FTA (изд-во). Flexography: Principles And Practices. Vol.1-6
Подождите немного. Документ загружается.


68 FLEXOGRAPHY: PRINCIPLES & PRACTICES
Drum as well as flatbed scanners filter the
light through red, green and blue filters and
then use an electronic detector to convert
the light into the separate electronic RGB
channels. Drum scanners use a photomulti-
plier tube (PMT) to convert the light. This
technique allows for capturing a wide range
of color. It also makes the equipment more
expensive when compared to flatbed scan-
ners. Flatbed scanner optics utilize CCDs
(charged coupled devices) to detect the light,
one scan line at a time. CCD technology is
less expensive, but it generally provides a
lower range of reproduction. Recent
advances in CCD technology have greatly
leveled the playing field.
Another difference between the two types
of high-end scanners is the ability to provide
an image compatible with high-resolution
output devices. Resolution outputs of most
high-end devices range from 2,400 to 4,000
dpi (dots per inch) for commercial work.
Both drum and desktop high-end devices
easily meet these requirements. However, for
especially high-resolution output, the drum
scanner far surpasses the desktop models.
Drum scanners can go up to 10,000 dpi, while
desktop models max out at 5,000 dpi.
SCANNING IMAGES
A good scan is as important as a good orig-
inal to successful reproduction of an image.
Digital retouching, either by resampling or
interpolation, or high-quality output can not
make up for an inadequate scan. The quality
of a scan is highly dependent on the number
of pixels per inch (ppi) a scanner can cap-
ture. This is called its resolution.
Before scanning an image, it is important to
know how that bitmap image will be repro-
duced, its printed size and which screening
technology – either stochastic (FM) or con-
ventional (AM) – will be used. The resolution
to use when reproducing images via FM
screening depends on the FM screen used. An
image with a FM dot that is close to the mini-
mum size the printing press can print consis-
tently is considered ideal.
If traditional halftone screening for color
and grayscale bitmap images is used, the res-
olution required is usually dependent upon
the screen ruling and the final printed size.
At actual reproduction size, it is recom-
mended that the resolution be at least 1.5
times the screen ruling. For instance, an
image printing at 120-line screen should
have at least 180 (120 x 1.5) ppi for high qual-
ity reproduction.
During the process of enlarging or reduc-
ing the size of an image, the “effective” reso-
lution is changed. Resolution is changed in
direct proportion to the percentage of
enlargement or reduction. If, for example,
the 180 ppi scan were enlarged to 200%, the
effective resolution is reduced in half to 90
ppi. This scan would now only support qual-
ity reproduction at 60-line screen. This is
why scanning should always be done with
the final printed size in mind. If a scan will be
used for more than one size, or the size is not
known precisely at the time of scan, it is best
to scan at the highest resolution. A scan with
too much resolution can be safely down-
sized, but a scan with too little resolution
can not be upsized (resampled). The missing
data simply can’t be created (interpolated)
to still maintain the quality for printing. With
a resolution of more than twice the line
screen, however, there is no appreciable
improvement in the quality. The following is
the formula to calculate the scanning resolu-
tion required:
Scan Quality Screen
Resolution
Factor
Ruling
Magnification
Where
Quality Factor = 2.0 is the rule of thumb; 1.5
minimum recommended.
Screen Ruling = Screen ruling which will
be used to print the image,
such as 120 lpi.

Magnification = Magnification of original
image to the printed image.
Example: The image from a 35mm slide
transparency will be printed at 300% enlarge-
ment (magnification of 3) at 120 lpi. Using a
quality factor of 2, the required scanning res-
olution would be 2 x 120 x 3 or 720 ppi.
Note: For a given scan resolution and
quality factor, screen ruling and magnifi-
cation can be traded. That is, a file of a
given size in total number of pixels can be
printed with the same quality level at dif-
ferent combinations of the two.
In the above example, if instead of a mag-
nification of 3, a magnification of 2 is
used, the screen ruling now becomes 360/2
or 180 lpi. That is, the same file could be
printed at the 200% magnification at a
screen ruling of 180 lpi with the same qual-
ity level as before at a 300% magnification
and 120 lpi.
This calculation can easily be seen in a pro-
gram such as Adobe
®
Photoshop. Suppose
an image has a width of 8" and height of 4" at
a resolution of 75 ppi. This means, the file has
a total of 600 by 300 pixels. In the Image Size
menu, if the resolution is changed to 150 ppi
and the resample image box is not checked,
the new width and height will be 4" by 2".
Similarly, changing to 300 ppi decreases the
size to 2" by 1" (Figure
5$
). These examples
demonstrate how the originally available pix-
els have simply been redistributed.
Note: If the resample image box is
checked, the program will interpolate data
to give the same size image at the higher
resolution. Quality will not be maintained
in that case. Taking the original image and
forcing the resolution up by a factor of 4
(from 75 to 300) and then outputting at the
original 8" by 4" size will result in a totally
unacceptable image.
For line art, scanning is not dependent on
the screening method. Instead, line art
should be scanned at the output device reso-
lution, if the output device is less than 1,200
dpi. Scanning at a higher resolution than
1,200 pixels per inch will not yield a better
looking image.
PRODUCING A COLOR
SEPARATION FOR FLEXO
It is important to point out that traditional
methods of producing color separations are
geared toward offset reproduction. The
uniquely different characteristics of flexo-
graphic printing dictate that offset separa-
tions should not be used for flexo printing.
The following describes the differences
between flexo and offset separations.
PREPRESS 69
5$
The same electronic file
of 600 by 300 pixels
results in different size
images at different pix-
els per inch. If the
resample dialog box is
not selected in an
image-editing program,
as pixels per inch goes
up, the image size goes
down, keeping the total
number of pixels avail-
able for output constant.
300 ppi
2"
1"
4"
2"
8"
4"
150 ppi
75 ppi
Electronic File
600 x 300 pixels
5$

70 FLEXOGRAPHY: PRINCIPLES & PRACTICES
Highlight/Shadow Treatments
Highlights and shadows are treated differ-
ently in flexo than in offset. The smallest re-
producible dot on a flexo printing plate is
about a 2% dot. Dots that are 1% do not carry
the same amount of support on the plate,
and in some cases, do not print at all. In
other cases, ink builds up on the dots and is
released onto the substrate in blobs. This is
known as “dirty print.” A scan, then, should
not have anything less than a 2% dot.
A current technique addressing minimum
dot size is frequency modulated (FM) dots in
the highlights. Printed samples have shown
that it is possible to fade to a 0% dot. This
technique not only allows for the reproduc-
tion of cleaner, brighter highlights, but also
results in cleaner or more saturated colors.
Shadows also require a different printing
approach. Flexographic presses generally
record the highest density value at 93% to
98% screens, not on a solid. Solids, especially
when printing in combination with screens,
tend to produce picking. This is when the ink
does not fully adhere to the substrate, leaving
tiny holes. Screen values of 93% to 98% not
only adhere better to the substrate, but also
gain on press to a solid. Due to these factors,
separations for flexo should not be made
where the shadows go to 100%.
Separation Techniques:
GCR/UCR/TAC
GCR (Gray Component Replacement),
UCR (Under Color Removal) and TAC (Total
Area Coverage) are separation techniques
which are used differently in flexo than they
are used in offset.
UCR is the balanced reduction of cyan,
magenta and yellow in shadow areas, with
an increase of the black to maintain the dark
and near neutral shadows. This technique is
not always best suited for flexographic print-
ing. The ideal use of this technique will be
where one can reduce the amount of color in
yellow, magenta and cyan while maintaining
the shape and shadow detail in those three
colors.
TAC is the total of the dot percentages of
the four process colors on the final film in
the darkest shadows. Knowing and compen-
sating for the TAC is important during the
conversion stage. Typical maximum TAC for
flexo runs from 280% to 320%.
GCR is more easily defined by saying that
an unwanted color (cyan in reds or magenta
in greens) can be replaced entirely or par-
tially with black. Under normal conditions in
the flexo process, it is recommended that
GCR be restricted to a single unwanted
color. The use of GCR in flexo separations
allows printers more latitude on press and
prevents printed images from looking gray
and dirty.
GCR should not be used when the printer is
forced to print line black on the same station
as the process black. It is better to have a
short (skeleton) black for the separation, so
there is more latitude in setting the impres-
sion. The use of GCR also allows items of sig-
nificant color variations to be printed side by
side (Figure
5%
). For example, printers tradi-
tionally stay away from printing an item like
carrots next to a bowl of peas. The results are
usually poor because in an effort to get more
red into the carrots, the increased magenta
makes the peas dirty. The use of GCR
removes the magenta from the peas (and
cyan from the carrots). This allows the print-
er to increase the magenta as needed without
the peas being affected. In conjunction, the
cyan in the peas can be manipulated without
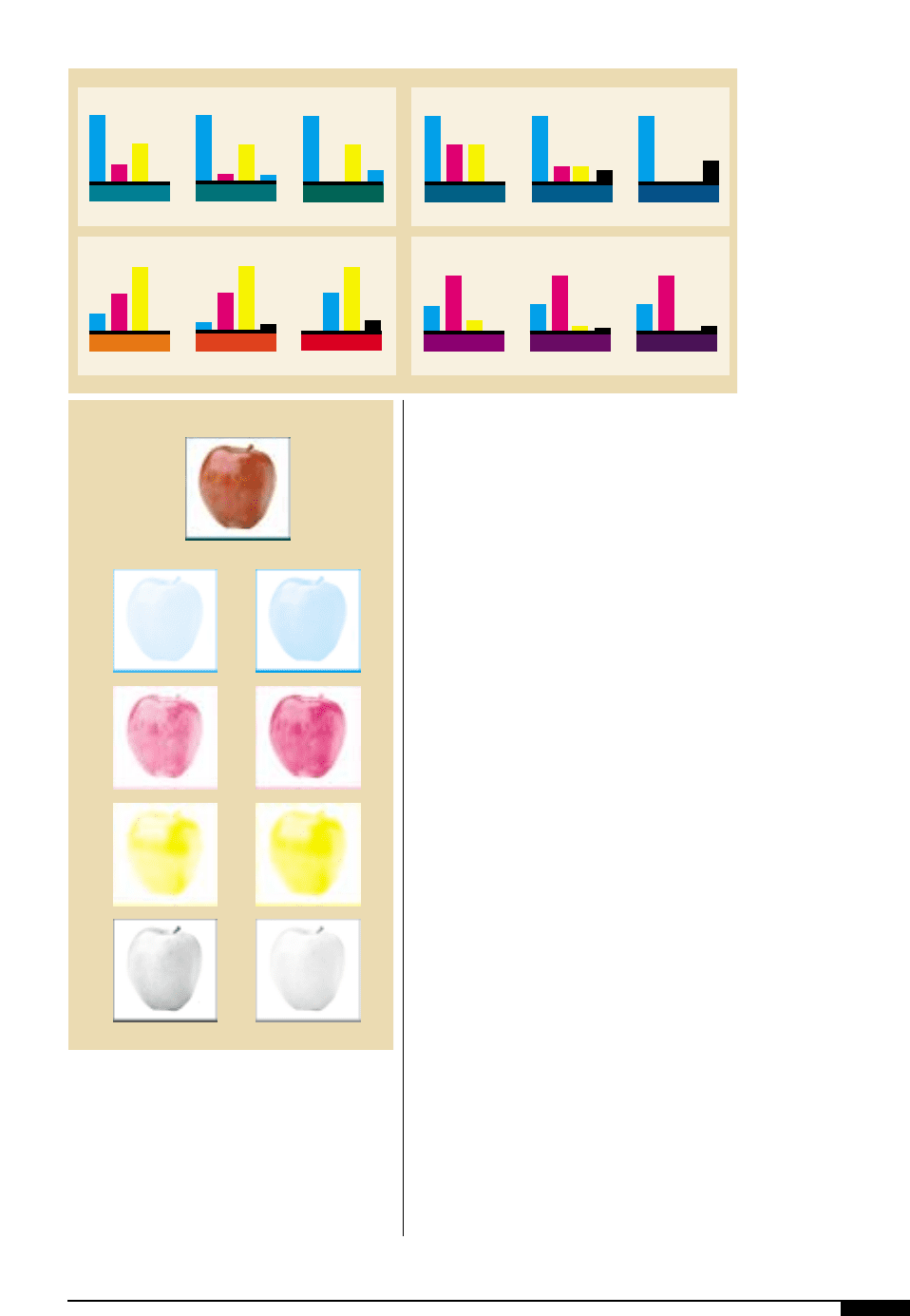
affecting the color of the carrots. Figure
5^
shows a separation with and without GCR.
Cutback Curves/ICC Profiles
Cutback curves and ICC profiles are two
methods of compensating for the particular
print characteristics, mostly the dot gain, on
a flexo press. The methods will be discussed
elsewhere in detail, but depending on the
particular workflow, some, or all of these
measures, can be built in right at the scan-
ning stage. When working with ICC profiles,
for example, the profile of the scanning
device can be generated and used with the
scan. Ultimately, using ICC profiles, each
input and output device is characterized and
the desired color is specified in device inde-
pendent CIELab color space. With current
practice and technology, this workflow has
not been implemented to any large extent.
DIGITAL PHOTOGRAPHY
Digital photography is still in its infancy
when it comes to the flexographic print
process. It is important to recognize the cur-
rent uses and workflows in which digital
photography is utilized and then compare
them to how things should work in today’s
flexo prepress environment.
Digital photography has been an enor-
mous benefit to the offset-print market. This
process captures and saves the image as dig-
ital data during the actual photography
stage. Where traditionally an image is pho-
tographed, a color negative developed and
then a color transparency or print is gener-
ated that can then be scanned; a digital
photo bypasses almost all of those steps.
Once the image is photographed it is trans-
ferred to computers for immediate editing
and output. Generally, the images do not
require separation from an RGB color space
to the CMYK printing color space. The cost
of separating the image is eliminated as is
the time to do so.
The RGB digital capture is easily converted
PREPRESS 71
5%
Colors respond
differently to the GCR
process. When yellow
is swapped out for black
the resulting color
changes are most
noticeable. Replacing
black with cyan or
magenta exerts a
significant, but less
obvious, impact on
the color palette.
5^
The apple image is
compared with and
without GCR. When
GCR is used, there is
an increase in the black
separation.
C
M
Y
K
With
GCR
No
GCR
5^
MAGENTA
0% GCR 50% GCR 100% GCR
MAGENTA and YELLOW
CYAN
YELLOW
0% GCR 50% GCR 100% GCR
0% GCR 50% GCR 100% GCR 0% GCR 50% GCR
100% GCR
5%

72 FLEXOGRAPHY: PRINCIPLES & PRACTICES
by the photograhper to CMYK through color
conversion tables. Digital proofing devices,
available to the photographer, allow the
image to be proofed and submitted to the cus-
tomer for review. If any color changes are
needed, the photography studio can easily
execute the changes and resubmit the image.
This process works well for offset printing
because the conversion tables and proofing
systems have been optimized for that
process. It does not, however, meet the needs
associated with flexographic reproduction
for the same reasons that a scan specifically
created for offset will not print well in flexo.
The following are some of the reasons.
Minimum/Maximum
Dot Requirements
As mentioned previously in the scanning
section, flexo requires a minimum of a 2%
dot and a maximum of 95% to 98% dot. The
RGB-to-CMYK color conversion tables avail-
able to the photographer do not traditionally
allow for these settings. However, new soft-
ware and more sophisticated color conver-
sion programs are quickly closing the gap.
Use of 100% GCR
Today’s flexo separators are using a full
GCR (gray component reduction) approach
more than ever before. This means that sepa-
rations are done predominately with full
range (0% to 100%) in yellow, magenta and
black and a short range (60% or greater) for
cyan. This “short” cyan is used when a green
color is reproduced and to add weight to very
dark shadows. Color conversion tables that
go from RGB to CMYK have been set up to
produce an opposite separation. Those sepa-
rations are done with a long yellow, magenta
and cyan, and a short black. This requires
extensive retouching to make the adjustment
from long cyan to short cyan. New software
entering the market will address this issue
and offer acceptable alternatives.
CMYK vs. RGB Proofing
One of the biggest reasons why digital pho-
tography has not benefited flexo the way it
has the offset market is because of the digital
proofing dilemma. The proofing devices use
an RGB-to-CMYK color conversion table that
is completely different than the one used to
create the color separation for printing. This
is an important fact to consider. The digital
file output by the separator is completely dif-
ferent from the proof supplied by the cus-
tomer as a color target. The separator, then,
has to manipulate the file to match the cus-
tomer’s or the photographer’s proof.
These issues can effectively eliminate the
cost and time savings associated with digital
photography. In short, the file received by
the flexo separator can not be used as is. It
must still require minimum and maximum
dot percentages and GCR applied, and must
be color corrected to match the customer-
supplied proof. Digital photography is a
valid means of capturing an image, but the
customer has to realize that, because of the
unique properties of the flexo print process,
the digital file must be treated as if it were an
original transparency or reflective art.
SCANNING DEPARTMENT SETUP
The quality and variety of equipment
found in a scanning department in a pre-
press house varies from supplier to supplier
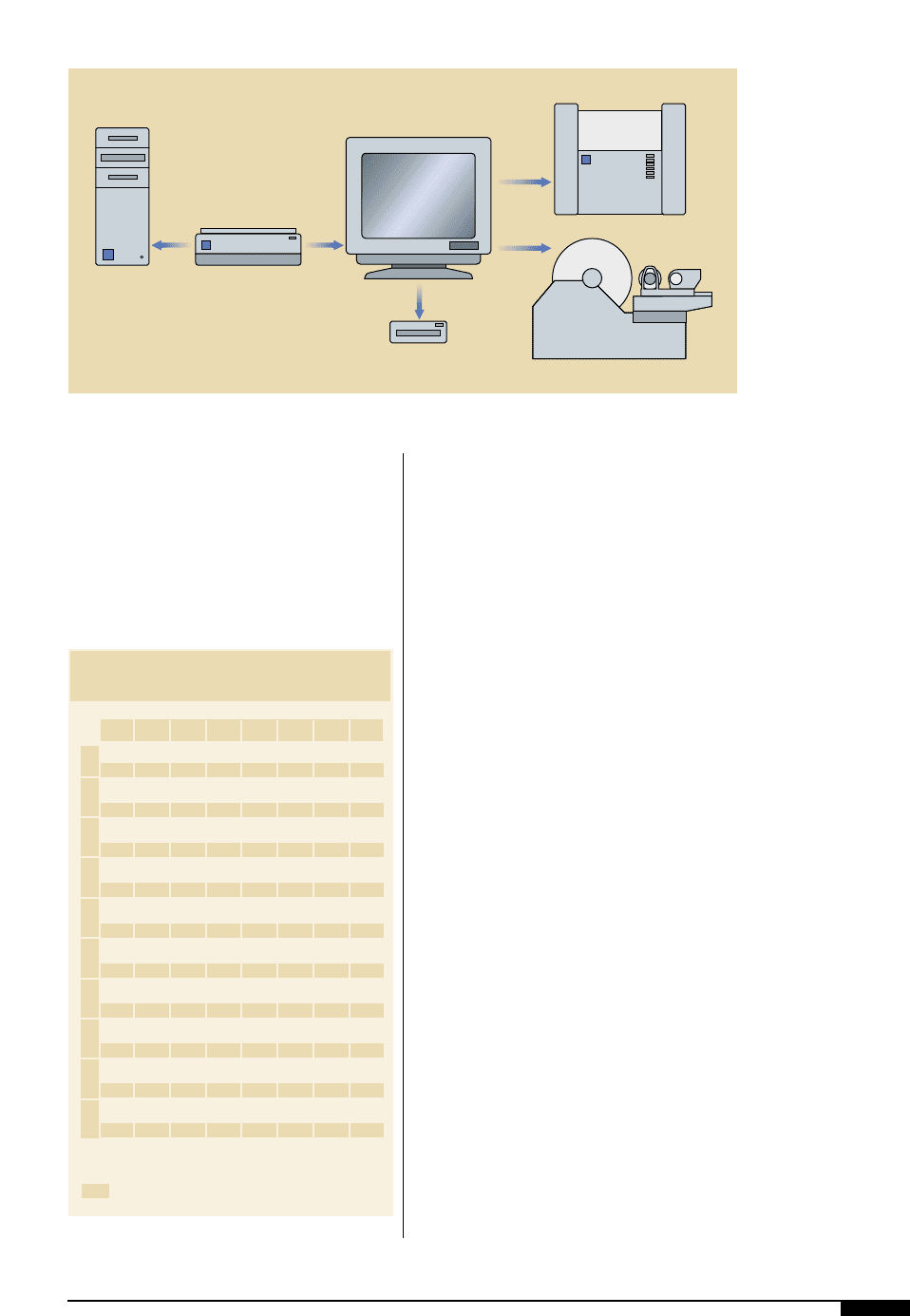
(Figure
5&
). Generally, components include:
• Scanners – drum, flatbed, transparency, for
translating hard-copy originals into elec-
tronic files that can be manipulated by
electronic prepress systems. Software
bundled with some high-end scanners
allow sophisticated image manipulation,
or produce separated files in PostScript,
or proprietary formats, which can be out-
put on an imagesetter. As high-resolution
images tend to be large and difficult to
work with on a desktop computer (see
Table 9 for file sizes of CMYK scans),
• Monitors. High-resolution models are capa-
ble of 24-bit color display. Larger screens
usually require a video card to accelerate
the display.
• Software. Programs include those to oper-
ate the scanner, color management soft-
ware, and image processing/color correc-
tion/retouching applications.
• Short-term Storage Devices. Transportable or
removeable media include Zip, Jaz or opti-
cal disks and CD-ROM.
• Long-term Storage Devices. Hard disks, or an
array of hard disks, CD-ROMs and/or mag-
netic tape are needed to handle and archive
the many gigabytes images require.
• Computers. Workstations with a fast CPU
and sufficient RAM are required to run the
software and handle the large files.
• Proofing Devices. Contract-quality and digi-
tal proofing systems are essential to proof
the image prior to the output of film.
These proofing devices, when set up to
conform to actual press characteristics,
are extremely useful tools to the prepress
company as well as the end-user.
PREPRESS 73
many prepress services provide a low-res-
olution of the image to the customer for
use during layout and design, storing the
high-resolution version until the pages are
output. (See the section on low-resolution
placed images for more detail)
PREPRESS 73
5&
A typical scanning
department includes a
file server, scanner,
retouching color work-
station, imagesetter and
proofing device. These
pieces of electronic
equipment control the
flow of data.
Scanner
File Server
Retouching/Color
Workstation
Imagesetter
Proofing Device
Tape Drives/
Optical Drives
5&
Table9
2700 Digital file size image scanned at 266 ppi/133 lpi
3430
Digital file size image scanned at 300 ppi/150 lpi
1
2
3
4
5
6
7
8
9
10
12345678
FILE SIZES OF SCANNED IMAGES
277 553 830 1080 1350 1620 1890 2160
352 704 1030 1370 1720 2060 2400 2750
553 1080 1620 2160 2700 3240 3780 4320
704 1370 2060 2750 3430 4120 4810 5490
830 1620 2430 3420 4050 4860 5670 6480
1030 2060 3090 4120 5150 6180 7210 8240
1080 2160 3240 4320 5400 6840 7560 8640
1370 2750 4120 5490 6870 8240 9610 11000
1350 2700 4050 5400 6750 8100 9450 10800
1720 3430 5150 6870 8580 10300 12000 13700
1620 3240 4860 6480 8100 9720 11300 13000
2060 4120 6180 8240 10300 12400 14400 16500
1890 3780 5670 7560 9450 11300 13200 15100
2400 4810 7210 9610 12000 14400 16800 19200
2160 4320 6480 8640 10800 1300 15100 17300
2750 5490 8240 11000 13700 16500 19200 22000
2430 4860 7290 9720 12200 14600 17000 19400
3090 6180 8270 12400 15500 18500 21600 24700
2700 5400 8100 10800 13500 16200 18900 21600
3430 6870 10300 13700 17200 20600 24000 27500
74 FLEXOGRAPHY: PRINCIPLES & PRACTICES
Preflight Quality Control
Q
uality Control (QC) reviews
are conducted prior to manu-
facturing and the release of
materials to a converter, print-
er or customer. In the prepress
environment, the job engineer
is responsible for reviewing each project for
manufacturing issues prior to actual execu-
tion. This is done soon after the arrival of the
desk-top mechanical or laser proof.
The job engineer looks for issues that could
cause printing problems if not handled prop-
erly, and plans each job in order to maintain
consistency between operators. All of this is
done with the customer-supplied laser proof
as a reference point. This is what separates
the function of the job engineer from the pre-
flighter. Where preflight reviews the actual
electronic file, the job engineer only reviews
the laser proof supplied by the customer.
In actuality, the preflighter and the job
engineer work very closely together. The job
engineer identifies potential issues based on
the laser proof and the preflighter confirms
how the electronic file is set up. The follow-
ing section describe what the job engineer
checks for on the incoming laser proof to
confirm that the information for the job is
accurate. Table 10 summarizes that process.
SIZE/DIMENSIONS
One of the initial checkpoints is the actual
size of the job. A low-resolution or laser
proof supplied to the prepress provider
should either be at full (100%) size or, if at a
reduced or enlarged size, it should be clear-
ly indicated. The dimensions can be checked
with a ruler to confirm their accuracy.
SCANNING TECHNIQUES
Both the job engineer and scanner opera-
tor should review the actual scanning tech-
niques required for an image. Sometimes it is
possible to eliminate one of the process col-
ors through the use of GCR. This informa-
tion, if realized up front, can help in deciding
how many colors the job actually needs. For
instance, when separating a field of peas,
magenta may be eliminated altogether, since
it is a contaminating color. If there is no
other magenta required on the package, the
customer and printer have freed up an addi-
tional deck, which they can decide to use for
another color.
INKS REQUESTED VS.
INKS REQUIRED
The inks requested by the customer could
be different than the inks actually required
for optimum flexographic reproduction. The
job engineer has to take into consideration
many factors when trying to decide what
Table 10
■ Size and dimension
■ Scan techniques required
■ Inks requested vs. inks required
■ Spot colors or process match
■ Ink rotation and trapping
■ Tint builds
■ Screening requirements
■ Vignettes, gradations and blends
■ UPC positioning
A JOB ENGINEER’S CHECKLIST

colors will produce the best looking pack-
age. More often than not, this discussion is
done with full cooperation of the printer.
Some of the issues to consider are:
• The existence of corporate or logo colors.
Colors signifying a brand name or corpo-
rate entity are almost always specified as
line color to ensure print consistency
from press run to press run.
• Repeating colors in a product line. When deal-
ing with multiple items in a product line, it
is important to consider colors that repeat
on each of the different packages. When
the products share a common printing
color, the usual approach is to print that
color as a line color. This is to ensure con-
sistency between all the packages.
• Utilization of a “code color”. When a cus-
tomer has products in a line that are very
similar, a “code color” may be used to dif-
ferentiate between items. For instance, a
line of three packages could have identical
separations and layouts, but the customer
chooses to print the flavor description
copy in a PMS 287 blue on package “A”, a
PMS 327 green on package “B” and a PMS
872 gold on Package “C”. In order to save
films and plates, the job engineer would
not want to print those flavor colors in
process matches. Instead of having to
make four process-color films for each
package, a common set of process films
would be used and a new line color made
for the flavor description.
• The color’s ability to be reproduced in screens
versus a line color.
An example would be
when a customer has seven of eight decks
chosen and has to decide between a logo
color of PMS 327 green or some other “sell
copy” that prints in PMS 287 blue. While,
the initial reaction would be to put the cor-
porate PMS 327 green on the line deck, this
might not produce the optimum results. In
this scenario, the job engineer might opt to
print the PMS 287 blue as the line color.
The reason: a PMS 287 is a much more dif-
ficult color to match in process than a PMS
327. Some customers have gone as far as
assigning a delta (∆) E
2
to help make the
decision. Whichever process-match-to-
line-color value has the lowest ∆E-value is
put in process.
• Text size This issue is closely related to the
previous one. If, in the previous example,
the “sell copy” to be printed in the PMS
287 blue is small text, this would by itself
dictate the use of a line color. With larger
type, it might be feasible to use a color
matched with process.
• The amount of ink coverage. Colors that have
heavy ink coverage are better served by
being printed on a line deck. Also lighter
process match colors, like yellows, light
oranges, pinks, pale blues, pale greens and
light grays, are better put on line decks
because they tend to be a little more diffi-
cult to control on press. This is especially
true for near-neutrals, where a small shift
in one of the constituent colors makes a
large visible color difference.
SPECIAL COLORS:
SPOT OR PROCESS MATCH
The job engineer should confirm how all
colors are to be reproduced, especially
whether they are spot or process match. A
simpler case is when the designer specifies
all the colors used as PMS colors and indi-
cates if they print as a “line” color or a
process match. In this case, the task is to
assign the proper tint values for those colors
that will be matched with process.
A more difficult case and potential prob-
lem comes about when the file has a color
assigned as a tint-build only. This may seem
to be clear, but the problem lies in knowing
the real intent of the designer. Most likely,
the tint values were copied from the process
PREPRESS 75
1 ∆E is a numerical measure of color difference in CIELab color space. Refer to
the chapter on process color for more information.

76 FLEXOGRAPHY: PRINCIPLES & PRACTICES
swatch book and the real desire is to match
that particular color in the swatch book. The
problem is that the tint values given in the
swatch book for that particular swatch are
not guaranteed to produce the given color
when printed flexographically. As a matter
of fact, it is almost certain that the printed
color will be a poor match to the swatch.
Swatch books that show process-match
builds are printed using offset specifica-
tions. For example, the specifications for
PMS 485 red is 100% yellow and 100% magen-
ta. For offset, this means that a process
match of PMS 485 red is printed with a solid
ink density of approximately 1.40 for magen-
ta and 1.00 for yellow. When the same 100%
magenta and 100% yellow is printed in flexo,
the solid ink density for yellow is typically
also 1.00, but the magenta is less – around
1.20. Because of this, the resulting color is
significantly more orange; the magenta con-
tent has been reduced when compared to
original yellow content. The knowledgeable
prepress facility will reduce the percent of
yellow to regain the balance between the
yellow and the magenta found in the original
offset PMS swatch. It is worth pointing out
that typical flexo solid-ink densities will usu-
ally result in a color that is a little “weak”
when compared to an offset swatch of the
same process build. Of course, only the den-
sity has been considered thus far. Besides
the density, there is the issue of the hue of
the inks used.
In general, the hues of flexo inks are not
identical to offset inks, leading to yet anoth-
er cause of color difference.
Note: It might be pointed out that even in
offset printing, the process-match builds
specified in the swatch books often produce
unacceptable results and the builds need to
be modified. One solution to the problem,
which can be applied to flexo as well, is to
use a spectrophotometer and special soft-
ware to calculate the required process-tint
values. The spectrophotometer measures
the desired color. Then the software, using
data stored for the particular printing
process, calculates the closest match possi-
ble using process tints. Using this tech-
nique, any color can be specified with
process colors. The software program gives
the degree of match possible in terms of the
above mentioned ∆E value.
INK ROTATION AND TRAPPING
Ink rotation can determine how a job is
eventually constructed or trapped. For
instance, when a customer uses a very
opaque ink, such as a PMS 872 metallic gold,
the job engineer must know what the exact
rotation will be. The ink rotation will be
determined by the printer, taking into
account the particular press and complexity
of the job. In the case of the metallic gold, if
there is solid-black type printing over the
gold, the black can be set to overprint, if it
prints after the gold. If the black prints
before the gold, then a knockout must be
applied to the gold to allow the black type to
show through (Figure
5*
). This is because
the opacity of the metallic gold is such that it
will hide any color that it prints over. In all
cases, and with all colors, the relative opaci-
ty is one of the determining factors when
deciding how a job is to be trapped.
The other key factor is the actual colors
involved. With transparent inks, no matter
what the rotation, proper trapping must be
applied or unwanted results can occur. In
general, dark colors can be successfully
overprinted onto light colors, but the deci-
sion of whether to overprint or knockout
needs to be made by considering the partic-
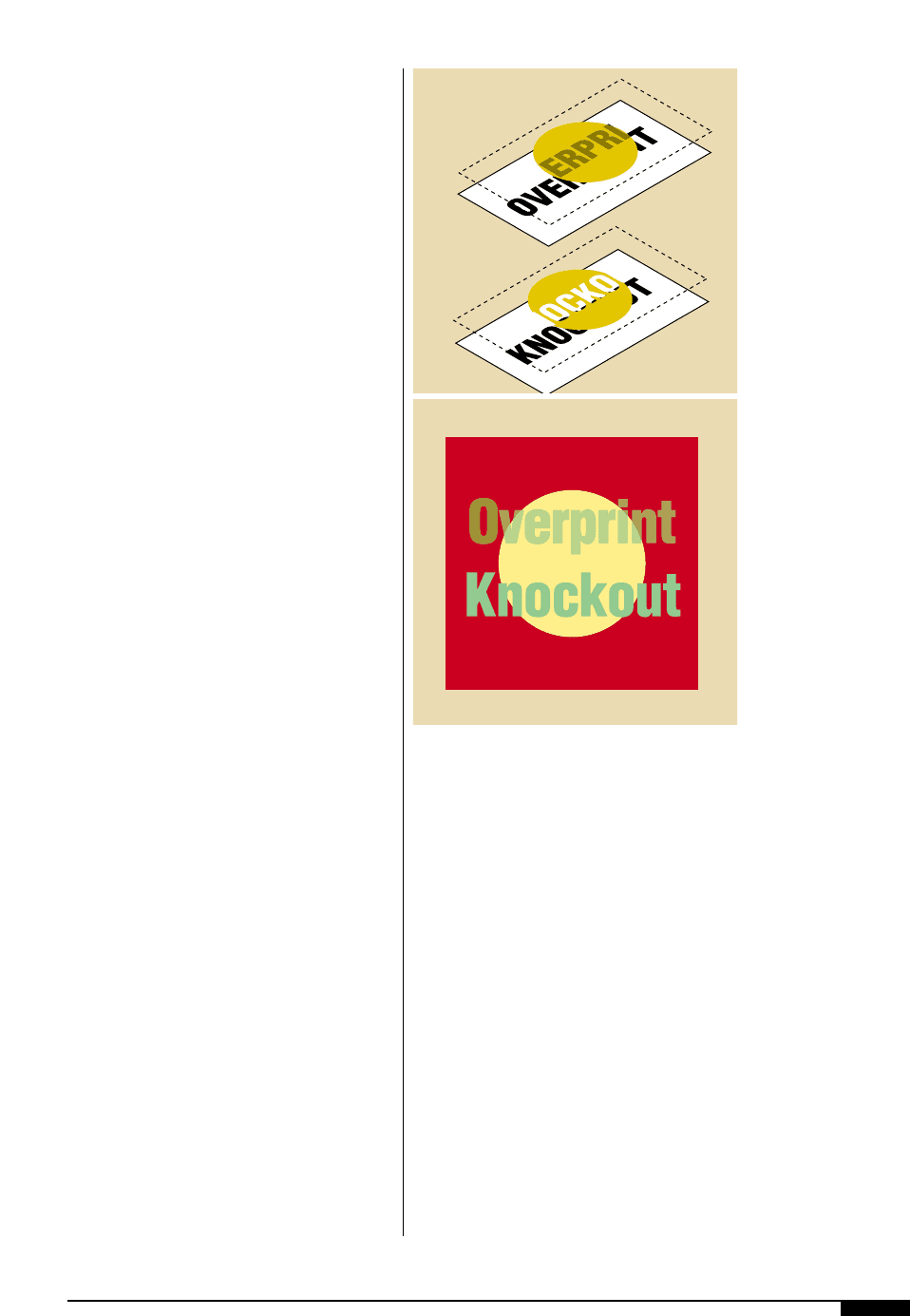
ular colors involved. Figure
5(
shows an
example where the green type in the yellow
circle can overprint the yellow. However, in
the red square, the green type must be
knocked out. Any potential issues that may
arise when two colors require that they be
trapped to each other should be reviewed
and decided on before film assembly or
stripping takes place. Objectionable traps
can be discussed with the designer or cus-
tomer up front and suggestions can be made
to alter the design if necessary.
TINT BUILDS – THREE-COLOR
TYPE OR TINTS
Any tint builds in a package should have
no more than three colors. Print reproduc-
tion is better controlled using two colors;
however, this is not always practical. The job
engineer has to work with the desktop per-
son to determine if any colors that need four-
color tints exist or if a three-color tint can be
reduced to two colors. For example, some-
times a three-color tint calls for a very small
dot percentage for one of the colors. In this
case, the customer might approve the slight-
ly cleaner color that results when that small
component is removed.
SCREENING REQUIREMENTS
It is common in flexo to print process work
(screens) separate from solid line copy. This
is due to the cell counts of anilox rolls being
used on press. Process printing, which is
often at 100- to 133-line screen, requires
anilox rolls with a higher cell count. Typically
these rolls have cell counts of 600–800. Line
decks usually carry solid-line copy – done
with rolls that have a cell count of 400–550.
The job engineer must be aware of the par-
ticular screening requirements when a cus-
tomer requests that a screen be printed on a
line deck. When this request is made, the job
engineer must inform the customer, that to
get an optimum reproduction, it is best to
print that screen in a coarse line screen. The
line screen that is generally used to print
screens on a line anilox roll is 65 to 85. The
customer must be aware of this, because
depending on the screen used, there may be
a dot pattern that the customer will find
objectionable. If the customer is notified up
front, it is possible to come up with an alter-
native before the expense of films and proofs
are made. The customer will usually opt to
convert the screened color of the line deck to
process printing, or use the coarse line
screen on the line deck.
VIGNETTES/GRADATION/BLENDS
The execution and handling of vignettes
(also called gradations or blends) warrant
detailed discussions during the job engineer-
ing stage. The way the vignette is created in
the electronic file is not necessarily how the
customer expects it to print. Engineering of
vignettes requires that the values of the
vignette meet the minimum/maximum dot
PREPRESS 77
5*
An example of ink rota-
tion where the black
prints before the opaque
gold. With a knockout,
the black type is visible.
However, if the gold
overprints, the black
type will not be visible
through the opaque
gold.
5(
Darker green type is
set to overprint in the
yellow circle, but is
knocked out in the
darker color of the
square.
5(
5*