Caballero B. (ed.) Encyclopaedia of Food Science, Food Technology and Nutrition. Ten-Volume Set
Подождите немного. Документ загружается.

hydrated by water, offers a greater versatility in use
and poses no risk of acid residues in the processed oil.
Table 5 shows the processes used for degumming oils
and their effectiveness in reducing the phospholipid
content of oils. Ultrafiltration of the oil (in solvent) to
remove the phospholipids is also effective but more
costly than other processes.
0028 Removal of the phospholipids present in the oil
facilitates the subsequent stages of refining, as it re-
duces the tendency to form emulsions during neutral-
ization of the FFA and also permits operation at high
temperatures (> 200
C) without any risk of discolor-
ation. When the oil is to be refined physically, i.e.,
using stripping steam to remove the FFA from the
crude oil, the degumming process must also remove
traces of metals such as copper and iron, which would
discolor the oil at the temperatures used for steam-
stripping.
Chemical Refining
0029Neutralization All crude vegetable oils contain FFA
that should be removed in the interests of refined
oil quality. The seed oils for the most part contain
0.8–1.5% FFA, but palm oil may contain up to 5.0%
FFA as the result of enzymic action in the interval
between fruit harvesting and sterilization. Oils such
as ricebran oil and several of the more exotic fats,
e.g., sheanut butter and illipe fat, may contain more
than 5% FFA.
0030Although, in principle, any alkali may be used to
neutralize the FFA present in the crude or degummed
oil, sodium hydroxide solution (strength 8–24%,
depending on the oil to be refined – a dark oil will
normally be neutralized with a stronger alkali than an
oil that is light in color) is used almost universally
in industrial chemical refining of fatty oils. The
neutralization reaction is carried out at 80–90
C
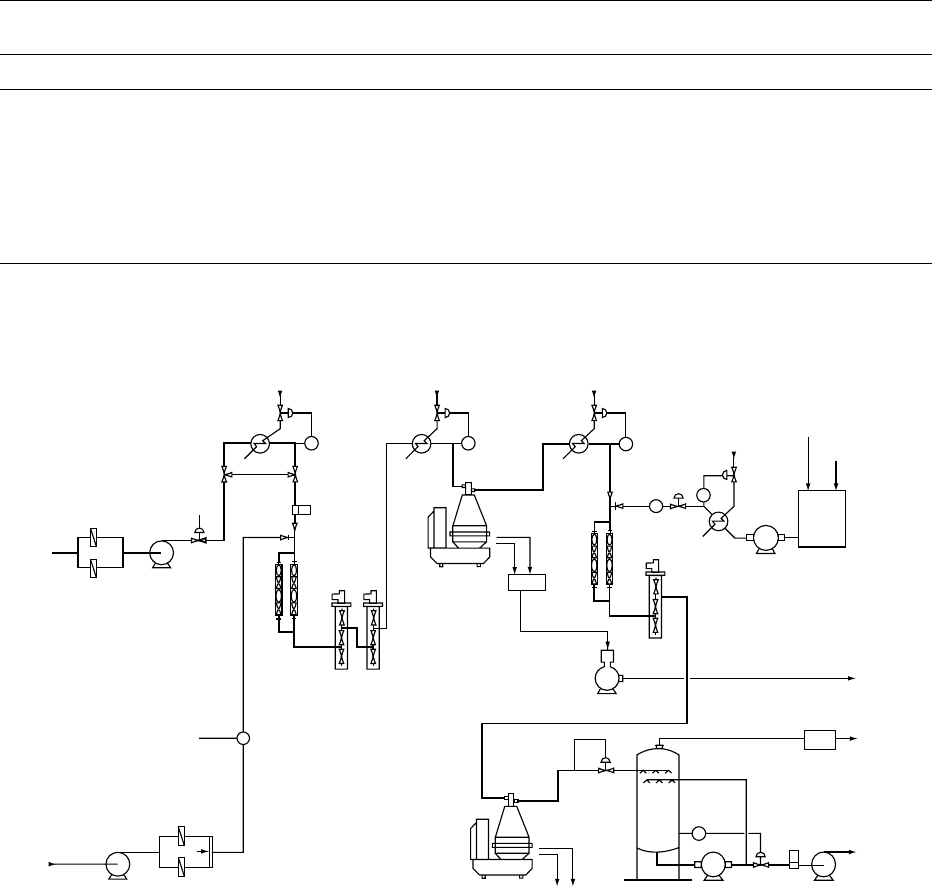
(see Figure 3). In the conditions of intense mixing,
as practiced in modern centrifugal refining, it requires
contact times between crude oil and alkali of less than
60 s. The soaps formed by neutralization, known as
soapstock, are insoluble in the oil and are separated
centrifugally, the disk centrifuge being the preferred
type nowadays. As the soaps have a low but finite
solubility in the oil at the processing temperature
(soap content of oil ¼150–200 p.p.m.), it is necessary
to follow separation of the soapstock by a washing
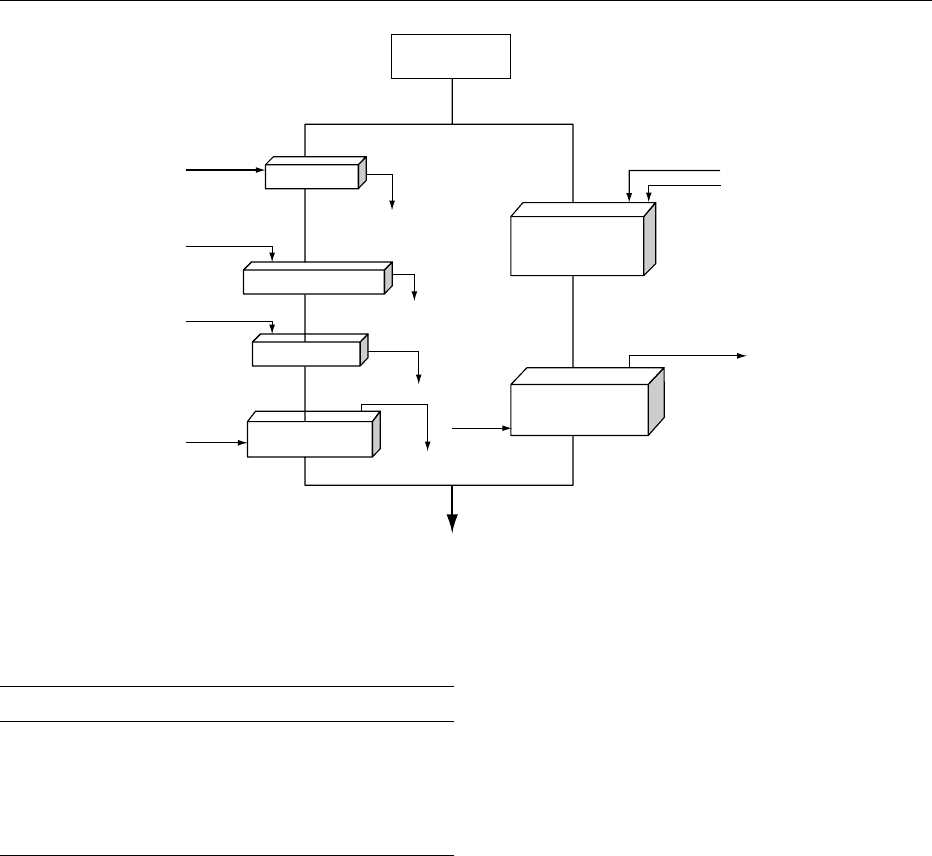
Crude oil *
*Phosphatide-rich oils
normally water-degummed
prior to refining
Chemical refining Physical refining
Gums
Degumming
agent
Degumming agent
Alkali
Degumming
Neutralization
Bleaching
earth
Bleaching earth
Bleaching
Soapstock
Spent earth
Steam
Steam
Deodorization
To vacuum
system
To vacuum system
Steam-stripping/
deodorization
Phospholipid/
metal removal
(degumming)
Refined, Bleached, Deodorized (RBD) oil
fig0002 Figure 2 Refining options for edible oil.
tbl0004 Table 4 Phospholipid contents of major oils
Oil Phospholipids (%) Phosphorus (p.p.m.)
Rapeseed 0.5–3.5 200–1400
Soyabean 1.0–3.0 400–1200
Sunflower 0.5–1.3 200–500
Corn 0.7–2.0 250–800
Cottonseed 1.0–2.5 400–1000
Palm 0.03–0.1 15–30
5908 VEGETABLE OILS/Oil Production and Processing
stage, in which soft water is used to reduce the soap
content of the oil to below 30 p.p.m. The FFA content
of the neutralized oil should be below 0.1%.
0031 The soapstock contains a certain amount of neutral
oil owing to spontaneous emulsification taking place
at the oil–alkali interface in the course of the neutral-
ization reaction. This is reflected in the refining loss
experienced by refiners, defined as the ratio of oil loss
at the neutralization stage to the FFA present in the
crude oil and known as the refining factor. For most
oils, the refining loss in chemical refining can be
expected to be in the range of 1.5–2.0, although
lower refining factors have been obtained when
using nonturbulent alkali–oil contactors. The down-
grading of sound oil to the lower-valued soapstock or
acid oil produced by acidulation of soapstock results
in a significant cost charge against the process.
0032The effluent resulting from chemical neutralization
has been recognized as an environmental problem,
and this has resulted in a change to physical refining,
particularly in Europe. When chemical refining is
used to remove only low levels (< 0.15%) of FFA, as
in the case of an oil already refined in the country of
origin and then transported intercontinentally, it is
possible to use a hydrogel silica or a modified magne-
sium aluminum silicate to adsorb the soaps formed,
tbl0005 Table 5 Degumming processes
Process Suitable for Residual phospholipids (p.p.m. phosphorus)
Water degumming Crude oil 100–250
Acid degumming Crude oil 20–50
Acid refining Crude oil <20
Superdegumming (Unilever) Crude or wdg oil 5–15
TOP degumming (Vandenmoortele) Crude or wdg oil 5–10
Enzymatic degumming wdg oil 5–10
SOFT degumming (Tirtiaux) Crude oil <5
IMPAC degumming Crude oil 3–10
wdg, water-degummed.
Condensate
Condensate
Condensate
Condensate
TC TC
TC
TC
LC
Oil feed
Strainer
Strainer
Crude oil
pump
(To ratio
controller)
Heater
Steam
Steam Steam
Steam
Condensate
By pass
Static
mixers
Static
mixers
Retention
mixers
Refining
heater
Refined oil
heater
Soapstock
separator
Soapstock
tank
Soapstock
pump
Soft
water
Retention
mixer
To flow ratio
controller
Caustic
Caustic
pump
Strainer
Strainer
Steam
Waterwash
separator
Wash water
outlet
Vacuum
dryer
Dry oil
pump
To bleaching
Vacuum system
To soapstock
splitting plant
To
atmosphere
FI
FI
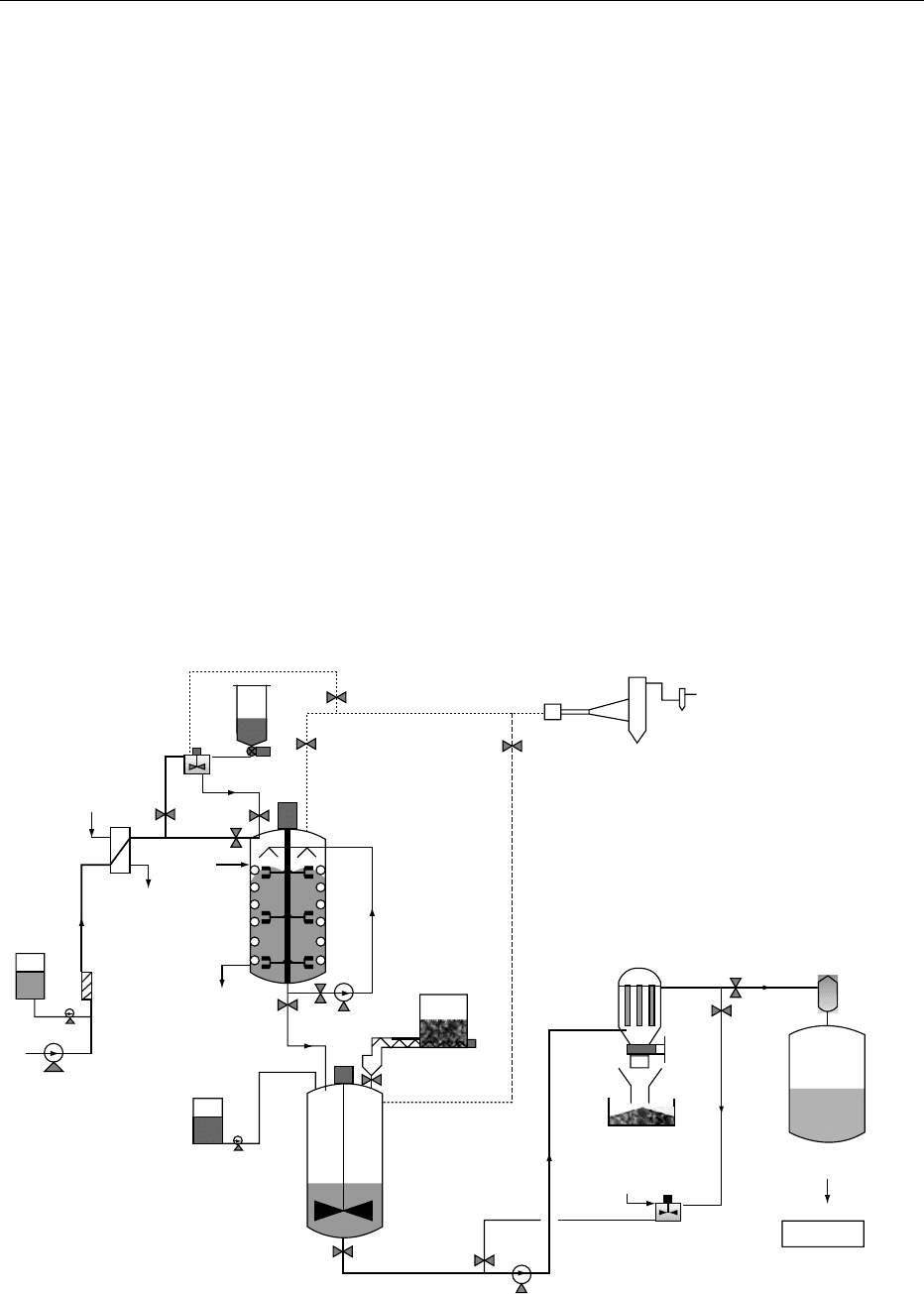
fig0003 Figure 3 Vegetable oil neutralization plant arrangement. Based on a flowsheet produced by Europa Crown Ltd., Hessle, North
Humberside, UK.
VEGETABLE OILS/Oil Production and Processing 5909

instead of washing them out of the oil. Similarly, these
materials can be used to replace the wash centrifuge
in normal refining in order to remove the soap
content remaining in the refined oil after soapstock
separation, thus again avoiding the formation of add-
itional liquid effluent.
0033 Bleaching The neutralized oil to be bleached is
deaerated and dried at a pressure of approximately
50 mbar to a moisture content of not more than
0.1%. Use of acid-activated bleaching earth (bleach-
ing clay in the USA) will remove traces of metals such
as copper and iron from the oil in addition to pig-
ments and residual soap, which is important from the
point of view of oil keepability. Cocurrent or counter-
current bleaching may be used to reduce the bleaching
earth requirements, with savings of 10–15% relative
to batch bleaching being reported for the cocurrent
option and up to 40% for countercurrent processing.
Oil leaving the bleacher is filtered to separate spent
bleaching earth, but this retains high levels of oil
unless it is processed further, e.g., by blowing steam
or nitrogen through the press. Spent earth destined
for disposal to a landfill site will generally still contain
approximately 30% oil. This therefore becomes a
charge against the process, additional to the refining
loss explained above. The spent bleaching earth is
also a fire hazard.
0034 In recent years, a number of alternatives to acid-
activated bleaching earth have been developed for use
in edible oil refining. The use of silica as an adsorbent
and filter aid, generally in admixture with bleaching
earth, has been shown to be feasible, though the cost
is higher than that of the more traditional bleaching
earths. A number of multistage bleaching processes
are available, their purpose being to reduce the
bleaching earth requirement per tonne of oil pro-
cessed.
0035 An oil contaminated with polycyclic aromatic
hydrocarbons (PAH) requires the addition of a small
quantity of activated carbon to ensure that the PAH
content of the fully processed oil is reduced to accept-
able levels.
0036 Deodorization The final stage of oil processing,
deodorization, has the function of removing volatile
components remaining in the oil after the previous
stages of refining as well as those volatile compounds
formed during deodorization itself. In addition, some
heat-bleaching is likely to occur at this stage, owing to
the high temperatures used. The removal of volatile
components is achieved by the passage of open steam
through the oil at temperatures of 200–220
Cata
pressure of 4–10 mbar. Stripping steam consumption
in the process can be expected to be in the range of
0.5–3.0%. In order to ensure stability of the pro-
cessed oil, its peroxide value should be below 1.0,
preferably below 0.5 meq of O
2
per kilogram of oil,
which requires rapid cooling of the oil after the
completion of deodorization.
0037Deodorization can be carried out batchwise, semi-
continuously or fully continuously, and in the case of
a fully continuous operation, either a crosscurrent or
countercurrent mode of steam–oil contact may be
used. The extent of removal of volatile components
is directly proportional to the volatility of the com-
ponent and is therefore a function of the operating
temperature. At the same time, it is also inversely
proportional to the operating pressure. Since deodor-
ization is a dynamic process, the interfacial area
between the stripping medium and the oil to be
deodorized is a vital parameter in determining strip-
ping efficiency.
0038Modern deodorizers, almost all of which operate
semicontinuously or fully continuously, are fitted
with heat-recovery systems that can recover up to
80% of the energy needed to heat the incoming oil
to the operating temperature. The vacuum system,
normally consisting of a series of steam jet ejectors,
also uses substantial quantities of steam in the form of
motive steam, a ratio of 5–7 kg of motive steam per
kilogram of stripping steam evacuated being required
in temperate regions when operating at a head pres-
sure of 4–6 mbar. The motive steam requirement can
be reduced by chilling the water used to condense the
mixed vapors from the deodorizer or by using a ‘dry’
vacuum system that makes use of mechanical vacuum
pumps instead of steam jet ejectors.
0039Apart from high-energy consumption, the environ-
mental impact of deodorization manifests itself in the
liquid and gaseous emissions created by the process.
Entrainment of oil in the stripping vapors leaving
the deodorizer constitutes a process loss, generally
0.2–0.3% of the oil processed, but if not trapped in
a scrubber or condenser, this entrainment will appear
in the effluent stream leaving the plant. In recent
years, steps have also been taken to reduce the
odoriferous gaseous effluent from the deodorizer.
0040In addition to removing the undesirable minor
components of the oil reaching the deodorizer, the
stripping steam will also remove, at least partially,
valuable components such as tocopherols and sterols.
The tocopherols constitute a valuable byproduct that
can be converted to natural vitamin E concentrates.
However, the a-tocopherol content of most vegetable
oils accounts for only a small proportion of the total
tocopherol content (Table 6), and the deodorizer dis-
tillate requires removal of the nontocopherol com-
ponents but also conversion of the other tocopherol
isomers to the a -form if the product is intended as
5910 VEGETABLE OILS/Oil Production and Processing
a diet supplement. It is also possible to recover
sterols, which can be converted to pharmaceutical
products, from the deodorizer distillate when refining
soyabean oil.
Physical Refining
0041 Physical refining of a vegetable oil requires operation
at a temperature significantly higher than the tem-
perature used in the deodorization stage of chemical
refining, as the process depends principally on the
volatility of the FFA present in the oil, which are
removed by reaction in chemical refining. Processing
temperatures in the stripper are therefore generally in
the range of 220–250
C, which means that the oil
being processed is subjected to greater thermal stress
than the oil deodorized following chemical refining.
0042 Degumming As already indicated, degumming of
an oil that is to be physically refined must be designed
to achieve higher standards of removal of undesirable
components than when degumming as part of a
chemical refining process. Acid refining, in which
phosphoric acid is used to hydrate the phospholipids
not hydrated by water and alkali is then added to
neutralize the excess acid, can be used to reduce
phospholipids to below 10 p.p.m. Bleaching earth is
then added to adsorb the precipitated material, and
the mixture of oil and earth is filtered conventionally.
With the simultaneous removal of metals, the acid-
refined oil is suitable for physical refining.
0043 The bleaching earth requirement for the physical
refining process is higher than that for chemical refin-
ing, and this fact counterbalances to some extent the
lower refining losses in physical refining. Table 7
compares the bleaching earth requirements for
various oils in chemical and physical refining.
0044 Stripping/deodorizing The requirement for removal
of FFA by steam-stripping in physical refining distin-
guishes this operation from the apparently closely
related operation of deodorization in a number of
important respects – a significantly higher operating
temperature is needed in order to reach fatty acid
vapor pressures at which stripping becomes practical;
the molar fraction of fatty acids in the vapor stream
leaving the stripper contributes significantly to the
total vapor flow and therefore to the design of the
condenser used to recover material from the vapour
stream; and the higher operating temperature leads to
a greater loss of other volatile components, e.g., toco-
pherols, from the oil. A further consequence of the
higher process temperature is the greater possibility
of trans-fatty acid (TFA) formation.
0045Stripper design is generally similar to the design of
deodorizer discussed earlier, but batch operation is
not appropriate. In practice, steam-stripping of fatty
acids uses slightly higher quantities of stripping steam
per unit of oil processed than deodorization. The
condensed stripper vapors, being richer in FFA than
deodorizer distillate, have a proportionately lower
content of the valuable tocopherols than the distillate
and therefore constitute a lower-value byproduct.
Oil Modification
0046The three oil modification processes – hydrogenation,
fractionation, and interesterification – have made a
major contribution to the greater use of oils and
fats since their introduction in the twentieth century.
These processes principally serve to modify the rela-
tionship between liquid and solid content of an oil or
fat as a function of temperature, thus enhancing their
tbl0006 Table 6 Typical tocopherol contents of major vegetable oils
Oil Total tocopherol (p.p.m.) a-Tocopherol (p.p.m.) b-Tocopherol (p.p.m.) g-Tocopherol (p.p.m.) Reference
Soyabean 811 179 28 604 1
Rapeseed 553 216 10 326 2
Sunflower 570 564 2 4 1
Cottonseed 788 403 2 383 1
Corn 840 272 2 566 1
Palm
a
101 91 2 8 1
a
Also contains 180 p.p.m. of tocotrienols.
1, Journal of the American Oil Chemists Society 62(3): 531–538 (1985).
2, European Journal of Lipid Science and Technology 102: 618–623 (2000).
tbl0007Table 7 Bleaching earth consumption in physical and chemical
refining
Oil Percentage ofbleachingearth
Fully degummed oil
(for physical refining)
Neutralized
(chemicalrefining)
Sunflower 0.3 0.1–0.2
Rapeseed 0.7 0.5
Corn 0.8 0.5
From Kokken M (1996) World Conference on Oilseeds and Edible Oils,
Istanbul.
VEGETABLE OILS/Oil Production and Processing 5911

functionality. Hydrogenation is the most versatile of
these processes, primarily because at least three
process conditions can be used to modify process
performance.
0047 Although the modification processes are used indi-
vidually in many cases, their coupling, e.g., hydrogen-
ation followed by fractionation, or fractionation
coupled with interesterification, can lead to enhanced
versatility in the use of different oils and fats.
Hydrogenation
0048 Hydrogenation is used to reduce the unsaturation
present in oils and thereby to increase their solid fat
content. The conditions for hydrogenation must take
into account the different reaction rates for the range
of molecular species present in the oil. Nickel, in
various forms designed to maximize the active cata-
lyst surface area, is generally used as the reaction
catalyst, although other catalysts, e.g., platinum, pal-
ladium, and copper, are also effective. The catalyst is
precipitated on a carrier for the purpose of maximiz-
ing the catalyst surface area available for the reaction.
Sulfur addition to the nickel catalyst is used to pro-
mote steep melting curves in the hydrogenated fat,
but this is achieved by increasing the proportion of
TFA in the fat.
0049 When processing a well-refined oil, it is now pos-
sible to hydrogenate an oil with catalyst concentra-
tions as low as 40–50 p.p.m. (Table 8). The process
conditions employed, including hydrogen pressure,
temperature, and catalyst concentration, are chosen
to produce a hydrogenated product best suited to
the required functionality of the fat produced, bear-
ing in mind that the rate of conversion of linoleic
acid (C18:3) to linoleic (C18:2) acid is approxim-
ately 40 times greater than that of oleic (C18:1) acid
to stearic (C18:0) acid. The selectivity required in the
hydrogenation reaction, which expresses the above
relationships between the relative reaction rates
for the different triacylglycerols present, provides
guidance on the choice of catalyst. The process is
mostly carried out batchwise or, by linking a series
of batch reactors, in a semicontinuous manner. The
autoclave may be operated with or without hydrogen
recirculation. The loop reactor offers an alternative
form of the gas–liquid contactor.
0050The exothermic hydrogenation reaction leads to a
rise in temperature of the bulk oil of approximately
1.6
C per unit decrease in iodine value (the iodine
value of an oil is the standard measure of unsatur-
ation of oils and fats). Efficient cooling must therefore
be provided during the reaction in order to maintain
the oil at a stable temperature. After hydrogenation
the oil must be re-refined in order to remove traces of
catalyst from the oil.
0051Hydrogenation is particularly useful in situations
where it is important to maximize the use of one oil,
as the process conditions can be used to create a range
of hardened oils having different melting characteris-
tics and therefore suiting different applications. In the
case of soyabean oil, it is used to convert the relatively
unstable linolenic (C18:3) acid to more stable fatty
acids.
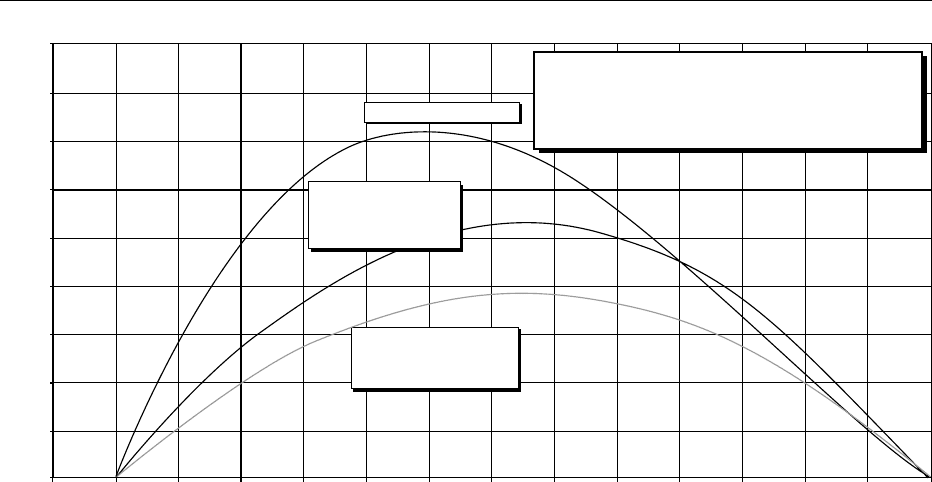
0052In recent years, the formation of TFA when hydro-
genating has given rise to much reconsideration of the
process, since these fatty acids are considered to be
health risk (see Figure 4). However, trans-isomeriza-
tion is favored where a fat with a high melting point
but without excessive reduction of its degree of un-
saturation is required. The formation of TFAs can be
controlled by limiting the reuse of catalyst, although
this obviously increases process costs. A solution to
this problem that is increasingly finding favor is to
hydrogenate the oil completely and thereafter inter-
esterify the fully hardened oil with a liquid oil.
Fractionation
0053In the harvesting year 1999/2000, palm oil accounted
for 25% of a total global vegetable oil production of
84 million tonnes, whereas in the year 1974/1975,
this oil accounted for only 8% of a total production
of approximately 30 million tonnes. The eight fold
increase in palm oil production reflected in these
figures largely accounts for the important role of
fractionation in modern edible oil processing, as
palm olein has become a major industrial frying oil.
0054Fractionation, the separation of liquid and solid
fractions of vegetable oils, is based on the reduction
in solubility of the more unsaturated in the more
saturated triacylglycerols as the bulk temperature is
reduced. Thus, cooling of the oil leads to progressive
crystallization of, in the first instance, trisaturated
triacylglycerols and thereafter disaturated triacylgly-
cerols. As crystallizing triacylglycerols exhibit differ-
ent polymorphic forms, it is essential to control
crystallization conditions in such a way as to minim-
ize occlusion of liquid (uncrystallized) material in the
crystallized phase. This normally requires slow
tbl0008 Table 8 Typical hydrogenation conditions
Temperature (
C) 100–250
Catalyst concentration (% Ni) 0.01–1.0
Hydrogen pressure (bar) 1–10
Hydrogen consumption (m
3
per tonne of oil
per unit iodine value drop)
0.93
Reaction rate (units of iodine value fall per
minute)
1–3
5912 VEGETABLE OILS/Oil Production and Processing
cooling of the oil to be fractionated. Separation of the
crystallized material from the liquid phase is generally
carried out by filtration. The occlusion of liquid oil in
the crystallized material means that the yield of fil-
trate is reduced, which is an important consideration
if the filtrate is the primary fraction. Where the filter
cake represents the primary fraction, this occlusion
reduces its ‘purity,’ which has an adverse effect on its
quality if this is required for specialized applications,
e.g., confectionery fats.
0055 The replacement of vacuum filters by the mem-
brane filter press in the 1980s reduced entrainment
of liquid oil in the filter cake, but membrane filter
press separation at 6 bar still leaves a cake containing
40–60% liquid oil.
0056 When fractionating expensive fats, it becomes
commercially feasible to fractionate oils in solvents
such as acetone or hexane, as this reduces oil entrain-
ment in the cake to less than 10% and at the same
time allows crystallization to be carried out far more
quickly.
0057 Fractionation is also used in combination with hy-
drogenation in the case of soyabean oil. In this case,
the conversion of linolenic (C18:3) to linoleic (C18:2)
acid is accompanied by the formation of some stearic
acid. In order to produce an oil clear at ambient tem-
perature, the hydrogenated oil is then fractionated.
0058 Fractionation has the advantage over other oil
modification processes of being a purely physical
process, carried out in conditions that do not affect
any of the components present beyond crystallizing
and melting them. The mild process operating condi-
tions also have the benefit of requiring only moderate
processing costs, but the process has the disadvantage
of depending on finding rewarding markets for its
secondary fractions.
0059Dewaxing of sunflower oil may be regarded as a
fractionation process, though in this case, the purpose
of the process is to remove minor quantities of wax
esters present in the oil, as these precipitate slowly at
low temperatures and give the oil a cloudy appear-
ance. The quantity of wax esters present in the oil
depends on whether whole seed or only the kernels
have been used for oil production, as more than 80%
of the wax present in the whole seed is found in the
hull. Oil from undehulled seed may contain more
than 1500 p.p.m. wax, whereas oil from dehulled
seed is likely to contain less than 500 p.p.m. Dewax-
ing is normally carried out by chilling the oil, which
should have had its phospholipid content reduced to
below 10 p.p.m., to approximately 0
C over a period
of 24 h in order to enable the wax to crystallize in
discrete form. The subsequent filtration can be accel-
erated by the addition of a filter aid to the wax–oil
slurry. The wax content of the processed oil should
not exceed 30 p.p.m. in this case. If a less stringent
specification applies, wax separation by centrifuga-
tion is feasible.
Sulphided Ni catalyst
Trans-isomer
suppressing conditions
(Regular Ni catalyst)
Test results were obtained with a trans-isomer
promoting sulphided catalyst (Nysosel SP-10)
and a regular nickel catalyst (Nysosel-222).
Trans-isomer promoting conditions: 200 ⬚C, 0.5 bar H
2
Trans-isomer suppressing conditions: 140 ⬚C, 3 bar H
2
90
80
70
60
50
40
30
20
10
0
140 120 100 80 60 40 20 0
Iodine value
Trans fatty acid content (%)
Trans-isomer
promoting conditions
(Regular Ni catalyst)
fig0004 Figure 4 Hydrogenation of soyabean oil using sulfided and nonsulfided nickel catalysts.
VEGETABLE OILS/Oil Production and Processing 5913
Interesterification
0060 The fatty acid groups in triacylglycerols can be re-
arranged within a single oil (intraesterification) or by
exchange of fatty acid groups with those of other oils,
the latter being known as interesterification. As is the
case with the other oil modification processes, the
purpose of interesterification is to alter the melting
properties of the fat or fat blend in order to improve
the functional properties of the product. The reaction
requires the presence of a catalyst, and alkaline
catalysts are generally used. In particular, sodium
methylate, also referred to as sodium methoxide,
is extensively used, but metallic sodium has also
been used.
0061 In the early stages of the development of this pro-
cess, both directed interesterification and random
interesterification were proposed for use, the former
involving interesterification and simultaneous
cooling in order to crystallize the saturated triacylgly-
cerols being formed and thus move the equilibrium
towards the formation of more saturated triacylgly-
cerols. Random interesterification, however, simply
aims to randomize the distribution of the available
fatty acid groups on the glycerol molecule and
thereby to alter the melting properties of the fat or
oil blend.
0062The aggressive nature of the catalyst makes it es-
sential that the moisture content and the FFA content
of the oil to be processed are reduced to the lowest
practical values, as hydrolysis of the catalyst results in
significant oil losses. It is also of crucial importance
that the catalyst is handled with great care by the
process operators, as exposure to it is likely to inflict
serious injury.
0063Interesterification (Figure 5) has now become an
important tool in the use of fully hardened oils, as this
enables an oil processor to minimize the content of
TFA in an oil blend. The process finds application in
the production of fat blends for use in spreads and of
bakery fats, as it facilitates the tailoring of the melting
properties of fats to specific requirements (Table 9).
It is also used in the production of cocoa-butter
replacers.
0064Immobilized lipases have been used successfully
to achieve interesterification on an industrial
scale. Lipases have been developed that will retain
activity at temperatures up to 80
C, but increased
Steam
to refining
Interesterified oil
Polish filter
Bleach
filter
Spent bleach earth
Coating
Bleacher
Bleach earth
Vacuum unit
Citric
acid
Dryer-
reactor
Steam
NaOH
Oil
Catalyst
fig0005 Figure 5 Interesterification plant arrangement.
5914 VEGETABLE OILS/Oil Production and Processing
temperatures result in higher FFA and diacylglycerol
contents, which either require removal by refining
or can adversely affect the product properties.
Although reuse of the immobilized enzyme has
been shown to be feasible, the cost of the immobil-
ized enzyme remains too high for general applic-
ability of enzymic interesterification. Present use
of this process appears to be confined to high-
value fats.
Applications
0065 The principal use for oils and fats is in the form of
liquid oil, either as salad oils or as frying oils. A
salad oil must principally display oxidative stability
and clarity in appearance, and a wide range of
refined oils can meet this requirement. Olive oil is
the most obvious example of an oil satisfying these
criteria without having been refined, but other oils
are sometimes also used in the unrefined state.
Frying oils must be resistant to oxidation at high
temperature, a high smoke point, and a minimum
tendency to foam in use. In the case of oils used for
industrial frying, oil cost is an important consider-
ation, and refined, bleached, deodorized palm olein
is widely used for this purpose in Europe and
various Asian countries. Lightly hydrogenated soya-
bean oil is the first choice for industrial frying in
the USA.
0066 Margarine and spreads have been a major source
of fat supply to the Western consumer. In the second
half of the twentieth century, the fat component
of margarine has increasingly been softened (by skill-
ful use of the various modification processes
discussed above) in order to make the product
spreadable at refrigerator temperatures. Spreads
have a lower fat content than margarine, and are
rapidly displacing them. The scraped surface heat
exchanger, which replaced the rotary cooler in the
production of margarines, has played an important
role in the growth of the margarine and spreads
industries.
0067Fats for baked products are widely used both
domestically and industrially, with the latter category
dominant. In some cases, these fats are blends of
individually partially hardened fats, blended to
achieve melting properties suitable for a specific ap-
plication. Emulsifiers may be added to the blend in
order to facilitate the incorporation of air in an appli-
cation.
0068Confectionery fats constitute a minor, but high-
value, part of the total applications field. Their
special characteristics of melting over a narrow tem-
perature range has meant that much work has gone
into identifying fats suitable for this application.
They are characterized by their high content of
symmetrical triacylglycerols, obtained by fraction-
ation in the case of cocoa-butter equivalents
(CBEs). Cocoa-butter substitutes, however, are
based on the oils rich in C14 fatty acids. As these
are incompatible with C18-rich fats in crystallized
form, care must be taken to exclude the lauric oils
from CBEs.
0069Nutritional aspects of oil and fat consumption
can be considered in terms of three characteristics –
the type of fatty acid present in the oils and fats
consumed, the modification of fatty acids by
processing, and the effect of processing on minor
components. Clearly, the ongoing debate about
healthy eating has favored the consumption of
more liquid oils (and thereby a reduction in the
consumption of hardened fats) in regions where
such choices exist. The choice between polyunsatur-
ated and monounsaturated fatty acids constitutes a
second level of consumer choice. The virtual elimin-
ation of erucic (C22:1) acid from rapeseed oil grown
tbl0009 Table 9 Solid fat content of fat blend (canola/soya stearin 70:30 w/w) before and after interesterification
Catalyst (sodium methoxide) concentration 0.3%
Temperature 110
C
Pressure 13 mbar
Solid fat content (%) Triacylglycerol composition (majorcomponents only)
Temperature (
C) Before
interesterification
After
interesterification
Before
interesterification
After
interesterification
10 42 47 LOO 11.6 5.3
21.1 38 25 OOO 45 17.8
26.7 38 22 OOS 1.6 33.3
33.3 37 15 SSS 24.1 2
40 35 9
L, linoleic acid; O, oleic acid; S, stearic acid.
From Journal of the American Oil Chemists’ Society 76: 783 (1999).
VEGETABLE OILS/Oil Production and Processing 5915

in Europe and North America has vastly increased
the quantity of this oil suitable for use in the food
world. Essential fatty acids are present in only a few
vegetable oils, and are often removed by hydrogen-
ation in the interests of oil stability.
0070 The most important modification of fatty acids
present in vegetable oils in the course of processing
is the formation of TFA. Hydrogenation is the main
source of TFA in edible oils, and earlier sections con-
sider some of the changes that have been made in
order to reduce the formation of TFA. Although it is
generally only a minor contributor to TFA content,
high-temperature deodorization (at temperatures of
> 250
C) does produce measurable quantities of
these fatty acids. High-temperature deodorization
may also result in an increase in polar lipids, includ-
ing polymers.
0071 Tocopherols present in crude oils are lost to
some extent in the bleaching stage as well as in
deodorization, but the latter stage is responsible
for the major share of the loss, particularly where
very high temperatures are used for this operation.
In Europe, deodorization temperatures have there-
fore been modified in order to reduce this loss.
When using chemical refining, the deodorizer distil-
late is easier to process for tocopherol recovery, and
in North America – where chemical refining is
preferred to physical refining – addition of toco-
pherol concentrate to oils is sometimes used to
compensate for the loss of tocopherols in the
deodorizer.
See also: Fats: Production of Animal Fats; Uses in the
Food Industry; Digestion, Absorption, and Transport;
Requirements; Fat Replacers; Classification; Occurrence;
Phospholipids: Determination; Physiology; Vegetable
Oils: Types and Properties; Composition and Analysis;
Dietary Importance
Further Reading
Bokisch M (1998) Fats and Oils Handbook. Champaign,
IL: AOCS Press.
Codex Alimentarius Commission (1999) ALINORM 99/17
Report of the Sixteenth Session, London, March 1999.
Erickson DR (ed.) (1995) Practical Handbook of Soybean
Processing and Utilization. Champaign, IL: AOCS
Press.
Gunstone FD and Padley FB (eds) (1997) Lipid Technolo-
gies and Applications. New York: Marcel Dekker.
Hamm W and Hamilton RJ (eds) (2000) Edible Oil
Processing. Sheffield Academic Press.
O’Brien RD (1998) Fats and Oils: Formulating and
Processing for Applications. Lancaster, PA: Technomic.
Rajah KK (ed.) (in press) Fats in Food Technology. Sheffield
Academic Press.
Composition and Analysis
E W Hammond, Greenisle-Consulting, Kettering,
UK
Copyright 2003, Elsevier Science Ltd. All Rights Reserved.
Analysis
Free Fatty Acids
0001Free fatty acids (FFA) are not present to any signifi-
cant level in healthy plant cells. Any fatty acid
present is esterified to lipid or associated in some
way with protein or other cell constituents. How-
ever, FFA at up to 5% (15% in very bad cases)
might be found in commercial crude vegetable
oils whether pressed or solvent-extracted. The
FFA is present as a consequence of cell damage in
the vegetable tissue during harvesting, storage,
transport, or initial processing. It is a particular
problem for the edible oil industry as it must
be removed by refining. The cell damage can be
caused by bruising of the fruit or seed, freeze–
thaw cycling or hot and humid conditions or micro-
bial activity (e.g., fungal growth). The FFA level can
also rise during storage of the extracted oil, if the
conditions of storage are poor involving humid and
warm conditions. The consequence of fruit or seed
damage can be easily demonstrated by carefully
extracting the lipids from very freshly harvested
oil seed. The composition of the lipids is compared
with that of an extract of the same batch of seed
after it has been frozen at 20
C for several hours
and then left to thaw at room temperature for three
or more hours. The freeze–thaw action causes cell
damage and the release of hydrolytic enzymes, with
resultant lipid hydrolysis and elevated FFA. This
can be particularly dramatic in some oil seeds and
also can lead to the presence of fatty acids that are
not in the native unspoiled oil. Such an example is
the seed from Vernonia anthelmintica which has
(þ)cis-12,13-epoxyoleic acid (vernolic acid) natur-
ally as part of its composition. If the seeds are
damaged either by crushing or freeze–thaw action
and then left in warm moist conditions, even for a
short time, (þ)threo-12,13-dihydroxyoleic acid is
found increasingly to be present at the expense of
the vernolic acid. Cell damage causes the release of
a lipase and an epoxide hydratase enzyme. While
this is an unusual case, it serves to demonstrate the
care required when harvesting, storing, and process-
ing vegetable oil crops, particularly so when re-
search is to be undertaken on the lipids of the
seeds or fruits. (See Fatty Acids: Properties.)
5916 VEGETABLE OILS/Composition and Analysis

0002 The determination of total and individual FFA is
covered in detail under the entries on Fatty Acids and
will not be repeated here. (See Fatty Acids: Analysis.)
Fatty Acid Composition
0003 Refined vegetable oils are virtually 100% triacyl-
glyceride (TAG). The analysis of the fatty acid (FA)
composition of TAG is covered under Triacylglycer-
ides and Fatty Acids entries. These sections cover the
FAs typically found in edible oils including methods
of derivatization for chromatography. (See Triglycer-
ides: Structures and Properties; Triglycerides: Char-
acterization and Determination.)
0004 The FAs in most vegetable oils are straight-chain
homologous series of saturated and unsaturated carb-
oxylic acids of even-numbered chain lengths from C
8
to C
24
. The unsaturated series contains one to three
methylene-interrupted, cis double bonds. Some vege-
table oils contain nontypical FAs, but their presence
in nutritious edible oils is usually undesirable. For this
reason, their analysis is not covered here. A broad
review of the types and occurrence of these other
FAs can be found in The Lipid Handbook (see Further
Reading).
Triacylglycerides
0005 The general analysis of TAG is covered under the
entry Triglycerides. Some detail on carbon number
analysis by nonpolar high-temperature gas chroma-
tography is given there. This technique produces good
quantitative information on the overall TAG compos-
ition, giving a ‘finger print,’ which, if linked with
fatty acid analysis, enables the determination of fat
type. The demanding and detailed analysis of iso-
meric TAG composition is described here. However,
it should be stated that, to obtain the best informa-
tion, some experience of interpretation and a good
knowledge of technique are essential.
High-temperature Polar-phase Gas
Chromatography
0006 Polar phases for GC such as the polysiloxanes have a
greater selectivity than the nonpolar silicone phases;
however, they are also less resistant to high tempera-
tures (> 250
C). This limits their use for lipids of
higher molecular weights. TAG have a molecular
weight of about 900 and require a temperature of up
to 370
C for efficient chromatography on the nonpo-
lar silicone phases such as OV1, OV101, or SP2100.
(See Chromatography: Gas Chromatography.)
0007 Much excellent work has been published on the
application of high-temperature, polar phenylmethyl
silicone phases to the analysis of TAG. In this
technique, a 25 m 0.34 mm fused silica column is
used, with a bonded phase of 65% phenylmethyl
silicone at 0.1 mm film thickness. The separation is
in groups of increasing molecular weight, but the
groups are further well resolved into both positional
isomers and TAG of increasing unsaturation. Quanti-
tation should be expected to be good but is compli-
cated by unequal recoveries due to losses on the
column. These losses increase with unsaturation of
the TAG and can be severe with highly unsaturated
TAG. One has to assume that the phase is responsible
since such losses are not seen in the nonpolar phase
application. However, reducing the column length to
15 m reduces losses. Calibration must be used.
0008A15m 0.34 mm fused silica column with an
0.1 mm bonded film of 65% phenylmethyl silicone,
fitted with a 1 m 0.53 mm fused silica retention gap
is typical for reasonable quantitative analysis. Hydro-
gen (linear velocity 40 cm s
1
) is the preferred carrier
gas, although helium (linear velocity 20 cm s
1
) will
provide good results, but with longer retention times
and the possibility of higher losses of the polyunsatur-
ated TAGs. Typically, the initial column temperature
is 70
C with a 2-min hold, then programmed to
320
Cata6
Cmin
1
rise.
Reversed-phase High-performance Liquid
Chromatography
0009This is a nonaqueous type of reversed phase (RP)
high-performance liquid chromatography (NARP-
HPLC). The resolution achieved is similar to that
with the high temperature GC polar-phase technique,
but the separation order is much more complex.
Because of this, the interpretation of results can be
difficult and requires a good table of standardized
equivalent chain lengths obtained by analysis of
TAG of known structure. The separation achieved is
a function of molecular weight, level of unsaturation,
and fatty acid position on the TAG. The presence of a
double bond is virtually equivalent to a reduction in
chain length of two carbon atoms. As an example,
triolein (C54) elutes near to tripalmitin (C48).
(See Chromatography: High-performance Liquid
Chromatography.)
0010The separation is achieved using two 25 cm 4mm
ID Merck Lichrocart Supersphere 100 RP-18 (end
capped) columns linked in series. A guard column
should always be fitted. The column should be main-
tained at a constant temperature according to what is
being analyzed, but typically 22
C. Two solvent
mixtures are used; A ¼10% methanol in acetonitrile
and B ¼10% tetrahydrofuran in dichloroethane. The
start solvent ratio is 52%-A to 48%-B, pumped for
48 min (or an appropriate time to elute all peaks) at
1.0 ml min
1
. The system is then reset in between
VEGETABLE OILS/Composition and Analysis 5917