FTA (изд-во). Flexography: Principles And Practices. Vol.1-6
Подождите немного. Документ загружается.

is a mark-to-pulse system. These systems are
time based. A shaft encoder, which generates
a series of high-frequency pulses, is used to
precisely measure line-shaft revolution.
Sensors at each print position detect register
marks on the plate cylinders. The timing of
the register marks are measured against the
pulse chain to determine register. To avoid
overreacting, both mark-to-mark and mark-
to-pulse systems use an averaging algorithm
to determine register error. If they did not,
and transient errors were responded to, the
system would quickly begin to chase itself.
On some narrow-web presses, register
corrections affect web velocity and tension.
This effect occurs when the plate roll and
impression roll, or the die and anvil roll,
have a common drive. In these situations,
the momentary velocity change to the plate
cylinder or die, done to effect a register cor-
rection, also creates a momentary velocity
change to the impression roll or anvil roll.
The transient disruption of tension usually
will not result in a noticeable misregister on
pressure-sensitive materials or on board
stock. However, it can affect register on
extensible film materials.
Drying and Curing
Narrow-web presses either dry or cure the
ink after each print station. This interstation
drying eliminates the need to wet-trap colors,
and allows multiple converting and finishing
operations to be done in-line. Drying of flexo-
graphic inks requires the removal, through
evaporation or absorption, of a portion of the
ink blend. Curing of UV flexo inks is a photo-
chemical process, that is, a chemical reaction
is initiated by the ultraviolet light and instant-
ly proceeds to link the reactive components
of the ink blend. Many narrow-web presses
have both drying and curing capabilities at all
or some of the print stations.
Drying on narrow-web equipment is done
in chambers, or tunnels, located after each
print position. The volatile components of the
ink or coating are vaporized by heated, high
velocity air directed at the web. Ty p i c a l l y, the
air is heated with electric heating elements.
Some designs incorporate infrared (IR) lamps
to radiate heat energy to the web. Occa-
s i o n a l l y, natural gas will be used to heat the
a i r. The airflow in the tunnel must create tur-
bulence around the wet ink. As it passes
through the press, the web pulls a thin stream
of air with it that forms a vapor barrier, which
in turn prevents the evaporated particles
from escaping from the ink. Turbulence is
used to break down the vapor barrier.
Ultraviolet curing. For UV curing, ultraviolet
radiation (light) must be generated. Ultra-
violet light is usually generated with a mer-
cury lamp. When the lamp is turned on, the
mercury droplets are vaporized to a gaseous
state. When excited to a gas form, mercury
naturally emits radiation in the ultraviolet
f r e q u e n c y. Either an electrical current or
microwave radiation can be used to vaporize
the mercury. Polished reflectors are used to
direct the light at the web. For better, deep-
er or faster curing of some colors or of some
specialty formulations, other materials may
be added to the mercury in the lamp to alter
the spectral “signature” or wavelength pro-
file of the emitted light.
Laminating and Va rn i s h i n g . Some products
look better and are more durable with a
glossy surface finish. This finish can be
accomplished by laminating a film with a
pressure- or heat-sensitive adhesive to the
web, or by applying an overprint varnish.
Most converters use varnish, since it is gener-
ally considered cheaper than laminating.
Ultra-violet curable varnishes are particularly
popular because of their durability and gloss.
When laminating, either a self-wound or
l i n e r-backed material can be used. If the lam-
inating material has a liner, then this must be
rewound on a waste spindle. The laminate
film is applied to the web by pressure from a
rubber roll in one of the die cutting stations.
As well as giving gloss to the product, lami-
PRESSES AND PRESS EQUIPMENT 23
24 FLEXOGRAPHY: PRINCIPLES & PRACTICES
nates and varnishes provide more durability
and scuff resistance.
Die-cutting Stations
Narrow-web presses are converting sys-
tems that combine printing with die-cutting
and other finishing operations. Die cutting r e-
quires extreme precision and exacting toler-
ances. Its mechanics have been compared to
using an ax to cut wood to a prescribed depth
repeatedly and consistently. The increased
use of film materials for labels requires that
the analogy be modified to include precisely
cutting plastic as well as wood.
Ty p i c a l l y, die cutting is done with rotary
tools. However, flatbed die cutting is often
used for folding cartons and in some inter-
national markets. Special male/female tools
are also used for folding cartons and for foil
lids. These applications require that the
desired shape be fully cut out of the web.
Since male/female tools provide a shear cut-
ting action, as opposed to the crush or burst-
ing action obtained with standard rotary and
steel rule dies, less force is required and a
cleaner cut is produced. Die life is also
greater with male/female systems.
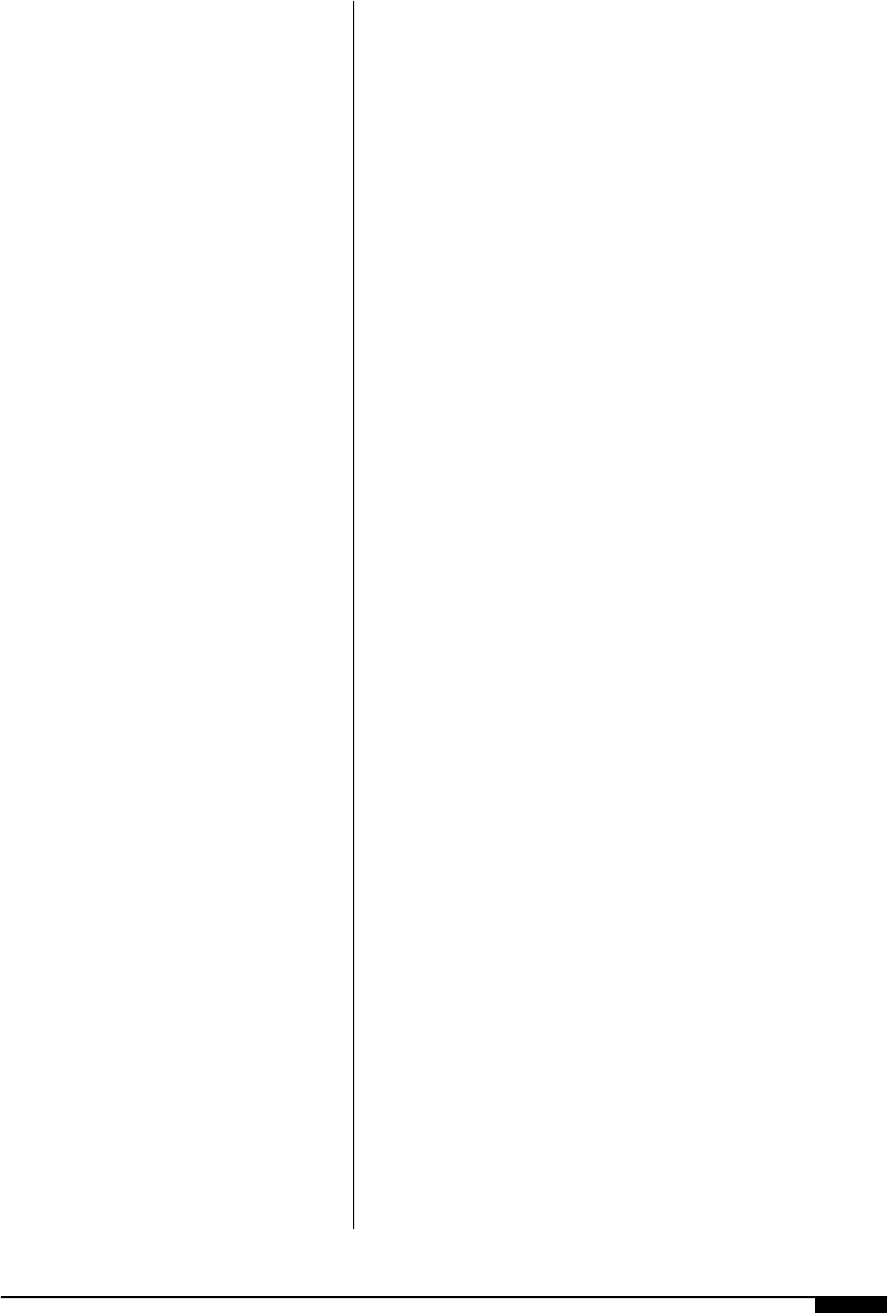
A typical rotary die station (Figure
j
)
consists of parallel slots milled in the front
and rear frames of the press; a rotating, dri-
ven roller used as an anvil; a pressure assem-
bly consisting of a pressure bridge and an
assist assembly; and a waste matrix removal
system. Removable bearing blocks are
placed on the journals of the die to position
and maintain it in the parallel slots.
j
A typical rotary die
station consists of
parallel slots milled in
the front and rear
frames of the press;
a rotating, driven roller
used as an anvil;
a pressure assembly
consisting of a
pressure bridge and an
assist assembly; and a
waste matrix removal
system.
j
The rotary die is typically engraved in the
desired pattern from high-grade steel. In
some cases, electronic discharge machining,
EDM, is used to create the cutting shapes.
This process uses an electrical spark to
erode material from the steel roll. It creates a
very durable cutting edge and is used for
long-run applications and when through-cut-
ting to the anvil. Thin steel, etched plates or
“flexible dies” are also used for die cutting.
These flexible dies are mounted on magnetic
cylinders of the appropriate circumference
to match the desired repeat length. The cost
of the magnetic cylinders has limited the use
of this form of die cutting because a separate
cylinder is required for each repeat size. This
method is used most frequently for EDP
labels and stickers and other applications
that have a small number of standard shapes.
Bearers are also machined on the die. The
height of the engraved cutting area relative to
the bearers determines the depth of the cut.
Different dies are usually required for differ-
ent liner materials. However, special anvil
rolls are sometimes used to allow the same
die to be used with a variety of liners. These
anvils have a different diameter on the main
body of the roll than in the area of the roll
contacted by the die bearers. This difference
in diameter changes the relationship of the
bearers and cutting blades to the material
being cut. These special anvil rolls are called
“stepped anvils.” Usually these are fixed
dimensions and one anvil is substituted for
another as the liner material is changed.
Anvil rolls have also been introduced that
allow the operator to adjust the depth of the
cut without changing the anvil roll.
The anvil rolls must be rigid enough to
resist deflecting under the force created by
the die-cutting operation. They must be
mounted in bearings adequate for the load
and the station frames must be rigid. The
pressure assembly must also be rigid and
must not compress or deflect. Many press
designs incorporate a pressure beam or a
roller beneath the anvil to increase the struc-
tural integrity of the die station and to assist
in carrying the load. Increasingly, die pres-
sure systems are used to observe the force
on both bearer areas and to obtain quantified
data for SPC or other quality programs.
Die-cutting Basics
Because of the many factors that affect the
outcome of what is broadly termed die cut-
ting, the process remains more art than sci-
ence. What may in certain situations be a
solution to a problem may, in other circum-
stances, make the problem worse. For exam-
ple, in some cases, waste removal (stripping)
problems caused by a difficult adhesive
release may be improved by heating the web,
but a thin plastic substrate will be difficult to
die cut if it is overheated.
Die cutting on narrow-web presses is very
much like using an old fashioned cookie cut-
ter on a thin layer of dough. In the case of
flatbed die cutting, forward speed of the web
and the die are matched by slowing or stop-
ping the web and/or moving the die in an
orbital pattern as the web slows.
Since, in flatbed cutting, all the cutting
edges contact the web at the same time, var-
ious approaches are used to reduce the
extreme pressures involved. The dies are
either kept small or, in some presses, the
amount of cutting edge in contact is reduced
by using a moving anvil roller under the web
to create the cutting action.
To get a picture of the rotary application,
imagine our cookie cutter being wrapped
around a cylinder, with the cylinder’s surface
speed matched to the speed of the web.
While the entire process is properly called
“die cutting,” it would be well to remember
that it really is a two-fold activity. One step is
the cutting of a material to a predetermined
shape, and the other is the removal or sepa-
ration of the product from the waste or the
waste from the product.
While die cutting is a large factor in the
PRESSES AND PRESS EQUIPMENT 25
26 FLEXOGRAPHY: PRINCIPLES & PRACTICES
success or failure of the entire converting
operation, the interaction of the various parts
of the converting process (printing, drying or
o v e r-laminating) often causes the difficulties.
The components of this interaction are: the
specifications for the products to be pro-
duced, whether it is tags, labels or specialty
items; the capability and condition of the
press and auxiliary equipment, such as an air
compressor; the environment in which the
process will take place; and the condition,
adequacy and quality of the die being used.
Individual components, such as the material
to be converted or the die, frequently meet
specifications of their own, but when used in
combination and influenced by other parts of
the process, may have to change to attain
needed or expected production rates.
The die station anvil is another significant
influence on the results of the cutting process.
Of the three variables that interact during the
cutting process – the liner, the die and the
anvil – the anvil is the easiest to inspect and
maintain. It must be perfectly round and
smooth, and its die-supporting surface has to
be concentric to its axis of rotation.
Even though anvils are made of steel and
hardened, like all components, they will wear
with use. Unfortunately, this wear is neither
uniform nor predictable. As with all cylinders
on a press, frequent detailed inspection of
anvils with appropriate measuring instru-
ments is advisable. It is preferable to take
some of these measurements while the load
is applied to the system, so that eccentricities
caused by faulty gears, bearings or support-
ing components can also be detected.
To best understand rotary die cutting
action, particularly with lines perpendicular
to the length of the web, think of the process
as driving an ax into a piece of wood. The
sharper the blow and the more rugged the
support, the more likely it is to produce a
thorough cut. The lighter the ax or the weak-
er the force of the blow, the more likely it is
to glance off the target and not penetrate suf-
ficiently to do its job.
Consider this definition of narrow-web die
cutting: “the process of cutting a prescribed
shape in register while printing on diverse
substrates moving at high speeds, without
adversely affecting the integrity of the carri-
er and while separating waste.” It is a simple
enough statement for a process that can be
very frustrating when problems crop up.
Additional details about the key aspects of
die cutting are discussed below.
Substrate Influence
The two most important traits to consider
when die cutting are the substrate’s ability to
be die cut with a wedge-like tool, as in rotary
die cutting, and sufficient strength in the
part that becomes waste, to resist the stress
of subsequent waste rewinding. In the case
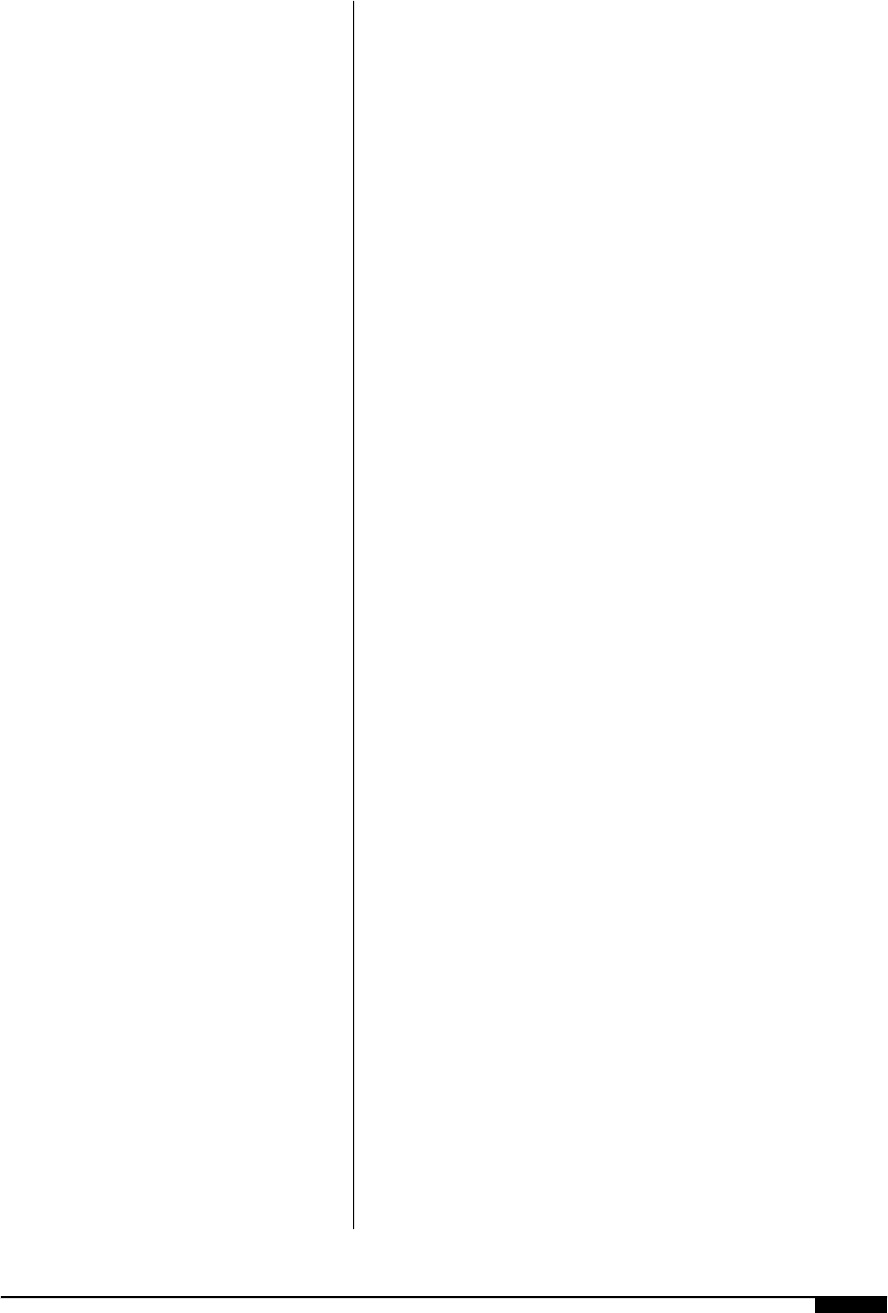
of pressure-sensitive laminates (Figure
1 )
) ,
the adhesive bond to the release liner, called
the release factor, adds significantly to the
strength requirements of the waste portion,
as does the product’s configuration. To a
lesser degree, the impact tear strength of the
waste material is also important, since the
removal and rewind process tension often is
i r r e g u l a r.
Many materials besides paper are now
used in converting on narrow-web flexo
presses. Some of these materials are readily
1)
This cross-section
of a pressure-sensitive
laminate shows the
layer where the adhe-
sive bonds the release
liner, which provides
the additional strength
needed to resist the
stress of subsequent
waste rewinding.
1 )
affected by environmental conditions when
it comes to being die cut and having waste
removed. For example, some thin plastic
films are affected by heat and/or ink sol-
vents, making them extrude under the die
edge instead of parting.
The liner of a pressure-sensitive laminate,
sometimes called the carrier sheet, is as
important to the die-cutting process as the
label material itself. Since the liner, along
with the anvil roller, becomes the surface
supporting the die-cutting action, it is impor-
tant that it be uniform in all characteristics
throughout the lot, particularly in thickness
and compressibility.
For many years, paper coated with a thin
layer of silicone to allow easy removal of the
adhesive was the material of choice for lin-
ers. As the variety of label materials grew
and the demands on the strength and perfor-
mance of the liner increased, plastic liners or
composites also came to be used.
It is paradoxical that the liner on a pres-
sure-sensitive laminate is ultimately discard-
ed as waste, but during its life serves many
critical functions in the manufacture and
application of pressure-sensitive labels. The
liner function starts as a release-coated web
to which adhesive and label-face stock are
merged. Its next job is to provide a way to
store the label material until it is placed on
the press unwind, at which point it becomes
a carrier for the face stock, transporting it to
the various printing, coating and over- l a m i-
nating stations. When the web reaches the
die-cutting station, the liner functions as part
of the anvil against which the die cutting is
done. The liner then carries the die-cut label
as a conveyor through the waste-removing
station and onto the end of the press, where
it takes on a storage function again, either in
fan-folded, sheeted or roll form. Before
being disposed of, the liner performs its last
significant task, that of providing a way to
remove the label for transfer to its product
or other end use.
In many cases, the label is transferred to
its intended surface with automatic dispens-
ing equipment that relies a great deal on the
l i n e r ’s ability to release the label and with-
stand the high stresses of this dispensing
process. It is at this point that the quality of
the die-cutting process and its effect on line
integrity are most critical.
Since many pressure-sensitive labels are
automatically dispensed and applied in high
speed packaging lines, it is important that
while die cutting, the liner’s integrity be pre-
served. If the die cuts too deeply, it may dam-
age the liner’s release coating and sometimes
even the base material. Depending on the
location and severity of this damage, fouling
of the application equipment can occur and
cause interruptions of the production line.
Frequent and diligent monitoring of the die-
cutting process will prevent this downtime.
The most prevalent method of quality
assurance for liner integrity is visual inspec-
tion of the liner after removing the die-cut
parts from randomly selected portions of the
web. To enhance this difficult, very subjec-
tive evaluation, a dye or diluted ink solution
is spread over the release-coated side of the
l i n e r, where it will penetrate and highlight
areas where the coating has been damaged.
When it comes to quality, there are widely
varying standards for what to accept and
what to reject. It is crucial that the standards
are agreed upon between the customer and
the producer and clearly defined to the press
staff before each production run.
Since the quality of the label’s liner is such
a critical part of the product’s utility, the
matching of the die’s specification to the
liner thickness is critical. A great deal of the
potential success or failure of the die-cutting
process depends on the ability to maintain
tight control over the consistency of the
thickness (caliper) and compressibility of
the liner so the die can be produced to work
with a predetermined liner specification. Un-
expected variations in the die or the liner are
PRESSES AND PRESS EQUIPMENT 27
28 FLEXOGRAPHY: PRINCIPLES & PRACTICES
the most frequent causes for production
problems and resulting delays.
Cutting Modes
There are two basic modes of rotary die cut-
t i n g :
• Partway-through cutting, usually done to
the liner, without damaging it, when the
substrate is a multiple-layer laminate,
• Through-cutting, sometimes called
“steel-to-steel” cutting, cuts through the
whole web thickness.
Combinations of the two modes are some-
times used with the same die, which is called
a two-height or multi(ple)-height tool.
Other cutting modes sometimes are used
in narrow-web presses. For example, slitting
a straight cut along the web can be done in
several modes: with a through-cutting (steel-
to-steel) lineal rotating die against an anvil,
using razor blades held by a press attach-
ment against the web (substrate) as it moves
along; or with rotating shearing rings whose
edges overlap like scissors to sever the web.
On narrow-web presses, shear cutting
across the web is very rare, except in small-
hole cutting with special male/female attach-
ments. This example is yet another variation
of the basic cutting modes.
Prescribed Shapes
The easiest shape to define, specify and
die cut is a straight line along the web’s trav-
el direction. While it may seem that a
straight line in any direction would be equal-
ly simple, that is not the case in rotary die
cutting. Straight line cutting across the web
(perpendicular to web travel direction),
causes significant reactive stresses on the
die support members and the total die sta-
tion, including the anvil. These stresses can
be very significant as the length of cut across
the web approaches the full web-width
capacity of the press.
Examples of simple, across-the-web cut-
ting are a cross perforation used on comput-
er labels and buttcut labels, such as bumper
stickers. Circles are considered the easiest
shape to die cut because of the absence of
across-the-web straight lines, but there can
be a problem with waste removal.
There are many aspects of a product’s
shape that affect the ease of waste removal.
U n f o r t u n a t e l y, the converter is frequently not
given enough of a chance to affect the final
design. In addition to long, straight-across-
the-web lines, other hurdles to successful
waste removal without tearing the substrate
include small corner radii (under 1"), abrupt
changes in outline configurations and reverse
indentations in the product outline .
Specialized Tooling
There are two manufacturing processes
that generate the cutting edges on rotary dies.
One uses conventional machining, sometimes
called engraving because the cutters are so
small. The other uses electrical discharge
machining: the controlled erosion of material
with an electric spark. Whatever the process,
the crucial results are shape, included angle,
sharpness and consistency of cutting edge
height in relation to the bearer.
Besides the conventional rotary die pro-
duced from a steel bar with raised cutting
edges and machined to conform to the press,
there are also now in use thin, sheet-steel
etched dies mounted to magnetic cylinders.
But their use is limited by the availability of
varying repeats of costly magnetic cylinders.
In addition to shape-cutting rotary dies,
other special tools used in the die-cutting sta-
tions of narrow-web presses are described
b e l o w.
Removable Blade Crosscut To o l s. These tools
cut straight across the web and by changeing
blades, allow the removal and replacement
of the cutting edge as it wears. These tools
also allow a change from straight cut to var-
ious interrupted cuts, called perforations,
and changes in cut spacing.
Adjustable lineal cutting and scoring tools.
These tools permit across-the-web position
adjustment of the lineal cut, while the press
is stopped. After loosening a set screw, the
cutting blade is repositioned and then
relocked. Often, these tools come with extra
blades and some perforating wheels. When
repaired, all parts originally supplied with
them must be refurbished at the same time.
Pinfeed hole-cutting tools. For use with pres-
sure-sensitive laminates, these tools are
available as either fixed-position or adjus-
table across-the-web tooling. Usually, they
are installed in the anvil position of the die
station, cutting the liner up against the face
material, and allowing removal of the small
liner waste on the pressure-sensitive waste
m a t r i x .
For some other applications, where small
holes are required in the liner, such as feed
slots for some labeling equipment, the same
principle as for pinfeed hole cutting can be
used. Frequently, the die labeling is then no
longer adjustable but is dedicated to that
a p p l i c a t i o n .
A i r-assisted dies. When cutting through a sin-
gle-layered substrate or all the way through
a multilayered web, compressed air is fre-
quently used to keep the die clean and help
separate waste from web. Air-assisted dies
are made with air passages leading from the
cutting cavities to the hollow center of the
tool, which is connected to a compressed-air
source. Waste accumulating in the cavities is
a common culprit in die damage.
Two kinds of air-assisted dies are in wide
use today: the standard air-eject, with all
passages open at the same time; and dies
incorporating a unique valving system that
uses air more efficiently to greatly boost the
capabilities of air-assisted tooling while
reducing some of the disadvantages.
To further help with waste collection and
removal, industrial vacuums, brushes and
various other mechanical devices are
e m p l o y e d .
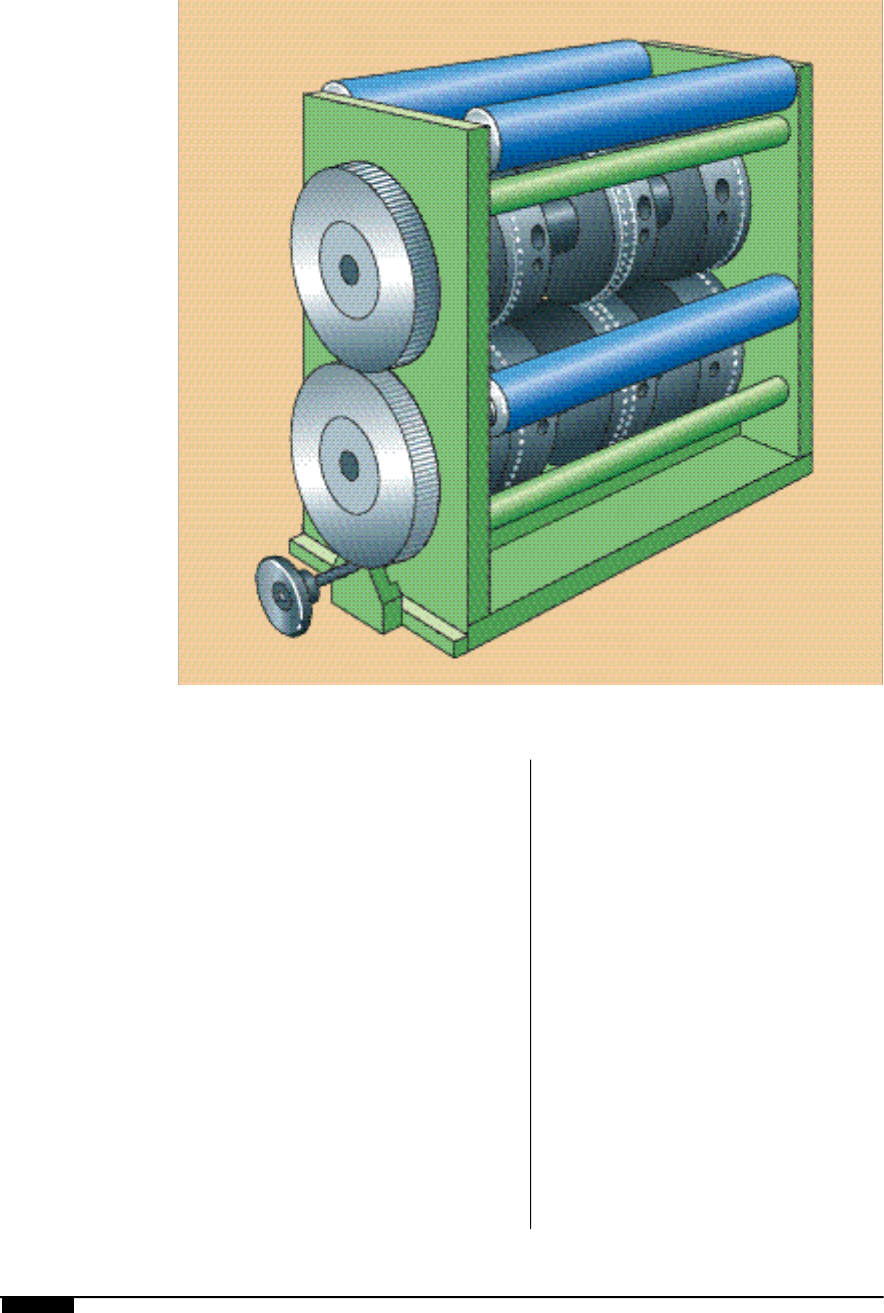
Male/female tooling. This tooling is employed
on web presses if product quantities are large
enough to amortize the cost. The rotary
attachments use two large, geared rings run-
ning opposed to one another with the web
between them (Figure
1 !
). The lower ring
usually carries the female or die portion and
the upper carries the punch, which penetrates
the substrate and forces waste into the die.
Cutting is achieved by a shearing action.
U s u a l l y, waste is removed from the lower ring
with a vacuum, creating the most positive cut-
ting and waste removal system in rotary die
cutting. A flat die-cutting attachment is some-
times available for reciprocating male/female
cutting, depending on press or unit design.
Care and Handling of
Rotary Tooling
Rotary dies represent a major investment.
They are very expensive, perishable tools
and can be resharpened several times. Their
service life is directly related to the sub-
stances being cut, the ink through which cuts
are made, and the care the tool gets. Given
the precision nature of these tools, even stor-
age habits have to be considered in prevent-
ing damage.
It is sad but true that die repair is mandat-
ed more often by mishandling or damage in
storage rather than by wear. Much has
already been written about ways to avoid die
damage. The essentials can be reduced to
common sense practices that apply to any
machine part.
Shafts and bearers should be clean and
well-lubricated. Die surfaces must be kept
clean and protected from unexpected
sources of damage, such as rings or belt
buckles worn by the operator. Keeping the
die protected while stored, installed in the
press or otherwise handled should become a
routine pressroom practice.
Die wear caused by use is expected. The
die should be checked after each run to
PRESSES AND PRESS EQUIPMENT 29
30 FLEXOGRAPHY: PRINCIPLES & PRACTICES
decide if resharpening is required before
putting the die into storage, so it will be
ready to work well the next time.
Problem Areas
The rotary die-cutting process appears quite
simple under casual observation but in fact
relies heavily on the quality of tools, convert-
ing materials, the condition of the die station
and the press. In addition to control and
maintenance of appropriate web tension, the
press must be able to keep the web from
weaving, thus avoiding what can be one of
the major sources of die damage – tracking
of the web under the bearers.
The die-cutting process relies on the web
being under tension while supported by the
anvil. This anvil must be rigidly supported
against deflection because the forces during
die cutting change greatly as the cutting
edges move from along-the-web to across-
the-web cuts. If the die isn’t correctly loaded,
the die bearers and the cutting edge may
separate from the anvil, thus losing the criti-
cal positioning of the cutting edge in relation
to the anvil. This separation, referred to as
die liftoff, is often found to be the source of
diecutting difficulties that can’t be diag-
nosed by measuring the die, the straightness
of the anvil and the liner in use.
A similarly difficult-to-diagnose problem is
caused by die flexing and sometimes both die
and anvil flexing. In this situation, the bear-
ers do not necessarily leave the anvil surface,
but the forces during cutting are great
enough to bend the die, causing a movement
1!
A typical rotary
male/female punching
unit, where the lower
ring usually carries the
female or die portion
and the upper carries
the punch. The gears
run opposed to one
another, with the
web between them,
penetrating the
substrate and forcing
waste into the die.
Cutting is achieved by a
shearing action.
1 !
of the cutting edge away from the anvil along
the center of the across-the-web cuts.
In early models of narrow-web presses,
the problems of die flexing, anvil flexing and
die liftoff were accentuated by the method
used to position and load the die against the
anvil; it was done by applying the load over
the shafts through bearing blocks. In mod-
ern presses, anvil diameters and shaft sup-
port bearings have been increased consider-
a b l y, and the method of loading the die
employs an assist system that applies the
pressure directly against the die bearers
while using the die shafts only to locate the
die in the required position to the anvil.
A frequently asked question about die
wage is: What is the correct operating load
for a die? There is no specific force that can
be stated, since the load varies with the
amount of cutting edge across the web, the
material to be cut and the sharpness of the
die. The best way to define the correct load
is to say that just enough pressure should be
applied to keep the die bearers from sepa-
rating from the anvil during any part of the
d i e ’s revolution.
Various devices for measuring the load
being applied to the die have been developed
and are useful in training and developing
operator skills. It is very important that the
load applied to each bearer be equal, since
uneven loading can be even more detrimen-
tal than incorrect total load. In the absence
of load-measuring devices, backing off and
reapplying load while observing the cutting
action of the die and looking for evenness of
cut across the web can indicate whether a
die is loaded correctly. It is important to
remember that as a die-cutting station is
used, it warms up and various parts expand
at different rates. It is critical for extending
die life and reducing overloading on various
parts of the system, particularly bearings,
that during the warm-up period, die load is
readjusted to reduce excessive loading
caused by thermal expansion.
When a rotary die is positioned in the die
station, axes of the die and anvil must be
perfectly parallel to each other and perpen-
dicular to the web. Use of worn or non-sym-
metrical bearing blocks can cause lack of
parallelism, which results in changes in the
cutting depth of the die, incorrect placement
of the desired label shape on the web and
premature die failure.
During the life of a rotary die, the bearers
are very seldom the exact size that its gear
and particular anvil circumference require
for exactly matching die bearer surface
speed to that of the anvil. Therefore a slip-
page between the die bearer and the anvil
surface on which it rides has to occur. To
minimize the effects of this differential
movement, it is imperative that the surfaces
of the hewer and the anvil be kept clean and
well lubricated. Many narrow-web presses
do this cleaning and lubrication by installing
wipers. Wipers are pieces of felt or similar
material that ride against the anvil and/or
die, wiping away paper dust and other
debris, and depositing oil on the wiped sur-
face. These wipers require constant atten-
tion to replenish their oil and to remove the
accumulated debris they pick up.
Waste Removal
Die cutting creates a waste matrix that
must be removed and accumulated for dis-
posal. With pressure-sensitive labels, the
waste matrix is a portion of the face stock
and adhesive. Frequently, an edge trim of the
liner is made with a scoring unit and this por-
tion of the liner is also removed with the
waste matrix. The most common removal
and disposal method for this waste is to strip
it from the material and to wind it on a core-
h o l d e r. The waste rewind unit consists of an
idler roll for stripping the waste; a capstan
roll driven through a clutch to pull the
matrix at a constant tension; and a clutched
core-holder on which to wind the waste. A
turret system may be used for waste winding
PRESSES AND PRESS EQUIPMENT 31
32 FLEXOGRAPHY: PRINCIPLES & PRACTICES
for continuous operation, as can a vacuum
removal system. These systems also incor-
porate the stripping idler and capstan roll.
The waste-rewind components are intended
to keep the waste matrix moving at the
speed of the web without hesitation or
excessive pull. Frequently, a driven capstan
roll is provided to assure uniform pull on the
waste matrix as the rewound waste roll
changes size during the cycle. The waste
rewind drive has a clutch to allow for the
torque variation caused by the size change
as it drives a core holder and lock.
Many experts consider the geometry of the
point of waste-from-web separation a very
critical factor in overcoming waste removal
problems. Therefore, to allow for the rela-
tionship between the web, the die anvil and
the point of waste separation to be optimized,
both diameter and position of the idling roll of
the waste removal section and the position of
the stripping bar must be adjustable.
The waste created in die cutting folding
cartons, lids, in-mold labels and other prod-
ucts that are fully cut out of the web, is han-
dled differently than a pressure-sensitive
waste matrix. Die cutting of these products
occurs in the sheeting position of the press,
and the die cut pieces are fed into a convey-
or or stacker. The waste matrix is the unused
portion of the full web and not simply a por-
tion of the face stock, as with a pressure-sen-
sitive construction. If the waste is a continu-
ous matrix, it will typically be rewound on a
standard product rewind. In some cases, the
shape of the product prevents a continuous
waste matrix from being formed. When this
occurs, the waste is vacuumed away. The
vacuum system may be used with a pin-
removal system to physically capture the
waste for deposit into the vacuum tube.
In addition to shape-cutting rotary dies,
there are a number of special tools that are
used to sheet, perforate, score and add holes
to the web. These tools sometimes are
mounted on special platforms in the press,
but are more often used in a die station.
Removable blade crosscut tools are used
to through-cut, perforate or score across the
web. The blades used for the different oper-
ations can be easily interchanged and
replaced when worn. Ty p i c a l l y, the tool is
made with multiple positions around the roll
for mounting of the blades. By adding or
removing blades in these positions, the spac-
ing of the cuts may be altered.
Lineal cutting and scoring tools cut, score
and perforate the web in the direction of its
travel. Through-cutting systems are normal-
ly located in a dedicated position on the
press and are crush-cutting circular knives.
These systems can also be used for perforat-
ing the web. Shear-cutting systems are also
available for through-cutting. These may be
mounted either in a die slot or in a dedicated
position, depending on the press design.
Lineal-scoring tools are used to cut or perfo-
rate only part way through a web, for exam-
ple, to cut through the liner but not the face
stock of a pressure sensitive web. These
tools usually are positioned to cut or perfo-
rate from the bottom side of the web. They
may be placed in a die slot, but frequently
are mounted with brackets directly to the
press frames.
Hole-cutting tools are used to create feed
slots or other holes in the web. These tools
can be placed in a die slot and used to cut
through the liner material of a pressure-sen-
sitive web. The liner waste is then removed
with the waste matrix. More typically, line
hole punching is done with a male/female
unit mounted in a special platform on the
press. The waste from these systems is vac-
uumed away. Air assist dies are sometimes
used for through-punching the web. These
tools use compressed air to eject the waste
chaff from the die.
Product Delivery and Collection
The most common delivery system on nar-
row-web presses is to rewind the product.