Чехман Я.І., Сенкусь В.Т. та ін. Друкарське устаткування
Подождите немного. Документ загружается.

ФАРБОВІ. ЗВОЛОЖУВАЛЬНІ І ЛАКУВАЛЬНІ АПАРАТИ
131
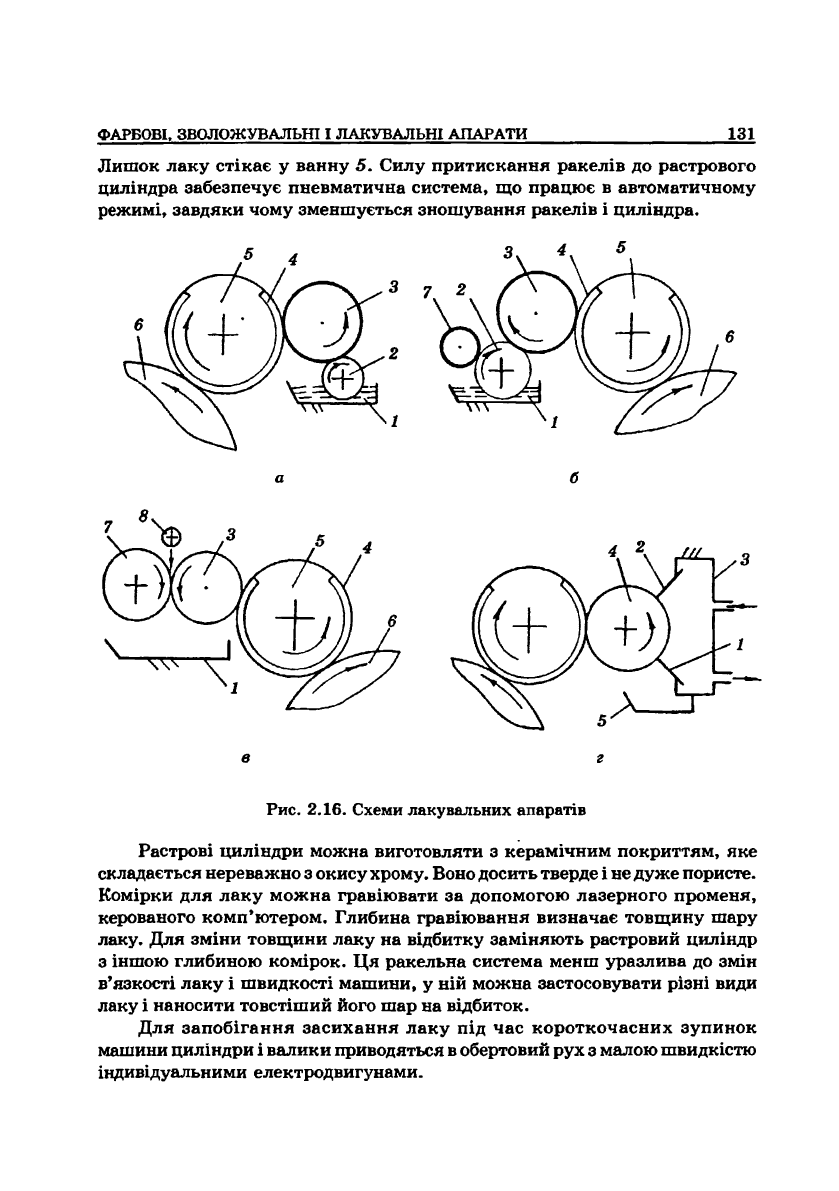
Лишок лаку стікає у ванну 5. Силу притискання ракелів до растрового
циліндра забезпечує пневматична система, що працює в автоматичному
режимі, завдяки чому зменшується зношування ракелів і циліндра.
Рис.
2.16. Схеми лакувальних апаратів
Растрові циліндри можна виготовляти з керамічним покриттям, яке
складається нереважно з окису хрому. Воно досить тверде і не дуже пористе.
Комірки для лаку можна гравіювати за допомогою лазерного променя,
керованого комп'ютером. Глибина гравіювання визначає товщину шару
лаку. Для зміни товщини лаку на відбитку заміняють растровий циліндр
з іншою глибиною комірок. Ця ракельна система менш уразлива до змін
в'язкості лаку і швидкості машини, у ній можна застосовувати різні види
лаку і наносити товстіший його шар на відбиток.
Для запобігання засихання лаку під час короткочасних зупинок
машини циліндри і валики приводяться в обертовий рух з малою швидкістю
індивідуальними електродвигунами.
132
Глава 2
У деяких машинах застосовують циркуляційну систему подавання
лаку через еластичні трубки з боку до лакувальних апаратів. Ультразвуко-
вий датчик контролює необхідний рівень лаку в лакувальній ванночці
і сигналізує друкареві про можливі неполадки. Знаходять також застосуван-
ня системи для охолодження лаку, пристрої для змивання камерових
ракелів, формних циліндрів з формами і растрових циліндрів.
Іноді необхідне подвійне лакування, наприклад, покрити лак
з металевим пігментом захисним лаком, або за допомогою ґрунтувального
лаку нанести адгезійний шар, на який накласти наступний лак. Найчастіше
застосовуються такі поєднання: лак з металевим пігментом і захисний лак;
лак з глянцем і матовий; адгезійний і лак зі здатністю до термозварювання;
адгезійний лак і дисперсний; адгезійний і УФ-лак; адгезійний і лак з мета-
левими пігментами.
Подвійне нанесення того самого дисперсного лаку не призводить до
істотних змін блиску, тому і застосовують поєднання адгезійного
і дисперсного лаків.
При застосуванні двох апаратів для подвійного лакування необхідна
проміжкова сушильна секція.
У залежності від того, яку продукцію має випускати машина, у ній
встановлюється та чи інша лакувальна система. Так, при необхідності
нанесення лаку з металевим пігментом і захисного лаку в машині вста-
новлюється спочатку камеровий ракельний апарат для нанесення метало-
пігмеитного лаку, після нього проміжкова сушильна секція і двоваликовий
апарат для нанесення захисного лаку.
Наявність у машині правильно підібраного сушильного пристрою
є обов'язковою умовою ефективності лакування друкованої продукції.
Спосіб висушування повинен враховувати властивості фарб, паперу та
лаків.
Найбільш простим і безпечним є висушування шляхом обдування відбитка
гарячим повітрям, але дуже часто цього недостатньо. Тому його застосо-
вують у поєднанні з інфрачервоним або ультрафіолетовим опромінюванням.
Необхідно зауважити, що при висушуванні лаку інфрачервоними променями
потужність джерела випромінювання повинна відповідати швидкості
випаровування води з лакової плівки, бо в протилежному випадку може
виникати перегрівання нижнього фарбового шару і перехід лаку в фарбу.
А при пересушуванні ультрафіолетовими променями в лаку можуть
з'являтися бульбашки.
Лакувальну секцію з приймально-вивідним пристроєм і сушильною
системою друкарської машини показано на рис. 5.51.
Глава З
БУДОВА ТА РОЗРАХУНОК ОСНОВНИХ ПРИСТРОЇВ
РУЛОННИХ РОТАЦІЙНИХ МАШИН (РРМ)
3.1. ПРИНЦИПОВА БУДОВА РРМ,
СФЕРА ЗАСТОСУВАННЯ, КЛАСИФІКАЦІЯ
Рулонні ротаційні машини є найбільш швидкохідним видом друкарсь-
кого устаткування завдяки неперервності процесу друкування при сталій
швидкості транспортування (протягування) стрічкового матеріалу.
Внаслідок цього вони позбавлені внутрішньоциклових затрат часу, на
відміну від усіх інших видів друкарських машин. У РРМ досить просто
реалізується можливість задруковування різною кількістю фарб на лицьовій
і зворотній поверхнях стрічки, можливість одержати сфальцьовану
продукцію різного об'єму. С рулонні машини для друкування повного об'єму
журналу або книги. Тоді вони агрегатуються в лінії, на яких виконуються
всі необхідні операції з оброблення блоків і їх з'єднання з палітуркою.
РРМ застосовуються для друкування різноманітної продукції: газет,
журналів, книг, шпалер, ак це ден ції тощо. Тому до їх складу, крім
друкарських, входять секції іншого технологічного призначення та
пристрої для оброблення задрукованої стрічки, зокрема сушильні,
фальцювальні, різальні, перфорувальні, підбиральні, зшивні, нумеруваль-
ні,
пресувальні та інші. Крім паперу, РРМ друкують на стрічках із тканини,
поліетилену тощо. Рулонним ротаційним машинам властиві й певні
недоліки. У них обмежені можливості зміни форматів і асортименту
матеріалів. Паперова стрічка перебуває в імпульсно-напруженому стані, що
вимагає додаткових засобів для забезпечення необхідної точності
приведення фарб. Процент браку збільшується із-за того, що налагодження
машини здійснюється в період проходження паперової стрічки і це
обумовлює зниження ефективності використання РРМ при малих тиражах.
РРМ відрізняються великою різноманітністю будови, перш за все
друкарських апаратів і їх взаємним розташуванням. У друкарському
134
Глава З
апараті стрічка задруковується з одного або з двох боків, в одну або більше
фарб, що визначає кількість циліндрів та їх розташування. Розташовуються
вони під певними кутами, горизонтально або вертикально, в 2—4 яруси.
Будова РРМ залежить від кількості рулонів, їх ширини і розташування.
Збільшення кількості й ширини рулонів забезпечує більшу технологічну
маневреність (зміну об'єму і фарбовості). При широких рулонах (подвійної або
потрійної ширини) стрічка після задруковування поздовжньо розрізається і
спрямовується у відповідний фальцювальний апарат. Рулонні установки
можуть розташовуватись на машині нижче рівня друкарських секцій (так звані
машини «балконного типу») і на їх рівні (по лінії або збоку), у вигляді окремих
модулів або, для зменшення габаритів, — біля самих друкарських апаратів.
Все сказане тут буде проілюстровано відповідними схемами у главі 4.
Технологічний процес при роботі рулонної ротаційної машини
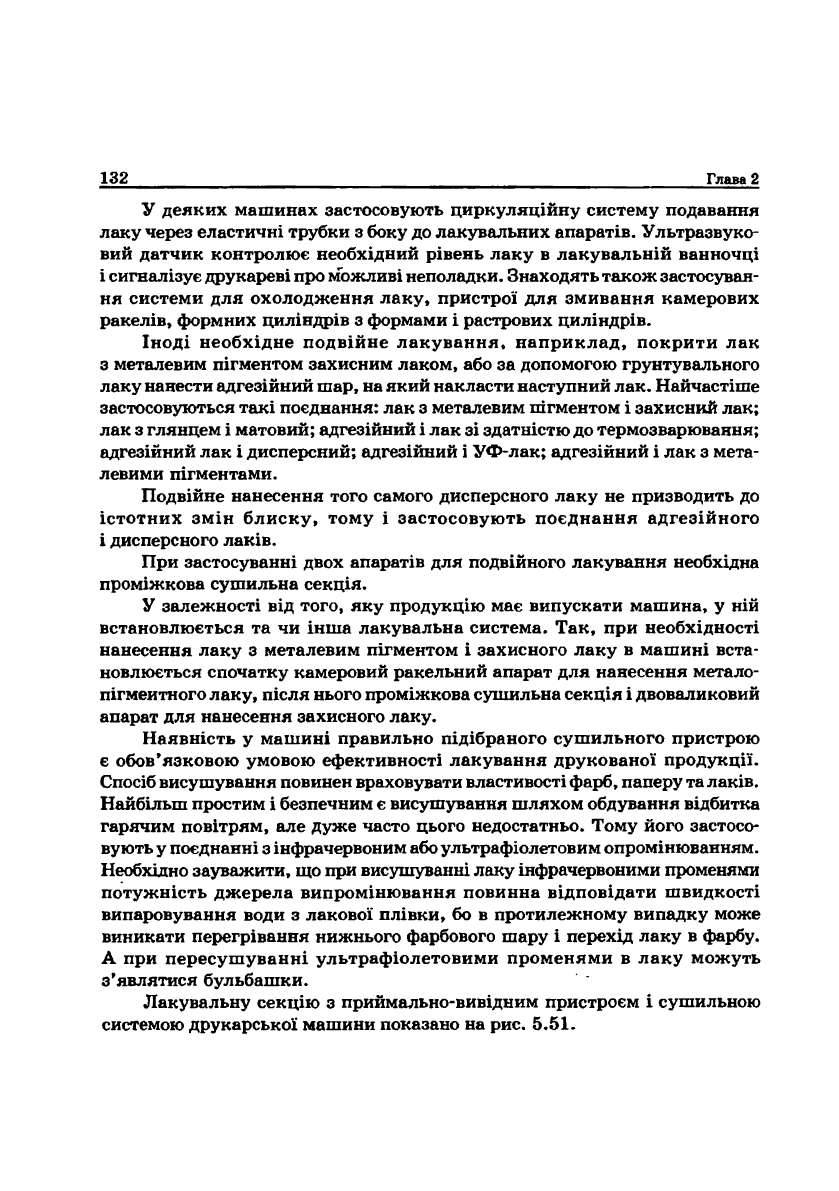
На рис.3.1 подано спрощену схему рулонної ротаційної машини
офсетного плоского друку для двобічного друкування на паперовій стрічці
в одну і дві фарби.
Рис.
3.1. Принципова схема будови рулонної ротаційної машини
БУДОВА
ТА
РОЗРАХУНОК РУЛОННИХ РОТАЦІЙНИХ МАШИН
135
Одним із способів рулон І кріпиться на машині безпосередньо біля
друкарської секції 2 (в інших машинах він розмішується у вигляді окремої
секції).
Стрічка з рулону спрямовується через валики З до офсетних циліндрів
О
х
—0
2
друкарських апаратів. Необхідний натяг стрічки забезпечується
шляхом гальмування рулону, наприклад, за допомогою осьового колодкового
гальма 4. Стабільність натягу стрічки підтримується відповідною системою
автоматичного регулювання, чутливим елементом якої є амортизаційний (або
плаваючий) валик 5. У зображеній друкарській секції стрічка проводиться
парами офсетних циліндрів
0
1
—0
2
і
О
х
—0
3
,
з яких фарбові зображення
передаються на один і інший бік її поверхні. У свою чергу, офсетні циліндри
приймають зображення з формних циліндрів Ф
х
, Ф
2
і Ф
3
, які взаємодіють
кожний зі своїми зволожувальними і фарбовими апаратами. Зазвичай
задрукована стрічка спрямовується в сушильний пристрій (СП), через який
протягується папероведучою фрикційною парою 6\ Далі у фальцювальному
апараті ФА вона формується у вигляді зошитів. Віддрукована продукція може
також викладатись листами на приймальний стіл (після розрізування), або
намотуватись у вигляді рулонів. Місце поперечного розрізування стрічки
регулюється поворотом регістрового валика 7.
3.2. СТРІЧКОЖИВИЛЬНІ ПРИСТРОЇ РРМ
Стрічкоживильні пристрої РРМ призначені забезпечити надійне розмо-
тування стрічки з рулону, з постійним зусиллям натягнення на ділянці
шляху, до першого друкарського апарата.
До складу стрічкоживильних пристроїв входять: засоби кріплення та
автоматичної заміни рулонів на ходу машини, рулонні гальма, амортизацій-
ні валики, стабілізатори та системи автоматичного регулювання натягу
стрічки, пилоочисні та паперозволожувальні засоби.
3.2.1.
ПРИСТРОЇ ДЛЯ КРІПЛЕННЯ РУЛОНІВ
Вони розміщуються окремо або в складі друкарських секцій і безпо-
середньо наближені до друкарського апарата.
Рулон по центру має картонну або металеву втулку з отвором, через
яку він кріпиться або шпинделем, що проходить через отвір, або затискними
конусами, що вільно сидять на поворотних важелях. Якщо рулон з шпинде-
лем,
то він підйомним механізмом встановлюється на стаціонарні опори
машини, а якщо кріплення безшпиндельне, то він припі дні мається над
підлогою в результаті повороту важелів з конусами. Після установки рулон
виставляється в осьовому напрямку, паперова стрічка проводиться через
вузли машини, забезпечуючи готовність до розмотування.
136
Глава З
БУДОВА ТА РОЗРАХУНОК РУЛОННИХ РОТАЦІЙНИХ МАШИН 137
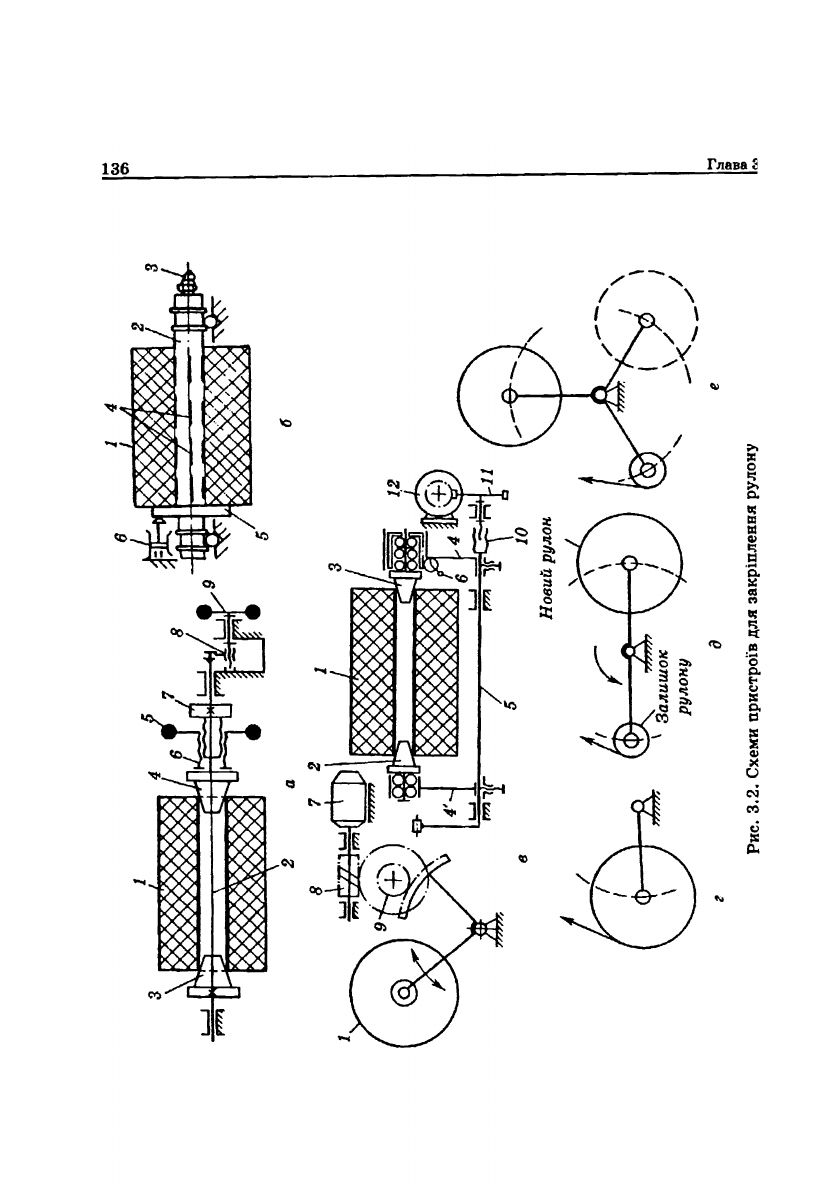
Шпиндельне закріплення рулонів може бути механічним, пневматич-
ним або гідравлічним. При механічному закріпленні (рис. 3.2, а) рулон /
на сталевому шпинделі 2 затискується між конусами 3 і 4 маховичком 5
через гайку 6\ що переміщається по гвинті 7, жорстко закріпленому на
шпинделі 2. Осьове положення рулону регулюється маховичком 9 через
гвинтову передачу 8.
При застосуванні пневматичного шпинделя (рис. 3.2, б) рулон І
закріпляється на шпинделі 2 під дією стисненого повітря, що подається (від
індивідуального ресивера або цехової магістралі) через ніпель 3 в замкнену
його порожнину, внаслідок чого сікачі 4, розтискуючись рівномірно по колу
і довжині картонної втулки, здійснюють кріплення. Пристрій сприяє
зменшенню прогину рулону, особливо при зменшенні радіуса при розмо-
туванні. Торцевий диск 5 на шпинделі забезпечує осьове базування рулону,
що спрощує конструкцію. Він може використовуватись як складовий
елемент пневматично-фрикційного гальма б. Пневматичні шпинделі зручні
в обслуговуванні і широко використовуються для закріплення рулонів
одинарної ширини.
У пристроях безшпиндельного закріплення (рис.3.2, в) рулон /
затискується конусами 2, 3, які встановлені на опорах кочення на важелях
4
%
4\ Ці важелі, у залежності від ширини рулону, можуть переставлятися
вздовж вала 5. Пересування конусів проводиться ручкою 6 через зубчасто-
рейкову передачу з подальшою фіксацією положення. Підіймання рулону
здійснюється в результаті повертання важелів 4, 4' від електродвигуна 7
через самогальмівну черв'ячну 8 і зубчасту 9 передачі. Крайнє положення
важелів забезпечується кінцевими вимикачами.
Регулювання положення рулону вздовж осі для забезпечення
однакових бокових полів виконується автоматично через гвинтову 10 і
черв'ячну 11 передачі серводвигуном 12, що управляється наступним за
положенням стрічки фотооптичним пристроєм.
Поворотні установки для закріплення рулонів бувають однопромене-
вими (рис. 3.2, г), двопроменевими (рис.3.2, д) і трьохпроменевими
(рис.
3.2, е). Дво- і трьохпроменеві установки дозволяють здійснювати
автоматичне склеювання паперової стрічки на ходу машини.
3.2.2.
ПРИСТРОЇ ДЛЯ АВТОМАТИЧНОЇ ЗАМІНИ РУЛОНІВ
Застосовуються для усунення простоїв машини і збереження стабільної
якості відбитків. Ця операція виконується в процесі роботи машини шляхом
склеювання стрічки підготовленого нового рулону зі стрічкою рулону,
розмотування якого завершується. У більшості випадків склеювання
відбувається внакладку. Але при друкуванні на товстих матеріалах стрічки,
наприклад, на картоні, з метою уникнення роздавлювання декеля або форми
138
Глава З
під час друкування, застосовуються пристрої для склеювання у стик. Сам
процес склеювання реалізується двома способами: а) склеювання на робочій
швидкості машини, тобто коли підготовлений новий рулон розганяється до
цієї швидкості, і б) склеювання на нульовій швидкості, тобто коли діючий
рулон зупиняється для склеювання, а машина продовжує працювати за
рахунок накопичувача стрічки.
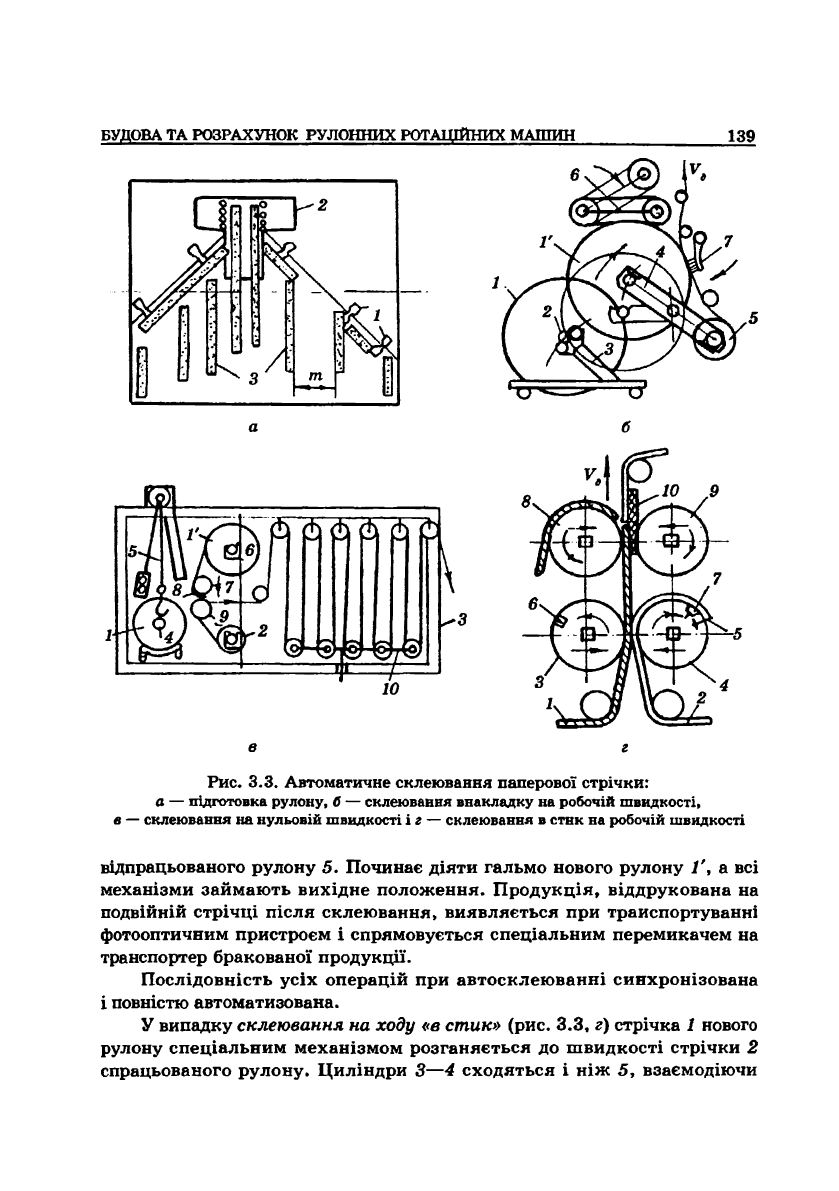
Підготування рулону до склеювання на робочій швидкості полягає
в наступному (рис. 3.3, а). З рулону зривають зовнішню захисну оболонку
і його, використовуючи шпиндель або конуси, встановлюють на опори.
Здійснюють двосторонній косий надріз стрічки і спеціальними клейовими
папірчиками 1 його фіксують на поверхні рулону, запобігаючи самовільному
розмотуванню стрічки під час розгону до робочої швидкості. До поверхні
рулону, включаючи частину зрізаної стрічки, приклеюють Т-видну паперову
накладку 2, яка з внутрішнього боку, на ділянці між перфорацією, має
суцільно задруковану поверхню. Після склеювання стрічок двох рулонів ця
суцільнозадрукована поверхня, що знаходитиметься зверху, буде виявлена
фотооптичним приладом контролю склейки, який дасть команду для
виведення із фальцювального апарата некондиційних зошитів на окремий
транспортер. Далі на поверхню зрізаної стрічки наклеюють смужки з
двобічної липучої стрічки. Частина «т» поверхні рулону залишається чистою
для контакту з нею пасової передачі механізму розгону рулону. Склеювання
відбувається за допомогою липучих стрічок, до яких щільно притискується
стрічка відпрацьованого рулону. При цьому розриваються у своїй звуженій
частині, папірчики 2 і по перфорації накладка 2.
Процес автоматичного склеювання стрічок внакладку на робочій
швидкості машини відбувається наступним чином (рис.3.3, 0). Доставле-
ний до машини рулон 1 закріпляється на шпинделі 2 і, наприклад, за
допомогою перекидача 3 встановлюється на опори двопроменевого важеля
4
Л
що знаходиться в горизонтальному положенні. Тут відбувається
підготовка рулону до склеювання. Коли радіус відпрацьованого рулону 5
досягає заданого мінімального значення, від спеціального контрольного
пристрою спрацьовує механізм, за допомогою якого важіль 4 повертається
за годинниковою стрілкою настільки, щоби поверхня нового рулону
в положенні Г наблизилась до паперової стрічки рулону 5. Повертання
важеля автоматично припиняється після команди пристрою, що контро-
лює величину зазору. Далі на поверхню рулону V опускається рама
з пасовою передачею 6, яка протягом 1—3 с. розганяє рулон до швидкості
друкування V
d
. Після синхронізації швидкостей щітки 7, повертаючись,
притискують стрічку рулону 5 до поверхні рулону і' — відбувається
склеювання. Коли місце склеювання уже затискується циліндрами
друкарського апарата, відбувається відсікання стрічки і зупинка
відпрацьованого рулону 5. Починає діяти гальмо нового рулону а всі
механізми займають вихідне положення. Продукція, віддрукована на
подвійній стрічці після склеювання, виявляється при транспортуванні
фотооптичним пристроєм і спрямовується спеціальним перемикачем на
транспортер бракованої продукції.
Послідовність усіх операцій при автосклеюванні синхронізована
і повністю автоматизована.
У випадку склеювання на ходу «в стик» (рис. 3.3, г) стрічка 1 нового
рулону спеціальним механізмом розганяється до швидкості стрічки 2
спрацьованого рулону. Циліндри З—4 сходяться і ніж 5, взаємодіючи
140
Глава З
з марзаном 6, виконує перфорацію двох стрічок. Після цього пневматичні
присмоктувачі 7 розривають перфорацію, змінюючи подальший напрямок
руху стрічки 2. Згодом циліндри розходяться і зупиняються. Склеювання
здійснюється при підході стрічок до наступної пари циліндрів 8—9, робота
яких узгоджена з циліндрами 3—4. На циліндр 9 раніше встановлюється
(слабо наклеюється) смужка тканини 10 із зовнішнім клейовим шаром.
У певний момент циліндри 8— 9 сходяться і відбувається склеювання старої
2 і нової І стрічок тканиною 10, яка, розриваючи перфорацію стрічки 1,
спрямовує передній край нової стрічки до циліндрів друкарського апарата.
Циліндри 8—9 розходяться і зупиняються, при цьому поверхня циліндра 8
звільняється від початково проведеної стрічки 1.
При необхідності аналогічним чином на місце стику може бути на-
клеєна смужка тканини з іншого боку.
Автоматичне склеювання стрічок на нульовій швидкості (рис.3.3, в)
відбувається в період, коли відпрацьований рулон 2 зупиняється, а машина
продовжує працювати, живлячись стрічкою із накопичувача 3. Новий
рулон 1, що закріплений на шпинделі 4 підйомником 5 (з пневматичним
приводом), встановлюється на опори 6, приймаючи положення Ґ. Початок
стрічки з цього рулону клейкими папірчиками (аналогічно попередньому)
закріплюється на валику 7. Зверху на папір наклеюється двостороння
липуча стрічка 8. Склеювання відбувається, коли рулон 2 зупиняється,
а валики 7—9 зближаються, забезпечуючи контакт стрічок при склею-
ванні. При цьому рама 10 накопичувача піднімається і довжина стрічки
в накопичувачі скорочується. Після склеювання новий рулон 1 стрімко
розганяється, відпрацьований 2 — зупиняється, його стрічка відсікається,
а рама 10 опускається у вихідне положення. Для проведення стрічки через
накопичувач необхідно раму 10 підняти вище нерухомих роликів. На
випуску систем, що забезпечують склеювання стрічок на машинах, які
працюють на швидкостях до 10 м/с, спеціалізується фірма «МАРТИН».
Установкам, поряд з їх високою надійністю, властиве збільшення
габаритів.
3.2.3.
МЕХАНІКА РОЗМОТУВАННЯ РУЛОНУ
Практика експлуатації РРМ свідчить, що при недостатньому натягнен-
ні паперової стрічки на ній утворюються складки і зморшки при проходжен-
ні між циліндрами друкарського апарата, надмірне натягнення призводить
до її розриву. Нерідко причиною розриву може бути концентрація зусиль
на одній з її бокових кромок. Тому паперова стрічка повинна подаватись до
друкарського апарата рівномірно натягненою із зусиллям, яке змінюється
в допустимих інтервалах.