Caballero B. (ed.) Encyclopaedia of Food Science, Food Technology and Nutrition. Ten-Volume Set
Подождите немного. Документ загружается.

.0005 formation of deposits that may adversely affect
the operation of equipment.
.
0006 changeover to a different product;
.
0007 production shutdown over an extended period.
An example of a microbiological requirement for
cleaning would be a food process line where the
microbiological quality of the final product decreases
during production until the point where shutdown
and cleaning is required.
0008 An example of a process-related requirement for
open plant cleaning would be a freezer in which ice
build-up on the evaporator surfaces takes place, even-
tually resulting in a failure to maintain the desired air
temperature and flow velocity. The effect of this
would be to reduce the capacity of the freezer and
eventually reach a point at which the products are not
cooled to the required temperature, thus requiring
production to be terminated. A process-related re-
quirement for cleaning of a closed system would be
a pasteurizer, in which fouling of the heat transfer
surfaces takes place, eventually resulting in both
physical blockage of the heat exchanger and failure
to maintain the desired pasteurizing temperature. The
microbiological effect of the pasteurization process
would therefore be reduced below that required
for product safety, thus requiring production to be
terminated.
0009 There are a variety of mechanisms by which sur-
faces may become fouled, as shown in Table 1,and
the nature and composition of the resultant soil can
therefore also vary widely. Failure to clean effectively
may have serious implications in terms of product
quality and storage characteristics as well as process
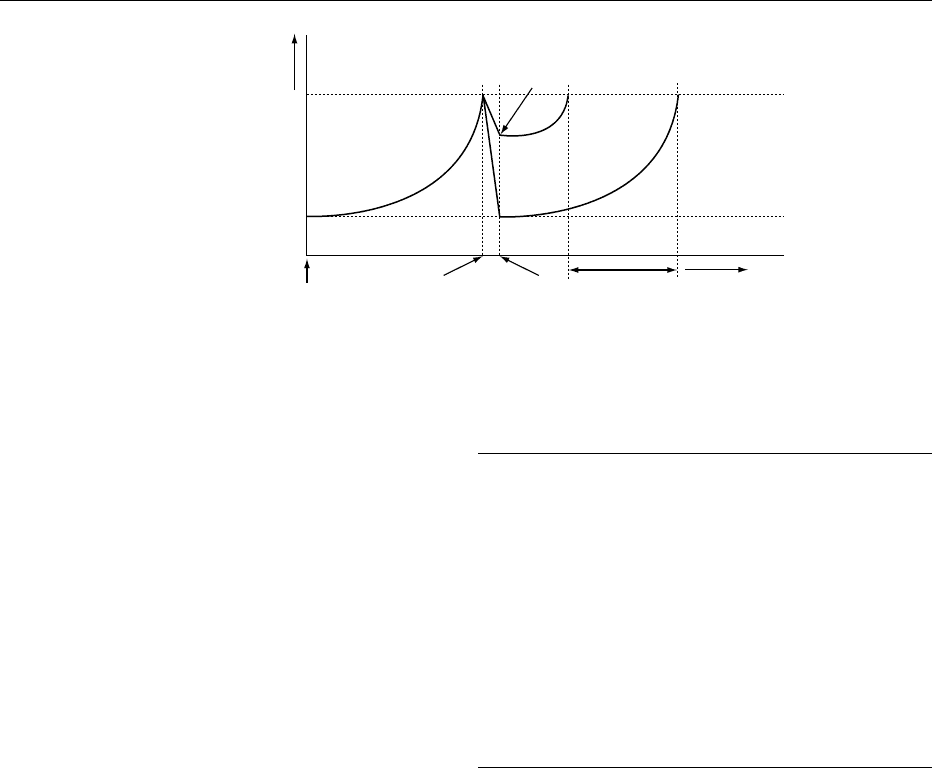
operation and control. Figure 1 shows how a properly
cleaned process line can operate for a much longer
period of time before the microbiological quality of
the product becomes unacceptable, and the line must
be shut down and cleaned.
0010Clean equipment leaves microorganisms exposed
to disinfection agents such as hot water, steam, and
chemical disinfectants. Microbiological methods of
evaluation may be used to validate the condition of
the system after cleaning, and several countries have
recommended hygiene standards based on colony
counts per unit surface area. In addition to standard
microbiological techniques (contact plates, swabs) a
variety of more direct methods may be used to assess
the cleanliness and/or hygienic status of surfaces.
Scope and Philosophy of Cleaning Operations
0011Cleaning operations within any manufacturing envir-
onment are likely to involve a variety of surfaces,
materials of construction, and cleanliness require-
ments. Patterns of cleaning will also vary consider-
ably according to the environment, equipment, and
products. An initial classification is used to differen-
tiate between the types of surface that are to be
cleaned, product contact and nonproduct contact,
which may be defined as:
Concentration of
microorganisms/soil
Maximum acceptable
concentration
Residual level after
effective cleaning
Start
production
Start
production
Cleaning
necessary
Poor
cleaning
Time
Extension of
production time due
to effective cleaning
fig0001 Figure 1 Influence of cleaning efficiency on available production time.
tbl0001Table 1 Major fouling mechanisms
1. Chemical reaction Deposits formed at the surface by
chemical reactions in which the
construction material itself is not
a reactant
2. Crystallization Deposition/formation of crystals on a
surface
3. Particulate Accumulation of solid particles from the
fluid stream on the surface
4. Biological Deposition and growth of microorganisms
on a surface
5. Corrosion Corrosion of the surface itself which may
in turn promote the attachment of other
soil
6. Solidification Solidification of fluid components on a
surface
1386 CLEANING PROCEDURES IN THE FACTORY/Overall Approach

0012 Product contact surfaces These include all equip-
ment surfaces that intentionally or unintentionally
(e.g., resulting from splashing) come into contact
with the product, or from which product or conden-
sate may drain, drop, or be drawn into the main
product or product container. This includes surfaces
that may indirectly cross-contaminate product con-
tact surfaces or containers.
0013 Nonproduct contact surfaces These include all other
exposed surfaces. These may include surfaces associ-
ated with equipment such as support structures,
control panels, and external surfaces. They also
include surfaces related to the manufacturing envir-
onment.
0014 It is important to appreciate the importance of the
manufacturing environment as a potential source of
pathogens and/or spoilage organisms. Drains, drain
channels, walls, floors, and roofs near air intakes
have all been implicated as significant sources of
microorganisms.
0015 In certain situations, environmental cleaning can
only be carried out during a production shut-down
period and therefore can be difficult and costly. Be-
cause of this and the trend towards extended produc-
tion runs within the food industry, intermediate
cleaning is being considered more frequently. An
example of this is cleaning a line, while production
continues on an adjacent line in the same area.
0016 A further subdivision of cleaning operations is
whether the process is carried out dry or wet.
Dry cleaning
0017 Dry cleaning methods are primarily used where the
products are hygroscopic or where water can react to
form hard deposits that are difficult to remove. The
principal safety risk is that failure to control moisture
can permit the growth of pathogens, e.g., Salmonella
spp., in the food processing environment. Environ-
ments typically dry-cleaned include plants producing
flour, cocoa, dry milk products, dry soup and snack
mixes, and dry infant formulae.
0018 Dry cleaning is essentially the mechanical removal
of soils using sweeping, brushing, wiping, and
vacuuming. Vacuuming is in principle a desirable
system for removing dust and dirt. Disinfection
following dry cleaning may pose difficulties, although
alcohol-based disinfectants can be appliedand allowed
to dry off before equipment is reassembled.
0019 Additional wet cleaning in a dry area needs great
care, and it is usually best to remove equipment or
parts requiring wet cleaning to a separate area. The
wet-cleaned parts must be throughly dried before
returning to the dry area for reassembly.
Wet Cleaning
0020Wet cleaning, as its name implies, involves the appli-
cation of fluids, usually water based, to achieve the
desired cleaning result. This can be carried out in
place (CIP), where the plant remains assembled as
for production.
0021The other alternative is to clean using open plant
cleaning (OPC). In this case, the surfaces to be
cleaned have to be made accessible to the cleaning
fluids, which may involve the use of delivery systems
to enable the operator to deliver the necessary
cleaning fluids, e.g., lances, sprays, or dismantling of
the equipment to allow the necessary access. In add-
ition, some plant components may be physically
removed from the production area and cleaned separ-
ately in a designated cleaning area. This is termed
cleaning out of place (COP).
0022More complex process equipment may involve a
combination of OPC and CIP; for example, a pump
may be cleaned in place along with the rest of the line,
but if it is known that CIP is not fully effective, it may
be stripped down and cleaned manually before pro-
duction restarts.
0023Manufacturing environments may require a com-
bination of dry and wet cleaning. Dry cleaning using
scrapers, shovels, or brushes may be more appropri-
ate, particularly immediately after production, to
remove quantities of gross soil and thus reduce the
challenge to the wet cleaning process.
Factors Affecting Cleaning of Equipment
0024The equipment to be cleaned may be considered as a
set of unit components that may vary widely in terms
of volume, configuration, and geometry. There are
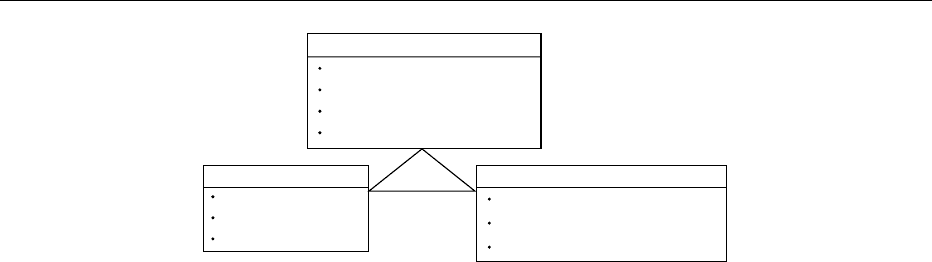
several interrelated factors that have a direct bearing
on the effectiveness and ease of cleaning process plant
(Figure 2). A key point to appreciate is that a system of
poor mechanical or process design may be unclean-
able, irrespective of the cleaning process imposed on it.
It is therefore essential that consideration of cleaning
should be integrated into the mechanical and process
design at an early stage rather than a final process to be
incorporated into an already fully specified plant.
0025The factors that can contribute to the efficiency of
a cleaning process are mechanical, thermal and chem-
ical activity – and the time for these to work. The
cleaning process is invariably a combination of these
factors, and different cleaning processes involve a
different balance of these factors, which has implica-
tions for the type of detergent to be used. For
example, a cleaning process carried out at a low
temperature with little mechanical activity would
require a more powerful detergent than one carried
CLEANING PROCEDURES IN THE FACTORY/Overall Approach 1387
out at a high temperature with a large amount of
agitation.
Plant-cleaning Options
Open Plant Cleaning (OPC)
0026 The function of OPC process is to clean and, where
necessary, disinfect all surfaces to an acceptably high
and consistently reproducible standard. A process
plant cleaned in this way is disassembled and/or
moved from its normal location for cleaning. This
also applies to plant that is opened up to make it
more accessible for cleaning manually or using some
form of delivery system such as a hose.
0027 The cleaning process consists of a number of stages:
0028 Preparation for cleaning Prior to cleaning, all food
and packaging material has to be removed from the
area, including pallets, crates, bins, etc. All food ma-
terial that can be reused further should be stored
away from the process area and packaging material
returned to the packaging material store. Only if all
this material is removed, will thorough and complete
cleaning be possible.
0029 Dismantle equipment Equipment should be dis-
mantled in order to expose the surfaces to be cleaned.
Small items or components may be removed at this
stage for cleaning in a dedicated wash area.
0030 Gross soil removal Before application of the deter-
gent, the gross soil has to be removed from the sur-
face. Detergent has little effect on soil layers several
millimeters in thickness or on large lumps.
0031 Gross soil removal can be achieved by different
methods as scraping, brushing, or spraying, but it is
not necessary for the line to be 100% visibly clean
after this step. It should be borne in mind that collect-
ing gross soil by scraping may be more effective than
flushing it to drain by pressure rinsing in terms of
reducing the loading and cost of effluent treatment.
Pressure rinsing could take more time and cause extra
problems of drain blockage.
0032Detergent application Detergent is applied to the
surfaces using mechanical aids to assist soil removal
including brushes or high- or low-pressure water
hoses as appropriate. The selection of detergent
should be done in conjunction with the supplier.
0033Rinsing Rinsing of the detergent residues and soil
can best be done under the same conditions as the
prerinse. The extra demand for this rinse is that, after
rinsing, the equipment should be 100% visibly clean.
The rinse water should be of potable quality
0034Disinfection In many applications, food contact
surfaces have to be disinfected after cleaning. The
choice of the correct disinfectant depends on a
number of factors, including:
.
0035type of microorganisms involved;
.
0036construction material of the equipment;
.
0037effluent system;
.
0038application of final rinse after disinfection.
0039Final Rinse It depends on the local situation as to
whether a final rinse after disinfection is necessary. In
some countries, adequate draining after disinfection
with approved disinfectants at approved concentra-
tions is sufficient. If a final rinse is required, the water
must be of potable quality.
0040Drying Liquids must be completely removed by
draining and/or drying, before the next startup can
be done.
0041Clearing Away the Cleaning Tools After cleaning,
the tools must be cleaned and (optionally) disinfected
Plant design
Materials, surface finish
Equipment design
Equipment installation
Geometry, presence of voids
Cleaning process
Detergent type & concentration
Temperature/flowrate
Water hardness
Process design
Quantity/type of soil
Age/moisture of soil
Composition of soil
fig0002 Figure 2 Factors affecting process plant cleaning.
1388 CLEANING PROCEDURES IN THE FACTORY/Overall Approach

and stored in a designated area (according to local
rules). It is helpful to have color coded cleaning tools
for special applications/areas (for example, black-
bristled brushes for drain cleaning).
Cleaning In-place (CIP)
0042 CIP may be defined as the circulation of chemicals
and/or water through the plant that remains assem-
bled as for production, such that all product contact
surfaces are cleaned and, where necessary, disinfected
to an acceptably high and consistently reproducible
standard.
0043 This process consists of up to three main stages:
1.
0044 Product recovery/rinsing – removal of bulk prod-
uct from the system immediately after production,
or cleaning residues such as used detergents and
disinfectants after cleaning.
2.
0045 Cleaning – removal of soil from product contact
surfaces.
3.
0046 Disinfection – further reduction of relevant micro-
organisms in the plant by chemical or thermal
means, to achieve the desired hygiene standards
within the plant.
Hence, CIP may be taken to mean processes including
some or all of the above stages.
0047 Product recovery should be employed whenever
possible to reduce product losses and decrease the ef-
fluent chemical oxygen demand (COD). Product re-
covery may be achieved by simple purging with water
or, with a viscous product, more effectively by pigging.
0048 For disinfection, there are several options depending
on the microbiological requirements, construction
materials, and plant design:
.
0049 pasteurization, a thermal process that will inacti-
vate most vegetative organisms, including patho-
gens, but not heat-resistant bacterial spores;
.
0050 sterilization, a more severe thermal process that
destroys all microorganisms, including heat-resist-
ant bacterial spores;
.
0051 chemical disinfection, which, depending on the
chemical and the temperature used, may kill all or
only some of the microorganisms present.
It is possible to clean a plant by applying a simple ‘use
and dump’ procedure, whether or not making use of
additional equipment for preparing and pumping
cleaning liquids. However, considerable savings in
running costs may be achieved by installing an appro-
priate CIP system, which enables recovery and reuse
of rinse water and detergents and a more efficient
utilization of energy.
Economic and Environmental Implications
of Cleaning
Economic Implications of Cleaning
0052Cleaning costs are often closely associated with the
cost of the cleaning chemicals alone and less attention
paid to the other costs of the process, namely:
.
0053steam;
.
0054electricity;
.
0055water;
.
0056effluent;
.
0057labor;
.
0058plant downtime.
It is difficult to be specific as regards the cost of
cleaning, as this will depend on the type of plant
being cleaned, the cleaning process used, and the
relative cost of services, which will vary widely from
site to site. It is, however, generally accepted that in
open plant cleaning, the major cost factors are plant
downtime and labor. Where the plant downtime cost
is not included in the costing, the labor cost may be
60–85% of the total.
0059Although manual cleaning is widely accepted in
some industries as the only way of achieving reason-
able standards of cleanliness where vessel and pipe-
line cleaning is required, its inherent disadvantages
made the eventual implementation of CIP techniques
inevitable, and their use has confirmed the significant
benefits anticipated. CIP may incur additional capital
costs for equipment, but this can be minimized for
new lines by consideration of CIP during the design
stage.
1.
0060Improved hygiene. Consistent, reproducible
cleaning schedules may be carried out and moni-
tored with a corresponding improvement in plant
cleaning performance and subsequent product
quality.
2.
0061Cost savings. Optimal use of water, chemicals, and
steam results in lower cleaning costs.
3.
0062Improved plant utilization and reduced plant
downtime. Tanks and pipelines can be cleaned as
soon as they are empty and refilled immediately
afterwards.
4.
0063Reduced labor cost. A reduction in the need for
manual disassembly of equipment, coupled with
an increased use of automation leads to a dramatic
reduction in labor requirements.
5.
0064Improved occupational safety. Less opportunity
for operators to come into contact with aggressive
chemicals.
6.
0065Reduced effluent, minimizing volumes of waste
water. CIP systems can be used to monitor and
manage the reuse of cleaning waters and chemicals.
CLEANING PROCEDURES IN THE FACTORY/Overall Approach 1389
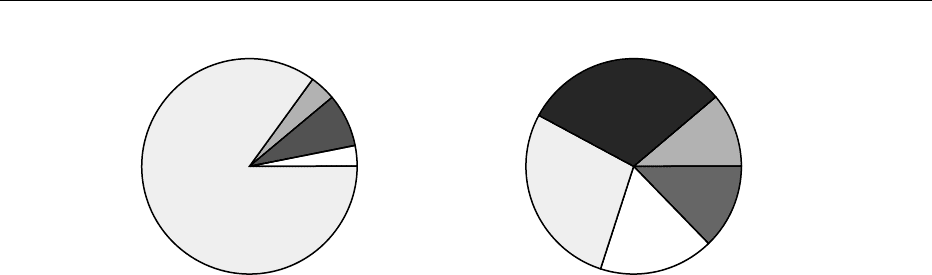
The cost of cleaning will depend on the plant being
cleaned, the cleaning process used, and the cost of
services, which will vary widely from site to site.
However, the additional costs incurred with manual
cleaning can be seen clearly in Figure 3, a cost break-
down of a labor-intensive manual operation and a
highly automated CIP process.
0066 The costs in Figure 3 are all shown relative to the
total cost of the single stage clean, which is taken to
be 1. The depreciation costs are very variable, and the
total costs of manual and CIP cleaning in this figure
are not the same.
0067 With a predictive costing model, it is possible to
compare the (total) cleaning costs for different
cleaning procedures and thus optimize the cleaning
process, which automatically results in water, efflu-
ent, and energy savings.
Environmental Implications of Cleaning
0068 Cleaning in the food industry will inevitably bring a
high amount of organic material into the effluent
system. In general, more than 95% of the organic
load consists of the soil, which is removed. Scraping
away gross soil and sending it to destruction, instead
of rinsing it to drain, could substantially reduce the
organic load that goes into the effluent system.
0069 Any environmental assessment of cleaning should
be considered in the context of the complete manu-
facturing operation and also include all types of
cleaning operations, both OPC and CIP. These are
likely to indicate that the majority of the biochemical
oxygen demand/chemical oxygen demand load on
the effluent plant is associated with product losses,
both during production, e.g., product leakage as
well as cleaning. The detergents used should contain
only biodegradable surface active agents and, if
possible, biodegradable sequestrants. For inorganic
materials, they should not contain fillers such as
chlorides and sulfates, which do not have any positive
effect on the cleaning. The technical information
sheet of the detergent should provide information
concerning the environmental effects of the detergent.
In addition, automatically preparing detergent solu-
tions has a cost-reducing effect, and instead of
manual preparation, it prevents overdosing.
0070The most attractive way of reducing the environ-
mental implications for closed systems is product
recovery by pigging. The so called ‘pig’ is sent, by
means of compressed air or water as the driving force,
through the pipeline and expels most of the product
from the system.
Conclusions
0071All forms of cleaning and disinfection are known to
play an increasingly important role in manufacturing
in all stages of processing right up to the packaging of
the final product. Because there is a trend towards
improved hygiene standards in food manufacturing,
cleaning/disinfection forms an essential component of
such improvements.
See also: Cleaning Procedures in the Factory: Types of
Detergent; Types of Disinfectant; Modern Systems;
Factory Construction: Materials for Internal Surfaces
Further Reading
Imholte TJ (1984) Engineering for Safety and Sanitation.
Crystal, MN: Technical Institute of Food Safety.
Karlsson CA-C (1999) Fouling and Cleaning of Surfaces –
The Influence of Surface Characteristics and Operating
Conditions. Lund, Sweden, Lund University.
Lelieveld HLM (2000) Hygienic design of factories and
equipment. In: The Microbiological Safety and Quality,
pp. 1656–1690. Gaithersburg, MD: Aspen.
Shapton DA and Shapton NF (eds) (1998) Principles and
Practices for the Safe Processing of Foods. Cambridge,
UK: Woodhead.
4 Chemicals
8 Steam/water
3 Electricity
11 Electricity
Labor 85
Manual CIP
13 Labor
17 Chemicals
Steam 28
31 Water
fig0003 Figure 3 Typical percentage cost breakdown for manual and CIP cleaning. (Figures are percentages of total cost, excluding
depreciation. Total costs of the manual and CIP operations are not the same.)
1390 CLEANING PROCEDURES IN THE FACTORY/Overall Approach
Wilson DI, Fryer PJ and Hasting APM (eds) (1999) Fouling
and Cleaning in Food Processing ’98. Proceedings of a
Conference at Jesus College, Cambridge. Brussels: Dir-
ectorate-General Science, Research and Development.
Modern Systems
H M J van Eijk and F A Majoor, Unilever Research
Vlaardingen, Vlaardingen, The Netherlands
Copyright 2003, Elsevier Science Ltd. All Rights Reserved.
Introduction
0001 In the design stage of a process line, the cleaning
requirements should already be taken into account.
A CIP-able plant should be designed in such a way
that cleaning and disinfection can take place in the
same line configuration as that during processing.
Unfortunately, in practice, this target cannot always
be reached; it is possible that some parts are not
cleanable in-place and thus require dismantling and
manual cleaning. Those parts have to be physically
separated from the system, and it should be realized
that reinstalling may result in contamination of the
cleaned process line. Implementation of a CIP system
depends on the type of process and whether the equip-
ment is suitable to be cleaned in-place.
0002 Resulting from this discussion, normally more
options can be defined. If some of those solutions are
equivalent, a detailed cost comparison should follow,
taking into account investment in equipment, running
costs, and, increasingly importantly, plant down time.
Options for central CIP systems
0003 In some cases, CIP of a plant can be done without the
addition of extra equipment. This could be appropri-
ate for small plants with only a few tanks and short
pipe runs. Cleaning liquids can be prepared in the
production equipment itself, e.g., in balance tanks of
pasteurizers. Possible disadvantages are that running
costs may be high because of losses of cleaning chem-
icals and process down time. Therefore, it should be
investigated in all cases whether possible savings in
running costs can justify the investments in additional
CIP equipment, normally consisting of extra tanks,
pumps and pipe runs.
‘Single-use’ CIP system
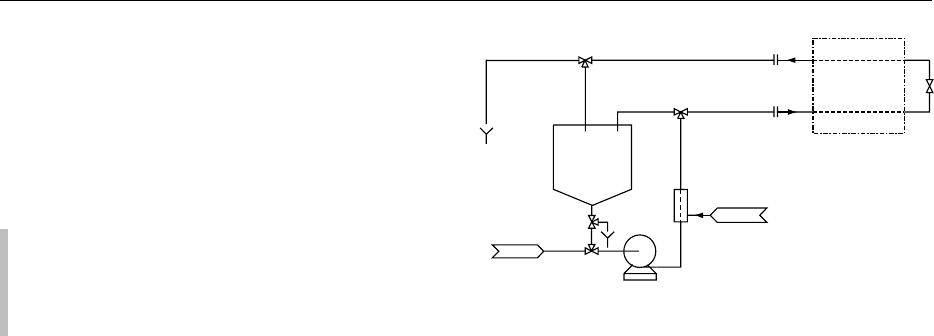
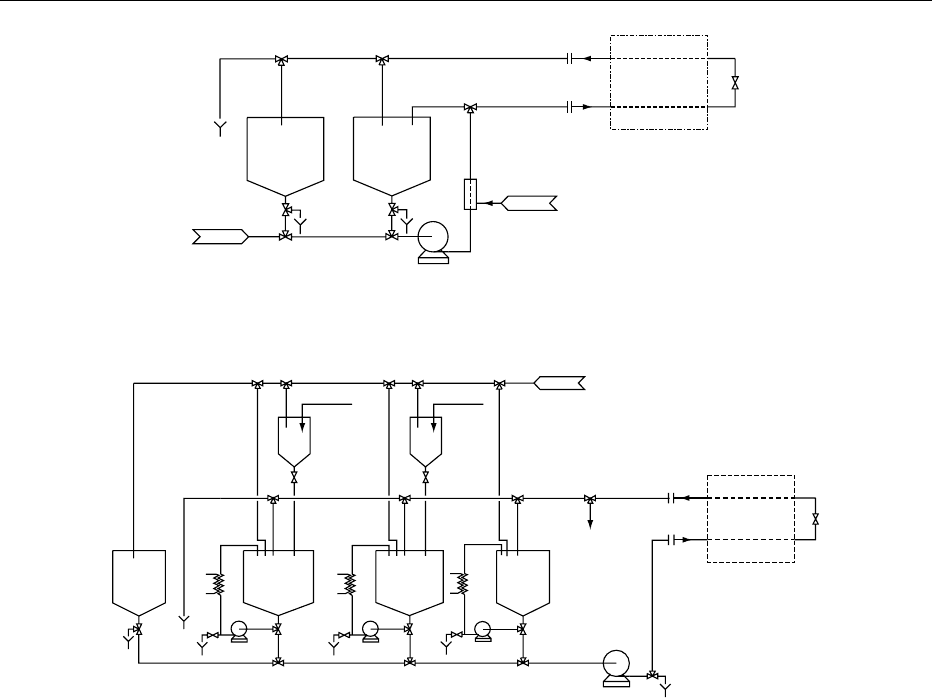
0004 Such a system (Figure 1) consists of one tank that is
used to prepare a certain cleaning solution at the
desired temperature. This can already be done when
the line is still in production, provided that there is a
good physical separation between the cleaning system
and the production system. After connection to the
process line, a centrifugal pump circulates the cleaning
solution through the part of the process plant that has
to be cleaned. The pipe system between tank and
pump contains a manifold through which optionally
cold or hot water or steam can be introduced into the
circuit. Prerinsing and postrinsing are once-through
operations; after passing the process equipment, the
rinse is discharged directly to drain. The cleaning
liquid may be circulated over the tank for a certain
period of time, but is also discharged to drain at the
end of the cleaning procedure.
0005The automation level of such systems can be kept
low; because of their simplicity they can be easily
operated manually. The advantage of these systems
is that time is gained during preparation of the
cleaning solution(s). The disadvantage of possibly
high running costs is still the same.
Single-use System with Partial Recovery
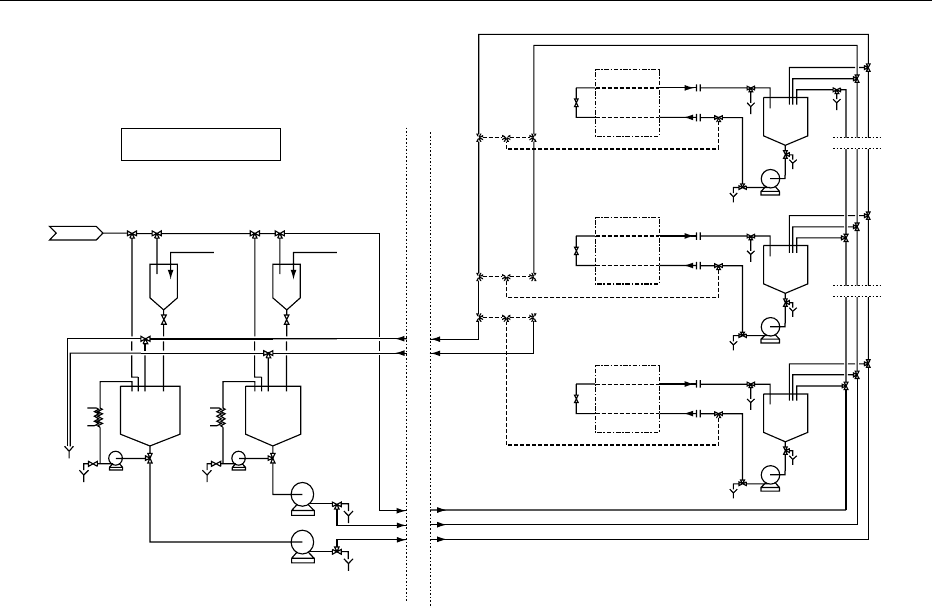
0006This system can be used under the same conditions as
above, but now the option of recovering fluids has
been added by the use of two buffer tanks (Figure 2).
Also, here, the detergent solution is normally dumped
after use, but when, after the prerinse, the residual
soiling is light, recovery of the cleaning solution in
one of the tanks may be considered. This may be used
one or more times for subsequent cleaning proced-
ures. When a disinfection step is required, there might
also be recovery of disinfectant in one of the buffers.
If detergent cannot be recovered, there is still the
possibility of recovering postrinse water, which can
be used for the next prerinse.
Optimal Reuse System with Maximum Recovery
(Centralized System)
0007This system contains sufficient tanks that several
fluids and solutions used in cleaning have their own
Water
Steam
Process
system
Detergent
(Disinfectant)
fig0001Figure 1 Flow diagram of a ‘single-use’ CIP system (types of
valves depending on specific local requirements).
CLEANING PROCEDURES IN THE FACTORY/Modern Systems 1391
dedicated buffer (Figure 3). In the simplest form,
there are at least two tanks; one for prerinse water
and one for detergent solution. Postrinse may be re-
covered in the prerinse tank, and the detergent can be
recovered (after a certain waiting time to prevent
dilution) in its own buffer. Extra tanks might be ne-
cessary for buffering, e.g., a disinfectant, descaling
solution or postrinse water.
0008 The benefits are clear; cleaning can start immedi-
ately after production stops, and the cleaning pro-
cedure can be executed without any interruptions.
Preparation of cleaning fluids of the right strength
and temperature can be done with separate circuits
to avoid any delay between cleaning stages. More-
over, there is a cost saving from the recovery of
water, chemicals, and energy, and, in some cases, by
the possibility to recover product (if this can be
reworked).
0009 An additional advantage is a better control over
the effluent costs. To run such systems in a safe and
efficient way, a higher level of automation is highly
preferred. This implies higher investment costs.
Partially Decentralized System
0010When, in a factory, a centralized CIP system (as de-
scribed before) is situated a long distance from the
various process systems, the efficiency of such a
system might be affected by the following factors:
.
0011large volume of liquid in long pipe runs, thus re-
quiring larger tanks and more energy input;
.
0012long time needed to purge out a liquid/replace it by
another (resulting in chemical loss);
.
0013when more cleaning loops are necessary, the costs
of pipe work increase dramatically.
To overcome this, a central CIP system can be
extended with satellites, which only serve one distinct
part of a process system (Figure 4). These satellites
can be rather simple, but should be able to receive the
required cleaning liquids from the central plant within
a reasonably short time, e.g., by means of a main loop
system with relatively small pipe diameters.
0014Depending on the situation, a decision can be made
on whether or not to recover liquids to be sent back to
Process
system
Detergent
Make-up
Disinfectant/
De-scaler
Make-up
Pre-
rinse
Post-
rinse
Water
Product
recovery
or waste
fig0003 Figure 3 Flow diagram of an optimal, centralized reuse CIP system with the possibility of maximum recovery (types of valves
depending on specific local requirements).
Water
Steam
Process
system
Detergent
(Disinfectant)
Disinfectant
(Pre-rinse)
fig0002 Figure 2 Flow diagram of a ‘single-use’ CIP system with partial recovery (types of valves depending on specific local requirements).
1392 CLEANING PROCEDURES IN THE FACTORY/Modern Systems
the central system. Such a system may offer particular
advantages, e.g., when preparation stages of a process
can be cleaned while, downstream, other process
equipment and filling machines are still in use. In
such cases, a centralized CIP system will require far
more safety measures (e.g., leak protected valves) or
should make partial cleaning unacceptable. Also,
parts that require more frequent cleaning could be
cleaned by satellite systems.
Logistic Aspects Affecting the Layout of the CIP
System
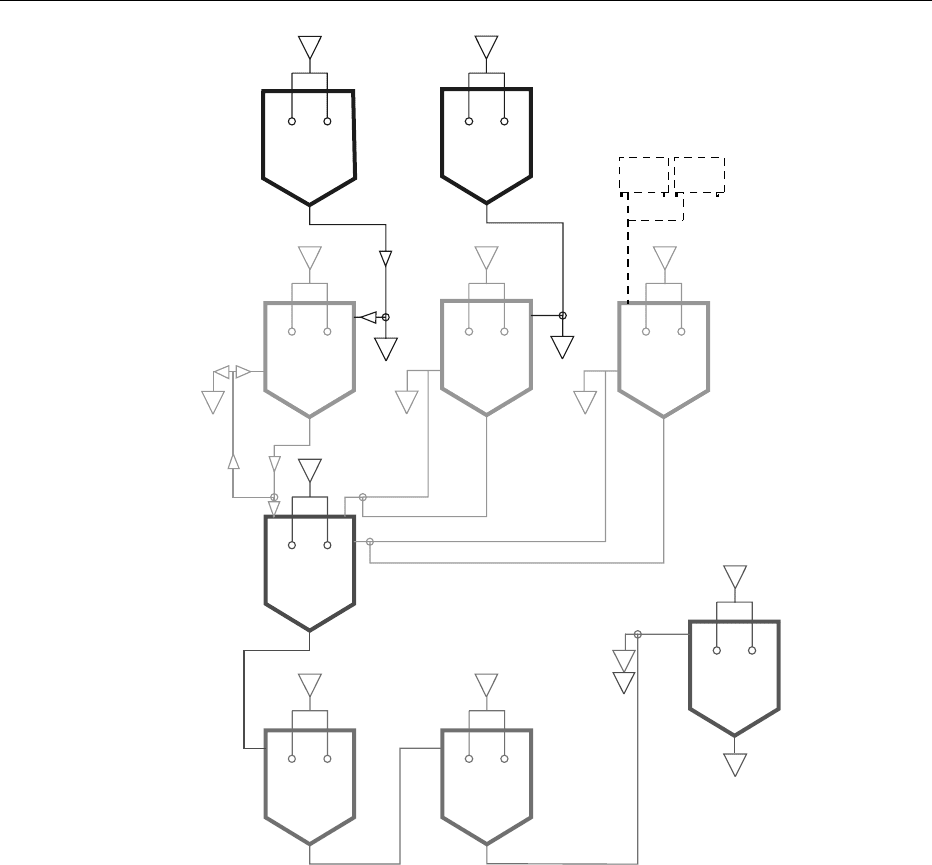
0015 Normally, a process plant will be cleaned at the end of
a (series of) production run(s). A logical sequence is to
start with complete removal of all loose product from
the process line by purging (optionally for recovery)
and prerinsing (to waste and/or to drain). This means
that the complete prerinse of the whole plant is done
before cleaning liquid is introduced. Usually, such a
rinsing procedure follows the same routing as the
process; starting from the introduction point of raw
materials, the process line is followed down stream
to the filling machine. Later on, the same sequence is
repeated with subsequent cleaning fluids. From a
control point of view, this is a good and simple
option, and moreover, only a few safety measures
are required. The only safety precaution necessary is
to physically separate the central CIP system immedi-
ately after the feed pump from the process system
during actual production. Another advantage is that
switching over from one stage to the next (e.g., pre-
rinse to detergent cleaning), has to take place only
once, so that any losses by mixing of liquids in the CIP
circuit are minimized. A typical example of such a
‘sequential’ system is presented in Figure 5.
0016A disadvantage of such a system is that, because of
this sequential procedure, the cleaning time might be
rather long. It can be regarded as a waste of time that
a prerinsed preparation vessel has to wait for the next
cleaning cycle because the finished product buffer still
has to be rinsed. Moreover, it is common practice to
start cleaning of an ingredient preparation depart-
ment directly after preparing the last batch. Fre-
quently, at that moment, processing and especially
filling of the product will still continue for a consider-
able time.
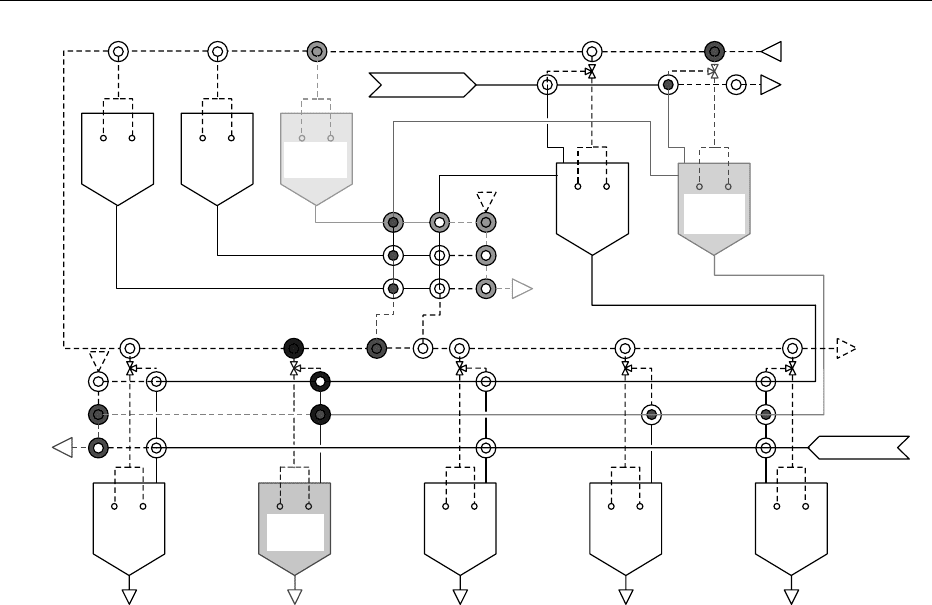
0017For these reasons, a process system might be split
up in individual smaller units. As mentioned previ-
ously such units should all be able to be physically
separated from the CIP system and from each other.
By doing this, the parts that are already out of pro-
duction can be immediately cleaned, resulting in a
considerable gain of time. An example of such a
‘unit cleaning’ system is presented in Figure 6. This
Detergent
Make-up
Disinfectant/
De-scaler
Make-up
Water
Buffer
Process
unit 3
Buffer
Process
unit 2
Buffer
Process
unit 1
Main CIP-system
fig0004 Figure 4 Flow diagram of a partially decentralized system with satellites (types of valves depending on specific local requirements).
CLEANING PROCEDURES IN THE FACTORY/Modern Systems 1393
may result in overlapping of cleaning cycles of various
parts of the plant, which are not compatible with each
other (e.g., one part requires detergent, another post-
rinse water). Again, this may give rise to undesired
waiting times. A solution is then to install more
cleaning circuits with feed and return pumps con-
nected to the same buffer tanks. Each of these circuits
is connected to a defined and separated part of the
process. This latter option is also the optimal practice
when parts of the process require a much higher
cleaning frequency than the total plant. To avoid an
extensive, complete safeguarding of the total plant,
such parts can be provided with their own dedicated
cleaning loop, connected to the same central CIP-
buffer tanks, with only one physical separation in
supply and return.
Systems for Open Plant Cleaning (OPC)
0018A wide range of systems are available for the delivery
of pressurized water and the application of detergents
in open plant cleaning. These systems vary in terms of
sophistication and investment. The selection will be
based on a number of factors, which can be broadly
classified on the basis of whether the operation being
carried out is a cleaning, disinfection, or rinsing step.
0019Hosing is one of the most usual ways of delivering
water, which is used as a cleaning agent. Pressure
systems are generally characterized as being either
low pressure–high volume or high pressure–low
volume.
0020Normally, for (warm) rinsing water, a ring main
system is available with tap points through the
5
1
2
2
Cleaning
Phase 5
Buffer
Ingred. 3
Mixing
Vessel
1
1
1
2
2
2
2
3
44
3
5
Cleaning
Phase 1
Cleaning
Phase 2
Cleaning
Phase 3
Cleaning
Phase 4
CONTAINER CONTAINER
Preparation
Ingred. 1
Preparation
Ingred. 2
Buffer
Ingred. 1
Buffer
Ingred. 2
Dosing
system
Final
process
Final
Product
buffer
4
fig0005 Figure 5 Typical example of a process line that is cleaned ‘sequentially’. All CIP inlets and outlets (triangles) are connected to the
same CIP circuit.
1394 CLEANING PROCEDURES IN THE FACTORY/Modern Systems
factory. If the gross soil removal is to be carried out by
pressure rinsing, warm water (50–55
C) at a pressure
of up to 20 bar is typically used. The temperature is
high enough to melt fats but not high enough to
denature proteins, which could result in burn on. A
pressure of 20 bar (with a flow of 20–30 l min
1
)is
sufficiently high to remove most of the gross soil
whilst minimizing risk of damage. The pressure is
low enough to prevent excessive aerosol formation
occurring, which could lead to microorganism-
containing aerosols being created, with the risk of
contaminating adjacent areas of the factory.
0021 Foam cleaning is a process that involves applying
detergent to a dirty surface as a foam. Provided that
the foam is stable and not too wet, it will cling to the
surface for a relatively long time (5–10 min), during
which time, physical/chemical attack can soften the
soil.
0022 The foam and loosened dirt are then rinsed away
from the surface. This is preferably done with a high-
pressurejet,providedthatthereisnodangerofspraying
electrical switchgear or similar water-sensitive equip-
ment.Inthis case, alow-pressuresprayor,occasionally,
a vacuum can be used to remove the foam.
0023Another cleaning method is gel cleaning. Gel
cleaning detergents are chemicals that are of low
viscosity as a 100% product. On dilution, however,
they gelate, and by this, they will increase the contact
time of the detergent on the soil (10–30 min for gels).
This prolonged contact time gives a much stronger
effect and therefore better cleaning results, or equal
results with rinsing at reduced pressure (5–20 bar).
Mobile Equipment
0024Detergent and disinfection can be carried out using
mobile equipment. Mobile foam or gel equipment
generally consists of a pressure vessel. The vessel
(50–100 l) is filled with detergent solution. The deter-
gent solution is forced by compressed air into a
mixing chamber and mixed with foam or gel. The
foam is applied to the surface via a hose and foam
lance provided with a vee-jet nozzle. The vee-jet
nozzle allows the application of an even and thin
foam layer. After the required contact time, the
CIP-
Supply
CIP-
Return
CIP-
Return
CIP-
Return
CIP-
Return
CIP-
Return
CIP-
Return
CIP-
Return
CIP-
Return
Buffer
Ingred. 1
Process
Vessel 1
Product
Buffer 5
Product
Buffer 4
Product
Buffer 3
Product
Buffer 2
Product
Buffer 1
Buffer
Ingred. 2
Buffer
Ingred. 3
Process
Vessel 1
Ingred. X
Product X
fig0006 Figure 6 Example of a ‘unit cleaning’ system. The various degrees of shading indicate some of the units that can be cleaned in
isolation of the rest of the plant, where production may continue during the cleaning operation. The circles indicate the places where
block-and-bleed systems are required. The individual units may be connected to different CIP circuits.
CLEANING PROCEDURES IN THE FACTORY/Modern Systems 1395