Caballero B. (ed.) Encyclopaedia of Food Science, Food Technology and Nutrition. Ten-Volume Set
Подождите немного. Документ загружается.

layer) but is less resistant to corrosion than tinplate.
TFS is not used in three-piece cans, because it cannot
be soldered by traditional techniques, nor in DWI
two-piece cans because its hard and rough surface
makes drawing operations in uncoated metal imprac-
ticable. Therefore, TFS is frequently used for can ends
and DRD two-piece cans.
0009 Aluminum is a light metal, easy to work through-
out most of the conventional can-forming processes.
Aluminum is used for two-piece containers only, DWI
and singly or multiply drawn cans, but it is also
formed into easy-open ends. Aluminum cans may
also be formed by impact extrusion, this type of can
normally being used for monobloc aerosols.
0010 Aluminum body stock is available in a range of
thicknesses from 0.25 to 0.30 mm, whereas end
stock covers the range from 0.30 to 0.38 mm. Most
commercial applications of aluminum require special
properties that the pure metal cannot provide. There-
fore, alloying agents are added to impart strength,
improve formability, and influence corrosion charac-
teristics. A wide range of alloys are commercially
available for packaging applications, depending on
the container design and fabrication method being
used. The alloys are identified by four-digit numbers
where the value of the first digit indicates the alloy
type and the principal alloying ingredient. For
example: 2xxx for copper, 3xxx for manganese,
4xxx for silicon, and 5xxx for magnesium. Series
1xxx represents aluminum with 99.00% or higher
purity. Commercially pure aluminum (types 1100
and 1050) is used for the manufacture of foil and
extruded containers since it is the least susceptible to
work hardening. For rigid packaging, the alloy elem-
ents used are manganese and magnesium (alloy types
3004 and 5184). When the aluminum surface is ex-
posed to the atmosphere, a layer of aluminum oxides
is naturally formed, which protects the metal from
further oxidation. This self-protecting characteristic
gives the aluminum its high resistance to corrosion,
unless it is exposed to some substance that destroys
this passivation layer. Aluminum will corrode on con-
tact with products with a pH lower than 4 or higher
than 9, and when used for manufacturing cans for
food and beverage products, it is always coated with a
organic lacquer in the internal surface.
Manufacturing Processes
0011Steel and aluminum are initially in coil form, so sheet
cutting is often the first manufacturing process. This
operation can be performed by the can-maker if coil
cut-up lines are available in the plant. Otherwise,
material must be acquired already in sheet form.
Sheets to be used for the production of can ends or
round DRD cans are scroll-cut (Figure 4). This is a
method used to cut coil into sheets in a pattern, which
reduces metal wastage. It enables circular blanks to
be packaged more densely: skeleton scrap is reduced
by a third compared with straight-cut sheet.
Three-piece Cans
0012Starting with metal sheets, rectangular in format and
with dimensions suiting the can body size (Figure 5a),
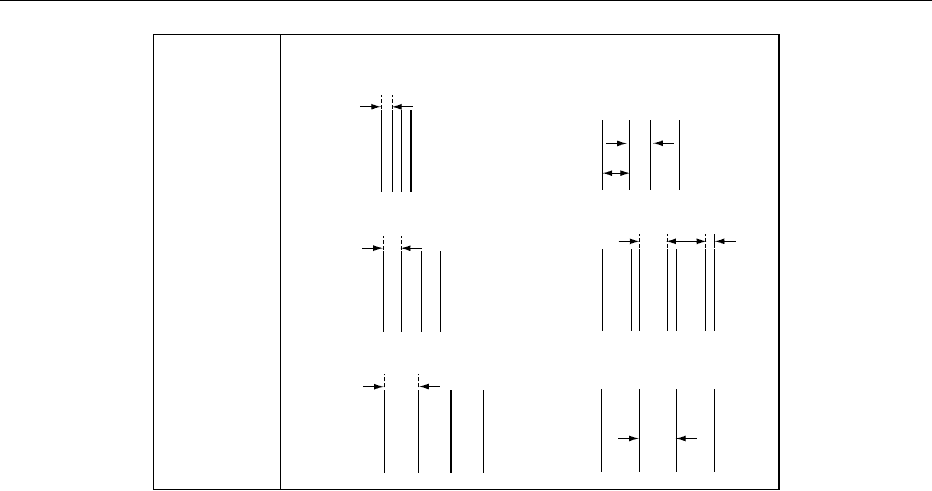
Differential coating (identification on heavier coated side)
D 8.4/5.6
D 11.2/5.6
D 2.8/1.1
[mm]
D 5.6/2.8
D 11.2/2.8
D 8.4/2.8
25.4
38.0
38.0 12.7
50.8
38.0
25.4
12.7
Equal coating
E 2.8/2.8
E 5.6/5.6
E 8.4/8.4
E 11.2/11.2
fig0003 Figure 3 Tin coating weights.
826 CANNING/Cans and their Manufacture
the sheets are coated on the side that will become the
internal surfaces of the finished cans (Figure 5b). This
special lacquer protects the can itself from corrosion
and limits the interaction between the contents and
the metal. However, welding margins should be left
uncoated since the polymeric nature of the lacquer
would influence the electric current passage through
the metal (see details below). The lacquer is cured as
sheets pass in an oven (Figure 5c). The sheet may also
be printed for decoration on the other side, unless a
paper label is to be used.
0013The sheets are fed into a slitter, where they are cut
into body can blanks (Figure 5d). The blank is then
fed to the forming rolls, which generate a cylinder
with the edges of the side seam (Figure 5e). The
cylinder edges are welded by squeezing them together
whilst passing an electric current through them
(Figure 5f). This heats up the metal sufficiently for a
sound join to be made. To protect the weld seam, a
coating is applied immediately after the can body
exits the welder, in both sides of the side seam
(Figure 5g). Powder coating is usually applied electro-
statically to the interior of the side seam.
0014The cans are passed through a flanger, where the
top and bottom of the can are flanged outwards to
accept the ends (Figure 5h). Ends, produced else-
where, are seamed to the can bodies to close one
end (called the ‘maker’s end’) of every can (Figure 5i).
0015Depending on the can design, cans are passed
through a beader, where the walls of the cans have
circumferential beads formed (Figure 5j). Beading of
the can body wall, although reducing the top-load
resistance of the can, allows for a reduction in wall
thickness without sacrificing paneling performance.
0016Testing is performed with high-pressure air to
detect pinholes and poor seams on every can, and
the finished can bodies are then transferred to the
warehouse to be automatically palletized before
delivery to the filling plant.
DWI Two-piece Cans
0017Aluminum or steel coil (Figure 6a) is lubricated with a
thin film of oil and then fed continuously through a
cupping press (Figure 6b), which stamps and draws
disks into cups at a rate of more than 1500 cans per
(a) (b) (c) (d) (e)
(f) (g) (h) (i) (j)
fig0005 Figure 5 Three-piece can-manufacturing process.
Scroll-cut sheet
Straight-cut sheet
Width across coil
Width across coil
Length
of cut
sheet
Length
of cut
sheet
(b)
(a)
fig0004 Figure 4 Comparison between scroll and straight cut sheet.
CANNING/Cans and their Manufacture 827
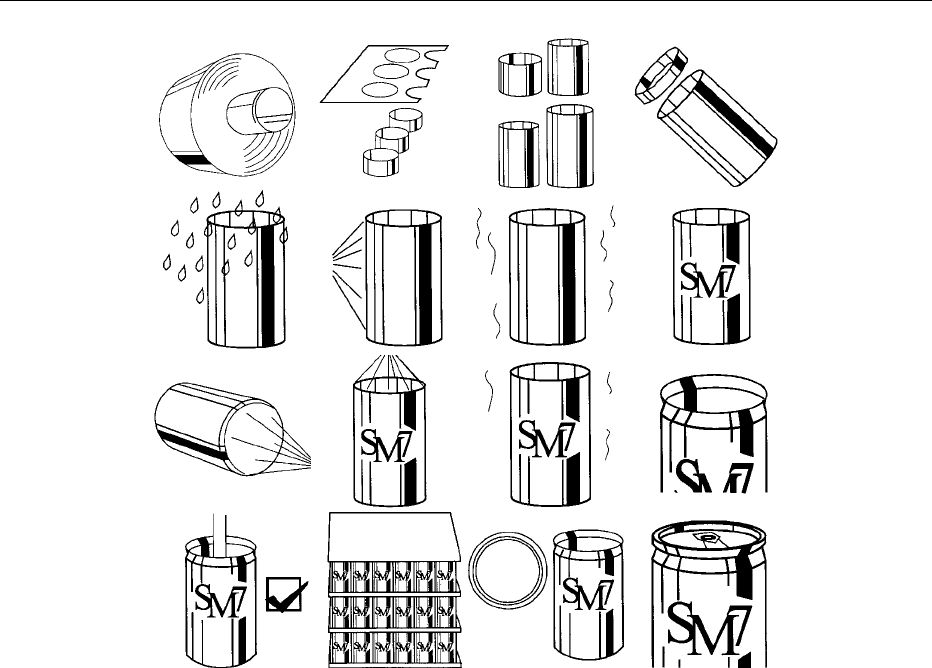
minute. Each cup is rammed through a series of tung-
sten carbide rings for drawing and ironing. This pro-
cess redraws the cup to smaller diameter and thins
the walls, whilst increasing the height leading to
untrimmed cans (Figure 6c).
0018 Trimmers remove the surplus irregular edge and
cut each can to a precise specified height (Figure 6d).
The trimmed can bodies are passed through washers
(Figure 6e) for removal of all traces of lubricant
and then dried in preparation for internal and exter-
nal coatings. The clean cans are coated externally
(Figure 6f) with a clear or pigmented base coat,
which forms a good surface for the printing inks.
The cans pass through a hot air oven to dry the
lacquer (Figure 6g).
0019 The next step is the application of the print
design in up to six colors, and a varnish, by a highly
sophisticated printer/decorator (Figure 6h). A coat
of varnish is also applied to the base of each can
by the rim coater (Figure 6i). The cans pass through
a second oven, which dries the ink and the
varnish. Spray machines apply an internal coating of
protective lacquer (Figure 6j) to maintain product
quality, and the cans are then dried in the final oven
(Figure 6k).
0020The cans are passed through a necker/flanger
(Figure 6l), where the diameter of the body is reduced
(necked in), and the tops of the cans are flanged out-
wards to accept the ends after the cans have been filled.
0021Every can is tested at each stage of manufacture. At
the final stage, they pass through a light tester, which
automatically rejects any can with pinholes or frac-
tures (Figure 6m). Cans are then moved to the ware-
house for palletizing and delivery to the filling plant
together with the ends.
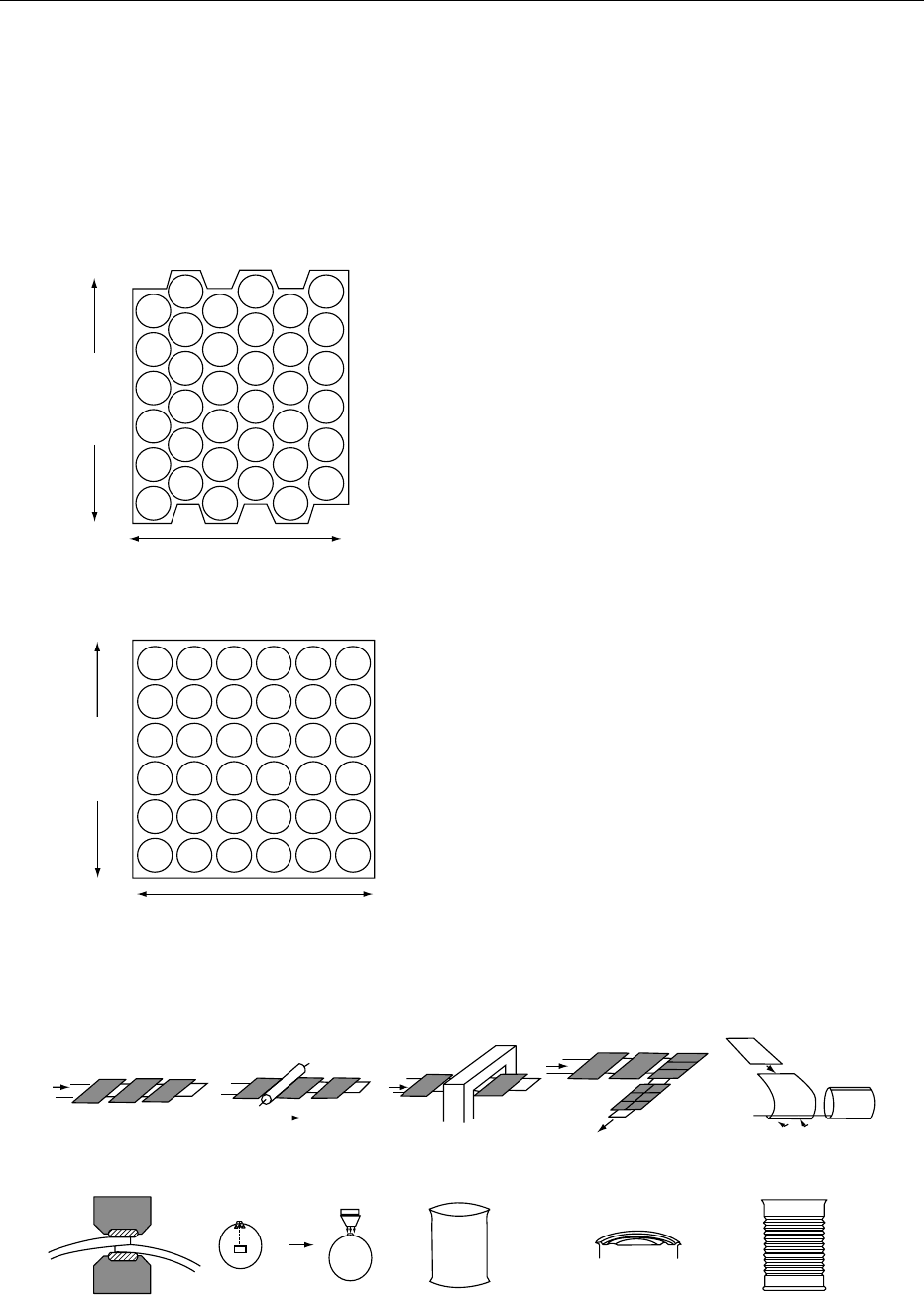
DRD Two-piece Cans
0022This process is similar to the DWI process, except that
the final height and diameter of the container are
produced by sequentially drawing cups to a smaller
diameter, i.e., causing metal to flow from the base to
the wall of the container rather than ironing the con-
tainer wall. The wall and base thickness of DRD cans,
as well as the surface area, are identical to the original
blank, as opposed to the DWI cans, where the wall
thickness is much lower than the base thickness
(Figure 7).
0023The process starts with blanking and cupping, in
which cups are produced from prescrolled sheets,
lacquered, and/or decorated. The cups then go
(a) (b) (c) (d)
(e) (f) (g) (h)
(i) (j) (k) (l)
(m) (n) (o) (p)
fig0006 Figure 6 Two-piece DWI can-manufacturing process.
828 CANNING/Cans and their Manufacture
through the first drawing operation, where they are
drawn by a punch through a die. The cups produced
at this stage may undergo a similar redraw process for
further diameter reduction as the height is progres-
sively increased (Figure 7b).
0024 There is a linear relationship between the max-
imum height to which a container can be drawn in a
single operation and its diameter. The taller the can,
the more drawing operations are required. Also,
single-reduced steels can be drawn more than
double-reduced, which can be used in lower gauges
for the same strength.
0025 The bottom end is the thickest region and governs
the material gauge, often resulting in an excessive side
wall thickness. Typically, a prelacquered tinplate and
TFS with a thickness of 0.2 mm, is used for the DRD
process. DRD cans are currently used in the pack-
aging for food rather than beverages, where a greater
wall thickness is required to withstand pressure rever-
sals. The body is beaded, and TFS is used more than
tinplate because a better enamel adhesion is achieved
with the former.
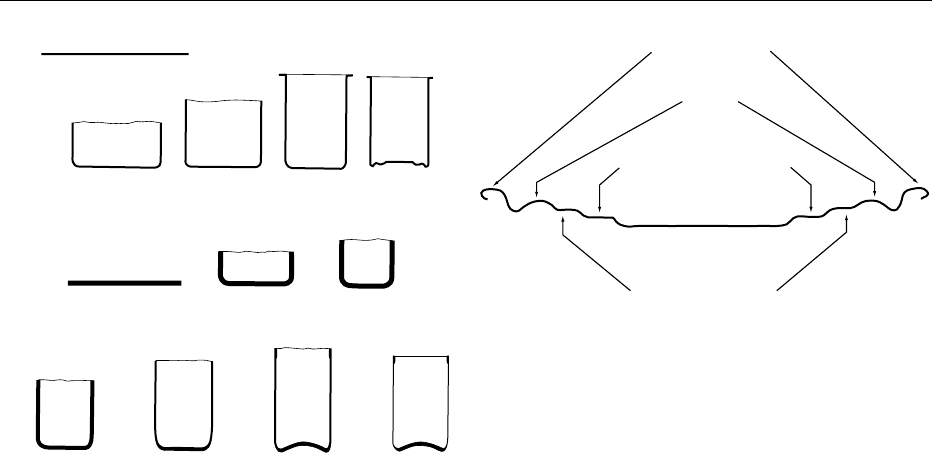
Ends
0026 The can end is designed for optimum deformation
behavior during the food-heating process, thereby pre-
venting permanent distortion: it should resist the high
relative internal pressure achieved in the heating pro-
cess that tends to deform the can ends outwards, and it
must also be sufficiently flexible to return to its original
profile as the internal pressure becomes slightly nega-
tive inside the processed can. This behavior depends on
the metal thickness, the profile of the expansion rings,
and the countersink depth (Figure 8).
0027The scroll-cut sheet, previously lacquered, is fed
through a press that stamps the ends. After stamping,
the edges are curled and passed through a lining ma-
chine, which applies a precise amount of a sealant com-
pound around the inside of the curl. This sealant assists
the formation of a hermetic seal by providing a gasket
between adjacent layers of metal in the double seam.
0028Easy-open ends are produced, from a previously
stamped shell (Figure 9a), in a press comprising four
basic operations: a bubble-like structure is drawn
(Figure 9b), a cylindrical button is drawn from
the bubble (Figure 9c), the score line is performed
(Figure 9d), and the tab is attached at the rivet station
by compression of the button, the tab being formed
on a separate operation (Figure 9e). In this way, the
tab is affixed to the end without any loss of end
integrity. Figure 9 illustrates the basic operations.
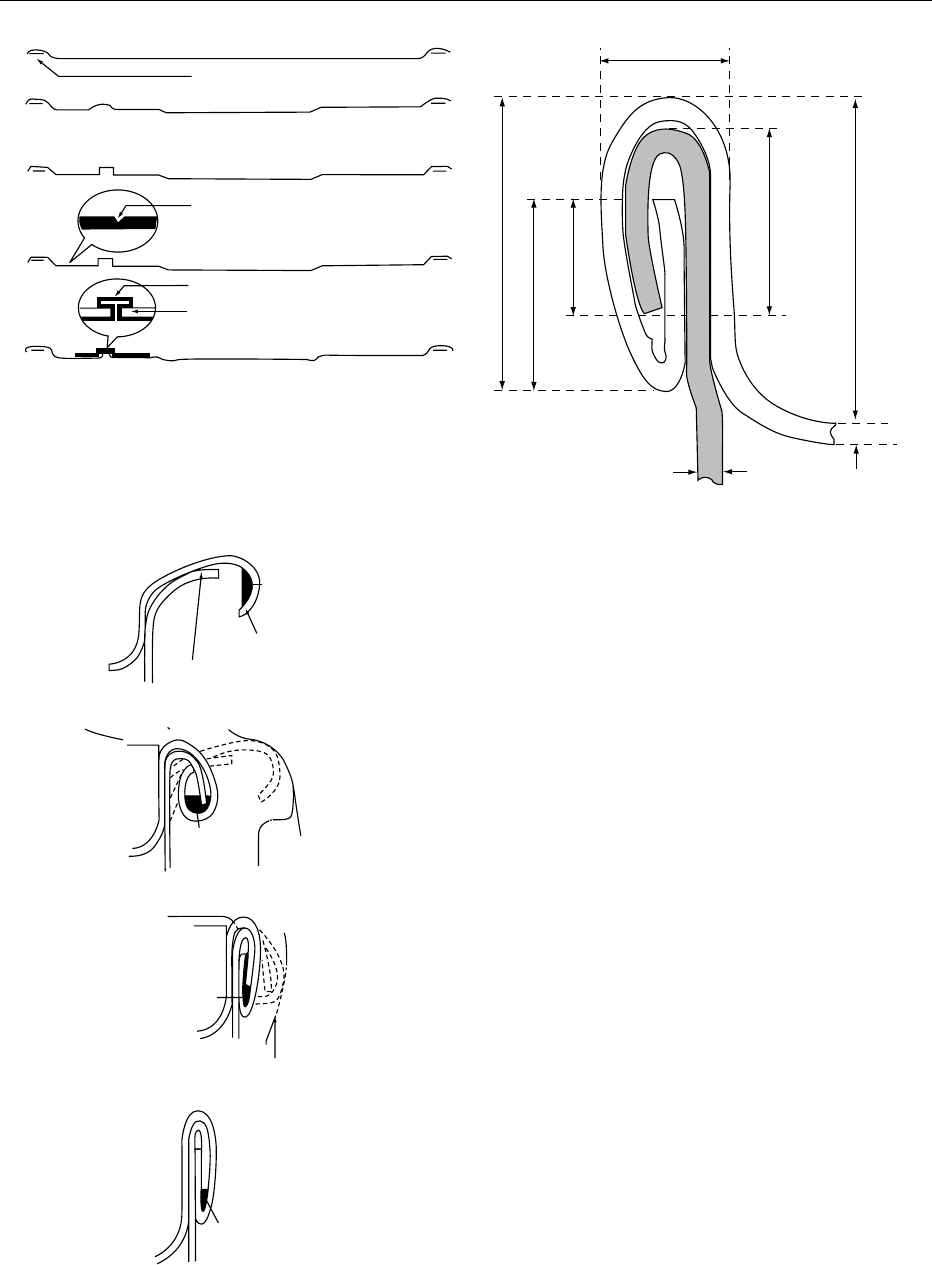
Double Seaming
0029The end is joined to the can body by a double-seaming
operation that is carried out in two stages (Figure 10):
in the first operation, the end curl and the body
flange are brought together and rolled inwards so
that the end hook is well tucked up underneath
the body hook. The shape of the seaming roll deter-
mines the contour of the seam at the end of this stage;
in the second operation, the seam is tightened by a
second set of seaming rolls. The final quality of
the double seam is defined by its length, thickness,
and the extent of the overlap of the end hook with
the body hook (Figure 11). Rigid standards are laid
down for an acceptable degree of overlap and seam
tightness.
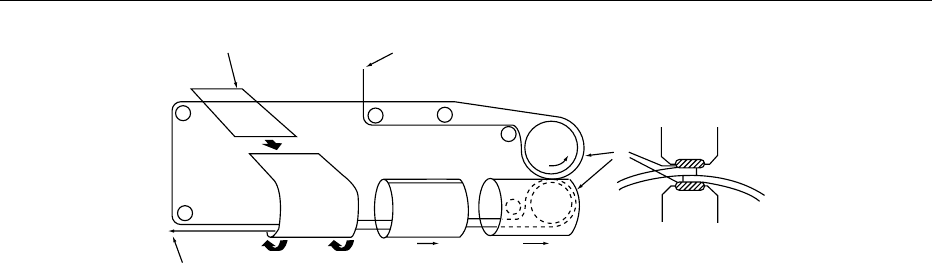
Welding Side Seams of Three-piece Cans
0030The side seam is made by a resistance-welding pro-
cess, using the lost-wire-electrode principle. After the
can body blank has been formed into a cylinder over
(a)
(b)
fig0007 Figure 7 Comparison between (a) DRD and (b) DWI processes.
From Bakker M and Eckroth D (1986) The Wiley Encyclopedia of
Packaging Technology. New York: John Wiley with permission.
Seaming panel
Bead
Second expansion
panel
Center panel
First expansion
panel
fig0008Figure 8 Can end profile.
CANNING/Cans and their Manufacture 829
the welding arm, the overlapping seam (0.4 mm for
most cans) passes between two copper weld rolls
where the weld is formed (Figure 12).
0031The two layers in the seam are squeezed together
between the upper weld roll located outside the can
body and a smaller-diameter inner weld roll. An al-
ternating current is passed to the upper roll, and high
electrical resistance causes the interface temperature
to rise rapidly to at least 900
C, resulting in solid-
phase bonding. As the can body moves continuously
between the two weld rolls, a spot weld is created at
each peak of the alternating current. By adjusting the
frequency of the current to the linear speed of the can
body, the correct number of spot welds per unit of can
length can be achieved. In a good weld, the individual
spots should merge into a continuous weld. Although
the welded seam is free from the danger of lead pick-
up, the weld has to be effectively coated to prevent
any traces of iron being picked up by some types of
beverages and acidic foods. The external side of the
seam is also coated for protection.
Protective Organic Coatings
0032The primary function of interior can coatings,
enamels or lacquers, is to prevent any interaction
between the can and its contents, although some
enamels have special properties, and others are used
merely to improve the appearance of the pack. Exter-
ior can coatings may be used to provide protection
against the environment, as well as for decoration and
product labeling.
(a)
(b)
(c)
(d)
(e)
Sealant
Score line
Rivet
Ring tab
fig0009 Figure 9 Easy-open end production.
Lining compound
Can end
Flange on can body
(a)
(c)
Profile of roller die
Lining compound
Lining
compound
Lining
compound
Profile of roller die
Former
(d)
(b)
fig0010 Figure 10 Double-seaming: (a) and (b) first seaming operation;
(c) and (d) second seaming operation.
Seam length
End-hook legth
Overlap
Seam thickness
Countersink depth
Body-hook length
Body-plate thickness
End-plate
thickness
fig0011Figure 11 Main components of a double seam.
830 CANNING/Cans and their Manufacture
0033 Internal lacquers must be inert, must provide a
good barrier, and must also have a good mechanical
resistance, as well as thermal resistance if the product
is to be thermally processed. The lacquer must
comply with the regulations for materials intended
for food contact, i.e., only approved substances that
had sustained successful migration or extraction tests
and that do not impart any flavor to the contents,
may be used.
0034 The barrier provided by the lacquer depends on its
chemical composition and on its porosity (which
must be as low as possible) and which in turn depends
on the thickness of the lacquer. Control of the amount
of lacquer applied, usually measured in terms of the
mass of dry film per area of metal sheet, is very
important since a thin layer will not cover the surface
completely, and a layer that is too thick will lead to
brittleness, lack of flexibility, and poor adhesion, as
well as being uneconomical.
0035 The lacquer must be resistant to mechanical solici-
tations during can and ends manufacturing oper-
ations, as in the case of three-piece cans and most
DRD two-piece cans that are produced from a pre-
coated metal sheet. Flexibility and adhesion are also
important characteristics of lacquers, as during
retorting, the can tends to deform, due to a pressure
imbalance.
0036 The lacquer is usually applied by roller coating to
the metal in the flat form sheet or coil before fabrica-
tion. Spraying is used for coating the internal surface
of DWI two-piece cans that cannot be produced
from prelacquered sheets, owing to the considerable
amount of metal deformation and surface disruption
occurring during ironing operations. Powder coating,
where the resin is applied dry in the form of a fine
powder, usually under the direction of an electrostatic
field, is used for the protection of welded side seams
(internal side), where heavy coatings are required.
A postfabrication repair lacquering is applied to
cans used to pack products with very demanding
protection requirements, to compensate for natural
application imperfections and layer damage during
can fabrication.
0037After application, the lacquer must be dried by
solvent removal, oxidation, and/or heat polymeriza-
tion. This process is usually performed in a forced
convection oven using hot air up to 210
C for up to
15 min. Recent developments include resin formula-
tions, which need lower temperatures and shorter
curing times, often through the use of ultraviolet
radiation (these ultraviolet-curing resins are virtually
solvent-free).
0038The more common chemical families of protective
lacquers are the phenols, epoxy, polyesters, and vinyl.
The resins are rarely used pure. They are modified
and/or combined with other resins and additives that
confer specific characteristics. Table 3 summarizes
the major lacquers’ characteristics and applications.
0039Phenolic resins are produced by the action of for-
maldehyde on phenol and are characterized by having
a high degree of reticulation enhancing barrier, hard-
ness and chemical inertia, but limited flexibility due
to the presence of the bulge phenolic ring.
0040Epoxy resins are produced by polymerization of
bisphenol A with glycerol epichlorohydrine. Epoxy
is highly reactive, allowing for combination with
other resins, and it has a good chemical resistance. It
is very flexible because of its linear structure, without
reticulation, and it is often combined with phenolics
giving the epoxy-phenolic family, one of the most
widely used families of resins for lacquering. A
three-dimensional structure is formed during curing,
either by straight blending of a solid epoxy resin with
a solid phenolic resin or by condensation of a mixture
of two resins in appropriate solvents. Epoxy-phenolic
lacquer combines the good adhesion properties of the
epoxy resin with the high chemical resistance proper-
ties of the phenolic resin. The balanced properties of
12
5
3
33
4
3
fig0012 Figure 12 Welding side seam of a three-piece can: 1, blank feed; 2, wire fed; 3, welding rolls (electrodes); 4, copper wire (welding
contact); 5, used wire. From Bakker M and Eckroth D (1986) The Wiley Encyclopedia of Packaging Technology. New York: John Wiley, with
permission.
CANNING/Cans and their Manufacture 831

epoxy-phenolic coatings have made their use almost
universal in food-can applications. Epoxy may also
be combined with amines to produce epoxy-urea and
with fatty acids to produce epoxy-esters.
0041 Vinyl coatings are based on copolymers of vinyl
chloride and vinyl acetate. They can be used with or
without pigmentation, and they can be blended with
alkyd, epoxy, and phenolic resins to enhance their
performance. Their main disadvantage is the high
sensitivity to heat and retorting processes, restricting
their application to cans that are hot-filled and to beer
and beverage products.
0042 Vinyl organosol coatings are dispersions of PVC
(homopolymer), sometimes reinforced with soluble
thermosetting resins, such as epoxy or phenolic, to
enhance thermal resistance and adhesion. Plasticizers
are also added to aid film formation. These coatings are
typically white due to the addition of titanium dioxide.
0043 Polyesters have an excellent resistance to high tem-
peratures and are often used for can external coating.
When used for heat-processed foods, they are modi-
fied with phenolic resins and often white pigmented
with titanium dioxide.
0044 The choice of lacquer depends on the nature of the
food and the can to be used. Products that contain
sulfur-containing amino acids require sulfur-resistant
lacquers to prevent staining of tinplate surfaces.
Sulfur compounds may break down during heat pro-
cessing to release sulfides, which react with tin to
form brown–violet tin sulfide (SnS) that affects the
global can surface or with iron to form iron sulfide
(FeS) in spots where, due to lacquering and tin-
coating imperfections, iron may be in contact with
the food. These compounds do not affect the product
safety or quality but are suspicious to the consumer.
To overcome this problem, lacquers offering a good
physical barrier, such as phenolic or epoxy-phenolic,
are used. In addition, these are pigmented with zinc
oxide, which reacts preferentially with the sulfur
compounds, thus acting as a chemical barrier.
Lacquers may also be pigmented with aluminum
powder or white pigments, to obscure any tin sulfide
that might be formed.
0045Acidic foods require a very good protection to
prevent can corrosion. A vinyl organosol with a high
thickness, pigmented with aluminum powder or
titanium dioxide, or a double coating of epoxy-
phenolic plus vinyl organosol may be used for this
purpose.
0046Beer and other drinks susceptible to flavor contam-
ination by metallic traces require very good protec-
tion as well. DWI cans are coated after fabrication,
usually with two coats of lacquer: epoxy-phenolic
plus vinyl, epoxy-urea plus vinyl or a double layer
of epoxy-urea.
See also: Canning: Principles; Food Handling; Quality
Changes During Canning; Packaging: Packaging of
Liquids; Packaging of Solids
Further Reading
Bakker M and Eckroth D (1986) The Wiley Encyclopedia
of Packaging Technology. New York: John Wiley.
Robertson GL (1993) Food Packaging Principles and
Practice. New York: Marcel Dekker.
Soroka W (1995) Fundamentals of Packaging Technology.
Herndon, VA: Institute of Packaging Professionals.
Recent Developments in Can
Design
M de F Filipe Poc¸ as, Escola Superior de
Biotecnologia, Universidade Cato
´
lica Portuguesa,
Portugal
Copyright 2003, Elsevier Science Ltd. All Rights Reserved.
Short History of the Can
0001Metal cans have been on the marketplace since the
early nineteenth century, and this early-born pack-
aging system keeps its relevant position in the food
packaging area owing to constant developments and
tbl0003 Table 3 Application and characteristics of lacquers
Family Application Flexibility Adhesion Resistance to
heat-processing
Phenolic Fruits, vegetables, meat: very good barrier Bad Bad Very good
Epoxy-phenolic Wide use, can be pigmented with Al, ZnO; characteristics
depending on formulation
Good Good Good
Vinylics Beverages Excellent Good Bad
Organosols Large use in two-piece cans Very good Very good Good
Acrylics Pigmented with TiO
2
Good Very good Medium
Epoxy-urea Beverages Good Good Medium
Polyesters Pigmented with TiO
2
Medium Good Good
832 CANNING/Recent Developments in Can Design
innovation to meet the demands from the food and
beverage industry, distribution, and the consumer.
Recent developments in can design include light-
weighting, shaping cans, double seams, the use of
polymer coated metals, and new can opening features.
0002 The start of the history of the can is attributed to
Nicholas Appert as a result of the method he developed
for storing and sterilizing food using glass bottles. This
was followed by the registration of the first patent, by
Peter Duran, for food processing using iron and tin
containers. Since then, the modern can has evolved
from a simple cylinder with two flat ends into a sophis-
ticated package, with a design that incorporates
features to improve performance, convenience, and
appearance, as well as to reduce costs. Environmental
protection has also played a role as a driving force in
can design, particularly in issues related to the reduc-
tion of metal and energy usage, and air emissions and
liquid effluents on can-manufacturing operations.
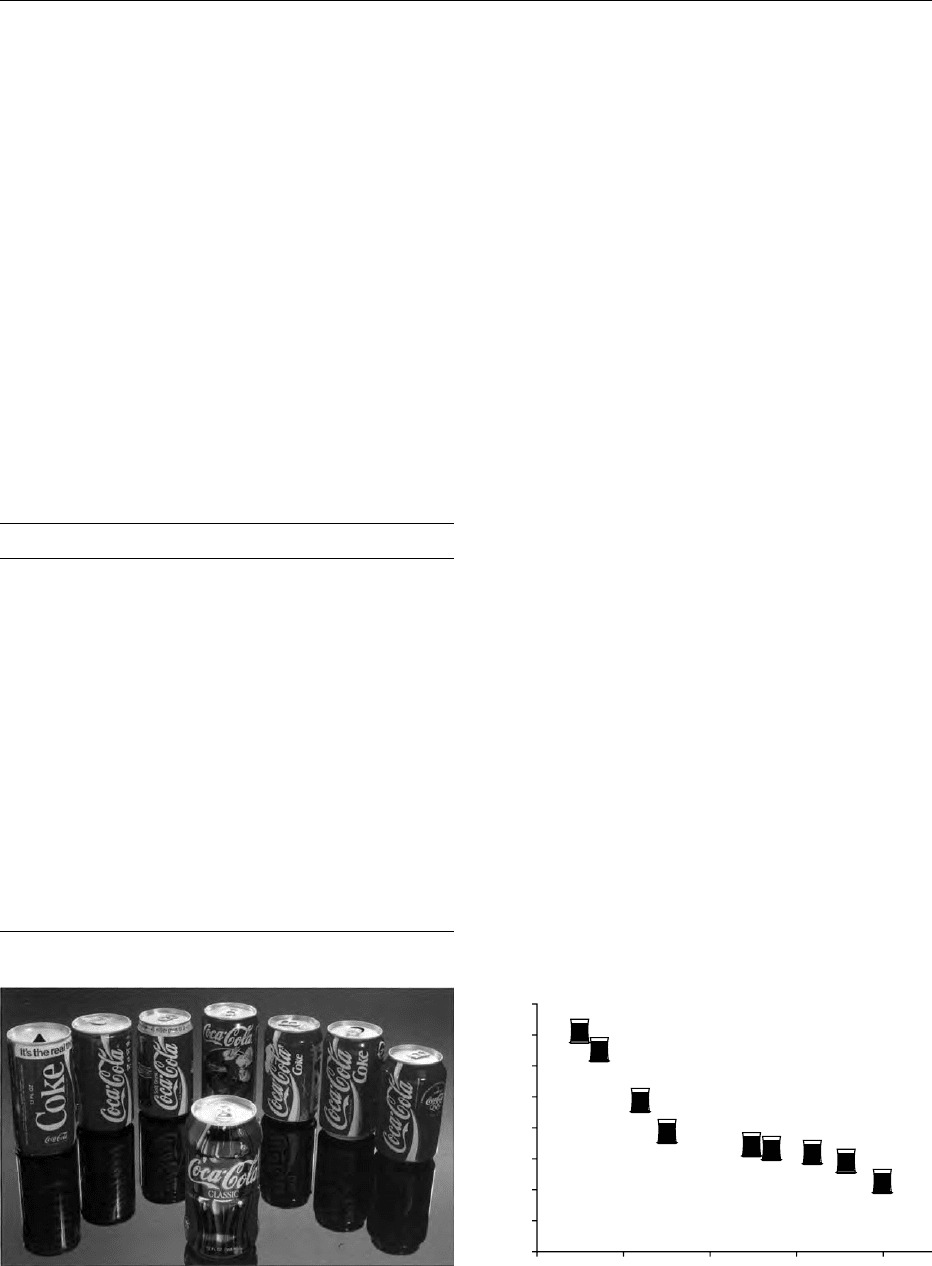
Table 1 summarizes the major landmarks on food
and drink can history, and Figure 1 shows, as an
example, changes in Coca-Cola beverage can design
over decades. These include changes in the easy-open
end, can body neck-in, and innovations in can shape.
Lightweighting
0003Lightweighting means the reduction in the amount of
material used in the can-making process. This may be
achieved at the expense of a reduction in the metal
thickness and/or improvements in can construction,
leading to savings on the metal sheet surface required
for each can. Statistics show that lightweighting is a
fact. For example, over the last 20 years, a typical
33 cm
3
steel beverage can has become on average
30% lighter (Figure 2). In general, the steel thickness
of the can body has decreased by around 4.5 mm per
year, and the steel thickness of can ends has decreased
by 2 mm per year, i.e., a 40 and 18% reduction, re-
spectively, in thickness over the last 20 years.
0004Downgauging has been possible through the use of
double-reduced steels and through can wall beading.
Double-reduced steel has suffered a second cold-
reduction process, between annealing and tinplating,
where the thickness is reduced by about 35%,
whereas the elastic limit of the steel has increased to
more than 500 N mm
2
. Therefore, double-reduced
steels have additional strength although at the ex-
pense of their ductibility and formability properties.
This process allows for a 3/100 mm reduction in steel
thickness without compromising mechanical per-
formance. Double-reduced steels have been used for
can bodies and more recently for can ends.
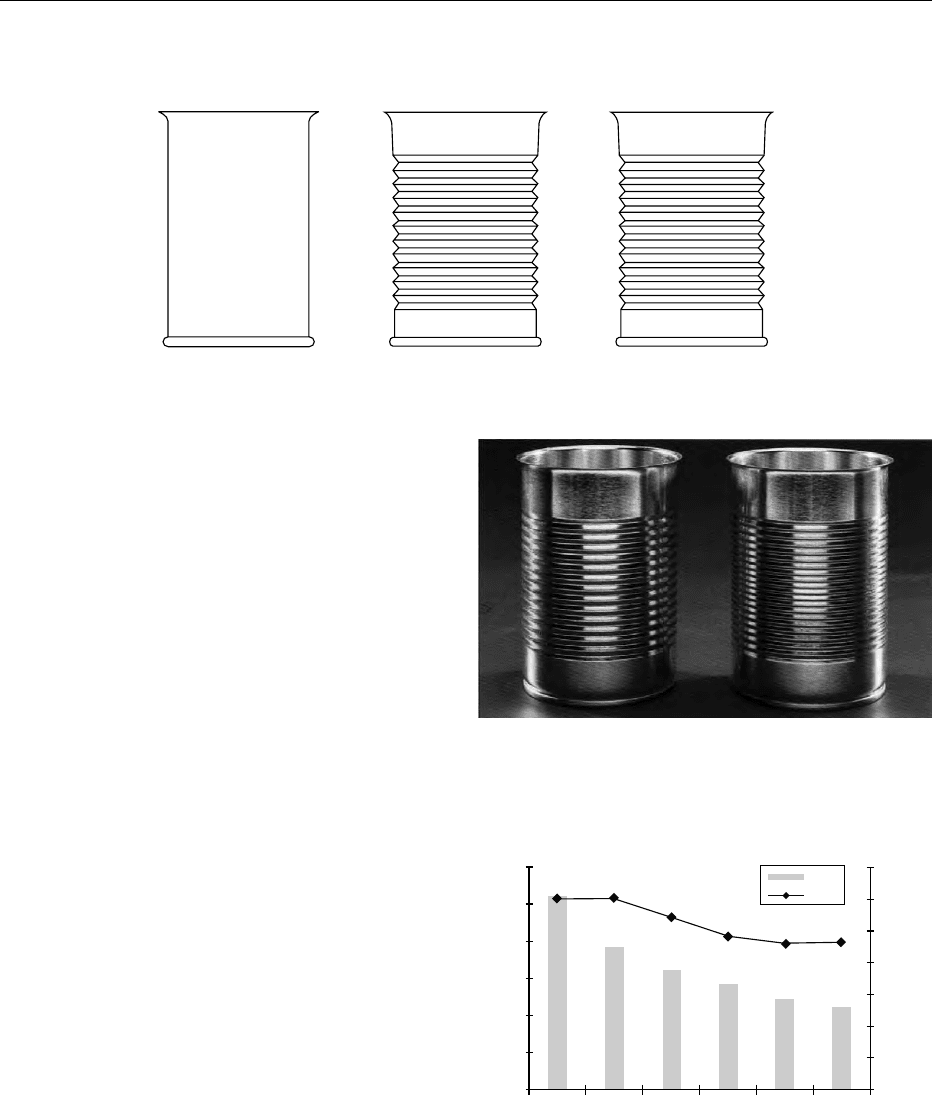
0005Beading has the effect of reinforcing the side wall,
thus allowing for a reduction in metal thickness
without compromising paneling performance. The
tbl0001 Table 1 Brief history of can making
Period Innovation
1809 Nicolas Appert wins Napoleon’s prize for his method of
processing food
1810 Peter Durand patents the idea of using tinplate for
making a container
1853 The canned condensed milk is introduced
1900s The first can with soldered side-seamed and double-
seamed ends is produced
1930s Cans for beer and soft drinks appear
1942 Electroplating for applying tin coating is introduced
1940s The draw–redraw process is developed
1947 Draw-wall-ironing aluminum cans are introduced
1959 The Soudronic Company is founded (side-seam welding
machines)
1962 Aluminum easy-open ends for beverage cans are
produced
1965 Tin-free steel is available
1975 The Wima (wire mash) welding system is developed by
Soudronic
fig0001 Figure 1 Coca-Cola beverage can design over decades. From
The CanMaker November 98, Copyright 1998 Sayers Publishing
Group Ltd. Reprinted with permission.
1960 1970 1980 1990 2000
Year
0
10
20
30
40
50
60
70
80
g/can
fig0002Figure 2 Weight of a 33 cm
3
steel beverage can. Source: Apeal.
CANNING/Recent Developments in Can Design 833
retorting process of thermal processed food induces
positive and negative pressures within the can at
different stages. The can must withstand high internal
pressures that occur when the product is heated,
this resistance being mostly conferred by the expan-
sion rings of the can ends. It must also withstand
external pressure to paneling owing to the pressure
difference during the early stages of retorting, while
there still is a slight vacuum inside the can, and the
steam pressure acts outside the can. Circumferential
beads on the walls greatly increase can resistance to
implosion. However, beading also reduces the resist-
ance to vertical load, which is important during
filling, storage, and handling, and so a compromise
between beading profile, pitch, and depth must be
achieved. Beading, thickness, and hardness of the
metal sheet are three variables that the can designer
may use to optimize the can performance. Figure 3
shows how these three factors can be combined in the
design of a specific can.
0006 Beading was first introduced in 1970 and was com-
monly used in 1975–80. More recently, a new beading
design was developed by Hoogovens and Impress
Metal – The Varybead (Figure 4). This design has a
constant bead depth of 0.4 mm and a varying bead
pitch from 3.67 mm at the extreme ends of the 20
beads to 2.68 mm in the middle. The end beads
control the mode of axial collapse, and the middle
smaller beads maximize the paneling resistance.
0007 Aluminum drink cans have also been reduced in
weight. The number of cans produced from a kilo-
gram of aluminum increased by 35% between 1975
and 1995. Figure 5 shows the net weight of aluminum
required to make 1000 cans from 1990 to 2000.
Lightweighting has been possible by decreasing the
starting gauges of the aluminum coil (Figure 6), by
improvements in the draw-wall-iron process, and by
using smaller diameter can ends, which is related to
the can body neck-in. Downgauging of the aluminum
coil requires refinement in dome design as the starting
gauge of the metal determines the can bottom dome
thickness, critical to the performance of the can in
terms of its resistance to internal pressure.
Thickness − 0.26 mm
Hardness − Standard
No beading
Thickness − 0.21 mm
Hardness − Standard
Beading
Thickness − 0.17 mm
Hardness − High
Beading
fig0003 Figure 3 Relationship between beading and metal thickness and hardness in can design.
fig0004Figure 4 New beading design – the Varybead. From The Can-
Maker December 1998, Copyright 1998 Sayers Publishing Group
Ltd. Reprinted with permission.
Can
End
1990 1992 1994 1996 1998 2000
Year
9
9.5
10.5
11.5
10
11
12
0
0.5
1.5
2.5
3
1
2
3.5
kg/1 000
kg/1 000
fig0005Figure 5 Number of cans and ends produced per kilogram of
aluminum. Source: Alcoa.
834 CANNING/Recent Developments in Can Design
Double Seam
0008A double-seam fixes the end to the can body and
provides a hermetic seal. It is one of the most critical
elements in the safety of canned shelf-stable foods,
and great effort is devoted to controlling the double
seam dimensions, in compliance with rigorous
standards and tight tolerances.
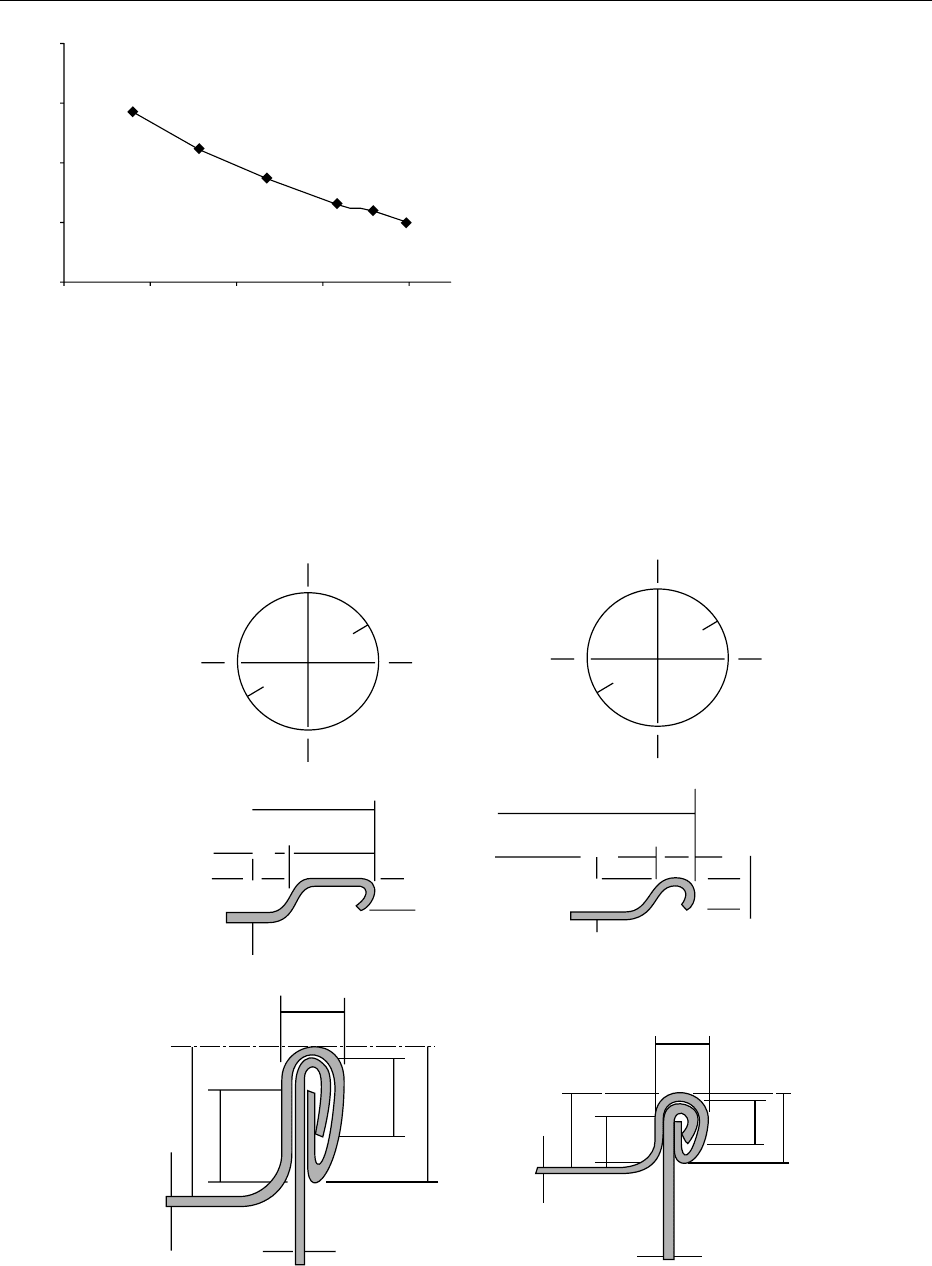
0009Developments to reduce costs have led to smaller
seam profiles. The Microseam was developed by Kra-
mer in Brazil, and has a structure similar to the con-
ventional double seam. However, the dimensions of
the seam height, body, and cover hooks are 50% of a
conventional seam. The design is only possible when
using double-reduced steel (0.16 mm or less) for can
body and ends. When applied to a 73-mm-diameter
three-piece can, it allows for the end diameter before
seaming to be reduced from 88.5 to 81.5 mm, and the
blank body height to be reduced from 98.7 to
93.5 mm (Figure 7). The main advantages claimed
1980 1985 1990 1995 2000
Year
0.2
0.25
0.3
0.35
0.4
Thickness, mm
fig0006 Figure 6 Starting gauges of aluminum coil for beverage cans.
Source: Redicon Corporation.
Φ 78.63
Φ 82.50
88.5
81.5
4.935
2.0
3.2
Φ 72.63
0.88
1.08
0.16
0.16
Φ 77.565
1.0
1.5
1.0
1.0
1.6
3.2
2.0
2.0
3.0
0.16
0.22
1.6
(a) (b)
fig0007 Figure 7 Comparative dimensions of (a) conventional and (b) microseam three-piece can double-seam. From The CanMaker
September 1992, Copyright 1992 Mayo Sayers Ltd. Reprinted with permission.
CANNING/Recent Developments in Can Design 835