Бунаков П.Ю., Рудин Ю.И., Стариков А.В. Основы автоматизированного проектирования изделий и технологических процессов
Подождите немного. Документ загружается.

91
меру фрагмента, а значение цифры − номеру варианта. Например, код 231
означает, что для первого фрагмента выбран 2-й вариант, для второго 3-й,
для третьего − 1-й.
Фрагменты
11
1
2
12 13 21 22 23
111 112
113 231 232
233
. . . . . . . . .
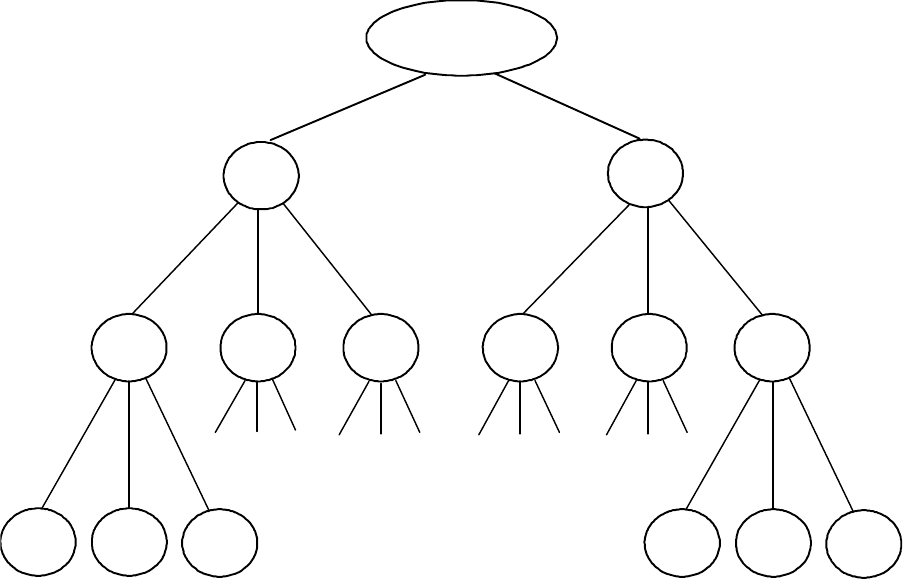
Рис. 6.4. Пример дерева синтеза вариантов проектных решений
Общее количество N вариантов объекта проектирования рассчитывает-
ся по следующей формуле:
∏
=
=
M
j
jMN
1
)( , где M(j) − количество вариантов для
j-го фрагмента; M − количество фрагментов. В рассматриваемом примере
общее количество вариантов равняется
18332
=
×
×
=
N
.
Для оценки, сравнения и отбора вариантов оборудования используется
вектор критериев ))3(),2(),1(( WWWW
=
, где W(1) − цена оборудования, тыс.
руб.; W(2) − «штучное» время, т.е. продолжительность обработки единицы
продукции, мин./м
3
; W(3) − энергоемкость, кВт.ч./м
3
.
Кроме того, могут учитываться и другие критерии, например, произ-
водственная площадь, требуемая под размещение оборудования, себестои-
мость обработки единицы продукции и другие.
Предположим, что оптимальность набора оборудования оценивается по
следующим трем критериям: цена, время, затрачиваемое на производство
единицы продукции, энергоемкость на единицу продукции. Исходные дан-
ные для решения задачи приведены в табл. 6.7.
Требуется выбрать набор технологического оборудования с минималь-
ной стоимостью
min321
→
+
+
ССС
(6.12)
при следующих ограничениях:
92
≤++
≤++
.60321
,112321
PPP
TTT
(6.13)
Таким образом, многокритериальная задача выбора (задача сложного
выбора) сводится к выбору по одному (главному) критерию, т.е. сводится к
задаче простого выбора. При этом два других критерия (в данном случае −
время и энергоемкость) переходят в разряд ограничений. Это соответствует
ситуации, когда заказчик, будучи ограничен в средствах, желает получить
самый недорогой набор оборудования (формула 6.12), суммарные технологи-
ческие характеристики которого были бы не хуже заданных ограничениями
(формула 6.13).
Таблица 6.7. Исходные данные задачи о выборе технологического оборудования
Цена, тыс. руб. Время обработки,
час
Энергоемкость,
кВт.ч
С1=12 Т1=3,4 P1=18
Первый узел
С1=20 Т1=2,2 P1=14
C2=12 Т2=15 P2=38
C2=16 Т2=13 P2=36
Второй узел
C2=18 Т2=11 P2=33
C3=8 T3=120 P3=8
C3=9 T3=96 P3=6
Третий узел
C3=11 T3=86 P3=4
Формирование множества вариантов проектного решения выполняется
по шагам. На первом шаге к каждому варианту оснащения первого техноло-
гического поочередно присоединяются все варианты оснащения второго тех-
нологического узла. При этом вычисляются суммарные значения критериев
для пары станков с одновременной записью кодов вариантов № (табл. 6.8).
Полное число шагов при данном подходе к решению задачи на единицу
меньше числа технологических узлов, т.е. для рассматриваемого примера оно
равно двум.
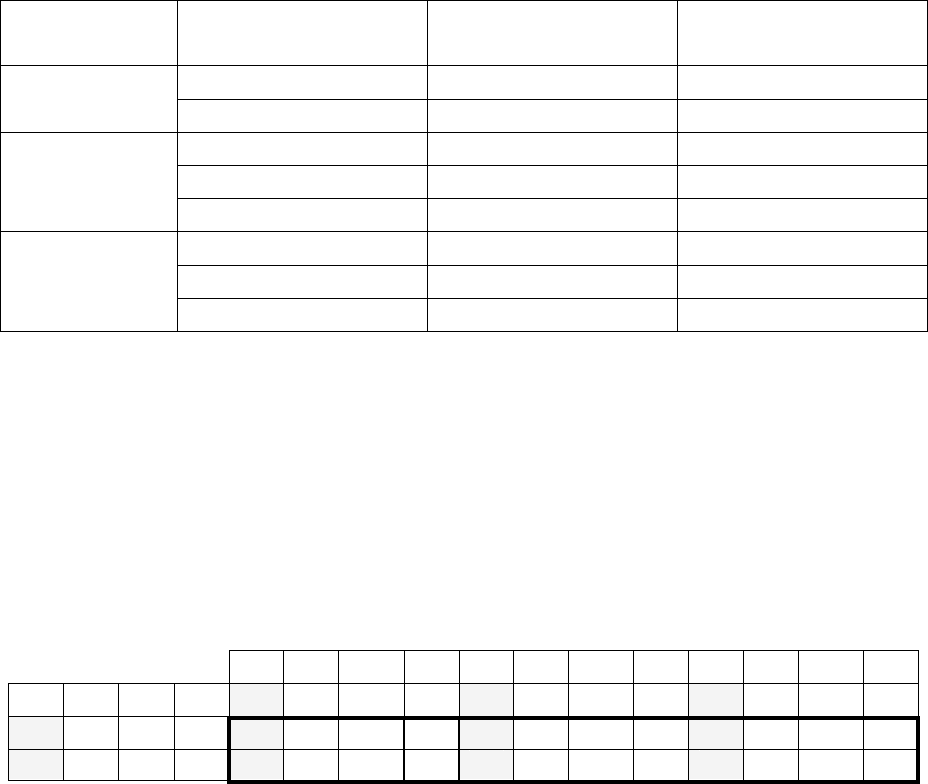
Таблица 6.8. Результаты выполнения первого шага
№
С Т Р №
С Т Р №
С Т Р
№
С Т Р
1 12 15 38 2 16 13 36 3 18 11 33
1 12 3,4
18 11 24 18,4
56 12 28 16,4
54 13 30 14,4
51
2 20 2,2
14 21 32 17,2
52 22 36 15,2
50 23 38 13,2
47
В четырех левых столбцах табл. 6.8 представлены данные для двух ва-
риантов оснащения первого технологического узла, заимствованные из табл.
6.7. Во второй верхней строке табл. 6.8 расположены данные для трех вари-
антов второго технологического узла. В правой нижней части таблицы, за-
ключенной в жирную рамку, записаны шесть вариантов с кодами (№) 11, 12,
13, 21, 22 и 23, содержащие результирующие параметры.
93
Теперь можно перейти ко второму шагу формирования множества ва-
риантов проектного решения. Для этого нужно построить таблицу с резуль-
татами второго шага, в четырех левых столбцах которой содержатся крите-
рии шести вариантов композиции оборудования первого и второго техноло-
гических узлов из табл. 6.8, а во второй верхней строке − данные всех вари-
антов оснащения третьего технологического узла из табл. 6.7.
В результате таблица второго шага должна содержать 18 (6×3) вариан-
тов проектного решения. Однако перебор вариантов можно сократить, если
проанализировать решения, полученные на первом шаге. Для этого рассмот-
рим разные виды отношений между значениями критериев различных вари-
антов проектного решения. Если два варианта имеют одинаковые значения
соответствующих критериев, то они находятся в отношении безразличия
друг к другу. В рассматриваемой системе критериев они неразличимы, хотя и
служат для оценки различных комбинаций станков. Чтобы различить их и
сделать возможным выбор между ними, требуется ввод дополнительного
критерия.
Другим, важным с точки зрения возможности сокращения перебора ва-
риантов, является отношение доминирования. Если значения всех критериев
варианта 1 лучше значений всех критериев варианта 2, то вариант 1 домини-
рует вариант 2 абсолютно. Если вариант 1 лучше варианта 2 хотя бы по од-
ному критерию, а по остальным не хуже, то вариант 1 доминирует вариант 2
относительно. Таким образом, отыскав доминирующий вариант, следует от-
дать ему предпочтение, а остальные исключить из дальнейшего рассмотре-
ния как неперспективные, что обычно приводит к значительному сокраще-
нию перебора вариантов.
Считая цену (С) оборудования главным критерием, упорядочим шесть
вариантов, представленных в табл. 6.8, по возрастанию значений C (табл.
6.9).
Таблица 6.9. Варианты, полученные на первом шаге и упорядоченные
по главному критерию (С)
№ п/п № (код) С Т Р
1 11 24 18,4 56
2 12 28 16,4 54
3 13 30 14,4 51
4 21 32 17,2 52
5 22 36 15,2 50
6 23 38 13,2 47
Сравнивая вариант 2 с вариантом 1, видим, что вариант 2 лучше вари-
анта 1 по критериям T и P, но хуже по главному критерию C. Такие варианты
называют несравнимыми. Аналогичный вывод делаем и относительно вари-
антов 2 и 3.
Сравнивая варианты 3 и 4, видим, что вариант 3 доминирует вариант 4
по всем критериям. Следовательно, вариант 4 можно исключить из дальней-
шего рассмотрения как не перспективный. Далее, сравнивая варианты 3 и 5,
94
видим, что вариант 3 доминирует вариант 5, так как последний хуже по двум
критериям (C и Т). Поэтому вариант 5 также исключается из рассмотрения
как неперспективный.
Таким образом, после исключения неперспективных вариантов получа-
ем табл. 6.10, которая содержит не шесть, а всего лишь четыре варианта.
Таблица 6.10. Перспективные варианты, полученные на первом шаге
№ п/п № (код) С Т Р
1 11 24 18,4 56
2 12 28 16,4 54
3 13 30 14,4 51
4 23 38 13,2 47
Следует отметить, что в табл. 6.10 содержатся только несравнимые ва-
рианты, являющиеся перспективными для дальнейшего рассмотрения. Мно-
жество несравнимых вариантов называют множеством Парето (по фамилии
итальянского математика и экономиста Вильфредо Парето, впервые сформу-
лировавшего проблему многокритериальной, или векторной, оптимизации в
1898 г.). Выделив множество перспективных вариантов, полученных на пер-
вом шаге, можно перейти к формированию множества вариантов проектного
решения второго шага (табл. 6.11).
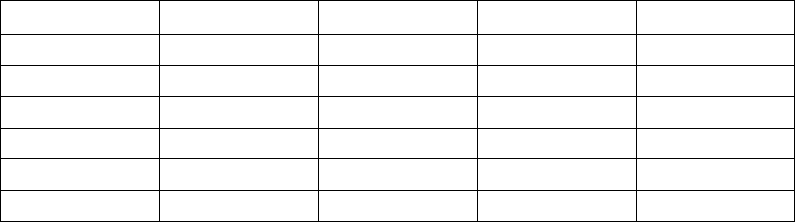
Таблица 6.11. Результаты выполнения второго шага
№ С Т Р № С Т Р № С Т Р
№
С Т Р
1 8 120 8 2 9 96 6 3 11 86 4
11 24 18,4
56
111
32 138,4
64 112
33 114,4
62 113
35 104,4
60
12 28 16,4
54
121
36 136,4
62 122
37 112,4
60 123
39 102,4
58
13 30 14,4
51
131
38 134,4
59 132
39 110,4
57 133
41 100,4
55
23 38 13,2
47
231
46 133,2
55 232
47 109,2
53 233
49 99,2 51
Благодаря исключению на первом шаге двух неперспективных вариан-
тов, табл. 6.11 содержит не 18, а всего лишь 12 вариантов проектного реше-
ния. Проанализируем их, предварительно выполнив их упорядочение по воз-
растанию величины C (табл. 6.12).
Выполняя сравнение представленных вариантов, получаем, что вариан-
ты с порядковыми номерами 4, 5, 6, 10 и 11 являются неперспективными и
могут быть исключены из дальнейшего рассмотрения. На оставшиеся семь
вариантов накладываем ограничения (формула 6.13), которые позволяют ис-
ключить из рассмотрения варианты 1 и 2 как недопустимые по критерию P.
В результате формируется окончательная таблица перспективных ре-
шений, удовлетворяющих ограничениям (табл. 6.13).
Вариантом наименьшей стоимости, удовлетворяющим условию задачи
(формулы 6.12 и 6.13), является вариант 1, имеющий код 113, т.е. первый и
второй технологические узлы оснащаются по вариантам 1, а третий техноло-
гический узел − по варианту 3.
95
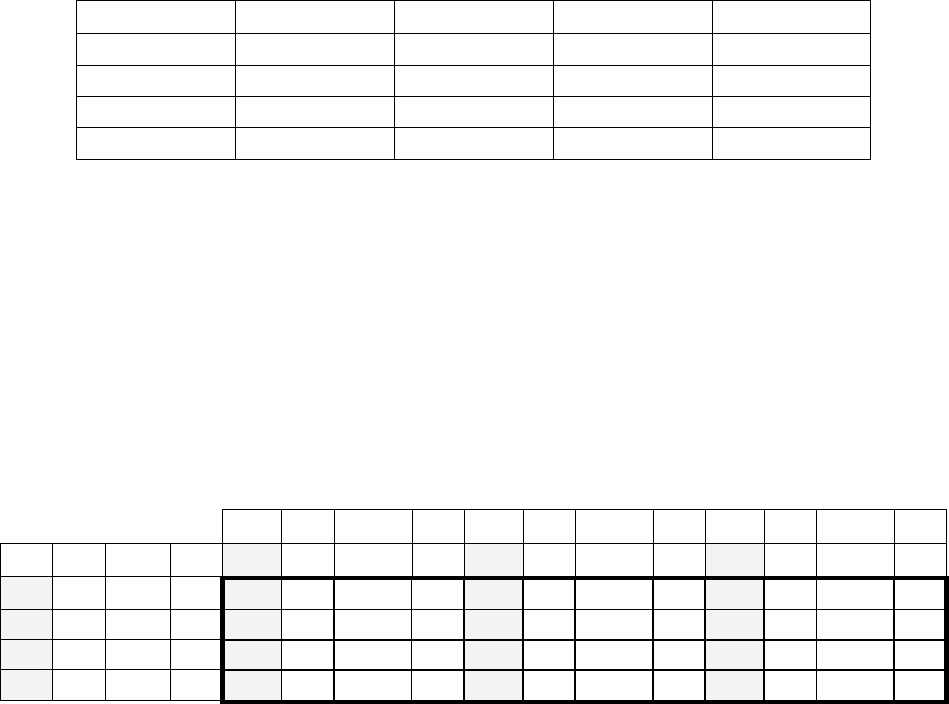
Таблица 6.12. Варианты, полученные на втором шаге и упорядоченные
по главному критерию (С)
№ п/п № (код) С Т Р
1 111 32 138,4 64
2 112 33 114,4 62
3 113 35 104,4 60
4 121 36 136,4 62
5 122 37 112,4 60
6 131 38 134,4 59
7 123 39 102,4 58
8 132 39 110,4 57
9 133 41 100,4 55
10 231 46 133,2 55
11 232 47 109,2 53
12 233 49 99,2 51
Таблица 6.13. Перспективные варианты, упорядоченные
по главному критерию (С)
№ п/п № (код) С Т Р
1 113 35 104,4 60
2 123 39 102,4 58
3 132 39 110,4 57
4 133 41 100,4 55
5 233 49 99,2 51
Полученные решения можно также использовать для анализа возмож-
ностей оснащения предприятия технологическим оборудованием и по другим
критериям выбора.
Вопросы для контроля
1. Какие экономико-математические модели можно использовать при реше-
нии задачи об оптимальной загрузке деревообрабатывающего оборудова-
ния? В чем их особенности?
2. Какими элементами представлена экономико-математическая модель зада-
чи о загрузке оборудования? Дайте краткие пояснения по каждому элемен-
ту.
3. Как реализуется решение задачи о загрузке оборудования в Microsoft
Excel? Что представляет собой компьютерная модель задачи?
4. В чем заключается особенность задачи календарного планирования работы
технологического оборудования?
5. Какой известный алгоритм позволяет оптимизировать загрузку двух стан-
ков? В чем он заключается?
6. Какими практическими рекомендациями можно воспользоваться для
улучшения расписания загрузки группы технологического оборудования с
числом станков больше двух?
96
7. Какой универсальный метод можно применить для решения задачи о со-
ставлении календарного плана работы технологического оборудования?
Кратко поясните укрупненный алгоритм, реализующий данный метод.
8. Предположим, что технологическая линия может состоять из четырех уз-
лов, каждый из которых может быть представлен несколькими варианта-
ми: первый − тремя, вторая и третья − двумя, четвертая − вариантами. Че-
му равно общее число вариантов компоновки оборудования технологиче-
ской линии?
9. Перечислите основные положения метода вариантного проектирования.
Каким образом это метод можно использовать для решения задачи опти-
мального выбора технологического оборудования?
10. Что представляет собой дерево синтеза вариантов проектных решений?
Приведите примеры.
11. Каким образом связаны количество шагов алгоритма метода вариантного
проектирования и количество технологических узлов?
12. Как осуществляется переход от многокритериальной задачи выбора вари-
анта проектного решения к однокритериальной в методе вариантного про-
ектирования?
13. Каким образом можно сократить число рассматриваемых вариантов при
использовании метода вариантного проектирования?
14. В чем суть отношения доминирования, которое может существовать меж-
ду двумя вариантами проектного решения?
15. Какие варианты называются несравнимыми? В каком отношении нахо-
дятся несравнимые варианты и множество Парето?
Глава 7
Автоматизированное проектирование мебельных изделий
Решение многочисленных задач проектирования изделий и технологи-
ческих процессов в мебельном производстве автоматизированным способом
позволяет значительно повысить производительность труда всех специали-
стов, наладить информационное взаимодействие между подразделениями,
сократить сроки внедрения в производство новых изделий, повысить общее
качество реализуемых проектов, уменьшить количество субъективных оши-
бок проектирования, что, в конечном итоге, повышает эффективность работы
предприятия.
В мебельной промышленности, являющейся важной частью лесопро-
мышленного комплекса, прикладные САПР позволяют значительно повы-
сить эффективность решения задач, возникающих на всех этапах проектиро-
вания и производства мебельных изделий. Рассмотрим эти этапы и задачи.
1. Взаимодействие производителя или продавца с заказчиком:
• выбор нужных моделей из разработанного ранее электронного ката-
лога стандартных изделий;
97
• согласование требований, разработка внешнего вида и прототипа
конструкции для нестандартных изделий;
• подбор цветовых и фактурных решений, материалов, декоративных
элементов и фурнитуры в соответствии с пожеланиями и возмож-
ностями заказчика;
• проектирование виртуального интерьера помещения заказчика мак-
симально приближенного к реальному интерьеру, расстановка в нем
выбранных изделий и выбор наиболее подходящего варианта;
• оперативный расчет стоимости заказа;
• формирование документов для оформления договора с заказчиком и
передачи заказа в производство.
2. Дизайн и конструирование изделий:
• разработка дизайна новых изделий;
• конструирование мебельных изделий и построение математических
моделей, как основы автоматизации всех последующих этапов;
• формирование сборочных чертежей изделий, рабочих чертежей от-
дельных деталей и спецификаций;
3. Технологическая подготовка производства:
• разработка маршрутных и маршрутно-операционных технологиче-
ских процессов изготовления;
• раскрой листовых и погонных материалов (для массового производ-
ства или предварительный);
• разработка управляющих программ для станков с ЧПУ и обрабаты-
вающих центров;
• расчет потребного количества материалов и комплектующих от-
дельно по каждому изделию и по всему заказу в целом;
• формирование документации для отдела материально-технического
снабжения;
• разработка инструкций и схем сборки мебельных изделий;
• разработка схемы упаковки мебели при поставке ее в разобранном
виде;
• разработка технологической оснастки для изготовления сконструи-
рованных мебельных изделий;
• разработка калибров для контроля изготовленных деталей изделий в
крупносерийном производстве.
4. Производство мебельных изделий:
• расчет потребного количества материалов и комплектующих по
производственному заданию (на смену, на неделю и т.д.);
• формирование требований для выдачи со склада материалов и ком-
плектующих согласно сменным заданиям;
• формирование сменных заданий на рабочие места производствен-
ных участков;
98
• производственный раскрой листовых и погонных материалов (пере-
раскрой по факту).
В зависимости от организации бизнес-процессов и производства, воз-
можны некоторые изменения и повторения стадий, с приближением их ре-
зультата к реальности. Например, раскрой материалов может выполняться и
на стадии дизайн-проекта для подбора размеров предмета для оптимального
расхода материалов, и при запуске заказа в производство, и, даже, непосред-
ственно на раскройном станке с ЧПУ.
7.1. Обзор существующих САПР корпусной мебели
В настоящее время для автоматизации проектирования и технологиче-
ской подготовки производства мебели чаще всего используются следующие
САПР:
• AutoCAD (Autodesk, США);
• комплекс программ 3D-Constructor, 3D-Flat, 2D-Place (ЭЛЕКРАН
СОФТ, г. Одесса);
• bCAD Мебель (ПроПро Группа, г. Новосибирск);
• Woody (ИНТЕАР Лтд., г. Киев);
• БАЗИС (БАЗИС-ЦЕНТР, г. Коломна);
• К3-МЕБЕЛЬ (ГеоС, г. Нижний Новгород).
Система AutoCAD не является специализированной САПР мебельных
изделий, однако нередко применяется в отрасли. Это объяснятся ее широки-
ми функциональными возможностями и распространенностью на предпри-
ятиях различного профиля.
В системе AutoCAD можно решать широкий круг задач, связанных с
моделированием изделий и процессов в различных областях технического
проектирования, в том числе и в проектировании мебели. Функциональные
возможности системы позволяют выполнять следующие операции:
• трехмерное моделирование и построение реалистического изобра-
жения пространственных объектов с удалением невидимых линий,
наложением теней и текстур, различными вариантами освещения;
• формирование и редактирование комплекта чертежно-конструктор-
ской документации;
• работа со структурами данных (блоки, внешние ссылки и т.п.), что
позволяет организовать совместное использование информации с
другими приложениями;
• формирование, сопровождение и поддержание целостности архивов
чертежей;
• индивидуальная настройка рабочей среды в соответствии со специ-
фикой предметной области;
• наличие встроенного языка программирования AutoLISP (и его раз-
вития – Visual LISP), позволяющего разрабатывать прикладные про-
99
блемно-ориентированные системы проектирования для различных
сфер применения.
Системой автоматизации мебельных предприятий, использующей в ка-
честве базового графического ядра AutoCAD, является комплекс программ
3D-Constructor, 3D-Flat, 2D-Place. Структурно он состоит из трех модулей,
которые выполняют следующие функции:
• 3D-Constructor – конструирование изделий и выпуск конструктор-
ско-технологической документации;
• 3D-Flat – прием заказов в мебельном салоне;
• 2D-Place – оптимизация раскроя материалов.
Характерной особенностью данного комплекса является полная пара-
метризация моделей изделий, что является очень удобным при наличии на
предприятии ряда типоразмеров мебели. При конструировании нестандарт-
ных изделий используются графические возможности системы AutoCAD.
Модуль 3D-Constructor позволяет формировать модели любой сложности,
включающие в себя детали произвольной конфигурации и типовые сборки,
например, выдвижные ящики.
База крепежной фурнитуры настраивается пользователем на основе
типовых шаблонов, поставляемых с программой. Для установки элементов
крепежа на изделие создаются так называемые стили крепления (например,
эксцентриковая стяжка плюс шкант).
После создания модели изделия процесс получения чертежей, специ-
фикаций и ведомостей материалов происходит автоматически, причем фор-
мы выходных документов являются настраиваемыми. Виды (стили) разме-
ров, проставляемых на чертежах, определяются средствами AutoCAD. В ка-
честве дополнительных опций имеется возможность компоновки чертежей,
указания масштаба и позиций деталей, выполнения автоматической разноски
деталей при формировании схемы сборки изделия.
САПР bCAD Мебель предоставляет пользователям возможность фор-
мирования объемной модели изделия из отдельных панелей и крупных гото-
вых блоков, или путем редактирования ранее созданных моделей в соответ-
ствии с новыми требованиями. С технической точки зрения bCAD Мебель
представляет собой универсальный графический редактор, дополненный спе-
циальными командами для учета особенностей проектирования мебели и
торгово-выставочного оборудования. В зависимости от назначения, bCAD
Мебель поставляется в нескольких комплектациях, наиболее полной из кото-
рых является bCAD Мебель-Про.
При работе с системой bCAD Мебель-Про предполагается, что изделия
состоят из следующих элементов [22]:
• плоские и гнутые листовые панели – основные элементы мебели,
для которых требуется выполнить конструкторскую и технологиче-
скую документацию (перегородки, столешницы, полки и т.д.);
• крепеж – элементы мебели, которые обеспечивают соединение па-
нелей и закрепление фурнитуры на них;
100
• профильные детали – детали, выполненные из профилированных
материалов с постоянным сечением (опоры, направляющие, рамоч-
ные фасады, объемная кромка и т.п.);
• фурнитура – остальные элементы мебели, не попадающие под выше
перечисленные категории.
Инструменты общего проектирования базового модуля bCAD по созда-
нию сложных поверхностей позволяют снять все ограничения на сложность
формы произвольной фурнитуры или мебельных элементов (балясин, гнутых
ножек и т.д.)
Трехмерная модель, на которой отрабатывается компоновка будущего
изделия, создается при помощи размещения деталей в пространстве в соот-
ветствии с замыслом конструктора. На последующих этапах проектирования
выполняется оформление и облицовка кромок панелей, выполняются вырезы
и фрезеровки, расставляется крепеж и фурнитура. В модели можно быстро
заменять материалы деталей, а также крепеж и фурнитуру.
Модель изделия является основой для автоматического формирования
сметы, чертежей, карт раскроя листовых и профильных материалов, других
документов. Сведения о составе модели, материалах и геометрии деталей мо-
гут предаваться в другие программы через популярные форматы файлов.
Электронный каталог крепежа, фурнитуры можно пополнять самостоятель-
но.
Отличительной особенностью системы bCAD является наличие широ-
ких возможностей для построения моделей помещений и расстановки в них
мебели, построение реалистического изображения с удалением невидимых
линий, наложением теней и текстур, различными вариантами освещения. Это
позволяет разрабатывать мебель, совместно с дизайном помещений. Для
приема заказов в мебельных салонах существует специальная упрощенная
версия bCAD Салон. Для стыковки с другими программами Дополнительно
могут поставляться модули передачи в станки с ЧПУ
Система Woody состоит из трех модулей: собственно Woody – для про-
ектирования корпусной мебели и шкафов-купе, Sawyer – для подготовки карт
раскроя и ведения учета материалов, Salon+3D – для проектирования интерь-
ера помещения, расчета стоимости и подготовки спецификации заказа. Кон-
структорская база данных системы Woody содержит необходимые материа-
лы для проектирования мебели: плитные материалы, облицовочную ленту и
фигурные профили, фурнитуру различного функционального назначения,
мебельные фасады и т.п. Она снабжена инструментарием, позволяющим до-
полнять и редактировать содержимое базы.
Для создания объектов проектирования в системе Woody используются
специальные мастера, предназначенные для выполнения всех необходимых
операций. Например, мастер деталей создает детали корпуса мебельного из-
делия, а мастер чертежей – генерирует чертежную документацию. Проекти-
рование изделия ведется как на ортогональных проекциях, так и на аксоно-
метрических и перспективных изображениях. В процессе этого многие опе-