Caballero B. (ed.) Encyclopaedia of Food Science, Food Technology and Nutrition. Ten-Volume Set
Подождите немного. Документ загружается.

are a stronger marketing appeal, metal savings of
around 15%, depending on the can diameter, and a
significant cutback of end sealing compound. Tests
have shown no significant differences in the perform-
ance between cans closed by the conventional double-
seam and those closed by the Microseam. More
recently, Alcan has also developed smaller seam
designs, using specifications similar to those de-
veloped for Microseam, but for beverage aluminum
can ends: Mini and Reduced seams.
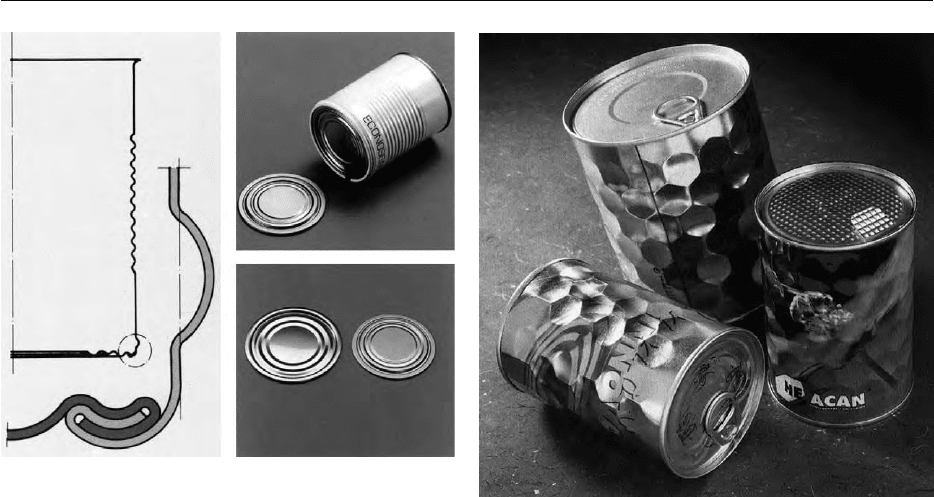
0010 The Econoseam is another novel seam design de-
veloped by Krupp (Figure 8). This is a method of
seaming in which the folds are made in the horizontal
rather than in the vertical plane. The material con-
sumption for can ends to be fixed through Econoseam
is around 28% lower for 73-mm-diameter cans, as
compared with conventional seams. Besides metal
savings, the elimination of the base rim may be an
advantage in preventing transit damage resulting
from rim-riding impact. However, this design did not
achieve widespread acceptance in commercial terms,
because of competition with two-piece cans.
Shaped Cans
0011 Recently, new styles of cans appeared in the market.
Odd-shaped cans were developed because of
marketing factors, as their novelty leads to product
differentiation. However, other issues such as mater-
ial saving and performance improvements are also
behind innovations regarding shaping cans.
0012 As mentioned previously, beading provides extra
strength to the can wall. Although circumferential
beads are commonly used, other beading designs
have been developed. The honeycomb beading
(Figure 9) is claimed to offer at least 15% material
savings, because it supports thinner gauge steel at all
levels of performance. These cans are marketed as
Hexacan and are commercially available in diameters
of 73, 83, 99, 127 and 153 mm.
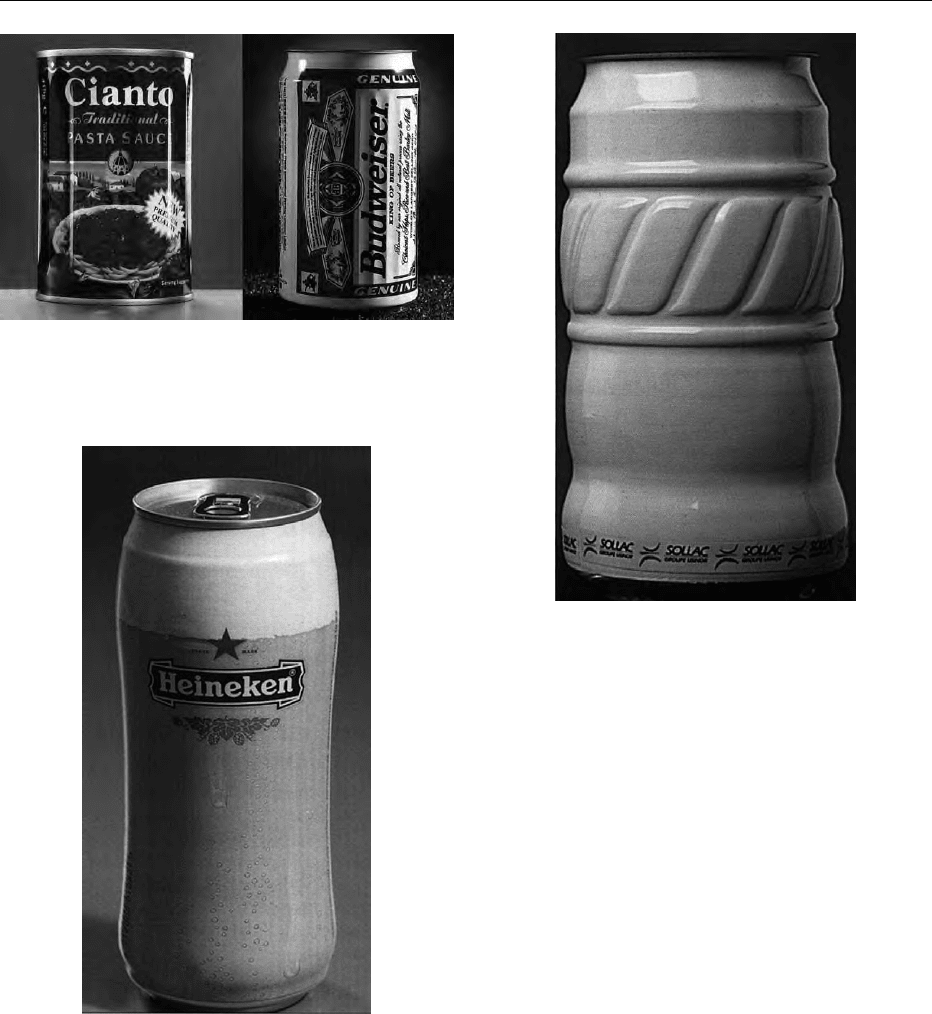
0013Another enhanced can design is the fluted can. The
food steel three-piece can developed by CMB Food-
can in the early 1990s and designated as the Quantum
can is an example of a fluted can. It has vertical
body flutes that act as a support to provide a
strong, high-quality, thin-walled can, with enough
elasticity to withstand the expansion and contraction
stress experienced during the product thermal treat-
ment (Figure 10a). More recently, Anheuser-Busch
developed a similar design for aluminum beer
cans. This development was marketing-driven, since
the fluted can assists in product differentiation
(Figure 10b).
0014Shaped aluminum draw-wall-ironed cans often
require thicker starting metal gauges, as in the case
of the 500-ml beer-glass-shaped can of Heineken beer.
The can is manufactured by CMB UK, using the high-
pressure gas expansion technique. The can is pro-
duced in a conventional manufacturing line and
then expanded in the radial direction at the top and
bottom to form a shape common to glasses used for
drinking beer. The shape, together with the printed
decoration showing a typical gold yellow beer color
with white foam on the top, yields an attractive and
different image (Figure 11).
fig0008 Figure 8 Novel seam design – Econoseam.
fig0009Figure 9 Hexacan with honeycomb beading. From The Can-
Maker January 1997, Copyright 1997 Sayers Publishing Group
Ltd. Reprinted with permission.
836 CANNING/Recent Developments in Can Design
0015 Another marketing-driven innovation on can
design is the Coca-Cola contour can, a bottle-shaped
two-piece aluminum can (shown in Figure 1). The
can’s external dimensions are similar to the industry
standards, thus requiring no significant changes in
filling lines. The can is higher to compensate for the
loss in volume resulting from the ribbed body. The can
requires 15% more aluminum to impart the strength
required during the filling and seaming operations.
0016Sollac has recently launched a new shaped steel
can-making process – the full body necking process.
Unlike other can-shaping systems, this process uses
standard gauge steel and centers on a necking process
that first reduces the diameter of a standard can,
which is then expanded into the desired form
(Figure 12). The finished can shape is formed by
high-pressure water jets forcing the reduced can
diameter out into a shaped mold. The major advan-
tages of this process are claimed to be the possibility
of fitting into the existing draw-wall-ironing produc-
tion lines whilst maintaining identical productivity,
no increase in the quantity of steel, and costs similar
to those of straight-walled aluminum cans.
0017Can performance may also be optimized by using a
design that allows for a greater amount of product to
be packed. The Caronde can from Carnaud Metalbox
(Figure 13) is one such example. This can is manufac-
tured from a cylindrical can body wall, which is
shaped into a squared body, affording around 18%
more volume of product.
0018The stackability of three-piece cans is a feature
introduced only recently and is becoming increasingly
important, because of the risk of products tipping
over in retailers’ displays. The design of the base
of most two-piece cans and the typical neck-in in
fig0011 Figure 11 Beer-glass-shaped can. From The CanMaker June
1997, Copyright 1997 Sayers Publishing Group Ltd. Reprinted
with permission.
fig0012Figure 12 New shaped steel can-making process from Sollac.
From The CanMaker September 1998, Copyright 1998 Sayers
Publishing Group Ltd. Reprinted with permission.
fig0010 Figure 10 Two examples of fluted cans. From The CanMaker
November 1992 and January 1998, Copyright 1998 Sayers Pub-
lishing Group Ltd. Reprinted with permission.
CANNING/Recent Developments in Can Design 837

two-piece drink cans allows these cans to be stacked.
This does not apply to regular three-piece cans, in
which the dimensions of the top and bottom of the
can are the same, and so the bottom of the upper can
does not fit in the top of the underlying can. The
formation of a neck-in in just one end of the can
reduces the diameter and allows that end to fit in
the opposite end of the next can, thus forming a stable
pile (Figure 14). Furthermore, the use of one end
smaller in diameter contributes to a reduced can
weight and hence reduced costs. Stackability and
weight reduction are the major drivers for the in-
creased use of neck-in in three-piece cans.
Polymer-coated Metal Cans
0019 Changes in can coatings have been influenced by
environmental legislation, food-contact legislation,
and trends in can making. Laminates and extruded
coatings are currently under development, some of
them having already been introduced on to the
market. These new types of can coatings imply new
can-manufacturing technologies and are related to
can design and decoration.
0020 In laminates, the metal sheet is coated by lamin-
ation with prefabricated thermoplastic polymeric
films. The metal substrate, whether tinplate, tin-free
steel, or aluminum, is coated on both surfaces with
one layer of polyethylene terephthalate (PET) or poly-
propylene (PP). The advantages of laminates over
traditional wet coatings include the good properties
for food contact and the negligible emission of vola-
tile materials. Also, laminates confer an excellent
appearance and abrasion resistance to the external
layer, combined with very good barrier properties
between the food product and the metal of the in-
ternal layer. Cost is the major drawback, and some
laminates require the use of a tie adhesion layer
(epoxy, phenoxy, or phenolic) between the PET and
the metal substrate, which may raise problems
regarding the suitability of the can for food contact.
0021Ferrolite is a laminate produced by Corus Pack-
aging Plus under license from Carnauld Metalbox.
The metal substrate (tinplate or tin-free steel) is
heated before application of PET to the external sur-
face of the steel and PP to the internal surface. PET
film imparts a high resistance to abrasion and a glossy
appearance, whereas PP provides a protective barrier
between contents and metal. The system allows for
different types of film, colors, and thickness to be
applied to each opposite surface. The resultant com-
posite sheet passes through a second induction heater,
which melts the polymeric films. After holding for
a few seconds at high temperature (260
C), the
fig0013 Figure 13 Caronde can from CMB Packaging (France). Re-
printed with permission.
fig0014Figure 14 Stackable three-piece can from Ferembal (France).
Reprinted with permission.
838 CANNING/Recent Developments in Can Design
composite sheet is cooled down by quenching in
controlled conditions in a water bath (Figure 15).
0022 The other major laminate, Andrafol, is produced
by Toyo Kohan (Japan). This is a tin-free steel lamin-
ated with PET and/or PP. The polymeric film may also
be combined with lacquer on the opposite metal sur-
face. The production system has three alternative
methods for application of the polymeric film. The
first method is a solvent-free process, where the PET
film is thermally laminated (as described earlier for
Ferrolite). The second method uses a PET film to
which a tie layer was previously applied, promoting
adhesion between the PET and the metal surface.
Alternatively, the adhesive may be applied to the
metal surface prior to laminating the polymeric film.
When lacquer is used in one surface, this is applied by
a roller system. The lacquer must be dried and cured
in an oven.
0023 Polymer-coated steel is used for steel aerosol com-
ponents, such as tops, bottoms, and valve cups, but
also for food and beverage applications. In this seg-
ment, it is used for easy-open ends and for containers
such as food trays and drink cans. Food trays in
polymer-coated steel are microwaveable, strong, and
remain rigid when hot. Fabrication of two-piece
drink cans from laminated steel requires specific tech-
nologies, but developments in this area have led to a
considerable growth on the interest for this new type
of cans.
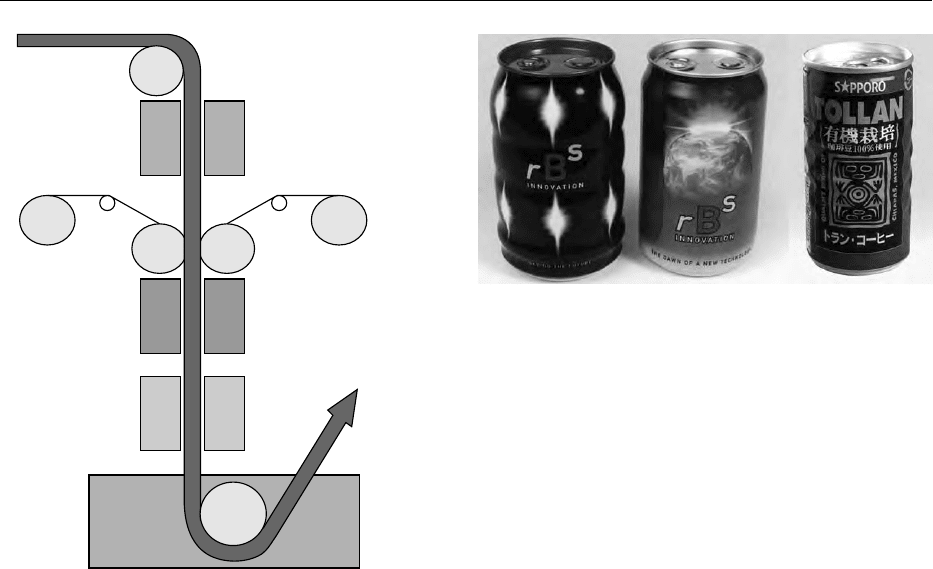
0024The TULC can (Toyo Ultimate Can) and the RBS
can (Redicon British Steel) are examples of this type
of cans. The TULC can is a development of Toyo
Seikan Kaisha, and it has been on the Japanese
market since 1992, currently representing around
14% of the Japanese can manufacturing market.
The RBS can was launched by Corus Packaging Plus
and Redicon Corporation in 1997 (Figure 16). These
are two-piece cans made from PET laminated tin-free
steel, in the TULC case, and from Ferrolite, in the
RBS case. The cans are produced by a draw–stretch–
redraw technique, an improvement on the draw–
redraw process, in which body-stretching operation
is included. The RBS production line includes a mech-
anical body-shaping machine. Recent developments
in the TULC can manufacturing process have led to
the use of wall ironing, which implies considerable
can lightweighting. Another recent innovation in the
TULC can is the new wall design in a triangulated
pattern (the Diacut pattern), which using slightly
more material thus providing a much better resistance
to denting and allowing for a global weight reduction.
The polymer-coated steel cans weigh more than a
regular draw-wall-ironing steel can, but further
weight reductions are expected by producers of
these cans.
0025Polymer laminated steel is also used for three-piece
cans, as the Crystal can from the Japanese producer
Hokkai. In this case, tin-free steel is coated on both
surfaces with PET. The lamination requires an adhe-
sive layer and therefore a curing operation. The sheets
are cut into can body blanks and welded. The exter-
nal layer of PET is preprinted with a high-definition
decoration, providing a very appealing image.
0026An alternative to laminated metal, using a polymer
coating, is extrusion coating. This technology is com-
monly used in other areas of the packaging industry,
such as polyethylene extrusion coating of paper
and paperboard. In extrusion coating, the polymer is
Steel
Pre-heat
steel substrate
Film reel
Film applied to steel
at nip rollers
Post heat
to melt film
(induction heater)
Soak
zone
Quench
Nip
rolls
fig0015 Figure 15 Ferrolite-producing process.
fig0016Figure 16 RBS cans and TULC can. From The CanMaker
November 1998 and June 1997, Copyright 1998 Sayers Publishing
Group Ltd. Reprinted with permission.
CANNING/Recent Developments in Can Design 839

extruded and applied, in the melted state as it leaves
the extruder die, on to the metal substrate. Advocates
of this technology claim that, compared with the
laminates, extrusion coating has the following advan-
tages: thinner coatings, a wider range of materials
available, better adhesion and flexibility, and lower
costs. This technology is, however, still under devel-
opment and, besides some unsolved issues such as can
decoration, still lacks consolidation and proven
results at the industrial level.
0027 Alcoa has been developing its Flex-Coat extrusion
coating system, devoted to aluminum coating for
beverage draw-wall-ironed cans. Hoogovens de-
veloped the Protact, a multilayer coated steel intended
for aerosol components, full aperture easy-open ends,
and twist-off caps, although applications in shallow
cans and trays are also expected. The composite has
three layers of polymer on each side of chromium-
coated steel applied by coextrusion. The top layer
provides wear resistance, gloss, and ink adhesion,
the center layer gives strength and coloring, and the
third layer provides adhesion to the metal substrate.
Can Opening
0028 One of the most remarkable features introduced in
metal cans is the easy-open end. Easy opening is
considered by consumers to be a major advantage
and marketing argument for the metal can, and its
rate of use is increasing. Easy-open ends are of two
broad types: those that provide a pouring aperture for
dispensing liquids, used in beverage cans, and those
that give a full aperture to remove solid products,
used in food cans.
0029 The ring-pull easy-open end for drink cans was first
introduced in 1962. The tab was detachable, causing
litter problems. To overcome this, stay-on tabs were
incorporated later on. Easy-open ends for food cans,
full aperture ends, were introduced in 1965. The first
ends were made of aluminum (since this is an easily
workable material), and only in the middle of the
1980s were steel easy-open ends being widely used.
0030 The importance of this feature in selling cans has
led producers to invest great effort and economic
resources in optimizing the concept. Easy-open ends
must accommodate a compromise between easy
opening and resistance during the product’s thermal
processing and can handling during the distribution
operations. Balancing these opposite requirements is
a technical challenge, and the design of an easy-open
end includes several aspects that should be precisely
detailed:
.
0031 the levering tab (produced separately and attached
to the end) should not be too hard to lift for
breaking the can end (initial pop); the tab ring
should also allow easy access to the consumer’s
finger at the peeling back stage;
.
0032the rivet formed in the end panel through which the
tab is attached without loss of the end integrity; if
the rivet is not strong enough, when peeling the
end, the consumer might remove the ring without
opening the can;
.
0033the panel profile that is responsible for the end
behavior both during the thermal processing (pro-
viding the required reversible deformation) and
when peeling off the end; and
.
0034the score line that allows for the end to be torn off;
the depth of the score line has very tight tolerances,
as it controls the force needed to tear the end off
but also constitutes a weak region of the can.
Current developments and improvements focus on
making ends safer and easier to open (that is avoiding
sharp edges that might hurt the consumer and requir-
ing less effort to open the can) while maintaining the
required mechanical strength and reducing cost by
reducing thickness and diameter.
0035The Eole II from Carnauld Metalbox Food, the Top
Can from Impress and the Meteor from Usinor Pack-
aging are some examples of recent developments in
steel easy-open designs for food cans. The first two
are manufactured from single-reduced steel, and the
last is produced with double-reduced steel.
0036Eole II is an update of the Eole first version, and the
producer claims that improvements in the panel
design and in the score line profile have led to an
end that is 30–40% easier to open, with equal or
better performance in mechanical and seaming load
tests. The initial pop force required is lower, and the
size of the finger well is larger for easier access. The
Eole family of ends is supplied with a printed diagram
on the panel, to inform the consumer of the best way
to open the can.
0037The Top Can follows a different philosophy: in-
stead of reducing the initial pop force, the end is
designed to reduce the amount of energy globally
expended in the opening process (pop plus tear).
The panel profile insures that the end does not bend
during the peeling part of the opening process, which
is claimed to reduce the tearing force. The total
energy expended is reduced, even with an increased
pop force.
0038The Meteor design uses double-reduced steel com-
bined with a new method of producing the rivet. Pro-
ducers claim that this allows for an increased ease of
opening, and for the possibility of reducing the thick-
ness of the end without compromising strength.
0039In the beverage area, Crown Cork & Seal intro-
duced very recently the SuperEnd. This new design is
840 CANNING/Recent Developments in Can Design
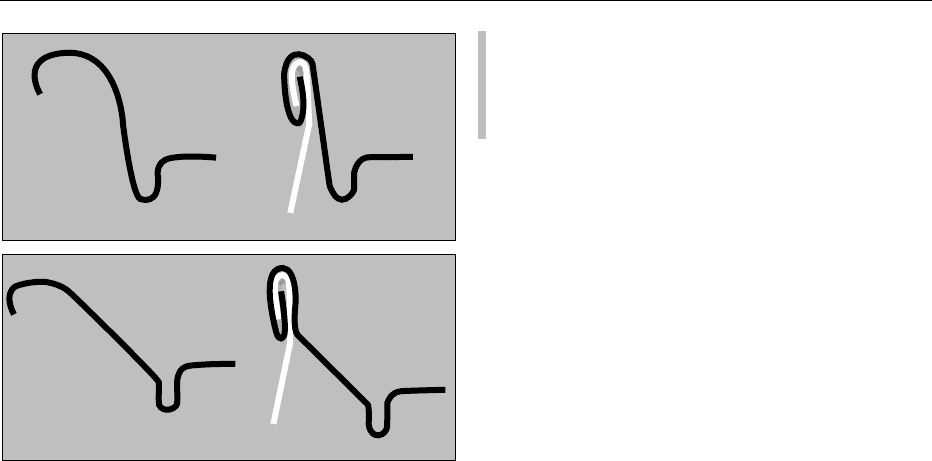
claimed to provide a better seam integrity, to be
stronger, to be easier to open and to drink from, and
to have better pouring characteristics. Figure 17 shows
the profiles of the current industry standard and that
of the new end design, before and after seaming.
0040 Other developments in cans opening and closing
systems are resealable drink cans (screw-top cans)
that allow closure between uses, and the peelable
end, where a foil end is heat-sealed to a metal ring,
which is then double-seamed on to the can body.
See also: Canning: Cans and their Manufacture
Further Reading
Baker M and Eckroth D (eds) (1986) The Wiley Encyclo-
pedia of Packaging Technology. New York: Wiley.
Goddard R (1992) Metals in Packaging. Leatherhead, UK:
Pira International.
Page B (1998) Design for the future. The CanMaker
November: 47–48.
Robertson GL (1993) Food Packaging Principles and
Practice. New York: Marcel Dekker.
Soroka W (1995) Fundamentals of Packaging Technology.
Herndon, VA: Institute of Packaging Professionals.
Food Handling
P Rutledge, Food Processing Consultant, NSW,
Australia
Copyright 2003, Elsevier Science Ltd. All Rights Reserved.
Introduction
0001There is a large variety of affordable, canned foods
available on supermarket shelves. These foods com-
prise the full range of the food groups which include
meat, fruit, vegetables, cereals, and dairy products.
Preparation methods and canning technology vary
depending upon the product. Vegetables and fruits are
canned directly after harvest and require washing,
blanching, and sometimes peeling before canning.
Meat, once it is butchered, is cut into chunks or minced,
while cereals are often used as the ground flour.
0002Farm produce is generally seasonal and is only
available for a matter of weeks each year. Canneries
require enough produce during this short time to
maintain stock in the supermarket from season to
season. This means the scale of operation is in tonnes
per hour for sometimes 24 h day
1
to process enough
product while it is available. Mechanical handling
and processing systems are essential under these
conditions.
Preparation of Vegetables
0003Vegetables are normally mechanically harvested.
Mechanical harvesters do not distinguish between
the wanted vegetable material and other extraneous
plant material and soil. Some of this is removed
by fans and belts on the harvester before the crop
is transported to the cannery. Cannery cleaning
operations must be very thorough to removed the
unwanted material and wash the vegetable.
Cleaning
0004The preparation of vegetables harvested from under
the ground, such as carrots and potatoes, requires the
removal of adhering soil and stones. Several systems
are available to remove the soil, and they start with
dry brushing or soaking to remove the bulk of the
dirt, followed by washing. Washing involves wet
scrubbing with rotary brushes or rubber fingers,
followed by rinsing in a rod washer. In the rod
washer, the vegetables are tumbled in a cylinder
made from steel rods while being washed by water
sprays from inside the cylinder. These vegetables
are usually peeled in a subsequent operation, which
insures a clean product.
0005Legumes, such as green peas and beans, are mech-
anically harvested and transported in bulk ready for
SuperEnd beverage end profile
Conventional beverage end profile
fig0017 Figure 17 Recent developments in easy-opening. From The
CanMaker November 1998, Copyright 1998 Sayers Publishing
Group Ltd. Reprinted with permission.
CANNING/Food Handling 841

canning to the processing plant. Specialized equip-
ment is used, for example, to carry out operations
such as husking corn and breaking up clusters of
green beans. Dry cleaning with air blowers to remove
extraneous leaf material from this type of vegetable is
followed by washing in tanks which removes mud
balls and stones. Some systems use froth flotation
cleaners to remove small pieces of vegetable material.
A final rinse with water follows the cleaning treat-
ment to remove the last of the soil.
0006 Leaf vegetables, such as spinach, are difficult to
clean as extraneous material lodges between the
leaves. Leaves are cleaned by floating them in tanks
of water where the water is agitated with air or water
injection. This separates the leaves and removes the
soil.
0007 Inspection of the washed vegetable by instruments,
such as color sorters or electronic sorters, at this stage
will remove any remaining unwanted material.
Manual inspection is still carried out where the
removal of specific material cannot be achieved
mechanically.
Peeling
0008 Vegetable peeling may be by mechanical cutting or
abrasion, by the use of high-pressure steam, or by
chemical treatment. Abrasion peeling uses carborun-
dum-covered rollers or disks which come in contact
with the skin of the tumbled vegetable. The abraded
skin is removed with water sprays. To remove mater-
ial from depressions in the vegetable, some of the
flesh of the vegetable is also removed with abrasion
and, as such, gives the lowest yield of the three
methods.
0009 Vegetables are steam-peeled by holding them for a
short time in high-pressure steam. This superheats a
layer of tissue under the skin. When the pressure
is suddenly released, the tissue explosively boils,
releasing the skin from intimate contact with the
vegetable. Typical conditions for steam peeling are
17 atm steam pressure for about 30 s. The skin is
washed from the vegetable. This system is the most
efficient in removing the skin and in yield of peeled
vegetable.
0010 A hot lye (sodium hydroxide) solution is used for
chemically peeling vegetables and some fruits. It is
important that the vegetable is thoroughly washed
after peeling to remove all traces of the lye. The
treatment varies depending upon the skin to be re-
moved, but a boiling solution of 10% lye will remove
most skins in less than 1 min. The skin is removed by
rotating brushes or rubber fingers and water sprays.
Caustic waste, both liquid and solid, has to be neu-
tralized with acid before disposal, which increases the
cost of peeling.
Slicing and Dicing
0011Cutting operations are used to supply the required
size of vegetable for canning. Asparagus spears are
sawn to the correct length for the can, and carrot and
potato are sliced or diced to give an attractive piece of
canned vegetable. Canned food in which the particles
are of uniform size generally has a superior appear-
ance to that with large variations in particle size.
Some dicers are designed to give an irregular-shaped
dice so the product looks home-made. The size and
shape of the canned vegetable depend upon the style
of pack that the market requires.
Preparation of Fruit
Washing
0012Generally fruit is more easily damaged than vege-
tables. Therefore, fruit is washed by submersion in
tanks of water, which is agitated, followed by water
sprays on the elevators as the fruit is removed from
the tank. Rod washers may be used with fruit, such as
citrus, which are not easily damaged.
Peeling and Pitting
0013Pome and some stone fruit require peeling and pitting
before canning. Pitting is a mechanical operation, and
each type of fruit has specialized equipment designed
for pit removal. Mechanical apple and pear peelers
remove the core section and skin before halving the
fruit. Stone fruit that is peeled for canning is usually
chemically peeled with lye followed by washing.
Other fruit with stems, such as cherries, are rolled
over sets of small rotating rollers which pick up the
stems and remove them.
Blanching
0014Blanching is a heat treatment in a near-boiling water
or steam followed by rapid cooling given to vege-
tables and some fruit. Blanching removes gases from
within the tissue and softens the product. Blanching
makes the product easier to fill into the can and to
obtain the correct fill weight. The removal of the gas
also reduces the oxidation of the product, maintains
the vacuum in the can, and prevents excessive can
corrosion.
0015Blanching gives the product another washing treat-
ment and inactivates enzymes which may cause de-
terioration of the food. Enzyme inactivation is not as
important for canned foods as it is for frozen foods, as
canned foods receive a far greater heat treatment
during thermal processing of the can. It can be im-
portant if there is a long delay between filling the can
and retorting. Typical blanch times in near-boiling
842 CANNING/Food Handling

water are 60–90 s for small objects, such as green peas
and diced carrot, and up to 3 min for larger pieces.
Preparation of Juices
0016 Juices are the liquid which may be squeezed from
fruits and vegetables. The major methods of ex-
tracting juices are to apply a force to the whole or
pulped material followed by screening out pulp from
the resultant liquid. This can be carried out continu-
ously in screw presses and belt presses, and there are
many different types of batch presses. Citrus fruit is
reamed on mechanical reamers or crushed in such a
way as to remove the edible portion from the skin.
Unwanted material is removed from the juice in
paddle or brush finishers, or in some cases small
screw presses. These machines push the juice through
a screen while separating and removing the pulp
which is too large to pass through the screen.
0017 Citrus juice is pasteurized, which is a heat treat-
ment of 95
C, immediately after extraction to inacti-
vate pectinase, which will cause the cloud in the juice
to ‘fall.’ The cloud in the juice is held by naturally
occurring pectin which, when attacked by pectinase,
allows the juice to separate into a clear serum and a
solid deposit. Conversely, pectinase may be added to
other juices, such as apple juice, to manufacture a
clear juice. If the juice is not hot-filled it will receive
another heat treatment during the canning process.
Meat Preparation
0018 Meat preparation, after slaughter and deboning,
mainly consists of removing unwanted tissue such as
fat, skin, and visible arteries. Meat shrinks by about
30% when it is cooked, so for formulated products
using meat it is usually precooked before filling into
the cans. Some meat products are corned, which
means they are cooked with a cure containing salt
and nitrite. Nitrite causes the meat to turn a charac-
teristic pink color during heating and, because of its
antimicrobial action, permits a less severe heat treat-
ment during retorting. (See Curing; Meat: Slaughter.)
0019 Fish such as tuna are cleaned and then steamed to
allow for the easy removal of skin and bones. The
steamed fillets are filled into a machine which shapes
and cuts them to the can size before filling into the
can. Other fish are cut to size and filled raw. Fish are
canned with brine or oil or, in some cases, a formu-
lated sauce. (See Fish: Processing.)
Preparation of Formulated Products
0020 There is an infinite variety of formulated products
from meat stews to dairy desserts, and beverages
such as beer, that are canned. Most of these products
are cooked or blended or brewed prior to filling.
Those that are cooked in the preparation stage are
filled into the can hot.
0021Carbonated products, such as beer and sparkling
fruit juices, are filled at temperatures just above freez-
ing to maintain the carbonation. Soft drinks, al-
though they are often packed in metal cans, are not
‘canned products’ as preservatives are used to main-
tain their microbiological stability. (See Preservation
of Food.)
Cans
0022Cans are delivered to the factory on pallets. The
pallets are automatically unloaded into the can race
system. This delivers the correct-size can to the can
filler. Canning lines operate between 200 and 2000
cans per minute, so this system must work effectively.
Cans may be contaminated so they are thoroughly
washed prior to filling.
Filling
0023There are many types of machines used to fill cans,
and the type employed depends, of course, on the
product to be filled. Volumetric piston fillers can be
used with liquid products and liquid products with
entrained solids, such as mushrooms in butter sauce.
A turntable is used containing several filling ‘heads’ so
that several cans are filled sequentially as the turn-
table rotates; filler speed depends upon the number of
heads. A slow filler might have 12 heads, while high-
speed fillers have up to 72 heads.
0024Tumble fillers are used to fill solid materials, such
as vegetable pieces, into cans. The washed cans move
through a large rotating drum containing the pieces of
product. The product falls into the can and excess is
removed by tilting and shaking the can at the exit of
the filler. Other volumetric fillers wipe the solid prod-
ucts into pockets on a turntable and the products are
then dumped by gravity into the can.
0025Hand filling is used for products that are difficult
to fill by machine. The filling of asparagus into cans
can be carried out by machine but in some cases the
tips are damaged, so some processors prefer hand
filling.
0026Some products are canned with syrup or brine.
This is a separate operation to filling the solid food.
It may take place before or after the filling of the
solids. Some solid products may have pockets of air
held between the pieces and, in these cases, the liquid
is added prior to filling the solids so the liquid will fill
these spaces. Sometimes the cans are topped up after
the solids are filled.
CANNING/Food Handling 843

0027 A head space must be left in the top of the can after
filling. This small space is evacuated on closing, but is
important to the integrity of the can. An overfilled
can prevents the expansion of the product during the
thermal process, which may result in permanent
damage to the can end. Also the thermal characteris-
tics of the can change, which may invalidate the
calculated thermal process.
Exhausting
0028 Oxygen remaining in the head space of cans acceler-
ates corrosion of the tin plate in the head space area.
To prevent this occurring, the volume of gas between
the product and the lid of the can (known as the head
space) must contain a partial vacuum.
0029 The conventional system of exhausting the cans is
to clinch the lid on the can. Clinching is a partial, first
operation seaming roll which holds the lid loosely on
the can. Exhausting is carried out by passing the filled
cans with clinched lids through a steam-filled com-
partment for several minutes to heat the can contents
and displace the air in the can with steam. This is
immediately followed by the completion of the
seaming operation.
0030 Another method of exhausting is by filling the
product hot into the can followed by hot brining or
syruping which has the same effect as steam exhaust-
ing. This is followed by ‘steam flow closing.’ Steam is
injected between the can and the lid as they come
together in the can closer. This displaces the air in
the head-space region. When the steam condenses, a
vacuum is formed in the head space of the can.
0031 Alternatively, mechanical vacuum pumps can be
used to reduce the air in the head space of the can.
This can be done during filling, as fruit may be
vacuum-syruped by pulling a vacuum on the can
and air is replaced by the incoming syrup. Some clo-
sers have a vacuum chamber in which the can is
seamed. This is common in meat and fish canning,
where the canning lines are slowed by the relatively
slow operation of the vacuum closer.
0032 Acid products, such as fruit juices, jams, pickles,
and chutneys, may be filled into the can at near-
boiling temperatures. The cans are seamed, inverted
to sterilize the lid, and then cooled. This is called the
hot-fill process. The vacuum results from the shrink-
age of the product on cooling and the displacement of
air by the steam from the hot product.
Can Closing or Seaming
0033 The modern can closer also has a turntable similar to
the filler where the cans are fed into a closing ‘sta-
tion.’ The lid is aligned over the can and the baseplate
of the station raises the can and lid to engage the top
chuck. The seaming rollers then roll around the seam
to form the seal. The rollers retract, the baseplate is
lowered, and the closed can exits from the closer.
Closers with four to six stations are common.
0034The seaming operation is carried out by two rolling
operations. The first operation roller bends the two
flanges together, and the second operation roller flat-
tens them to form a seal. The seal is insured by a thin
layer of mastic-like material deposited in the flange of
the can end called ‘compound.’
0035Rates of can seaming depend more on the speed of
the filler than that of the can closer. Beverages which
are easy to fill can be closed at speeds of 2000 cans
per minute. New fillers for semisolid foods, such as
pet food, allow closer speeds of about 1300 cans per
minute and vegetables are often closed at 500 cans
per minute.
Thermal Processing
0036There are two important factors in canning which
make the food safe for long-term storage. Food is
sealed to prevent recontamination, and it is heated
to inactivate microbes which spoil the food. The
seaming operation on the can hermetically seals the
food, and the thermal process provides the steriliza-
tion step.
0037Products which have a pH of less than 4.5 are
called ‘acid foods’ and can be thermally processed at
temperatures less than 100
C, which is called a
pasteurization process. Those with a pH above 4.5
are called ‘low-acid foods’ and must be thermally
processed at temperatures between 110 and 125
C
in a retort or pressure vessel.
Postprocessing Operation
0038Cans exiting from water-cooling operations are wet
with chlorinated water and must be dried before
they can be handled safely. Some canners label the
cans directly after processing and other palletize
the cans for storage before labeling. Lithographed
cans do not require further labeling.
0039Can stores should be maintained at a temperature
designed to prevent water vapor condensation which
could rust the outside of the cans. The temperature
must, however, not be too high as this can, on very
rare occasions, promote the growth of heat-resistant
thermophilic bacterial spores which may have
survived the thermal process.
0040Cans are held by the canner in store until an incu-
bation period has passed. This provides added protec-
tion for the customers as it insures that only safe
wholesome food is placed in the marketplace. All
844 CANNING/Food Handling
cans are packed in cardboard outers to prevent
damage to the cans during transport and handling,
and also as a convenient package for the supermarket.
Storage of Canned Food in the Home
0041 Canned food should be stored in a dry cupboard.
Most canned food is safe for at least 2 years, but
care should be taken to use the oldest cans first.
Stock rotation is important at home as well as in the
supermarket.
See also: Canning: Principles; Curing; Fish: Processing;
Meat: Slaughter; Preservation of Food
Further Reading
Arthey D and Ashurst PR (eds) (2000) Fruit Processing, 2nd
edn. London: Blackie Academic and Professional.
Arthey D and Dennis C (1991) Vegetable Processing. Glas-
gow: Blackie.
Downing DL (1996) A Complete Course in Canning and
Related Processes, Book III, Processing Procedures for
Canned Food Products, 13th edn. Timonium, Mary-
land, USA: CTI Publications Inc.
Hersom AC and Hulland ED (1980) Canned Foods – Ther-
mal Processing and Microbiology, 7th edn. Edinburgh:
Churchill Livingstone.
Lopez A (1987) A Complete Course in Canning, 12th edn.
Baltimore: Canning Trade.
Quality Changes During
Canning
R J Pither, Campden & Chorleywood Food Research
Association, Gloucestershire, UK
Copyright 2003, Elsevier Science Ltd. All Rights Reserved.
Introduction
0001 Canned foods are a significant component of the diet
of most individuals in developed countries, offering
food in a convenient form with year-round availabil-
ity. The canning process relies on heat treatment for
the destruction of microorganisms and preservation
of the food, which is then generally considered to
have an indefinite microbiological shelf-life providing
that pack integrity is maintained. The extent of the
thermal processing, in terms of both temperature and
duration of the treatment, is dependent upon the
chemical and physical composition of the product.
Both physical and chemical changes occur during
processing and, to a lesser extent, during storage,
and it is these that determine the product quality in
terms of its sensory properties and nutrient content.
These changes, which can be either desirable or un-
desirable, are influenced by the time and temperature
of the process, the composition and properties of the
food, the canning medium, and the conditions of
storage.
0002This article will consider the changes that can occur
during canning and their effect on the quality of the
product.
Changes in the Sensory Properties of
Foods
0003The sensory properties of a food, its flavor, color, and
texture can all be affected by thermal processing.
Changes in these properties may be in the form of
direct effects of heat on food constituents (e.g., starch
gelatinization, protein denaturation, and cell separ-
ation; see Table 1) or through heat-induced reactions
such as the Maillard reaction. Significant changes in
all three sensory properties can also be brought about
by oxidation reactions that can occur, not only during
processing, but also on subsequent storage of the
canned product.
0004Oxidation reactions in fruits and vegetables occur
mainly during preparation prior to processing, due to
the effects of oxidative enzymes. Heat treatments,
such as blanching prior to canning and the steriliza-
tion process itself, cause inactivation of these
enzymes. Along with the low oxygen tensions in
canned products, this limits oxidation in all but the
most oxygen-sensitive constituents.
tbl0001Table 1 The effect of heat processing on sensory quality
Chemical/physicalreactions or
changes occurring
Impact onsensory
attribute
Flavor
Volatile loss (scalping oxidation) Loss of flavor
Volatile formation
Maillard Roasted flavor, bitterness
Oxidation Rancidity
Pyracaines Roasted flavor
Tex t ur e
Cell membrane damage Loss of crispness
Cell separation Loss of firmness
Protein denaturation Gelling, firming
Starch gelatinization Gelling
Color
Natural pigment breakdown Bleaching
Loss of color
Maillard reactions Browning
Others, e.g., metals and polyphenolic
compounds
Discoloration
CANNING/Quality Changes During Canning 845