Buschow K.H.J. (Ed.) Concise Encyclopedia of Magnetic and Superconducting Materials
Подождите немного. Документ загружается.


produced in net shape or near-net shape. Even fairly
complicated shapes may be involved, as in injection
molding. Another advantage is their superior mechan-
ical properties. Bonded magnets are mainly manufac-
tured from ferrite powder or coercive NdFeB-based
powders. Bonded magnets based on NdFeB, owing to
their superior intrinsic magnetic properties, offer sub-
stantial advantages in terms of size, weight, and per-
formance over bonded ferrite magnets and even over
sintered ferrite magnets.
2. The Permanent Magnet Materials
The most common types of magnets used at present
are hard ferrite magnets, rare earth-based magnets
such as SmCo or NdFeB, and alnico-type magnets.
Of these the alnico magnets have only a modest co-
ercivity which leads to nonlinear demagnetization
characteristics. For this reason their applicability is
very limited compared with the other two types. The
hard ferrites have higher coercivities than the alnico
magnets and their demagnetizing characteristics are
linear. However, the remanence and the concomitant
maximum energy product are already low and are
further decreased by bonding. Because of their low
cost, ferrite magnets are still widely applied, al-
though most of the corresponding magnetic devices
are rather bulky and often give far from optimal
performance. Ferrite permanent magnets currently
dominate automotive and many other applications
due to their low cost and proven long-term stability
(see Alnicos and Hexaferrites).
The rare earth based magnets have high values of
coercivity which gives them linear demagnetization
characteristics (see Rare Earth Magnets: Materials).
They have high remanences and typical values of the
energy products reached in sintered magnets are 150
kJ m
3
for SmCo
5
, and 300 kJ m
3
for Nd
2
Fe
14
B.
The first types of magnets are frequently used in high-
temperature applications, which possibility is lost in
bonded magnets (see Magnets: High-temperature).
SmCo
5
type magnets are expensive owing to the high
price of both samarium and cobalt. The situation is
more favorable for NdFeB magnets because neo-
dymium is cheaper than samarium and iron is much
cheaper than cobalt, the powder metallurgical
processing arts being comparable with those of
SmCo
5
. Hence the performance/price ratio for
Nd
2
Fe
14
B is better than for SmCo
5
. For this reason
the market for sintered Nd
2
Fe
14
B magnets has flour-
ished and is still growing (see Magnets: Sintered).
Although bonded magnets can be manufactured
from all of the materials mentioned above, only
bonded ferrite magnets and bonded Nd
2
Fe
14
B mag-
nets have penetrated into the market to an appreci-
able extent. The ferrites can be easily obtained in
powder form (see Alnicos and Hexaferrites). A some-
what special processing of the ferrite powders leads to
hexagonal platelets that can be easily aligned me-
chanically during the formation process of flexible
bonded magnets. The situation is more difficult in the
case of Nd
2
Fe
14
B, because a simple powder metal-
lurgical route from cast or annealed Nd
2
Fe
14
B ingots
does not generally lead to powders of sufficiently high
coercivity for use in bonded magnets. Coercive
NdFeB powders can be obtained though by melt
spinning. In this technique a fine stream of molten
alloy is sprayed onto the outer surface of a rapidly
spinning wheel, leading to thin rapidly quenched rib-
bons or flakes. During the melt spinning the material
is protected from oxidation by performing this proc-
ess in a protective atmosphere or in vacuum. The
quenching rate is of the order of 10
5
Ks
1
and can be
varied by changing the rotational speed of the spin-
ning wheel. Different quenching rates lead to differ-
ent microstructures which in turn determine the
magnetic properties of the melt spun material. Opti-
mum melt spinning conditions lead to a nanocrystal-
line alloy consisting of fine grains (typically 30 nm) of
the compound Nd
2
Fe
14
B, surrounded by a thin layer
of a neodymium-rich eutectic phase. In practice,
more reliable and reproducible results can be ob-
tained by using a slightly higher quenching rate and
subsequently annealing the melt spun material under
carefully controlled conditions. The melt spun mate-
rial is fairly brittle and can be ground to a fine pow-
der suitable for manufacturing bonded magnets.
Because the Nd
2
Fe
14
B grains have a random orien-
tation, these bonded magnets are isotropic. Powder
particles of spherical shape flow better in the injection
molding process, which allows a higher loading fac-
tor. Such powder can be prepared by an inert gas
atomization process with typical values for the mean
particle diameter of 45 mm. An additional advantage
of the atomization process is the high production rate
and low processing costs of the powders (Ma et al.
2002).
A different route leading to coercive NdFeB pow-
ders consists of the so-called HDDR process (see
Magnets: HDDR Processed). This process involves
essentially four steps: hydrogenation of Nd
2
Fe
14
Bat
low temperatures, decomposition of Nd
2
Fe
14
BH
x
in-
to NdH
2.7
þFe þFe
2
B, desorption of H
2
gas from
NdH
2.7
, and recombination of Nd þFe þFe
2
B into
Nd
2
Fe
14
B. This process profits from the fact that the
formation of Nd
2
Fe
14
B grains in the last step is a
solid-state reaction and hence proceeds at a rate con-
siderably lower than during solidification from the
melt during a normal casting process. The average
Nd
2
Fe
14
B grain size remains in the nanometer range
and gives rise to sufficiently large coercivities.
A further advantage is the fact that the HDDR
process can successfully be used to obtain anisotropic
particles. Takeshita and Nakayama (1992) discovered
that additives of zirconium, hafnium, and gallium, in
particular, are very effective in producing anisotropic
HDDR powder. The amount of additive required is
860
Magnets: Bon ded Permanent Magnets

surprisingly small (for instance, Nd
12.5
Fe
69.9
Co
11.5
B
6
Zr
0.1
). Microscopic investigations described by
Harris (1992) revealed that large facetted HDDR
grains had formed within the original as-cast grain of
the alloy. These facetted grains have a common ori-
entation, which is probably the same as that of the
original grain. The anisotropic nature of HDDR
powders of alloys like Nd
12.5
Fe
75.9
Co
11.5
B
8
Zr
0.1
can
thus be visualized by assuming that the HDDR
grains have nucleated and grown within an original
as-cast grain region from submicron grains, the latter
having a common orientation (Harris 1992).
Evidently the effect of the additive is to bring about
nucleation centers for nucleation and growth of the
HDDR grains, the latter grains having kept the ori-
entation of the original cast grain.
Tomida et al. (1996) have used x-ray diffraction to
establish a correlation between the anisotropic nature
of the ultimate HDDR powder and the amount of
Nd
2
Fe
14
B phase remaining unreacted in the hydro-
genation process. TEM studies made by Tomida
et al. on powder hydrogenated under optimum ener-
gy product conditions showed that after hydrogena-
tion the powder consists mainly of coarse-grained
a-Fe and Fe
2
B, with nanocrystalline particles embed-
ded in between. These particles were identified by
electron diffraction as NdH
2
particles. However,
many of the particles were identified as Nd
2
Fe
14
B
particles having a crystallographical orientation al-
most the same as that of the original cast Nd
2
Fe
14
B
grains. Energy-dispersive spectra furthermore
showed that these particles are of higher cobalt and
gallium concentration than corresponding to the av-
erage concentration of the starting alloy. These re-
sults have led Tomida et al. to propose that this type
of nanocrystalline Nd
2
Fe
14
B particles serve as initi-
ation centers in the recombination process and are
the origin of the orientational memory effect in
HDDR powders.
A different category of materials that appears to be
promising is nanocrystalline rare earth-based com-
posite magnets. Under special circumstances, two-
phase composite materials can demonstrate a most
interesting coercivity behavior. Such a behavior has
been described by Kneller and Hawig (1991), who
investigated the combined effect of two finely dis-
persed and mutually exchange-coupled magnetic
phases. One of these phases has a large uniaxial an-
isotropy constant and is able to generate a high
coercivity. By contrast, the second phase is magnet-
ically soft. It has a larger magnetic ordering temper-
ature and concomitantly a larger average exchange
energy than the hard phase. It is the comparatively
high saturation magnetization of the soft phase that,
when the latter is exchange coupled to the hard phase,
provides a high remanence to the composite magnet.
The possibility to prepare magnets showing reman-
ence enhancement has triggered extensive research in
this area (see Magnets: Remanence-enhanced ).
In most of the systems for which remanence en-
hancement has been reported, the magnetically soft
phase is a-Fe or an iron-rich or cobalt-rich alloy.
Examples of magnetically hard phases are Nd
2
Fe
14
B,
Sm
2
Fe
17
N
3
,Sm
2
Co
17
, and Nd(Fe,Mo)
12
N
x
. The
microstructures of all these composite magnets have
in common that they consist of a very fine distribu-
tion of the magnetic particles, falling into the nano-
meter range. In order to reach this fine distribution
various techniques are employed, including melt
spinning and mechanical alloying (see Magnets: Me-
chanically Alloyed). This group of materials is re-
ferred to as lean rare earth permanent magnets. Their
advantages compared with the standard alloys are
their excellent corrosion resistance and the fact that
they reach saturation in a comparatively low applied
field. A disadvantage is their relatively low coercivity.
The possibility of using these materials in resin-bond-
ed magnets has been described by Croat (1997).
Another interesting group of materials are inter-
stitially modified R
2
Fe
17
compounds. Although the
low Curie temperatures and comparatively low mag-
netocrystalline anisotropies make the R
2
Fe
17
com-
pounds less attractive for applications as permanent
magnet materials, considerable improvements with
respect to Curie temperature anisotropy and co-
ercivity have been reached by forming interstitial
solid solutions obtained by combining these materials
with carbon or nitrogen. The composition of
the corresponding ternary nitrides and carbides
R
2
Fe
17
C
x
and R
2
Fe
17
N
x
is generally believed to be
restricted to the range 0pxp3. More details about
the formation ranges and location of the interstitial
atoms the lattice are described in the review of Fujii
and Sun (1995).
Resin-bonded magnets from nitrogenated Sm
2
Fe
17
powders have been prepared with BH
max
¼
136 kJm
3
, B
r
¼ 9:0T, and m
oB
H
c
¼ 6:5T. In order
to explore the favorably low temperature coefficient
of the coercivity in magnet bodies suitable for high-
temperature applications Rodewald et al. (1993) and
Kuhrt et al. (1993) have investigated tin- and zinc-
bonded magnets. In these cases, however, the ob-
tained remanences were fairly low (B
r
o0.7 T).
3. Applications of Bonded Magnets
Bonded ferrite magnets are commercially available in
isotropopic and anisotropic grades (see Table 1). The
calendered material is commonly called sheet. Sheet
magnets are mainly used by screenprinters for adver-
tising specialties, novelties, and picture frames. Sign
manufacturers use it for vehicle signs, but there are
also medical applications such as needle counters.
Extruded profile flexible magnets are called strip.
They are used for a variety of gasket applications such
as for refrigerator doors, shower doors, and remov-
able storm windows. Other applications are in small
861
Magnets: Bonded Permanent Magnets
motors and stereo speakers. Injection-molded ferrite
magnets are mainly used in automotive applications,
office automation, and in small motors. A great ad-
vantage of the ferrite magnets is that they are inex-
pensive and the raw materials are readily available.
Bonded SmCo-type magnets are used in applica-
tions where the temperature coefficients of remanence
and coercivity have to be low and where a high cor-
rosion resistance is required. Compared to bonded
ferrite and NdFeB magnets their market share is low
because of the high price of the raw materials.
The majority of bonded NdFeB magnets are used
in personal computers but they are also used in a
fairly wide range of automotive, consumer, and office
products including VCRs, camcorders, and printers,
and in smaller appliances such as watches, clocks,
timer switches, and cameras. Most of the bonded
NdFeB magnets go into various types of electric mo-
tors. The most prominent types of electric motors are
spindle motors and stepper motors. Stepper motors
have fairly small sizes and are characterized by their
ability for precise incremental position or speed
adjustment with electric pulses from digital control-
lers. In modern stepper motors, the stators consist of
the coils system and the rotors are made of rare earth
permanent magnets. The advantage of using rare
earth permanent magnets is their high coercivity,
which makes it possible to axially magnetize the rotor
through the thickness with a large number of poles on
the circumference. This allows fairly low step angles.
The number of spindle motors produced is lower than
the number of stepper motors. Spindle motors are
much larger than stepper motors. This is the reason
why they still consume a relatively large percentage of
bonded NdFeB magnets. The largest application of
electric motors is in computer peripherals, where they
serve, for instance, as hard disk drive spindle motors,
CD-ROM pick-up motors, CD-ROM spindle mo-
tors, floppy disk drive spindle motors, and floppy
disk head actuators.
For a more detailed discussion of bonded mag-
net manufacturing, their performance, and their
applications the reader is referred to the review ar-
ticles of Croat (1997), Ormerod and Constantinides
(1997), and Ma et al. (2002).
See also: Magnetic Materials: Domestic Applica-
tions; Textured Magnets: Deformation-induced
Bibliography
Buschow K H J 1997 Magnetism and processing of permanent
magnet materials. In: Buschow K H J (ed.) Magnetic
Materials. Elsevier Science, Amsterdam, Vol. 10. Chap. 4
Croat J J 1997 Current status and future outlook for bonded
neodymium permanent magnets. J. Appl. Phys. 81, 4804–9
Fujii H, Sun H 1995 Interstitially modified intermetallics of rare
earth and 3d elements. In: Buschow K H J (ed.) Handbook of
Magnetic Materials. Elsevier Science, Amsterdam, Vol. 9.
Chap. 3
Harris I R 1992 The use of hydrogen in the production of
Nd-Fe-B-type magnets and in the assessment of Nd-Fe-B-
type alloys and permanent magnets—an update. Proc. 12th
Int. Workshop Rare Earth Magnets and their Applications,
Canberra, 1992, pp. 347–71
Kneller E F, Hawig R 1991 The exchange spring magnet: a new
material principle for permanent magnets. IEEE Trans.
Magn. 27, 3588–600
Kobayashi K, Iriyama T, Imaoka N, Suzuki T, Kato H,
Nakagawa Y 1992 Permanent magnet material of Sm
2
Fe
17
N
x
compounds obtained by reaction in NH
3
-H
2
mixture gas at-
mosphere. Proc. 12th Int. Workshop Rare Earth Magnets and
their Applications, Canberra, 1992, 32–43
Kuhrt C, Schnitzke K, Schultz L 1993 Development of
coercivity in Sm
2
Fe
17
(N,C)
x
magnets by mechanical alloy-
ing, solid–gas reaction, and pressure-assisted zinc bonding. J.
Appl. Phys. 73, 6026–8
Ma B M, Herchenroeder J W, Smith B, Suda M, Brown D N,
Chen Z 2002 Recent developments in bonded NdFeB mag-
nets. J. Magn. Magn. Mater. 239, 418–23
Ormerod J, Constantinides S 1997 Bonded permanent magnets:
current status and future opportunities. J. Appl. Phys. 81,
4817–20
Rodewald W, Wal B, Katter M, Veliscescu M, Schrey P 1993
Microstructure and magnetic properties of Zn- or Sn-bonded
Sm
2
Fe
17
N
x
magnets. J. Appl. Phys. 73, 5899–901
Table 1
Maximum energy products (kJ m
3
) of commercially available bonded magnets (from Ormerod and Constantinides
1997).
Magnet powder Manufacturing route Magnetic isotropic Magnetic anisotropic
Ferrite Calendered 4.0–5.0 11.2–12.8
Extruded 3.2–4.8 9.6–12.0
Injection molded 4.0–6.4 12.0–13.6
SmCo Injection molded 68–76
Compression 104–136
NdFeB Calendered 39–41
Injection molded 40–42 76–88
Compression 64–88 112–128
862
Magnets: Bon ded Permanent Magnets
Takeshita T, Nakayama R 1992 Magnetic properties and
microstructures of the Nd-Fe-B magnet powders produced
by HDDR process. Proc. 12th Int. Workshop Rare Earth
Magnets and their Applications, Canberra, 1992, pp. 670–81
Tomida T, Choi P, Maehara Y, Uehara M, Tomizawa H,
Hirosawa H 1996 Origin of magnetic anisotropy formation
in the HDDR-process of Nd
2
Fe
14
B based alloys. J. Alloys
Compds. 242, 129–35
K. H. J. Buschow
University of Amsterdam, Amsterdam
The Netherlands
Magnets: HDDR Processed
The HDDR (hydrogenation–disproportionation–des-
orption–recombination) process is a method for pro-
ducing magnetically highly coercive rare-earth (RE)
transition-metal (TM) materials by applying a re-
versible chemical reaction with hydrogen gas (Takes-
hita and Nakayama 1989, McGuiness et al. 1990). In
magnets made from rapidly quenched or mechani-
cally alloyed magnets, the high coercivity is achieved
by reducing the average grain size of the anisotropic
ferromagnetic phase (see Magnets: Mechanically
Alloyed). The average grain size for the HDDR ma-
terial is around 0.3 mm which is approximately an
order of magnitude greater than those of rapidly
quenched or mechanically alloyed material. The cru-
cial difference, however, between the HDDR and
melt-spun or mechanically alloyed materials is that in
the former case it is possible to produce anisotropic
powders without applying mechanical deformation.
This article starts with a general description of the
HDDR process including the thermodynamic and
kinetic aspects. Emphasis will be given in the discus-
sion of possible origins for the anisotropic character
of HDDR-treated Nd–Fe–B-based powders, and to
technical and economical aspects of preparing mag-
nets from HDDR powders. Finally, an outlook on
further prospects of HDDR magnets will be given.
1. General Description of the HDDR Process
Hydrogen is already used very successfully for the
hydrogen decrepitation process, which is most effec-
tive in terms of producing powders, e.g., for sintered
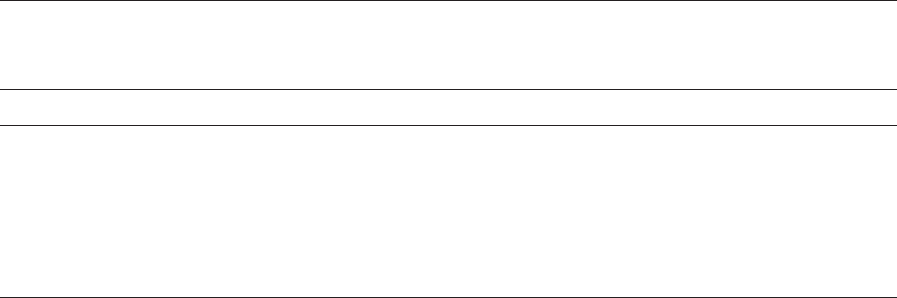
Figure 1
Schematic representation of the HDDR process. Microstructural changes are illustrated by SEM and TEM images of
Nd–Fe–B material (I: starting powder after hydrogen decrepitation; II: disproportionated material (TEM); IV:
particle fracture surface after HDDR).
863
Magnets: HDDR Processed
magnets (see Magnets: Sintered). Another potential
application of hydrogen is in the HDDR process. A
general schematic representation of this process is
given in Fig. 1. In the first step, an AB
n
compound
(where A is a hydride former, e.g., a RE element) is
heated in hydrogen. In many cases, an interstitial
hydrogen absorption takes place at lower tempera-
tures, which results in the hydrogen decrepitation
of the ingot material and this is predominantly an
intergranular fracture process. This decrepitation can
be avoided by heating under vacuum and introducing
the hydrogen at a temperature where the dispropor-
tionation takes place spontaneously. This ‘‘solid’’-
HDDR process is a useful tool for investigations
which demand compact samples such as for TEM
observations and electric resistivity measurements
(Gutfleisch et al. 1994). The simplest representation
of the exothermic disproportionation reaction is
given by:
AB
n
þð17
1
2
xÞH
2
-AH
27x
þ nB þ DH ð1Þ
where DH is the enthalpy, þDH being an exothermic
reaction and DH an endothermic reaction.
The value of x depends on the precise processing
conditions. The second step of the HDDR process is
the recombination reaction under vacuum or low
hydrogen pressure. The hydrogen is desorbed during
stage III and the remaining A-rich regions act as
nuclei for the recombination of the original AB
n
phase:
AH
27x
þ nB-AB
n
þð17
1
2
xÞH
2
DH ð2Þ
By carefully controlling the process parameters of
the recombination reaction, grain sizes of a few hun-
dred nanometers can be obtained. This is of the same
order of magnitude as the single domain particle size
of magnetically highly anisotropic RE–TM com-
pounds such as Nd
2
Fe
14
B and SmCo
5
.
2. Thermodynamics and Kinetics
In principle, the HDDR process is applicable to a
large number of AB
n
-type compounds, e.g., with a
RE element as a very strong hydride former A, and a
TM and/or another element as nonhydride former B.
This is especially true for those compounds with a
high RE content and with a relatively low thermo-
dynamic stability.
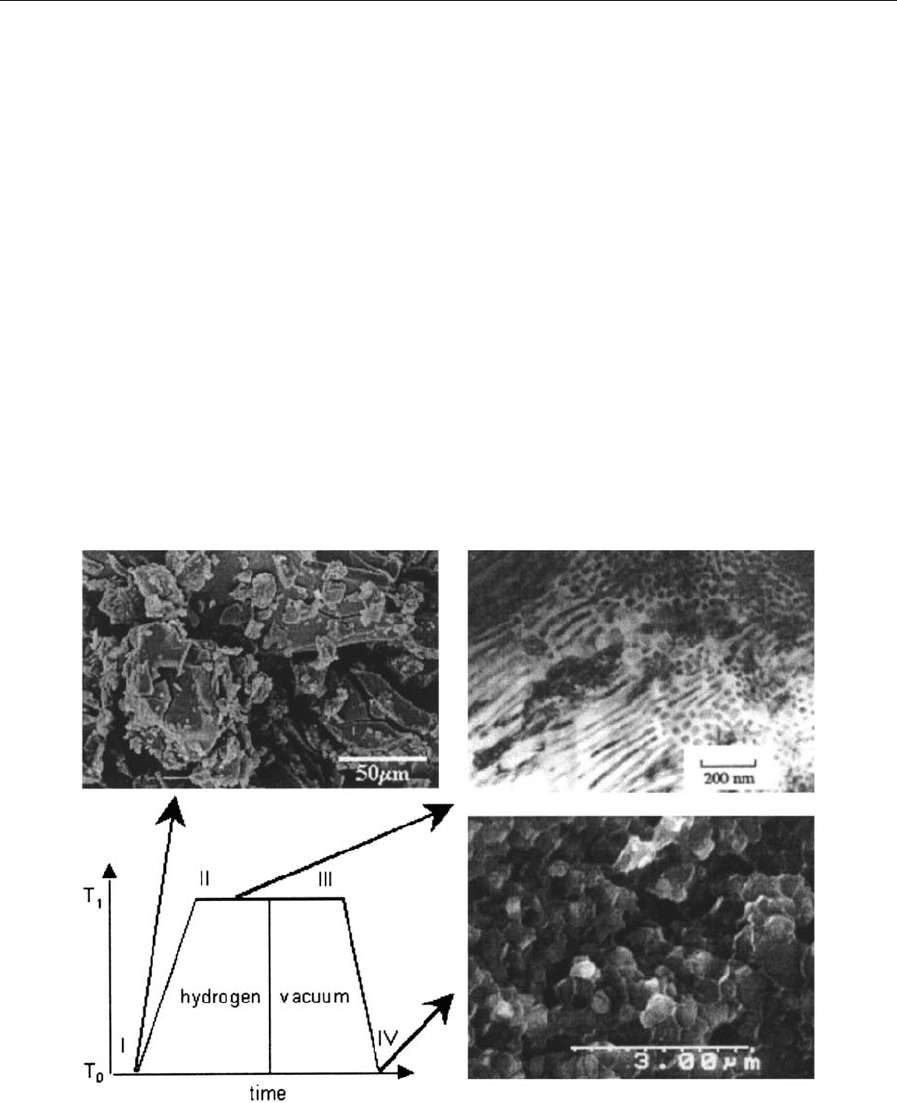
Figure 2 shows a phase diagram of the hydrogen–
AB
n
system. It can be seen that, at a sufficient
hydrogen pressure p (H
2
), the AB
n
phase is in a me-
tastable state at room temperature (T ¼T
0
). The dis-
proportionated state is the thermodynamically stable
state, but the reaction does not take place because of
insufficient diffusion of the large A and B atoms.
Only when the temperature is raised will the kinetic
barrier (dashed line in Fig. 1) be passed and dispro-
portionation into AH
27x
and B take place. The ki-
netic barrier can be lowered by increasing
the surface-to-volume ratio of the AB
n
material
(smaller particles/grains) or by mechanical activation
(e.g., reactive milling in hydrogen). A more stable
AB
n
compound will lead to a narrowed processing
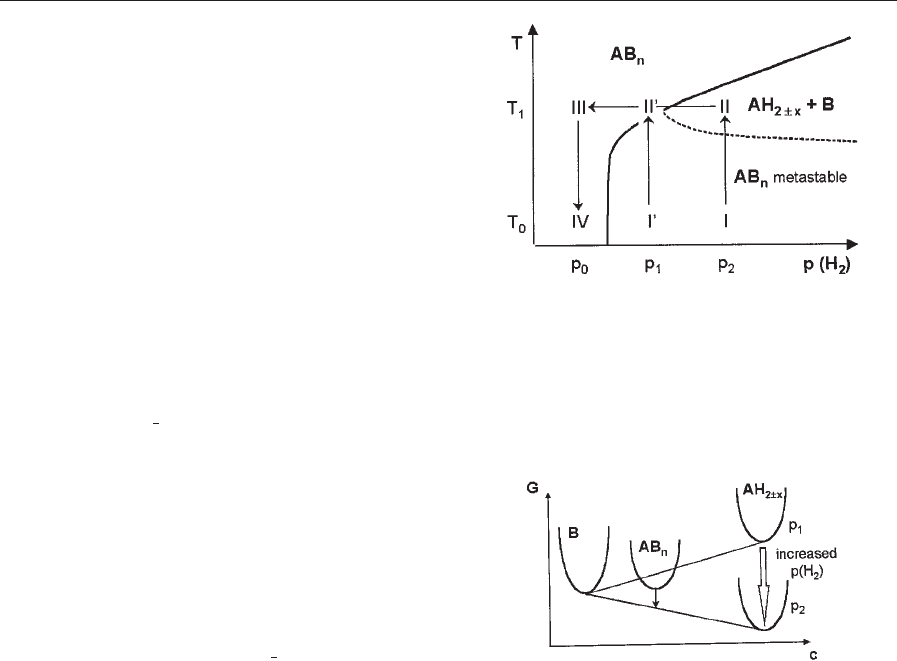
window. A higher hydrogen pressure leads to an
increased stability of the AH
27x
hydride and hence
the disproportionation of more stable compounds
becomes possible (see Fig. 3). The recombination re-
action will be initiated by lowering p(H
2
) which
makes the AB
n
phase the preferred thermodynamic
choice.
For the RE–TM phases with attractive intrinsic
magnetic properties, the phases Nd
2
Fe
14
B and
Sm
2
Fe
17
N
x
have a relatively low thermal stability
and the HDDR process can be applied easily. The
Figure 3
Schematic free enthalpy diagram for the hydrogen–AB
n
system at T ¼T
1
according to Fig. 2. A
disproportionation of the AB
n
compound into AH
27x
and B is only possible for an increased hydrogen
pressure p
2
4p
1
.
Figure 2
Phase diagram of the hydrogen–AB
n
system. The
disproportionation reaction is given by I-II, the
recombination by II-III. No disproportionation will
take place for an insufficient hydrogen pressure p
1
(I
0
-II
0
).
864
Magnets: HDDR Processed

most important example is the HDDR process of
Nd
2
Fe
14
B:
Nd
2
Fe
14
B þð27xÞH
2
-2NdH
27x
þ 12a-Fe þ Fe
2
B þ DH ð1Þ
0
2NdH
27x
þ 12a-Fe þ Fe
2
B -Nd
2
Fe
14
B
þð27xÞH
2
DH ð2Þ
0
Typical conditions for the disproportionation reac-
tion (Eqn. (1)
0
) are TE800 1C and pE100 kPa. The
recombination is normally carried out at comparable
temperatures under continuous pumping.
The HDDR process is also applicable to the rel-
atively low stability RE(Fe, X)
12
and RE
3
(Fe, X)
29
materials (e.g., RE ¼Nd, Sm; X ¼Ti, V). However,
in these cases the formation of other phases during
recombination is a serious problem. It has been
shown that the HDDR process can also be applied to
more stable compounds such as SmCo
5
and Sm
2
Co
17
when high hydrogen pressure or reactive milling is
applied (Kubis et al. 1998).
3. Anisotropic Character of HDDR-treated
Nd–Fe–B-based Powders
An apparently unique feature of Nd
2
Fe
14
B is the
preservation of the anisotropic character of the pow-
der after the HDDR process. A ‘‘memory-cell’’ model
suggests nanoscale 2:14:1 phase regions rich in addi-
tives such as Co, Ga, or Zr which stabilize the phase.
Therefore these regions remain unaffected during the
disproportionation reaction and can act as nucleation
sites for the recombination reaction. This model is
supported by thermodynamic arguments as well as by
extensive microstructural investigations. However,
there is some evidence that this model is not suffi-
cient: (i) it has, so far, not been possible to maintain
the anisotropic character of Sm
2
Fe
17
-type powders
after the HDDR process by using additions that sta-
bilize the 2:17 phase in the same manner as the 2:14:1
phase; and (ii) it is possible to obtain anisotropic
HDDR powders from ternary Nd–Fe–B materials
without the presence of stabilizing additions by ap-
plying ‘‘solid’’ disproportionation and recombination
in a low hydrogen pressure (‘‘slow’’ recombination).
As neodymium hydride and a-iron have a cubic
crystal structure and do not exhibit preferred cry-
stallographic axes, only the grains of the noncubic
iron boride phase remain as possible ‘‘memory cells.’’
The absence of the boride phase in the dispropor-
tionated state of Sm
2
Fe
17
supports this assumption.
A ‘‘one-to-one’’ crystallographic relation between a
metastable tetragonal Fe
3
B phase and the original
2:14:1 matrix phase has been found in an alloy con-
taining cobalt, gallium, and zirconium (Tomida et al.
1999). This Fe
3
B phase can also be found in solid-
disproportionated ternary Nd–Fe–B materials. The
elemental additions appear to stabilize the Fe
3
B
phase and also to depress excessive grain growth
during recombination. Anisotropic powders are
harder to obtain from ternary materials probably
because the Fe
3
B phase is only an intermediate phase
in the disproportionation reaction and the subse-
quent Fe
3
B-Fe
2
B þFe reaction is not slowed down
by the presence of alloying additions. The ‘‘slow’’
recombination at low hydrogen pressures, e.g.,
10 kPa at 900 1C, enables a better control of grain
growth, which is essential for obtaining a high co-
ercivity in ternary Nd–Fe–B materials together with a
high degree of texture.
4. Technical and Economical Aspects
The HDDR process is an environmentally friendly
and simple method of powder preparation. The com-
bination of hydrogen decrepitation and the HDDR
process makes it possible to produce highly coercive
Nd–Fe–B-type powders from the ingot starting ma-
terial in ‘‘one run.’’ Additionally, the amount of free
a-Fe in cast Nd–Fe–B materials, which has a signif-
icant detrimental effect on the magnetic properties, is
reduced by the HDDR treatment.
The most sensitive part of the HDDR process is the
recombination stage. A scaling up to larger batch sizes
leads to the formation of an inhomogeneous micro-
structure after both processing steps, because of large
temperature gradients caused by the strongly exo-
thermic/endothermic character of the disproportion-
ation/recombination reactions. The inhomogeneous
microstructure of disproportionated material does
not appear to have a great effect on the magnetic
properties of isotropic HDDR powders and hence
batch sizes of 15 kg are applicable. On the other hand,
the batch size for the recombination step has to be
limited to about 2 kg in order to avoid large variations
in grain size which lead to poor magnetic properties.
The application of the slow recombination method
could make a significant contribution to solving this
technological problem.
The possibility of producing highly coercive pow-
ders consisting of nanoscaled grains with a preferred
crystallographic orientation is a special feature of the
HDDR process that makes it extremely interesting
for the cost-effective production of anisotropic hard
magnetic powders. However, the degree of texture of
HDDR materials is limited as there is always a cer-
tain loss of anisotropy after the HDDR treatment of
an anisotropic powder. The best properties of HDDR
magnets are remanences of about 1.2 T combined
with coercivities of m
0J
H
C
41 T, leading to (BH)
max
values of about 250 kJm
3
.
There is a large variety of processing routes for
isotropic and anisotropic HDDR magnets (for more
865
Magnets: HDDR Processed

details see Gutfleisch and Harris 1998). For example,
anisotropic Nd–Fe–B magnets can also be produced
by hot pressing and hot deformation of isotropic
nanoscaled materials (see Textured Magnets: Defor-
mation-induced). It is somewhat harder by this
processing route to obtain high coercivities and re-
manences from HDDR materials compared with the
properties obtained from melt-spun and mechanically
alloyed materials and this can be attributed to the
larger average grain size of the HDDR materials.
However, the addition of grain growth inhibiting
elements such as zirconium and the integral optimi-
zation of HDDR, hot pressing, and deformation still
give room for improvements.
5. Future Prospects of the HDDR Process
Applications at moderate temperatures (B120 1C)
depend, amongst other things, on low irreversible
magnetic losses at these temperatures. There is a
question mark over the long-term magnetic stability
of HDDR magnets at these temperatures which is
much inferior compared with those of melt-spun and
sintered magnets. Work is underway to try and im-
prove the performance of the HDDR material.
Of all the known magnetically highly anisotropic
RE–TM compounds, only the RE
2
Fe
14
B-based ma-
terials have been found to exhibit anisotropic features
after the HDDR process. Magnets with RE ¼Pr ex-
hibit promising properties with more relaxed process-
ing conditions compared with those characteristic of
Nd
2
Fe
14
B. HDDR magnets based on Pr
2
Fe
14
Bor
(Nd
1x
Pr
x
)
2
Fe
14
B could be possible alternatives to
neodymium-based anisotropic HDDR magnets.
The application of high hydrogen pressures opens
the way to preparing a wider range of hard magnets
by the HDDR process from highly stable materials
such as Sm–Co based compounds. These studies
might also help to find new insights into the mech-
anisms of the HDDR process.
Another way of extending the applications of the
HDDR process is the combination with other prep-
aration methods such as ball milling. Reactive milling
in hydrogen can lead, after recombination at low
temperature, to powders with grain sizes of only a
few tens of nanameters. Such materials can exhibit
remanence enhancement due to the effect of magnetic
exchange coupling (see Magnets: Mechanically
Alloyed and Textured Magnets: Deformation-
induced).
See also: Magnetic Materials: Hard; Magnets:
Bonded Permanent Magnets
Bibliography
Gutfleisch O, Harris I R 1998 Hydrogen assisted processing of
rare earth permanent magnets. In: Schultz L, Mu
¨
ller K H
(eds.) Proc. 15th Int. Workshop on Rare-earth Magnets and
their Applications. Dresden, Germany, pp. 487–506
Gutfleisch O, Martinez N, Verdier M, Harris I R 1994 Phase
transformations during the disproportionation stage in the
solid HDDR process in a Nd
16
Fe
76
B
8
alloy. J. Alloys
Compds. 215, 227–33
Kubis M, Handstein A, Gutfleisch O, Gebel B, Mu
¨
ller K H,
Schultz L 1998 HDDR in Sm–Co—a new method for mag-
netic hardening of Sm–Co permanent magnets. In: Schultz L,
Mu
¨
ller K H (eds.) Proc. 15th Int. Workshop on Rare-earth
Magnets and their Applications. Dresden, Germany, pp.
527–36
McGuiness P J, Zhang X J, Yin X J, Harris I R 1990 Hydro-
genation, disproportionation and desorption (HDD): an ef-
fective processing route for Nd–Fe–B-type magnets. J. Less
Common Met. 162, 359–65
Takeshita T, Nakayama R 1989 Magnetic properties and
microstructure of the NdFeB magnet powder produced by
hydrogen treatment. In: Shinjo M (ed.) Proc. 10th Int. Work-
shop on Rare-earth Magnets and their Applications. Kyoto,
Japan, pp. 551–7
Tomida T, Sano N, Hanafusa K, Tomizawa H, Hirosawa S
1999 Intermediate hydrogenation phase in the hydrogena-
tion–disproportionation–desorption–recombination process
of Nd
2
Fe
14
B-based anisotropic powders. Acta Mater. 47,
875–85
I. R. Harris and M. Kubis
University of Birmingham, UK
Magnets: High-temperature
High-temperature permanent magnets with an oper-
ating temperature of over 450 1C are required for fu-
ture advanced power systems. Precipitation-hardened
2:17 Sm(Co
bal
Fe
w
Cu
y
Zr
x
)
z
magnets have large an-
isotropy fields and a high Curie temperature which
make them optimal candidates for such high-temper-
ature applications (Ray 1984). The Sm(Co
bal
Fe
w
Cu
y
Zr
x
)
z
magnets are characterized by a complex
microstructure consisting of a cellular structure
superimposed on a lamellar structure, which is
formed after a lengthy aging at 800–850 1C followed
by a slow cooling to 400 1C (Hadjipanayis 1996). The
cellular/lamellar microstructure is formed during
the aging period. Upon slow cooling copper diffu-
sion takes place to the cell boundaries leading to
the right microchemistry for optimum domain wall
pinning.
The magnets represent a complicated system with
four compositional (x, y, w, z) and five heat treating
variables. Comprehensive and systematic studies
were undertaken on bulk and nanocrystalline rare-
earth cobalt-based magnets to understand their
behavior and improve their high-temperature per-
formance. These studies led to the development of
new high-temperature magnets and to the discovery
of some new effects in these magnets (Liu et al. 1999,
866
Magnets: High-temperature
Tang et al. 2000). Also the studies helped to under-
stand further the effects of composition and process-
ing on the magnetic hardening behavior of the
magnets, particularly on the coercivity and its tem-
perature dependence. In the following the recent
studies on Sm–Co-based high-temperature magnets
in both the cast and nanograined powder form are
summarized.
1. Bulk Sm(CoFeCuZr)
z
Magnets
1.1 Effect of Composition and Processing
In principle, high-temperature magnets must have a
high Curie temperature, a high anisotropy field H
A
with a small temperature dependence, and high mag-
netization. In addition the magnets must have the
right microstructure for optimum magnetic harden-
ing. Comprehensive studies by Hadjipanayis and co-
workers (Liu et al. 1999, Tang et al. 2000) on the
microstructure and the magnetic properties of the
precipitation-hardened 2:17 Sm(Co
bal
Fe
w
Cu
y
Zr
x
)
z
high-temperature magnets showed that the magnets
must not only have a small (70–100 nm) and uniform
cellular structure (2:17 cells surrounded by 1:5 cell
boundaries) but also the right microchemistry, with a
large gradient of copper at the cell boundaries. This is
made possible by the presence of a thin lamellar
phase (zirconium-rich Z phase), which facilitates the
diffusion of copper to the 1:5 cell boundary phase
during the slow cooling.
The large difference in copper content across the
cell boundaries leads to a steep gradient in domain
wall energy, which causes domain wall pinning, and
gives rise to high coercivity. The microstructure and
microchemistry strongly depend on the composition
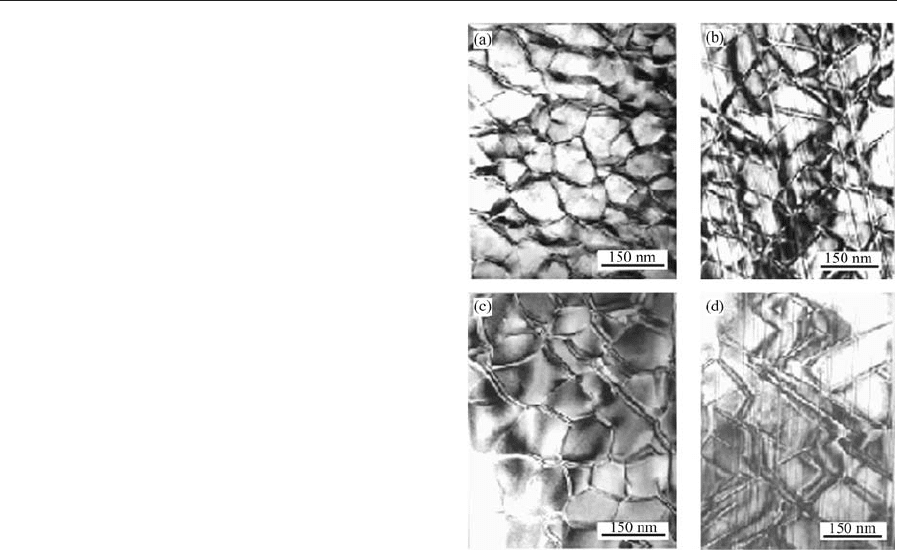
and processing of the magnets. Lower-ratio z mag-
nets have a smaller cell size (Fig. 1) because of the
small percentage of 2:17 phase. A smaller cell size
results in a lower coercivity at room temperature with
improved temperature dependence (Hadjipanayis
1999). Since copper is concentrated at the 1:5 cell
boundaries, an increase in copper content y results in
the formation of a greater amount of 1:5 cell bound-
ary phase (and therefore smaller cells) with higher
copper content and thus higher room-temperature
coercivity. An increase in iron content w results in an
increase of the cell size because iron mainly goes into
the 2:17 cells.
This leads to higher saturation magnetization mag-
nets, but with a greater temperature dependence of
coercivity because of the decrease in both the aniso-
tropy and the Curie temperature of the iron-substi-
tuted 2:17 phase (Strnat 1988). The addition of
zirconium promotes the formation of the lamellar
microstructure, which leads to the optimum uniform
microstructure (Tang et al. 2000), as explained be-
fore. The aging temperature controls the cell size with
a higher aging temperature leading to a larger cell
size. For a fixed copper content any change in the cell
size will alter the copper content in the cell bound-
aries and therefore drastically affect the coercivity of
the magnets and its temperature dependence.
The information derived from the above studies
can be used to fine-tune the microstructure and
microchemistry of the Sm–Co magnets through ad-
justments in the composition and processing para-
meters, and allows the designing of magnets for
high-temperature applications.
1.2 New Magnets with a Record High Coercivity of
10 kOe at 500 1C
By changing the ratio z and using an appropriate
copper content, new magnets with a coercivity of
10 kOe at 500 1C were developed. Figure 2 shows the
temperature dependence of coercivity for the new
magnets (A and B) compared with a typical old com-
mercial magnet. For magnet B, with a high ratio z of
8.5 and a copper content of 0.088, the coercivity at
room temperature is about 40 kOe. For magnet A,
with a low ratio z of 7.0 and a copper content of up to
0.128, a record high coercivity of 10.8 kOe at 500 1Cis
Figure 1
Dependence of cell size on ratio z: (a) and (b) z ¼7.0;
(c) and (d) z ¼8.5. The left and right figures are
microstructures perpendicular and parallel to the c axis
of the 2:17 phase, respectively.
867
Magnets: High-temperature
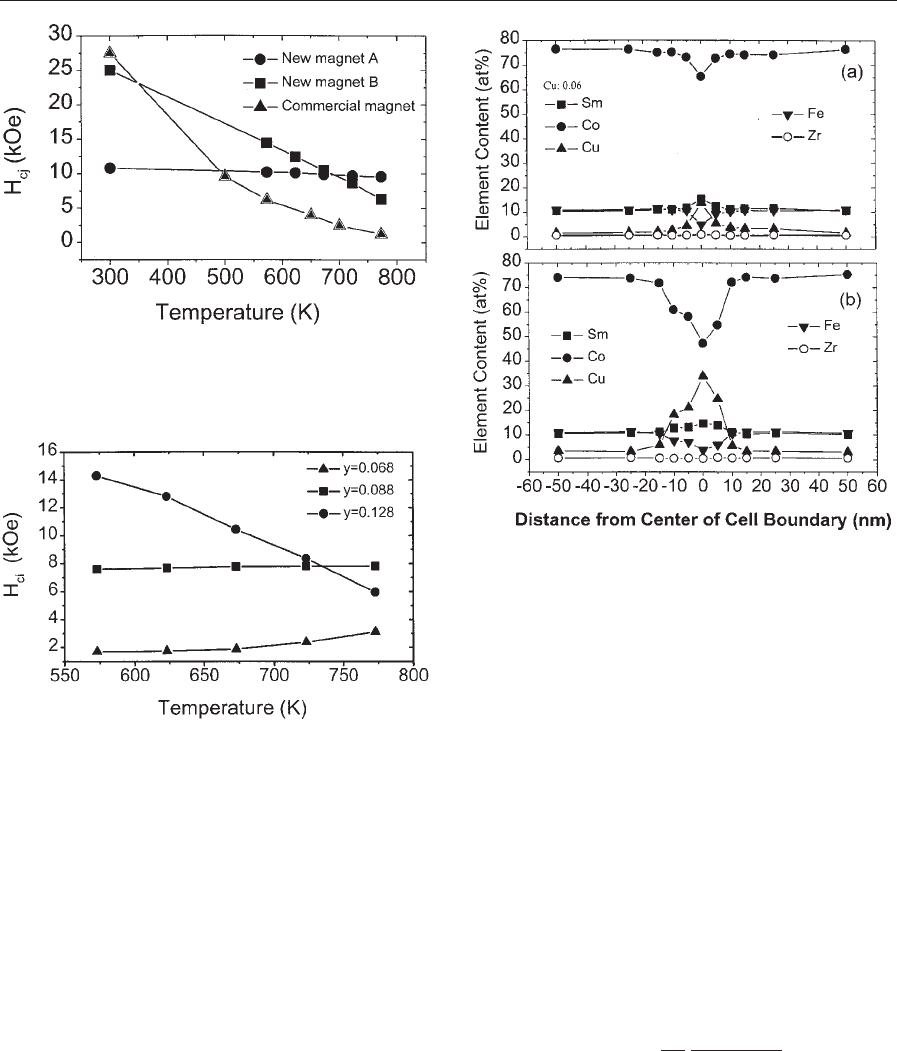
obtained. The temperature coefficient of coercivity for
magnet A is –0.03% 1C
1
, which is more than eight
times smaller than that of magnet B. The new magnets
have a better temperature dependence of coercivity
than the old commercial magnets. The micro-
structural data show that the cell size of magnet B is
larger than that of magnet A (88 nm vs. 108 nm).
These are smaller than the size of commercial magnets
which is generally above 120 nm.
1.3 Temperature Dependence of Coercivity
Controlled by the Copper Content
The effect of composition on the temperature de-
pendence of coercivity was studied systematically.
Figure 3 shows the temperature dependence of co-
ercivity for Sm(Co
bal
Fe
0.1
Cu
y
Zr
0.02
)
7.5
magnets with
different copper content. The temperature coefficient
of coercivity changes from a small positive to a large
negative value with increasing copper content from
y ¼0.068 to 0.128. The microstructure of the copper-
substituted magnets is similar showing a small de-
crease in cell size with increasing copper content
(from 100 to 80 nm). However, a nanoprobe analysis
(Fig. 4) shows that most of the copper goes into the
Sm(Co,Cu)
5
cell boundary phase. When the copper
content in the magnets changes from 0.06 to 0.126,
the copper content at the cell boundaries increases
from 13.7 to 33.8 at.%.
The difference in the copper content at the cell
boundaries leads to a large domain wall energy gra-
dient (associated with the chemical composition gra-
dients) along the cell boundaries and thus to a
different intrinsic coercivity, H
c
,
m
o
H
c
¼ m
o
1
2J
s
ðg
1:5
g
2:17
Þ
d
where g is the domain wall energy, J
s
the spontaneous
magnetization, and d the 1:5 cell boundary thickness
(see Coercivity Mechanisms). Moreover, the domain
wall energy gradient and effective pinning area in
the case of low copper content are much smaller than
Figure 2
Temperature dependence of coercivity in different
magnets.
Figure 3
Temperature dependence of coercivity for
Sm(Co
bal
Fe
0.1
Cu
y
Zr
0.02
)
7.5
with different Cu content.
Figure 4
Nanoprobe analysis of Sm(Co
bal
Fe
0.1
Cu
y
Zr
0.02
)
7.5
magnets: (a) y ¼0.06; (b) y ¼0.12.
868
Magnets: High-temperature
in the high-copper-content magnets. Chui (1999)
explained the latter behavior in terms of repulsive
pinning which leads to the positive temperature co-
efficient of coercivity. This abnormal temperature
dependence of coercivity is of great practical impor-
tance, because the temperature coefficient of co-
ercivity can be manipulated by controlling the copper
content.
2. Nanograined RE–Co Powders Made by
High-energy Mechanical Milling
An alternative way to produce high-performance
RE–Co (RE ¼rare-earth element) high-temperature
magnets is to develop a nanoscale microstructure in
these magnets. The motivation originates from the
well-known size dependence of coercivity which goes
through a maximum value at the single-domain size,
which is a fraction of a micron for most magnets such
as Nd
2
Fe
14
B, Sm
2
Fe
17
(NC)
x
and Sm
2
Co
17
(Manaf
et al. 1993, Hadjipanayis 1999). Therefore, high co-
ercivity is expected to develop in magnets with
a nanoscale grain size. Furthermore, an enhanced
M
r
/M
s
ratio (40.5) is also expected in nanoscale iso-
tropic magnets due to the exchange coupling between
neighboring nanograins (Fischer and Kronmu
¨
ller
1999) (see Magnets: Remanence-enhanced). The
mechanical properties of consolidated nanograin
magnets are expected to be greatly improved. In
general, the nanostructure can be obtained by using
melt-spinning (Coehoorn et al. 1989, Manaf et al.
1993) and mechanical alloying (Schultz et al. 1991,
McCormick et al. 1998) (see Magnets: Mechanically
Alloyed).
2.1 Sm–Co-based Nanograined Magnets
Chen et al. (2000) carried out systematic studies on the
development of nanocrystalline Sm
2
Co
17
-based mag-
nets using mechanical milling. They found that a
nanoscale 2:17 phase with an average grain size of
about 30 nm is developed within the powders which
have an average particle size of about 5 mm. Optimum
magnetic properties of M
s
¼110.5 emu g
1
, M
r
¼66.2
emu g
1
, M
r
/M
s
¼ 0.60, H
c
¼9.6 kOe, and (BH)
max
¼
10.8 MGOe have been obtained in stoichiometric
Sm
2
Co
17
powders. The observed magnetic hardening
is believed to arise from the high anisotropy of the
Sm
2
Co
17
phase and its nanoscale grain size.
A small amount of substitution of zirconium for
cobalt significantly increases the coercivity by in-
creasing the anisotropy field of the Sm
2
Co
17
phase. A
copper substitution in Zr-containing samples further
increases the coercivity by introducing a nanoscale
1:5 phase which forms a uniform mixture with the
2:17 nanograins. This is different from the cellular/
lamellar structure observed in bulk magnets with
the same composition. The highest coercivity of
20.6 kOe has been obtained in the Sm
12
(Co
0.92
Cu
0.06
Zr
0.02
)
88
powders. Substituted iron enters the
cobalt sublattice sites of the 2:17 structure, leading to
an increase of the magnetization but a decrease of the
coercivity. An optimum maximum energy product of
14.0 MGOe is obtained in the Sm
12
(Co
0.7
Fe
0.3
)
88
powders.
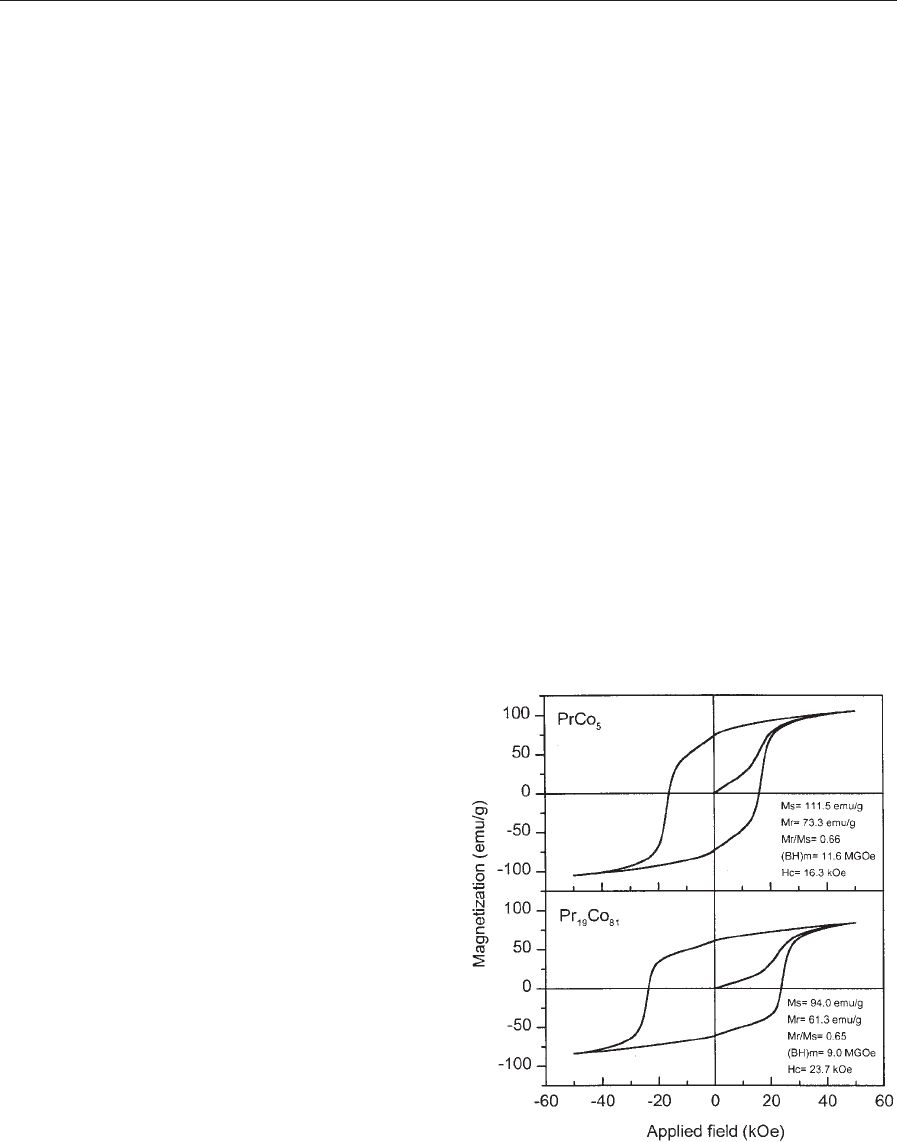
2.2 PrCo
5
Nanograined Magnets
On the basis of the above results, the studies were
extended to the PrCo
5
system. PrCo
5
is known to
have a high magnetization and a strong uniaxial
magnetocrystalline anisotropy, and because of this it
has attracted much attention as a promising candi-
date for less-expensive permanent magnets for high-
temperature applications since its discovery in
the 1960s (Strnat 1967). However, the coercivity de-
veloped in PrCo
5
-based sintered magnets is only
4–7.4 kOe (Velu et al. 1989), which is rather low
compared with the anisotropy field of 145–170 kOe
(Strnat 1988) of the PrCo
5
phase. It has been estab-
lished that magnetically hard nanograined PrCo
5
-
based powders can be successfully synthesized by
mechanical milling and subsequent annealing (Chen
et al. 1999).
As shown in Figs. 5 and 6, a high coercivity of
16.3 kOe along with a high M
r
/M
s
ratio of 0.66 and
medium-strength maximum energy product of 11.6
MGOe has been obtained in stoichiometric PrCo
5
powders. A coercivity of 23.7 kOe has been obtained
Figure 5
Hysteresis loops of PrCo
5
powders.
869
Magnets: High-temperature