyne level on already-treated
OPP by corona treating in-line, but the effect
is only temporary. If done improperly, con-
verters (and suppliers) can also cause back-
side treatment, which can be disastrous for
applications which require a non-treated sur-
face such as cold-seal release applications.
OPP films can contain migratory slip- and
anti-blocking agents. These tend to bloom to
the surface, mask the surface treatment and
give misleading, low-wetting tension read-
ings. Solvent inks usually get through these
contaminants easily, while water-based inks
will not, without the addition of some cut-
ting solvent (5% alcohol). Ink adhesion is
typically a function of the film’s surface
chemistry beneath any migratory additives
which bloom to the surface.
Variations in surface composition include
coextruded or coated layers of ethylene-pro-
pylene copolymer, acrylic polymers and alu-
minum. In printing characteristics, polyolefin
copolymers are similar to polypropylene, but
they are usually more receptive to corona
treatment than homopolymer polypropylene.
Acrylic surfaces have wetting tension
higher than that of the polyoefins and show
an advantage in ink adhesion (but a disad-
vantage in retaining ink solvents, requiring
extra care in drying).
Metallized surfaces adhere well when
clean. But they are so reactive that the sur-
face may be contaminated by contact with
the other side of the film, particularly if it
contains any organic substance of low mole-
cular weight. For consistently good print-
ability, the metal surface should be treated in
line, using, for example, a bare-roll corona
treater.
Just as important a consideration in printing
OPP film is resistance to machine-direction
elongation. After the surface energy deficien-
cy of OPP was remedied, the tendency of OPP
film to stretch in the machine direction was
the next major obstacle. Converters found
that while they could use tensions of a few
pounds per inch of web width when printing
cellophane, they had to learn to control web
tensions to as low as 0.25 to 0.5 pounds per
inch and still maintain good web spreading
and flatness when printing OPP film.
As temperature goes up, OPP film’s resis-
tance to elongation goes down, just as with
other thermoplastic materials. At tempera-
tures of about 140° F (typically reached in
converting) a 1 mil thick OPP film under 0.5
lb. per inch tension would stretch about 0.6%,
the maximum allowable elongation for good
registration.
The tensile modulus (not the tensile
strength) reflects the film’s resistance to
elongation. The tensile modulus has been
defined as the value of the load required to
stretch a 1" wide by 1" thick piece of materi-
al to 100% elongation. The tensile modulus is
the initial slope of the load vs. elongation
curve and is measured in units of pounds per
square inch (psi). For a film, converting a
380,000 psi modulus (such as for the
machine direction of BOPP film) to the ten-
sion load that would apply to a 1 mil thick-
ness, yields a value of 380 lbs. for 100% elon-
gation per 1-inch width film (as shown in
Table 29). Note that tenter-process film
stretches more easily in the machine direc-
tion and would require only a 280 lb. load for
the 100% elongation, 2.8 lb. for 1% elonga-
tion. This value would occur at the initial
part of the curve of the stress-strain rela-
tionship and can be relied on as physically
meaningful. Increasing the temperature or
tension, or reducing the film thickness,
would mean higher elongation for a given
tension load.
Comparison of various films’ machine
direction modulus values, as in Table 29,
indicates the relative tendencies of OPP film
and other flexible packaging films to stretch
in the machine direction. This comparison
should bring home the importance of con-
trolling tension in printing them. Table 30
shows common off roll weights.
SUBSTRATES 161
Table 29
LOAD, IN POUNDS, TO STRETCH A 1" WIDE,
TENSILE MODULUS
a
, PSI 1 MIL THICK FILM TO ELONGATION OF
FILM TYPE MACHINE DIRECTION 100% 1% 0.63%
LDPE 50,000 50 0.50 0.32
PP (cast) 95,000 95 0.95 0.60
OPP (tenter process) 280,000 280 2.80 1.76
BOPP (Balanced tubularProcess) 80,000 380 3.80 2.39
Cellophane 620,000 620 6.20 3.91
Polyester 500,000 500 5.00 3.15
a
Defined as load required to stretch a 1" wide by 1" thick piece of material to 100% elongation.
TENSILE MODULUS VALUES/RESISTANCE TO ELONGATION
Table 30
CORE DIAMETER ROLL WEIGHT IN
INSIDE OUTSIDE DIAMETER LBS. PER INCH
(IN) (IN) OF WIDTH
3.0 3.75 11.0 2.7
3.0 3.75 15.0 5.5
6.0 6.75 12.5 2.8
6.0 6.75 16.0 5.4
6.0 6.75 19.0 8.1
6.0 6.75 21.0 10.0
OPP FILM WEIGHT/INCH
OF ROLL WIDTH
162 FLEXOGRAPHY: PRINCIPLES & PRACTICES
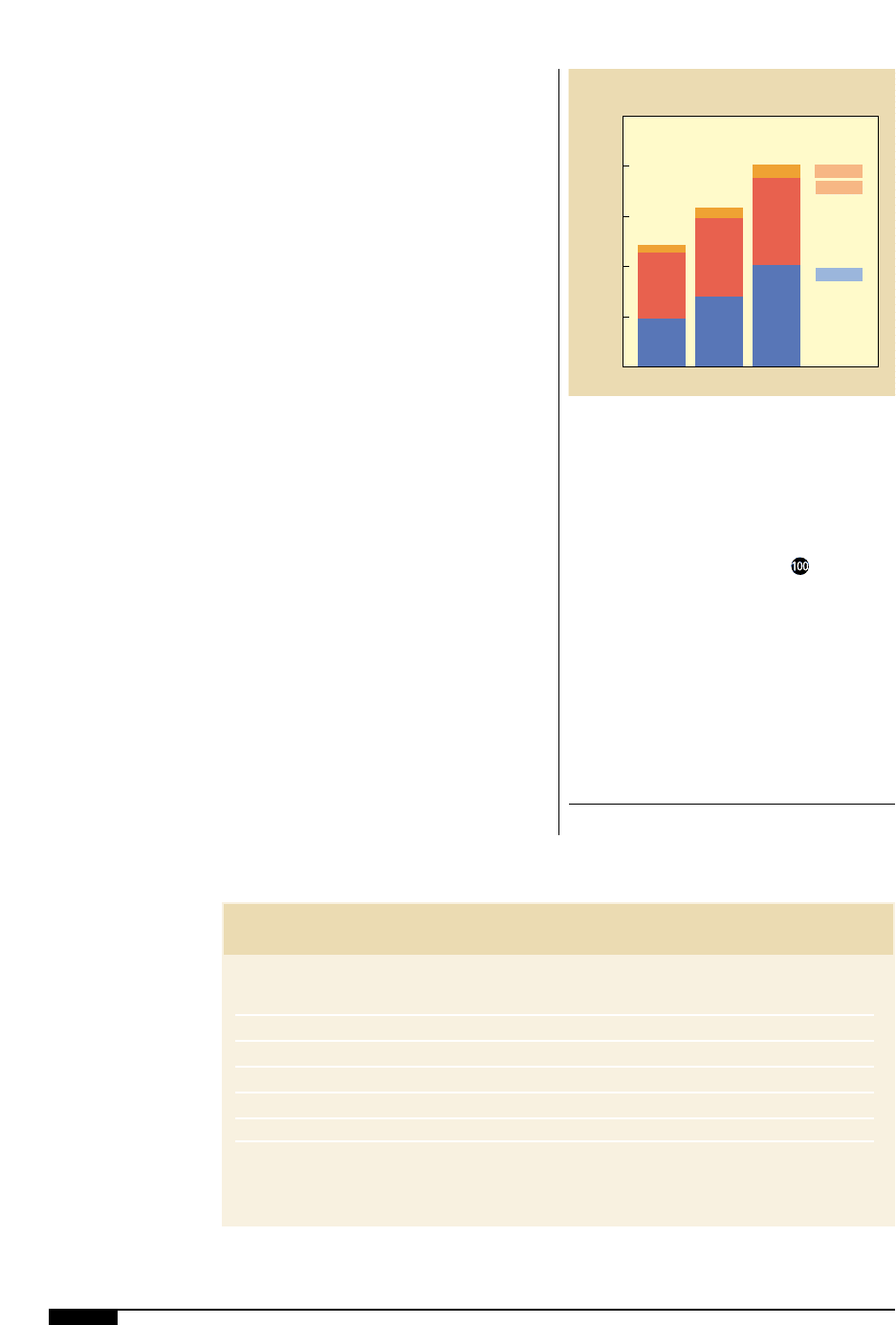
POLYETHYLENE
Polyethylene (PE) is the most common
film used in the United States (Figure
9(
) .
The first PE resin was made in Great Britain,
but during the 1940s it appeared in the
United States, with Union Carbide being the
first manufacturer. PE’s applications are too
numerous to list but range from tape and dry
cleaner bags to exotic multilayer boil-in-the-
bag laminations and coextrusions.
New resins and in turn, new films, are
appearing on the market quickly and con-
stantly. Ideas generated by resin producers,
film producers, and film users and convert-
ers have expanded the roster of available
films. New resins, such as those using the
new catalyst technology metallocene, have
greatly expanded the universe of polyethyl-
ene films.
A short review of polyethylene resins
should be helpful in understanding the many
different film types available today. Table 31
shows three main families of polyethylene.
These can be further broken down as follows:
Low-density Polyethylene (LDPE). The first
polyethylene commercially manufactured
was low-density polyethylene (LDPE).
LDPE is also referred to as high-pressure
polyethylene, or branched polyethylene.
These names are derived from the type of
reactor and the appearance of the mole-
cules. LDPE is made in a high-pressure reac-
tor (pressures upwards of 40,000 psi) and
has an ethylene backbone with many
branches as shown in Figure . LDPE can
be copoylmerized with at least four com-
mercially available comonomers:
• vinyl acetate (EVA);
• methyl acetate (EMA or EMAC
a
);
• acrylic or methacrylic acid comono-
mers (EAA or EMAA); and
• ionomer or ionically crosslinked PE
(Surlyn
b
).
9(
Polyethylene usage in
the United States.
Average
Annual
Growth Rate
1985 1990 1995
U.S. PE Film Consumption (million lbs.)
10,000
8,000
6,000
4,000
2,000
0
HDPE
LDPE
LLDPE
HDPE
LDPE
LLDPE
HDPE
LDPE
LLDPE
4.8%
2.8%
7.8%
9(
Table 31
LDPE
a
LLDPE
b
HDPE
c
Melt index (g/10min) 0.2–70 0.2–50 0.01–80
Density (g/cc) 0.91–0.935 0.916–0.94 0.940–0.965
Short chain branching 10–30 10–-30 <10
Short chain branching length C1–C4 C2C4 or C6 C2 or C4
Long chain branching(no./molecule) 30 0 0
Crystalline melting point (° C) 180 122 130
1
LDPE (low density PE): Best clarity; highest tear; lowest stiffness
2
LLDPE (linear low density PE): Higher stiffness, greater puncture resistance; improves down gauging potential.
3
HDPE (high density PE): Highest stiffness, low impact and tear, highest tensile, best barrier.
THREE MAIN FAMILIES OF PE FILMS
a
Registered trademark of Chevron
b
Registered trademark of DuPont