Caballero B. (ed.) Encyclopaedia of Food Science, Food Technology and Nutrition. Ten-Volume Set
Подождите немного. Документ загружается.

starter culture cell concentrations are required. As-
suming that 1% inocula is ordinarily used, 10 kg (or
10 l) of starter culture would be sufficient to inoculate
1000 kg (or 1000 l) of substrate. Such an inoculum
could easily be produced from a colony or culture
slant, simply by successive transfers through inter-
mediate cultures (i.e., 1 ml into 100 ml, and 100 ml
into 10 l). Indeed, when pure cultures, rather than
backslopping techniques, were introduced nearly a
century ago in the cheese industry, the propagation
of a ‘mother’ culture and intermediate cultures was
the normal practice. However, as the size of the
cheese industry increased, such that starter culture
volumes of over 10 000 kg could be required for a
single day’s production, it no longer became feasible
for cheese manufacturers to prepare cultures in this
manner.
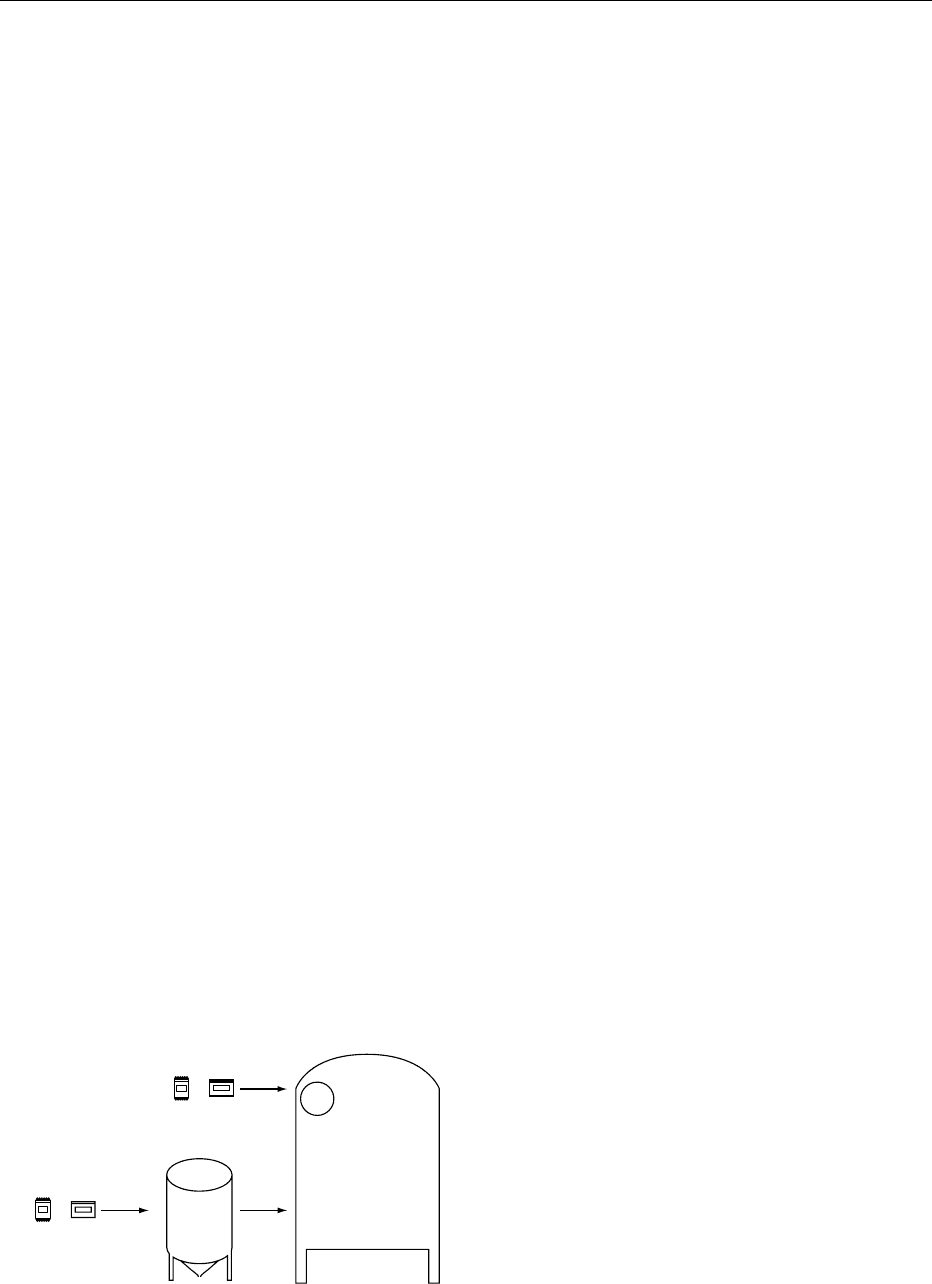
0015 Currently, there are two general types of cultures
that are manufactured and sold to the fermented food
and beverage industries. The first type, often referred
to as ‘bulk cultures,’ is used to inoculate a bulk tank,
which is then used to inoculate the production vat
(Figure 2). The bulk culture essentially represents the
intermediate cultures that have traditionally been re-
quired. After a suitable incubation period in the ap-
propriate culture medium, the fully grown bulk
culture is used to inoculate the raw material. Provided
that the starter culture organisms are protected
against acid damage, oxygen, hydrogen peroxide,
or other inhibitory end products, bulk cultures will
remain viable for many hours. Thus, in the cheese
industry, bulk cultures can be used to inoculate mul-
tiple cheese vats throughout a manufacturing day.
Maintenance of culture viability is an important
issue, however, and methods to insure that cultures
remain active will be discussed below.
0016 The second type of starter is designed to be inocu-
lated directly into the food material, thus eliminating
the need to grow bulk cultures. In the cheese industry,
these are often referred to as ‘direct-to-vat set’ or DVS
cultures. Of course, such cultures are also widely used
in the sausage, baking, and other industries, where
product volumes are usually small, compared to
cheese manufacture. These cultures have the obvious
advantage of eliminating the labor, hardware, and
accessory problems that accompany the preparation
and maintenance of bulk starter cultures. In order to
provide a sufficient inoculum into large volumes of
raw material, however, DVS cultures must be highly
concentrated, especially those used for cheese manu-
facture. The added concentration steps may reduce
culture viability, causing slow-starting fermentations.
Direct-to-vat cultures are also more expensive to pur-
chase than bulk cultures, and may not be economical
for large-scale operations.
Mixed versus Defined Cultures
0017Mixed cultures contain historically tested blends of
starter culture organisms. They can include several
genera, species, or even strains of organisms. Often
the actual identities of the organisms present in a
mixed culture are not known, and the individual
species may not have been characterized microbio-
logically or biochemically. Moreover, the proportion
of different organisms in a mixed culture may not be
constant from one product lot to another. Yet, mixed
cultures containing undefined strains are still used as
starter cultures for many applications because they
have a proven history of successful use. When used in
the manufacture of cheese, strains that are sensitive to
a specific bacteriophage may quickly die out. How-
ever, other strains present in the mixed culture may be
resistant to that particular phage and can then com-
plete the fermentation. Frequent exposure to different
bacteriophages, therefore, provides an effective
mechanism for insuring that phage-resistant strains
will be present in repeatedly propagated mixed cul-
tures. These so-called P starter cultures are commonly
used in the Netherlands for the manufacture of
Gouda, Edam, and related cheese varieties.
0018The main disadvantage of mixed cultures is that
they may yield finished products of inconsistent qual-
ity. In addition, fermentation rates may vary from day
to day, affecting production schedules. For applica-
tions where time is flexible, and product quality vari-
ations are more tolerable, such as in small-scale
cheese factories, mixed cultures are still widely used.
However, in large production facilities where precise
schedules are critical and consistent product quality is
expected, mixed cultures have become less common.
Instead, defined starter cultures have become preva-
lent.
0019Defined cultures simply refer to cultures that con-
tain microbiologically characterized strains, which
Production
vat
Bulk
tank
Lyophilized or
frozen cultures
Lyophilized or
frozen cultures
Bulk
DVS
fig0002 Figure 2 Bulk versus direct-to-vat set (DVS) culture prepar-
ation.
STARTER CULTURES 5587

are used individually or as blends. Most defined
strains have been isolated from wild or mixed cul-
tures, and characterized for metabolic properties,
phage-resistance, and other desirable traits. When
assembling a culture blend (containing multiple
defined strains), all strains must be compatible. That
is, one strain must not dominate over the others or
produce inhibitory agents that would affect the
growth of other organisms. Blends are often preferred
over single or paired strains for their predictability
and consistency. They are formulated to contain a
broad spectrum of strains having resistance to differ-
ent phage types, so that if one strain is affected, the
other strains can complete the fermentation.
Manufacture of Starter Cultures
0020 Bacterial starter cultures, including those produced
for the dairy industry, are mass-produced in modern
fermenters, under aseptic conditions, not unlike those
used in the pharmaceutical industry for the produc-
tion of biomedical products. Although the size of
the fermentors may vary from as little as 10 l to over
300 l, the basic operational parameters and control
features are consistent. For production of dairy starter
cultures, milk- or whey-based media are most often
used; however, molasses or corn syrup can also be used
as the basal medium. Nutrients are usually added to
the medium. Vitamins, especially water-soluble
B-vitamins, are required for optimum growth of lac-
tococci and lactobacilli, and some species of Strepto-
coccus, Leuconostoc,andLactobacillus also require
specific amino acids. In addition, stability of some
lactobacilli species during frozen storage may be en-
hanced when the growth medium contains Tween 80,
a surfactant thought to stabilize cell membranes.
Acids produced during culture growth can reduce
final cell densities and decrease cell viability; thus
the pH is controlled by the addition of alkali, usually
gaseous NH
3
,NH
4
OH, Na
2
CO
3
, or KOH. Catalase
is often added to degrade hydrogen peroxide that is
generated by growth of some LAB, and oxygen in-
corporation is minimized. Cells are typically grown to
achieve cell densities of 10
9
to 10
10
cells per ml, and
then packaged in a liquid form, concentrated or ly-
ophilized (freeze-dried). LAB are ideally harvested
either at late log phase or early stationary phase;
however, the optimum harvest time depends on the
specific organism. Liquid cultures are packaged in
cans having volumes ranging from 100 to 500 ml,
then rapidly frozen in liquid nitrogen (< 196
C).
It is important that the cultures remain frozen
(< 40
C) throughout storage, as well as during
transportation, since freezing and thawing lead to
the formation of ice crystals, which can puncture
and kill cells. Thawing can occur even when the
cells are held below 0
C, and so it is important to
put frozen cultures promptly into a 40
Cor
70
C freezer as soon as they arrive at the plant.
0021To produce frozen direct-to-vat cultures, cells
are prepared via high-cell-density fermentations (as
above), and then must be concentrated prior to freez-
ing. Either continuous centrifugation or cross-flow
membrane filtration is used. A washing step may be
included to remove the spent medium. Cell densities of
concentrated cultures can be as high as 10
11
to 10
12
cells per gram. Typically, a single can (usually 360 ml)
can be used to inoculate 2000 kg of milk.
0022For lyophilization, cells are grown and harvested,
as above, then freeze-dried under vacuum. Freeze
drying is simply a process whereby water is removed
from the frozen material by sublimation (See Freeze-
drying: The Basic Process; Structural and Flavor (Fla-
vour) Changes). It provides a means not only for
concentrating cultures, but also preserves them due
to the low water activity that is achieved. Freeze
drying is a far gentler process compared to other
drying technologies, such as spray drying. Freeze-
dried cultures can contain from 10
9
to 10
12
cells per
gram. The cells are usually packaged in foil pouches
or other oxygen-impermeable material. Lyophilized
cells are best maintained at 20
C, but are some-
what stable even at room temperature. Although ly-
ophilized cultures have become popular as DVS
starter cultures for cheese, yogurt, and cultured milk
products, cells may be sluggish after inoculation, with
a longer lag phase. To maintain cell viability for both
frozen and lyophilized cells, cryoprotectant agents are
usually added. Common cryoprotectant agents in-
clude glycerol, lactose, sucrose, trehalose, ascorbate,
and glutamate. It is important to note that freezing
and lyophilization parameters vary for different lactic
acid starter bacteria. For example, L. lactis subsp.
lactis is far more tolerant to freezing and lyophiliza-
tion than L. lactis subsp. cremoris.
Criteria for Evaluating Culture
Performance
0023In general, the job of most starter cultures is to carry
out the desired fermentation, promptly and consist-
ently, and to produce products having the appropriate
level of fermentation end products and desired flavor
and texture. The particular requirements for a given
strain, however, depend entirely on the application
for that culture (Table 3). For example, LAB used as
dairy starter cultures are selected based not only on
lactic acid production rates, but also on flavor- and
texture-producing properties, salt-sensitivity, phage
resistance, and durability during production and
5588 STARTER CULTURES
storage. The strains of Streptococcus thermophilus
and Lactobacillus delbrueckii subsp. bulgaricus used
as yogurt starter cultures, for example, are selected
based, in part, on acid development rates, acetalde-
hyde production, exopolysaccharide synthesis, and
lack of postfermentation acidity. However, different
strains of these bacteria may be used for Mozzarella
and Swiss cheese manufacture, since the latter prod-
ucts have their own requirements.
0024 To assess functional properties of dairy cultures,
several tests are routinely performed. Acid-production
rates are easily determined by inoculating heat-
treated milk with a suitable (and standardized) inocu-
lum (e.g., 0.1–3.0%), incubating the milk at a given
temperature, and then either measuring the decrease
in pH as a function of time or simply by determining
the pH or titratable acidity after a specific incubation
period. Lag times can also be estimated and are useful
in determining the effects of frozen or lyophilized
storage on culture activity. Another critical test is
determination of bacteriophage resistance, especially
under conditions that simulate cheese making. In
the Heap–Lawrence challenge test, cells are inocu-
lated into culture tubes of milk, representative or
factory phage mixtures are added, and the tubes are
incubated according to a cheese production time–
temperature profile. After incubation, the entire pro-
cess is repeated up to six times. An increase in pH (less
acid produced) in successive cycles indicates that the
culture has become sensitive to bacteriophage and
should be removed from the rotation.
0025Yeast cultures used for wine, beer, and bread should
ferment rapidly and have good sensory properties and
good storage stability. In addition, wine yeasts and
beer yeasts should sediment or flocculate to enhance
their separation and to reduce autolysis. Flocculation
is a heritable trait, requiring several genes that encode
for proteins involved in cell aggregation. Flocculated
cells sediment much faster relative to the free cells.
Other performance characteristics will depend on the
specific product. Many wine yeasts, for example, are
selected based on growth at low temperatures (10–
14
C), resistance to sulfiting agents, and high ethanol
tolerance. Beer yeasts should also be able to grow at
low temperature, produce flavorful end products, and
deplete fermentable carbohydrates (good attenu-
ation). Bread yeasts should withstand freezing (so
that frozen bread doughs will rise after thawing).
Using Starter Cultures
0026As described above, many starter culture prepar-
ations, whether in a frozen or lyophilized form, are
simply added directly into the food material. Frozen
canned cultures are routinely thawed in cold chlorin-
ated water immediately prior to use. Lyophilized cul-
tures may require additional stirring or mixing in the
vat to facilitate hydration. For bulk cultures, add-
itional steps are required to insure that the organisms
have reached sufficient levels and viability. In the
dairy industry, specialized culture media are almost
always used for bulk starter preparation, not only to
provide optimum growth conditions, but also to pro-
tect the cells from acid damage and from infection by
lytic bacteriophage. The bulk culture media is not
much different from the media used by the culture
supplier to mass-produce starter culture cells. A basal
medium containing a fermentable carbohydrate (lac-
tose, glucose, or sucrose) is supplemented with add-
itional sources of nitrogen, vitamins, minerals, and
other nutrients. Commercially available yeast extract
is an excellent source of many of these materials.
Phosphate salts are frequently added to provide buf-
fering as well as chelating properties.
0027Controlling pH during bulk culture preparation is
especially important since most LAB grow best above
pH 6.0, and can lose viability if held at pH values
below 5.0. The use of acid-injured starter cultures in
cheese manufacture will result in a long lag phase and
tbl0003 Table 3 Desirable properties of starter cultures
Culture Property
Dairy cultures Lactic acid production rates
Lag phase times
Phage resistance
Ease of manufacture
Stability and consistency
Produce desired flavor and texture
Preservation tolerance
Produce
Lack of off-flavors
Meat cultures Fast acidification
Produce desired flavor
Antimicrobial activity
Beer cultures Rapid fermentation
Produce desired flavor
Preservation tolerance and stability
Flocculation
Lack of off-flavors
Proper attentuation
Growth at wide temperature range
Tolerant to osmotic, temperature, and
handling stresses
Wine cultures Osmotolerant
Ethanol-tolerant
Flocculation, sedimentation
Growth at low temperature
Produce consistent flavor
Malolactic fermentation
Bread cultures Freeze-tolerant
Produce desired flavor
Produce adequate leavening
STARTER CULTURES 5589
prolonged fermentation times. Several notable ap-
proaches have been developed to minimize or prevent
acid damage to lactic starter cultures. The first ap-
proach, known in the industry as ‘external pH con-
trol,’ relies on the addition of alkaline solutions, such
as ammonium hydroxide, or ammonia gas, into the
bulk culture tank during fermentative growth.
The tank is fitted with a pH electrode, and a pH-
monitoring device that sends a signal to a pump
when the pH has decreased below a critical threshold.
Alkali is then added until an upper pH limit is
reached. Although the range at which the pH is con-
trolled depends on the specific organisms, most exter-
nal control systems maintain a pH between 5.8 and
6.2. Thus, as cells grow and produce acid, the pH
never falls below the set threshold. Such systems yield
starter cultures having high cell densities (as much as
10 times more cells) with enhanced viability. Lactate
salts that accumulate as a byproduct result in higher
media osmolality and ionic strength, but these effects
do not appear to have any significant negative effects
on cell viability. Due to the hardware expenses (pH
electrodes, pumps, pH-monitoring devices) inherent
in external pH control systems, however, a less ex-
pensive alternative is simply to manually neutralize
the bulk culture tank. This is done by a one- or two-
time addition of neutralizing agent (sodium or potas-
sium hydroxide) that raises the pH from around 5.0
to near 7.0.
0028 Although most culture media ordinarily contain
phosphate or citrate salts that provide some buffering,
it is not possible to add enough of these salts to main-
tain a near-neutral pH during growth by LAB. This is
because high phosphate concentrations are inhibitory
to some LAB used as starter cultures. Media can, how-
ever, still be formulated to contain buffer agents pro-
vided that the buffers are either in an insoluble or
encapsulated form. These so-called internal pH con-
trol systems typically contain carbonate or phosphate
salts (e.g., sodium carbonate or trimagnesium phos-
phate) that are released into the medium as a function
of low pH, such that the pH of the culture medium is
maintained above 5.0. Internal pH control systems
have the added advantage of not requiring the expen-
sive external pH control apparatus. Agitation is re-
quired, however, to prevent the buffer agents from
settling out during bulk culture growth.
0029 Although equipment and labor costs for external
pH control systems and for internal pH control media
are higher than those for conventional culture prepar-
ation systems, several advantages are realized. Since
higher cell densities are achieved, and cell viability is
enhanced, less culture is needed. In addition, because
the cells are maintained in a viable state, they can be
used for a longer period of time.
Bacteriophage
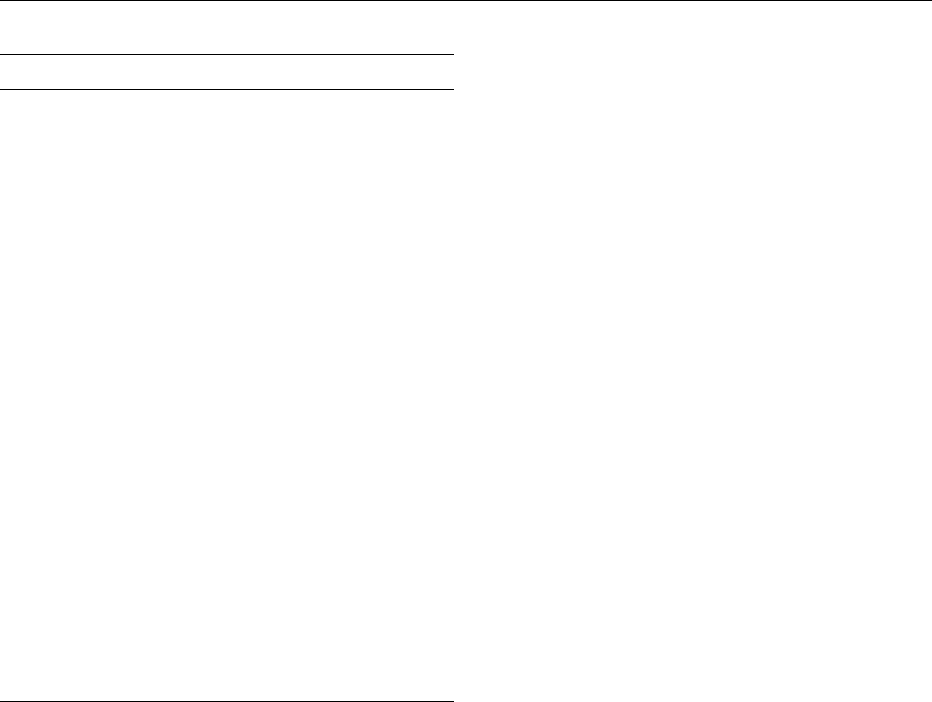
0030Bacteriophage are viruses that can infect and eventu-
ally lyse bacteria (Figure 3). They can multiply rap-
idly and decimate the starter culture. Bacteriophage
problems during bulk culture production are rela-
tively rare because culture media are heated to a
high temperature and aseptic conditions (i.e., closed,
sterilizable vats) are usually employed. However,
milk used for cheese manufacture receives only a
modest heat treatment, and cheesemaking, in general,
is an ‘open’ process, providing ready access by air- or
whey-borne phage. Thus, in most modern cheese pro-
duction factories, where vats are filled and refilled
during the production day, phage may have ample
opportunity to propagate and to reach high levels,
resulting in slow or arrested fermentations and poor-
quality product. Until recently, lactococcal bacterio-
phage were the main concern; however, increased
production of Mozzarella cheese, yogurt, and other
products that rely on thermophilic starter cultures has
led to the proliferation of phages against S. thermo-
philus and L. bulgaricus.
0031For nearly 50 years, problems caused by bacterio-
phage have been the driving force for much of the
Adsorption
Injection
DNA
replication
Phage
replication
Packaging
Lysis
Restriction/
modification
Abortive
infection
Adsorption
inhibition
Phage
Bacterial cell
fig0003Figure 3 Lytic cycle of lactic bacteriophage and steps at which
lactococcal phage resistance mechanisms operate.
5590 STARTER CULTURES

research on starter cultures. The dairy starter culture
industry and the cheese industry have adopted several
strategies to prevent or reduce the impact of bacterio-
phage problems. Strict sanitation and attention to
plant design are the first lines of defense against
phage. Ideally, rooms used to ‘step up’ starter cultures
to the concentrations needed for production are isol-
ated from the rest of the processing facility. Since
phage are commonly transmitted via air, these con-
tained areas should be held under positive pressure,
and filtered air should be used both for the intake into
the starter room, as well as into the starter tanks. The
production rooms should be designed such that
‘downstream’ product and waste flow do not contam-
inate the starter preparation room.
0032 Phage-inhibitory media have been embraced as an-
other means of phage control. Phage require calcium
ions to attach to, and subsequently invade, their
bacterial hosts. In 1956, the US Department of Agri-
culture introduced the idea of using phosphates in
culture media to bind calcium, thus making the cal-
cium ions unavailable for the phage. In addition to
their role in binding calcium, the phosphate salts in
phage-inhibitory media provide buffering capacity.
Citrate salts provide similar protection. Phage-
control strategies are summarized in Table 4.
0033 Most starter culture strains are only sensitive to a
specific bacteriophage, and some strains are naturally
resistant, due to one or more of several types of
phage-resistant mechanisms (Figure 3). In addition,
sensitive strains can become resistant by frequent
exposure to lytic phage (bacteriophage-insensitive
mutants or BIM) or by genetic manipulation. If the
phage-resistant variants still have good cheese-
making properties (which must be tested), then these
strains can be introduced as a starter culture, usually
as one of several other defined phage-resistant strains.
As described above, multiple defined strain starters
contain as many as five different strains, selected
largely on the basis of being phage-unrelated. These
cultures can be used on a continuous basis providing
consistent product quality. It is important, however,
to monitor phage levels in the cheese whey on a
regular daily basis, so that strains that become
phage-sensitive can be removed from the mixture
and replaced by a resistant strain.
0034Additional protection against phage can be
achieved by rotating cultures, meaning that a single
culture (containing as many as five or six different
strains) is used on a given day and then followed
by successive cultures containing strains whose
phage-sensitivity pattern is different from the preced-
ing culture. Thus, since phage proliferation requires
susceptible host strains, removing those strains from
the cheese production environment will reduce the
background level and accumulation of phages such
that normal fermentation rates can be achieved.
However, this practice is constrained by the limited
availability of phage-unrelated strains, as well as by
less consistent product quality. Many of the defined,
phage-resistant cultures now contain only two or
three strains.
New Developments in Starter Culture
Technology
0035The pioneering work of McKay and coworkers led
to the discovery that most of the phenotypic
traits necessary for lactic starter cultures, including
lactose fermentation, casein hydrolysis, and diacetyl
formation, were encoded by plasmid DNA. The
Klaenhammer group subsequently demonstrated
that phage-resistant determinants were also plasmid-
encoded. These discoveries, and the development of
gene-exchange and gene-transfer techniques, made it
possible to manipulate the genetic properties of lactic
starter cultures (See Biotechnology in Food Produc-
tion). However, because of regulatory and consumer
concerns regarding genetic modification of foods, the
applications of these technologies have generally been
restricted to noninvasive approaches. (See Genetically
Modified Foods.)
Engineering Phage Resistance
0036Of particular importance has been the construction of
genetically modified, phage-resistant lactococcal
strains. In the early 1980s, the Klaenhammer group
identified a 46-kb plasmid in Lactococcus lactis
subsp. lactis that encoded for a heat-sensitive abortive
infection mechanism and that conferred resistance
to specific bacteriophage. This self-transmissible
tbl0004 Table 4 Phage-control strategies
Method Purpose
Sanitation Kill and remove phage in plant environment
Plant design Keep phage out of production area, prevent cross-contamination
Phage-inhibitory media Prevent phage from attaching to and infecting culture cells
Phage-resistant cultures Design starter cultures cells that will grow and perform well even in presence of phage
Culture rotation Prevent proliferation of phage by limiting access to suitable host
STARTER CULTURES 5591

plasmid, named p TR2030, was later found to con-
tain other regions, including genes coding for a re-
striction and modification system, that also conferred
bacteriophage resistance. Transfer of the plasmid into
a phage-sensitive, cheesemaking strain via conjugal
mating resulted in fast lactose-fermenting transconju-
gants having resistance to a broad range of lytic indus-
trial phages. Although this approach was successful
for a time, phages eventually appeared that could
overcome the host resistance. In fact, due to the dy-
namic nature of phage–host interactions and the non-
sterile manner in which cheese manufacturing occurs,
the propensity of lytic phages to adapt to and ultim-
ately appear against formerly resistant strains is nearly
inevitable.
0037 Several recent strategies have since been described
to provide more long-term phage protection. One
approach is simply to introduce or ‘stack’ two plas-
mids, each carrying phage resistance mechanisms
against different phage types, into a single strain. In
contrast, different phage-resistant genes can be intro-
duced individually into a single strain generating sev-
eral isogenic phage-resistant derivatives that can then
be used in a rotation scheme. Since each strain
harbors genes effective against different phage types,
the same parental strain can be used on a continuous
basis. Another system, called Per, relies on the inte-
gration of a phage DNA fragment (containing the
origin of replication region or ori site) into the
genome of the host strain. Ordinarily, when a bacter-
ium is infected by bacteriophage, phage DNA repli-
cation begins at the ori site. However, in the Per
strains, phage development is stalled, since the
chromosomal copy of the ori site acts as a decoy for
the phage replication machinery. Antisense RNA
strategies function in a similar manner, in that the
modified cell is directed to transcribe an antisense
messenger RNA that is complementary and capable
of hybridizing to the normally transcribed RNA. Re-
cently, a triggered-suicide system was described that,
when activated by the presence of a lytic phage,
causes the infected cells to lyse and die before phage
replication has occurred.
Strain Identification
0038 Advances in nucleic acid-based bacterial fingerprint-
ing methods have led to new identification tools and
renewed interest in bacterial taxonomy. The ability to
distinguish between strains of the same species is
important not only for identification purposes, but
also because it provides a basis for understanding
the phylogenetic and evolutionary relationships be-
tween LAB. Although morphological, biochemical,
and other phenotypic characteristics remain useful
for genus and species identification, molecular ap-
proaches that rely on nucleotide sequences have
proven to be more reliable, more reproducible, and
more robust. Several techniques, in particular, are
widely used, including pulsed-field gel electrophoresis
(PFGE), restriction fragment length polymorphism
(RFLP), ribotyping, 16S ribosomal RNA sequence
analysis, and various polymerase chain reaction-
based protocols. More precise methods of strain iden-
tification have also become important as proprietary
organisms are developed with unique characteristics
and production capabilities.
Encapsulated and Immobilized Cells
0039Another manner in which starter cultures can be pro-
duced and used is to encapsulate or surround cells in
inert materials, such as alginate beads. Alternatively,
starter culture cells can be adsorbed to a carrier sur-
face or covalently attached to inert support materials.
In theory, encapsulated cells may be less sensitive to
phage infections, be more stable during storage, and
be recovered after fermentation for reuse in subse-
quent fermentations. However, immobilization pro-
cedures can be costly and may alter starter culture
metabolism. For these reasons, immobilized culture
technology has not yet been adopted in the dairy
industry.
0040It is worth noting that a natural form of encapsu-
lated starter culture has long existed in the form
of kefir grains. Kefir, a fluid-fermented product
widely consumed in Russia and Eastern Europe, is
traditionally made by inoculating milk with kefir
grains. Kefir grains are irregularly shaped, polysac-
charide-containing particles up to 15 mm in diameter
that harbor a complex microflora, including homo-
and heterofermentative LAB and yeasts. Kefir grains
can be removed from the completed fermentation by
filtration or sieving, washed, and reused in subse-
quent fermentations. Pure cultures, usually contain-
ing strains of Lactobacillus spp. and Lactococcus
spp., are now available commercially, and are com-
monly used in the USA for kefir manufacture.
Probiotics and Antimicrobials
0041Although starter cultures usually consist of those or-
ganisms required to perform a specific fermentation,
the same technology, for the most part, is used to
produce bifidobacteria and other probiotic cultures,
even though they are used differently (See Bifidobac-
teria in Foods; Probiotics). Additionally, it has long
been known that some strains of LAB produce com-
pounds that inhibit other microorganisms. One
particular class of inhibitory compounds are the
5592 STARTER CULTURES
bacteriocins, proteinaceous materials produced by an
organism that inhibits other closely related organ-
isms. Nisin, a bacteriocin produced by strains of Lac-
tococcus lactis, is approved for use in processed
cheese and other foods as a direct food additive (See
Nisin). LAB that produce nisin and other bacteriocins
can be used as part of a lactic acid-producing starter
culture or as an adjunct in dairy, meat, and other
foods to inhibit pathogens as well as spoilage organ-
isms. In some cases, the organism produces bacterio-
cin in the food, but does not produce acids or other
fermentation end products that would alter the sens-
ory characteristics of the product. Alternatively, the
organism can be grown in a dairy- or nondairy-based
medium, and the fermented medium containing or-
ganic acids and bacteriocin is subsequently pasteur-
ized and concentrated. Viable cells are absent, but the
material, when added to foods, would still contribute
antimicrobial activity. These ‘bioprotective’ products
have been marketed as shelf-life extenders, although
pathogens may also be inhibited. Most of these prod-
ucts are effective only against Gram-positive bacteria;
however, some products also inhibit Gram-negative
spoilage bacteria, including psychrotrophs.
See also: Beers: History and Types; Raw Materials; Wort
Production; Biochemistry of Fermentation; Chemistry of
Brewing; Bifidobacteria in Foods; Biotechnology in
Food Production; Bread: Dough Mixing and Testing
Operations; Dough Fermentation; Cheeses: Types of
Cheese; Genetically Modified Foods; Lactic Acid
Bacteria; Probiotics; Vinegar; Wines: Types of Table
Wine
Further Reading
Allison GE and Klaenhammer TR (1998) Phage resistance
mechanisms in lactic acid bacteria. International Dairy
Journal 8: 207–226.
Caplice E and Fitzgerald GF (1999) Food fermentations:
role of microorganisms in food production and preser-
vation. International Journal of Food Microbiology 50:
131–149.
Champagne CP, Lacroix C and Sodini-Gallot I (1994)
Immobilized cell technologies for the dairy industry.
Critical Reviews in Biotechnology 14: 109–134.
Ford A and Fitzgerald GF (1999) Bacteriophage defence
systems in lactic acid bacteria. Antonie van Leeuwen-
hoek 76: 89–113.
Hammes WP and Hertel C (1998) New developments
in meat starter cultures. Meat Science 49(suppl.):
S125–S138.
Hutkins RW (2001) Metabolism of starter cultures. In:
Marth EH and Steele JL (eds) Applied Dairy Micro-
biology, pp. 209–241. New York: Marcel Dekker.
McKay LL and Baldwin KA (1990) Applications for bio-
technology: present and future improvements in lactic
acid bacteria. FEMS Microbiology Reviews 7: 3–14.
Ma
¨
yra
¨
-Ma
¨
kinen A and Bigret M (1999) Industrial use and
production of lactic acid bacteria. In: Salminen S and
von Wright A (eds) Lactic Acid Bacteria, pp. 73–103.
New York: Marcel Dekker.
Ross RP, Stanton C, Hill C, Fitzgerald GF and Coffey A
(2000) Novel cultures for cheese improvement. Trends
in Food Science and Technology 11: 96–104.
Tannock GW (1999) Identification of lactobacilli and
bifidobacteria. In: Tannock GW (ed.) Probiotics: A
Critical Review, Wymondham, pp. 45–56. England:
Horizon Press.
Starvation See Famine, Starvation, and Fasting
STERILIZATION OF FOODS
M N Ramesh, Central Food Technological Research
Institute, Mysore, India
Copyright 2003, Elsevier Science Ltd. All Rights Reserved.
Background
0001 Sterilization is the complete destruction or elimin-
ation of all viable organisms in/on an object being
sterilized. Sterilization destroys yeasts, molds, vegeta-
tive bacteria, and spore formers, and allows the food
processor to store and distribute the products at am-
bient temperatures, thus extending the shelf-life. Ster-
ilization procedures involve the use of heat, radiation,
or chemicals, or physical removal of cells. The steril-
ization process involves four distinct stages. First, the
product must be heated at 110–125
C to ensure
sterilization. After this, the product requires a few
minutes to equilibrate, since the surface will be hotter,
and the central portion of the container will still be
cool. The equilibration stage allows a reduction in the
temperature gradient. Next, the product must be held
STERILIZATION OF FOODS 5593
at this temperature for a certain period of time to
ensure a predetermined sterilization value designated
by the F
0
value. Finally, the product has to be cooled
down mainly to arrest further heat treatment and to
avoid bursting of the container at hot conditions.
0002 The basic principles of sterilization technology as
applied to food processing are as follows:
.
0003 The processed product must be free from micro-
organisms capable of producing food poisoning
toxins and those microorganisms that cause food
spoilage during the product’s shelf-life, until it is
consumed.
.
0004 Clostridium botulinum spores are capable of grow-
ing in low acid (pH > 4.6) products during storage
and hence must be heat-treated to the equivalent of
at least 121.1
C for 3 min (an F
0
value of 3) to
achieve a 12-decimal reduction in the numbers of
the microorganism.
.
0005 The processing conditions should be applied to the
slowest-heating point, referred to as the ‘cold
point.’ This facilitates the assumption that, when
the slowest heating part is sterilized, by exposing it
to the required time–temperature profile, the rest of
the product will be sterilized.
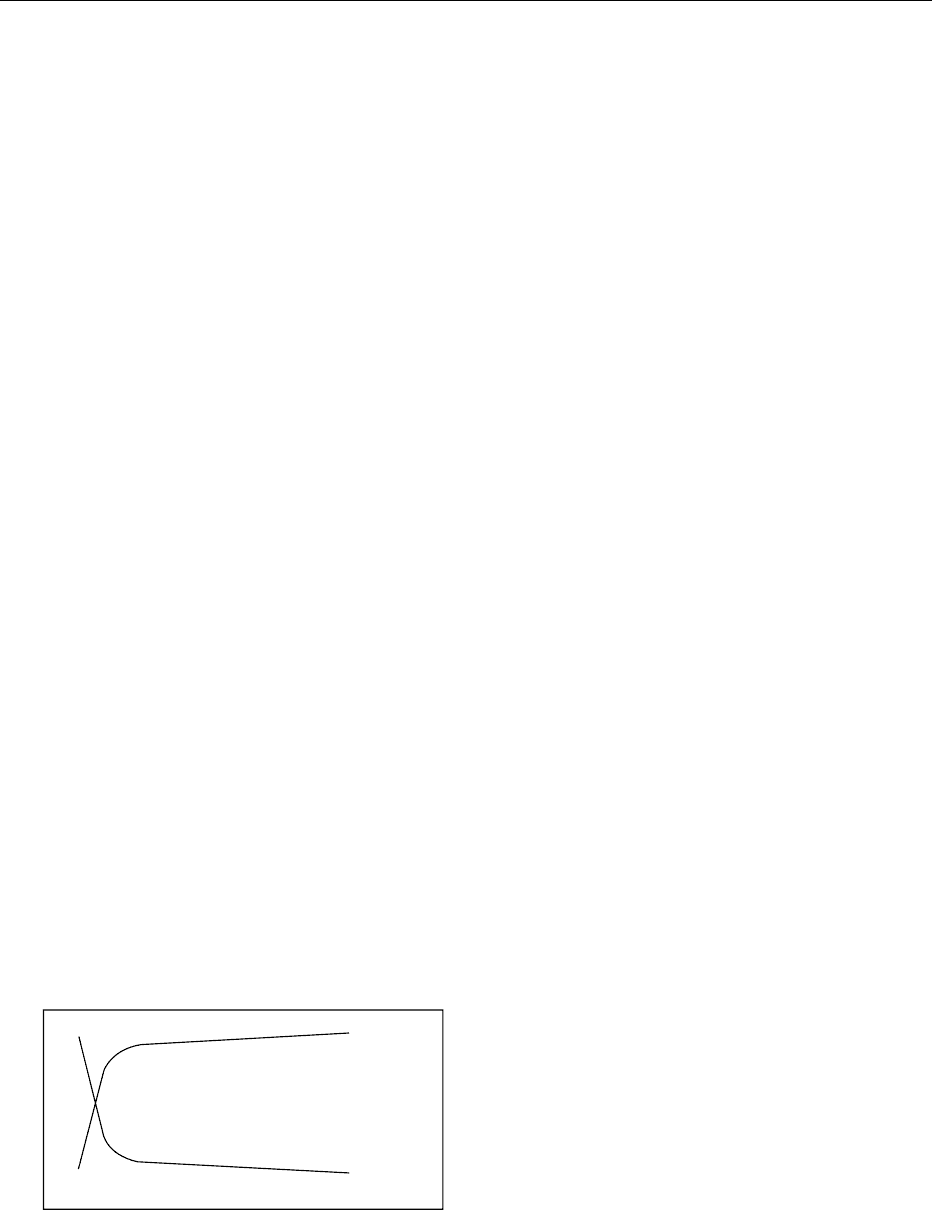
Practically, complete sterilization leads to a deterior-
ation in product quality and nutrient retention
(Figure 1). Hence, in practice, commercial sterility is
defined as a product that has been processed so that,
under normal conditions, the product will neither
spoil nor endanger the health of the consumer. The
pH of the product is an important factor in determin-
ing the severity of the sterilization process.
Theory of Sterilization
0006 Thermal treatment of food products to render them
free of pathogenic microorganisms has been practiced
for several years. However, a method to quantify the
microbial destruction that takes place during thermal
treatment has only been understood for the last 75
years. In order to determine the amount of microbial
destruction that a thermal treatment delivers to a
process, an understanding of the amount of heat de-
livered to every portion of the food product and the
destruction kinetics of the microorganisms of interest
is required. The amount of heat delivered by a food
process is dependent on the way in which the product
is heated and its physical nature. Process-dependent
factors can include: processing equipment design,
type of heating media, container, food size and
shape, product composition, and viscosity (conduc-
tion- or convection-heated). The thermal destruction
kinetics of microorganisms or their ability to be killed
within the food matrix is dependent on a number of
factors, including: pH of the product, levels and types
of preservatives, water activity, the previous growth
conditions of the microorganisms of concern, product
composition, and competitive microorganisms.
0007The two types of bacteria of concern in food pre-
servation are organisms of public health significance
and spoilage-causing bacteria. In low-acid foods with
a pH greater than 4.6, the organism of public health
significance is Clostridium botulinum. Canned foods
are processed, based on the survival probability for
C. botulinum of 10
12
, or one survivor in 10
12
cans.
The organism most frequently used to characterize
low-acid food spoilage by mesophilic spore-formers
is PA 3679, a strain of C. sporogenes. Most food
companies accept thermal inactivation of 10
5
for
mesophilic spore-formers and 10
2
for thermophilic
spore-formers. The processing time depends on the
bioburden of the most resistant bacteria in a particu-
lar food, the spoilage risk involved, and whether food
can support the growth of potential contaminating
bacteria. Although a large amount of research work
has been carried out on the influence of different
factors on the processing time and the corresponding
sterilization value, a number of uncertainties still
exist on the application of these factors to arrive
scientifically at the exact processing conditions. In
order to avoid any risk resulting from these uncertain-
ties, a safety factor is added to increase the processing
time to sterilize the food product completely, which
invariably reduces the nutrient content and the
increase in energy cost.
Decimal Reduction Time or
D
value
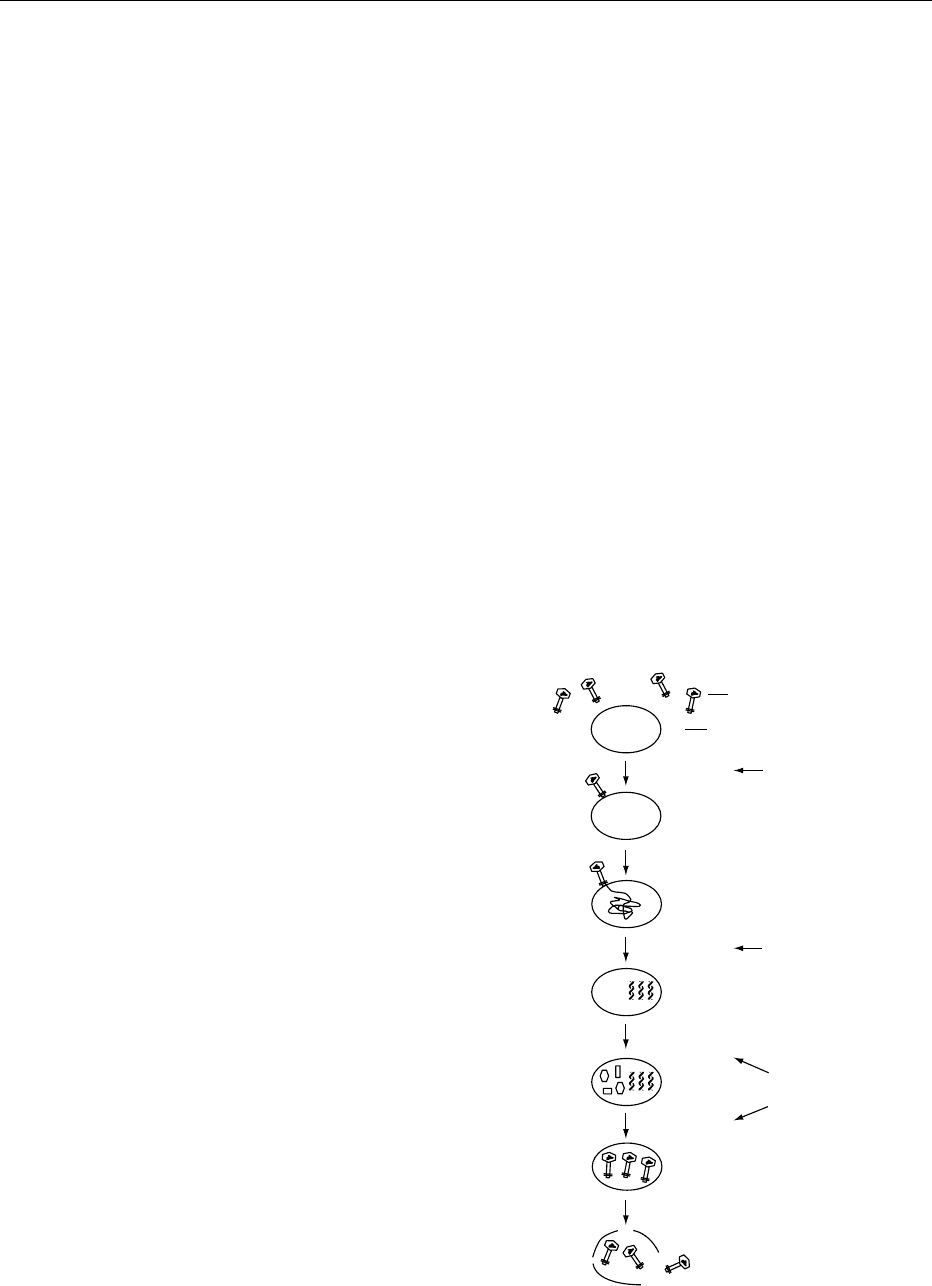
0008The decimal reduction time, or D value, is the time at
any temperature to destroy 90% of the spores or
vegetative cells of a given organism. It is equal to the
number of minutes for the survivor curve to traverse
Time (min)
Quality
a
b
fig0001 Figure 1 Effect of sterilization on quality. (a) Degree of steril-
ization; (b) degree of nutrient loss. From Ramesh MN (1995)
Optimum sterilization of foods by thermal processing – a review.
Food Science and Technology Today 9(4): 217–227 with permission.
5594 STERILIZATION OF FOODS
one log cycle and can be calculated from the
reciprocal of the slope of the survivors, assuming a
logarithmic death rate:
N ¼ N
0
e
kt
;
where N is the final number of survivors after heat
treatment, N
0
is the initial number of organisms, e is
the exponential function, k is the thermal death rate
coefficient (traditionally measured in s
1
), and t is the
processing time. Rearranging gives
log N ¼ log N
0
ð60kt=2:3Þ:
Plotting log N against t in minutes gives the slope
60k/2.3 min
1
. The inverse of the slope is
D ¼ 2:3=60k min:
Thermal Death Time Constant or
z
Value
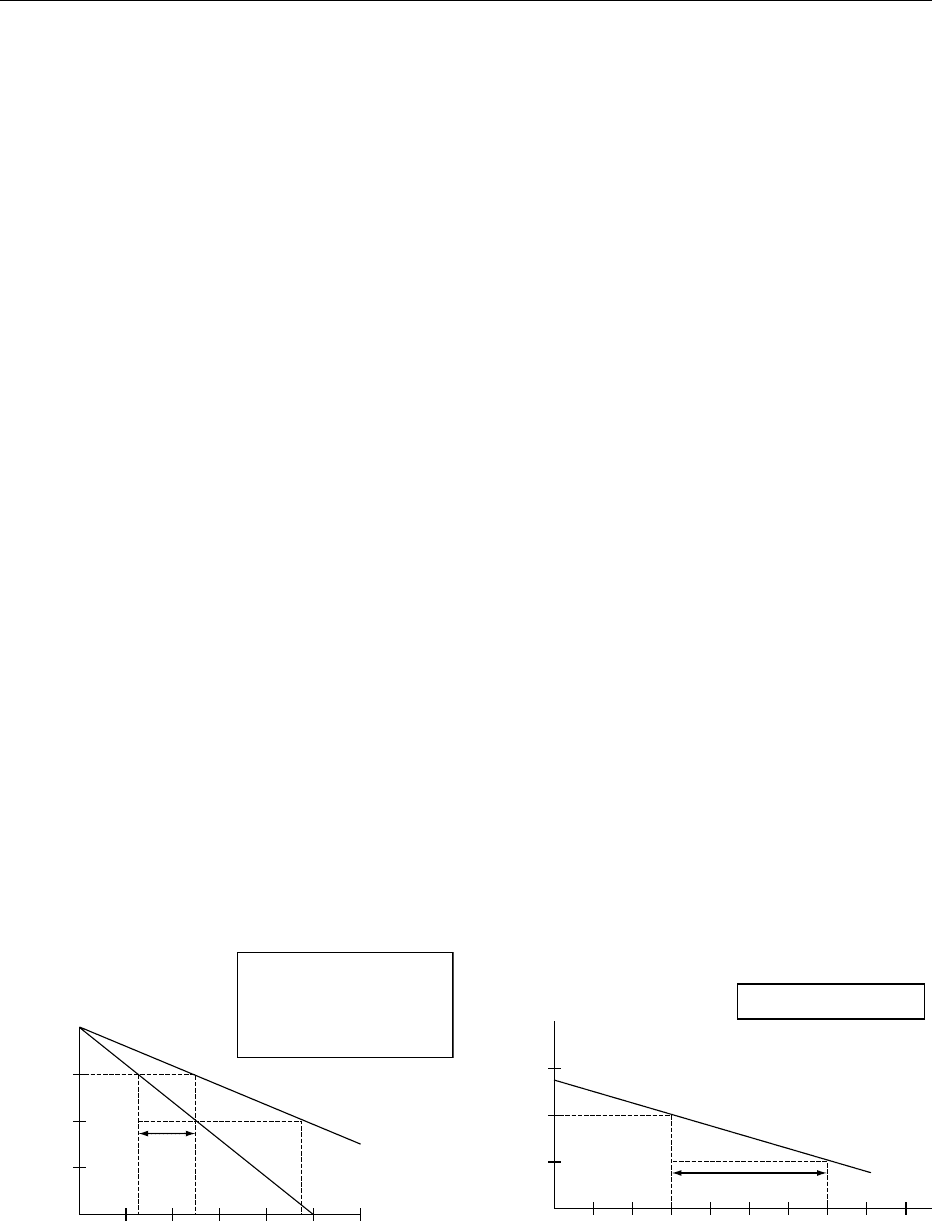
0052 The D value may be calculated from the inverse of the
slope of the survivor curve by regression analysis of
the data points. If a presence/absence (growth/no
growth) method is used to estimate the number of
survivors, N
u
can be calculated using the equation
N
u
¼ 2:303 logðn=rÞ,
where n is the number of units heated, r is the number
of sterile units, and N
u
is the most probable number
of survivors. The graphical representation of the
D-value concept is indicated in Figure 2.
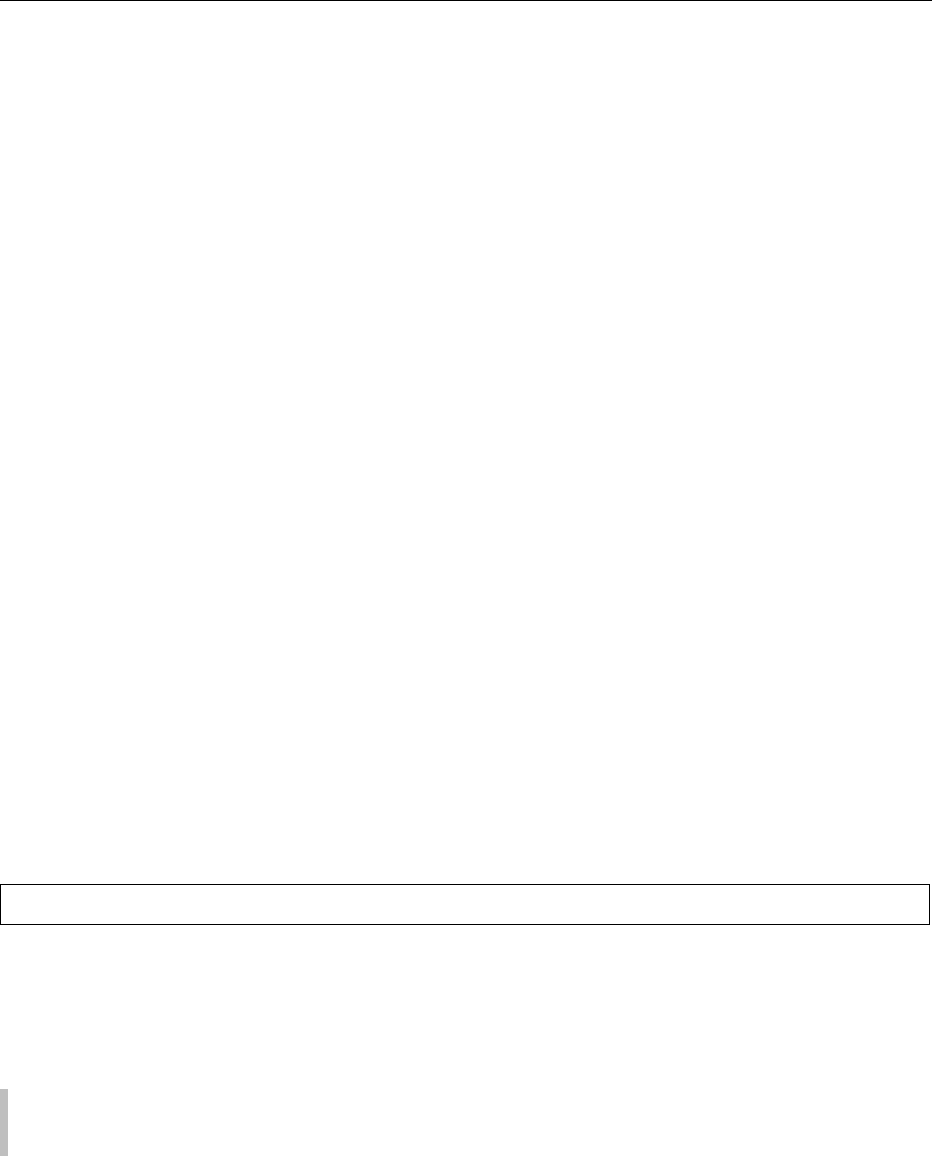
0009 The change in D value with temperature can be
obtained by plotting log D against temperature. The z
value is the number of degrees for the thermal resist-
ance curve to transverse one log cycle and is equal to
the reciprocal of the slope of the curve. The equation
applied to the thermal resistance curve is given by
log D
Ref
¼ log D
T
¼ 1=½zðT T
Ref
Þ;
where D
Ref
is the D value at the reference tempera-
ture (T
Ref
of 121.1
C), D
T
is the D value at any other
temperature, T, and z is the thermal death time
constant.
0010A graphical representation of the D-value concept
is shown in Figure 3.
Heat Resistance of Microorganisms
0011The most important bacterial spore former with
respect to heat processing is Clostridium botulinum,
because of the potent neurotoxin that it produces.
The organism occurs in seven distinct stereotypes
A–G, which are further subdivided into proteolytic
and nonproteolytic strains. The most heat-resistant
spores are those produced by type A and the proteo-
lytic B strains. The D value at 121.1
C of the most
resistant strains is generally considered to be
0.21 min. Clostridium sporogenes, which is closely
related to the proteolytic strains, produces spores
that are more heat-resistant. The D value of the
spores at 121.1 C
can be up to 1.5 min. C. sporo-
genes has been reported to be the most common
mesophilic putrefactive anaerobe in the spoilage of
low-acid (pH 4.6) canned foods.
0012The butyric anaerobes (C. butyricum, C. beijer-
inckii, and C. pasteurianum) are usually associated
with spoilage of products with pH values between 3.9
and 4.6 (e.g., tomatoes and pears), producing blown
cans and a butyric odor. Another organism that causes
spoilage of products down to pH 4.2, Bacillus coagu-
lans, has been reported to have a D value at 98.9
Cof
3.1 min and a z value of 16.1C
. Other mesophilic
Bacillus species that produce heat-resistant spores
and have been implicated in food poisoning out-
breaks are B. subtilis and B. licheniformis. Spores of
Minutes
Bacteria /g
D value
5
1
10
100
1000
10 000
10 15 20 25 30
120 ⬚C
110 ⬚C
Log N/N 0 = time/D
D = 12−6 = 6 min@ 120 ⬚C
D = 24−12 = 12 min@ 110 ⬚C
fig00 02 Figure 2 D-valueofamicroorganism. Fromhttp://cour-
ses.che.umn.edu/00fscn1102-1s/pdf_files/topic_11_Past_and_-
Ster.pdfwithpermission.
Temperature
D-value
z value
0.1
1.0
10.0
100.0
1000.0
100 110
Z = 110 − 102 = 8 ⬚C
fig0003Figure 3 z-valueofamicroorganism. Fromhttp://cour-
ses.che.umn.edu/00fscn1102-1s/pdf_files/topic_11_Past_and_-
Ster.pdfwithpermission.
STERILIZATION OF FOODS 5595
the thermophilic organisms that have an optimum
growth temperature of 55
C are usually much
more resistant to wet heat than mesophilic organisms.
0013 The most resistant thermophile is Clostridium ther-
mosaccharolyticum, which produces blown cans and
a butyric or ‘cheesy’ odor, with D values as high as
68–195 min at 121.1
C. The spores of Bacillus stear-
othermophilus have often been used in process evalu-
ation studies because of their high heat resistance.
The organism can cause spoilage of products with
pH values > 5.3. Another unusual bacterial spore
former is Sporolactobacillus inulinus. This organism
has been isolated from a number of food and environ-
mental sources and has been reported to have a
D value at 90
C of 5.1 min and a z value of 13 C
.
Quality-control personnel should be aware, there-
fore, that not all isolates of Gram–positive spore-
forming rods belong to the genera Bacillus or
Clostridium. Typical D and z values for some of the
spore formers are listed in Table 1.
Lethal Rate
0014 Using the z value, the lethal rate, L, can be calculated
from
L ¼ log
1
½ððT T
Ref
Þ=zÞ:
The lethal rate is a measure of the lethality of any
temperature, T, relative to the reference temperature
T
Ref
. For example, for a reference temperature of
121.1
Candaz of 10C
, the lethal rate at 111.1
C
will be
log
1
½ð111:1 121:1Þ=10Þ ¼ 0: 1:
Thus, 1 min at 111.1
C is worth 0.1 min at 121.1
C
in terms of lethality. Note that z is written C
and not
C, since z represents a change of 10 Centigrade
degrees in the above example and not a temperature
of 10 degrees Centigrade.
F
Value
0015The symbol F designates the equivalent in minutes at
121.1
C of the combined lethalities of all time–tem-
perature relationships at the point of slowest heating
for a product during heat processing. Thus, the F
value is a measure of the killing power of a heat
process. The term F
c
denotes the F value at the center
of a pack, F
0
denotes the equivalent F value in
minutes at 121.1
C, and F
s
denotes the integrated
lethality of heat received by all points in a container.
F
s
can be related to the D value by the equation
F
s
¼ D
Ref
ðlog N
0
log NÞ;
where D
Ref
is the D value at 121.1
C, log N
0
is log of
the initial number of organisms, and log N is the log
of the final number of surviving organisms. In the
above equation, F
s
can be considered as equivalent
to F
0
or F
c
in rapid heating systems such as the
thermoresistometer. The F
0
value of a process can be
obtained in practice by summing the lethal rates at
1-min intervals from the heating and cooling curve of
a product during a heat process. This is a simplified
view, and process calculations in the industry involve
rather more complicated mathematics and usually do
not include the cooling curve contribution to the
process. The process time can be calculated using
the equation
tbl0001 Table 1 Typical heat resistances of selected spore formers
Organism Medium Temperature (
C) D value (min) z (C
)
Clostriduim sporogenes (PA 3679) Several substrates including pea pure
´
e 104.4–143.3 0.75–2.03 9.0–14.7
Phosphate buffer pH 7 112.8–148.9 1.06 9.3
Clostriduim botulinum Several substrates 104.0–132.2 0.051–0.58 8.2–10.4
Phosphate buffer pH 7 120.0–140.0 0.13 11.0
Other Clostridium sp. Several substrates 85.0–121.0 0.2–195 6.9–11
Bacillus sp. Several substrates including milk 100.0–121.0 0.3–16.0 4.1–7.7
Desulfotomaculum nigrificans 121 55.0 9.5
Escherichia coli Nutrient broth 70 0.006 4.9
Milk 70 0.04 6.5
Lactobacillus sp. Tomato juice 70 4.0–11.0 11.5–12.5
Listeria monocytogenes Beef, chicken, and carrot homogenates 70 0.14–0.27 5.98–7.39
Salmonella typhimurium Aqueous sucrose/glucose (a
w
0.995) 70 0.03–816 6.8–19.0
Milk chocolate (51% milk)
Staphylococcus aureus Milk 70 0.30 5.1
Streptococcus sp. Broth and ham 70 0.015–2.84 3.5–17.0
Microbacterium lacticum Skim milk 70 4.0
From Brown KL (1991) Principles of heat preservation. In: Rees JAG and Bettison J (eds) Processing and Packaging of Heat Preserved Foods, pp. 15–49.
New York: Van Nostrand Reinhold.
5596 STERILIZATION OF FOODS